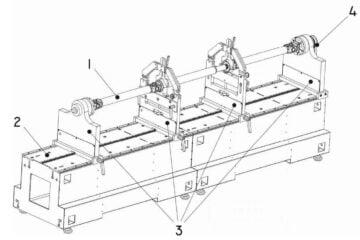
로터 예 솔루션 콘텐츠 드라이브 샤프트 밸런싱구동축의 동적 밸런싱을 위한 장치 및 기계 밸런싱용 측정 시스템 Balanset-1 - 1751 유로 구동축의 동적 밸런싱을 위한 장치 및 기계 밸런싱용 측정 시스템 Balanset-4 - 6803 유로 목차 1. 구동축의 종류 2. 유니버설 조인트 드라이브 오작동 3. 드라이브샤프트 밸런싱 4. 현대식 밸런싱 자세히 보기... Nikolai Shelkovenko, 12개월6월 3, 2024 전 기준