






3. Изисквания към конструкцията на основните агрегати и механизми на балансиращите машини 3.1. Лагери 3.1.1. Теоретични основи на проектирането на лагери
В предишния раздел бяха разгледани подробно основните конструктивни изпълнения на опори с меки и твърди лагери за балансиращи машини. Решаващ параметър, който конструкторите трябва да вземат предвид при проектирането и производството на тези опори, са техните собствени честоти на трептене. Това е важно, тъй като измерването не само на амплитудата на трептене (циклична деформация) на опорите, но и на фазата на трептене е необходимо за изчисляване на параметрите на коригиращите тежести от измервателните и изчислителните системи на машината.
Ако собствената честота на опората съвпада с честотата на въртене на балансирания ротор (резонанс на опората), точното измерване на амплитудата и фазата на вибрациите е практически невъзможно. Това е ясно илюстрирано в графиките, показващи промените в амплитудата и фазата на трептенията на опората като функция на честотата на въртене на балансирания ротор (вж. фиг. 3.1).
От тези графики следва, че когато честотата на въртене на балансирания ротор се приближи до собствената честота на трептенията на опората (т.е. когато отношението fp/fo е близко до 1), се наблюдава значително увеличение на амплитудата, свързана с резонансните трептения на опората (вж. фиг. 3.1.а). Едновременно с това от графика 3.1.б се вижда, че в резонансната зона се наблюдава рязка промяна на фазовия ъгъл ∆F°, който може да достигне до 180°.
С други думи, при балансиране на всеки механизъм в резонансната зона дори малки промени в честотата на въртене могат да доведат до значителна нестабилност на резултатите от измерването на амплитудата и фазата на вибрациите му, което води до грешки при изчисляването на параметрите на коригиращите тежести и се отразява отрицателно на качеството на балансирането.
Горните графики потвърждават по-ранните препоръки, че за машини с твърди лагери горната граница на работните честоти на ротора трябва да бъде (поне) 2-3 пъти по-ниска от собствената честота на опората, fo. За машини с меки лагери долната граница на допустимите работни честоти на балансирания ротор трябва да бъде (поне) 2-3 пъти по-висока от собствената честота на опората.
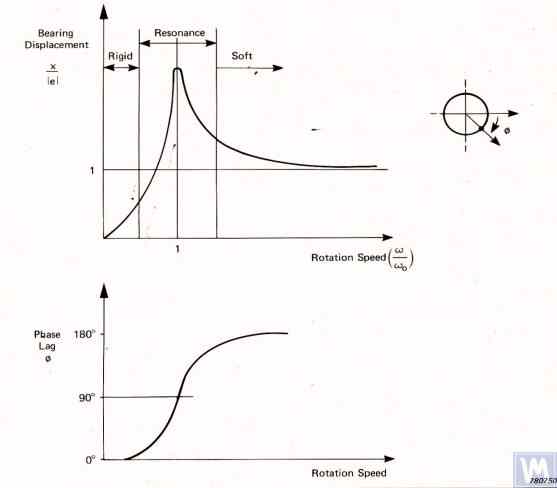
Фигура 3.1. Графики, показващи промените в относителната амплитуда и фаза на вибрациите на опората на балансиращата машина като функция на промените в честотата на въртене.
Като се има предвид представената информация, не се препоръчва експлоатацията на машината в резонансната зона на нейните опори (подчертана в червено на фиг. 3.1). Графиките, показани на фиг. 3.1, показват също така, че при едни и същи дисбаланси на ротора действителните вибрации на опорите на машината с меки лагери са значително по-ниски от тези, които възникват върху опорите на машината с меки лагери.
От това следва, че сензорите, използвани за измерване на вибрациите на опорите в машините с твърди лагери, трябва да имат по-висока чувствителност от тези в машините с меки лагери. Този извод се подкрепя добре от реалната практика на използване на сензорите, която показва, че сензорите за абсолютни вибрации (виброускорители и/или сензори за скорост на вибрациите), успешно използвани в балансиращи машини с меки лагери, често не могат да постигнат необходимото качество на балансиране в машини с твърди лагери.
При тези машини се препоръчва да се използват сензори за относителни вибрации, като например сензори за сила или високочувствителни сензори за преместване.
3.1.2. Оценяване на собствените честоти на опорите чрез изчислителни методи
Конструкторът може да направи приблизително (приблизително) изчисление на собствената честота на опорна плоча, като използва формула 3.1, като опростено я разглежда като вибрационна система с една степен на свобода, която (вж. фиг. 2.19.а) е представена от маса M, трептяща върху пружина с коравина K.
fo=2π1MK(3.1)
Масата M, използвана в изчисленията за симетричен ротор с междинни лагери, може да се определи приблизително по формула 3.2.
M=Mo+nMr(3.2) където Mo е масата на подвижната част на опората в kg; Mr е масата на балансирания ротор в kg; n е броят на машинните опори, участващи в балансирането.
Коравината K на опората се изчислява по формула 3.3 въз основа на резултатите от експериментални изследвания, които включват измерване на деформацията ΔL на опората, когато тя е натоварена със статична сила P (вж. фиг. 3.2.а и 3.2.б).
K=ΔLP(3.3) където ΔL е деформацията на опората в метри; P е статичната сила в нютон.
Големината на натоварващата сила P може да се измери с помощта на уред за измерване на сила (например динамометър). Преместването на опората ΔL се определя с помощта на уред за измерване на линейни премествания (напр. циферблат).
3. Изисквания към конструкцията на основните агрегати и механизми на балансиращите машини 3.1. Лагери 3.1.2. Изчисляване на собствените честоти на опорите чрез изчислителни методи
Изчисленията на собствените честоти на опорите, като се използва разгледаната по-горе схема за изчисление, могат да се извършват в две направления:
Изчисляването на собствените честоти на опорите във вертикална посока изисква използването на по-сложна изчислителна техника, която (освен параметрите на самата опора и балансирания ротор) трябва да отчита параметрите на рамата и особеностите на монтажа на машината върху фундамента. Този метод не се разглежда в настоящата публикация. Анализът на формула 3.1 позволява да се направят някои прости препоръки, които трябва да се вземат предвид от конструкторите на машини в тяхната практическа дейност. По-специално, собствената честота на опората може да бъде променена чрез промяна на нейната коравина и/или маса. Увеличаването на коравината увеличава собствената честота на опората, докато увеличаването на масата я намалява. Тези промени имат нелинейна, квадратно-обратна зависимост. Например удвояването на коравината на опората увеличава нейната собствена честота само 1,4 пъти. Аналогично, удвояването на масата на подвижната част на опората намалява нейната собствена честота само с коефициент 1,4.
3.1.3. Експериментални методи за определяне на собствените честоти на опорите
Като се има предвид, че гореописаното изчисляване на собствените честоти на опорите, извършено по опростен метод, може да доведе до значителни грешки, повечето любители разработчици предпочитат да определят тези параметри чрез експериментални методи. За тази цел те използват възможностите, които предоставят съвременните системи за измерване на вибрациите на балансиращи машини, включително уредите от серията "Balanset".
3.1.3.1. Определяне на собствените честоти на опорите чрез метода на ударното възбуждане
Методът на ударното възбуждане е най-простият и най-разпространеният начин за определяне на собствената честота на вибрациите на опора или друг компонент на машината. Той се основава на факта, че когато някой обект, например камбана (вж. фиг. 3.3), се възбуди от удар, неговата реакция се проявява като постепенно затихваща вибрационна реакция. Честотата на вибрационния сигнал се определя от структурните характеристики на обекта и съответства на честотата на неговите собствени трептения. За ударно възбуждане на вибрациите може да се използва всеки тежък инструмент, например гумен чук или обикновен чук.
Фигура 3.3. Схема на възбуждане от удар, използвана за определяне на собствените честоти на обекта
Масата на чука трябва да бъде приблизително равна на 10% от масата на възбуждания обект. За да се улови вибрационната реакция, върху изследвания обект трябва да се монтира вибрационен сензор, чиято измервателна ос да е ориентирана по посоката на възбуждане на удара. В някои случаи като сензор за възприемане на вибрационната реакция на обекта може да се използва микрофон от устройство за измерване на шума.
Вибрациите на обекта се преобразуват в електрически сигнал от сензора, който след това се изпраща към измервателен уред, например към входа на спектрален анализатор. Този уред записва времевата функция и спектъра на затихващия вибрационен процес (вж. фиг. 3.4), чийто анализ позволява да се определи честотата (честотите) на собствените вибрации на обекта.
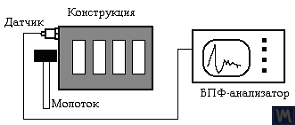
Фигура 3.4. Схема на измерване и записване на естествените вибрации на обекта
Подобно на повечето съвременни уреди за измерване на вибрации, измервателните системи от серията "Balanset" могат да се използват за определяне на собствените честоти на даден обект (напр. опори на балансираща машина), когато вибрациите му са възбудени от удар. Тази процедура при уредите от серията "Balanset" може да се извърши или в режим на допълнителни функции на уреда "Графики. Спектър" или в специализирания режим "Graphs. Удар", който е включен в последните версии на софтуера на "Balanset 1".
В резултат на тази процедура на екрана на компютъра се показва работен прозорец с графики на функцията на времето и спектъра на затихващи вибрации, които се появяват в изследваната структура при нейното ударно възбуждане. Пример за такива графики е показан на фигура 3.5.

Фигура 3.5. Програмен интерфейс, показващ графики на функцията на времето и спектъра на затихващите ударни вибрации на изследваната конструкция
Анализът на графиката на спектъра, представена на фигура 3.5 (вж. долната част на работния прозорец), показва, че основната компонента на собствените вибрации на изследваната конструкция, определена по отношение на абсцисната ос на графиката, се появява при честота 9,5 Hz. Този метод може да се препоръча за изследване на собствените вибрации на опори на балансиращи машини с меки и твърди лагери.
3.1.3.2. Определяне на естествените честоти на опорите в режим на качване
В някои случаи собствените честоти на опорите могат да се определят чрез циклично измерване на амплитудата и фазата на вибрациите "на брега". При прилагането на този метод роторът, монтиран на изследваната машина, първоначално се ускорява до максималната си скорост на въртене, след което задвижването му се изключва, а честотата на смущаващата сила, свързана с дисбаланса на ротора, постепенно намалява от максимума до точката на спиране.
В този случай собствените честоти на опорите могат да се определят по две характеристики:
В устройствата от серията "Balanset" режимът "Виброметър" ("Balanset 1") или "Балансиране. Мониторинг" ("Balanset 2C" и "Balanset 4") могат да се използват за откриване на собствените честоти на обекти "на брега", което позволява циклични измервания на амплитудата и фазата на вибрациите при честотата на въртене на ротора.
Освен това софтуерът "Balanset 1" включва допълнително специализирана програма "Графики. Coasting", който позволява изчертаването на графики на промените в амплитудата и фазата на вибрациите на опората върху брега като функция от промяната на честотата на въртене, което значително улеснява процеса на диагностициране на резонанси.
Трябва да се отбележи, че по очевидни причини (вж. раздел 3.1.1) методът за определяне на собствените честоти на опорите на брега може да се използва само в случай на изследване на балансиращи машини с меки лагери, при които работните честоти на въртене на ротора значително превишават собствените честоти на опорите в напречна посока.
В случай на машини с твърди лагери, при които работните честоти на въртене на ротора, предизвикващи вибрациите на опорите на брега, са значително по-ниски от собствените честоти на опорите, използването на този метод е практически невъзможно.
3.1.4. Практически препоръки за проектиране и производство на опори за балансиращи машини 3.1.4.1. Машини с меки лагери и пружини с плоски плочи
Няколко варианта на конструкцията на опори за балансиращи машини, изработени с плоски пружини, бяха разгледани по-горе в раздел 2.1 и илюстрирани на фигури 2.7 - 2.9. Според нашата информация такива конструкции се използват най-често в машини, предназначени за балансиране на задвижващи валове.
Като пример нека разгледаме параметрите на пружините, използвани от един от клиентите (LLC "Rost-Service", Санкт Петербург) при производството на собствените им машинни опори. Тази машина е предназначена за балансиране на задвижващи валове с 2, 3 и 4 опори, чиято маса не надвишава 200 kg. Геометричните размери на пружините (височина * широчина * дебелина), използвани в опорите на водещия и задвижвания шпиндел на машината, избрани от клиента, бяха съответно 3002003 мм.
Собствената честота на ненатоварената опора, определена експериментално по метода на ударното възбуждане с помощта на стандартната измервателна система на машината "Balanset 4", е 11-12 Hz. При такава собствена честота на трептене на опорите препоръчителната честота на въртене на балансирания ротор по време на балансиране не трябва да бъде по-ниска от 22-24 Hz (1320 - 1440 об/мин).
Геометричните размери на плоските пружини, използвани от същия производител върху междинните опори, са съответно 2002003 мм. Освен това, както показват проучванията, собствените честоти на тези опори са по-високи и достигат 13-14 Hz.
Въз основа на резултатите от изпитването производителите на машината бяха посъветвани да уеднаквят (изравнят) собствените честоти на шпиндела и междинните опори. Това трябва да улесни избора на диапазона на работните честоти на въртене на задвижващите валове по време на балансирането и да избегне потенциална нестабилност на показанията на измервателната система поради навлизането на опорите в зоната на резонансните вибрации.
Методите за регулиране на собствените честоти на вибрациите на опори върху плоски пружини са очевидни. Това регулиране може да се постигне чрез промяна на геометричните размери или формата на плоските пружини, което се постига например чрез фрезоване на надлъжни или напречни прорези, които намаляват тяхната коравина.
Както вече беше споменато, проверката на резултатите от такова регулиране може да се извърши чрез определяне на собствените честоти на вибрациите на опорите, като се използват методите, описани в раздели 3.1.3.1 и 3.1.3.2.
Фигура 3.6 представя класическа версия на конструкцията на опората върху плоски пружини, използвана от А. Синицин в една от неговите машини. Както е показано на фигурата, опората включва следните компоненти:

Фигура 3.6. Промяна на конструкцията на опора върху плоски пружини
Горната плоча 1 на опората може да се използва за монтиране на шпиндела или на междинен лагер. В зависимост от предназначението на опората долната плоча 4 може да бъде неподвижно закрепена към направляващите на машината или да бъде монтирана на подвижни плъзгачи, което позволява на опората да се движи по направляващите. Скобата 5 се използва за инсталиране на заключващ механизъм за опората, позволяващ тя да бъде надеждно фиксирана по време на ускоряването и забавянето на балансирания ротор.
Плоските пружини за опорите на машините с меки лагери трябва да бъдат изработени от листови пружини или висококачествена легирана стомана. Използването на обикновени конструкционни стомани с ниска граница на провлачане не е препоръчително, тъй като те могат да развият остатъчни деформации при статични и динамични натоварвания по време на работа, което да доведе до намаляване на геометричната точност на машината и дори до загуба на стабилността на опората.
3.1.4.2. Подпори за машини с меки лагери и окачване на лентови пружини
При проектирането на лентови пружини, използвани за носещи окачвания, трябва да се обърне внимание на избора на дебелината и ширината на пружинната лента, която, от една страна, трябва да издържа на статичното и динамичното натоварване на ротора върху опората, а от друга страна, трябва да предотвратява възможността за усукващи вибрации на носещото окачване, проявяващи се като осево биене.
Примери за конструктивно изпълнение на балансиращи машини, използващи окачване с лентови пружини, са показани на фигури 2.1 - 2.5 (вж. раздел 2.1), както и на фигури 3.7 и 3.8 от този раздел.

Фигура 3.7. Сглобена машина за балансиране на ротори на електродвигатели, разработена от А. Мохов.

Фигура 3.8. Машина за балансиране на роторите на турбопомпи, разработена от Г. Глазов (Бишкек)
3.1.4.3. Меки опори за машини с лагери, изработени с помощта на цилиндрични пружини
На фигура 3.9 е показан пример за балансираща машина с меки лагери, при която в конструкцията на опорите се използват цилиндрични натискови пружини. Основният недостатък на това конструктивно решение е свързан с различната степен на деформация на пружините в предните и задните опори, която възниква, ако натоварванията върху опорите са неравномерни по време на балансирането на асиметрични ротори. Това естествено води до несъосност на опорите и до изкривяване на оста на ротора във вертикалната равнина. Една от отрицателните последици от този дефект може да бъде появата на сили, които предизвикват осово изместване на ротора по време на въртене.

Фигура 3.9. Вариант на конструкцията на меката опорна конструкция за балансиращи машини, използващи цилиндрични пружини.
3.1.4.4. Както показва нашият богат опит с клиенти, значителна част от производителите на самоделни балансиращи машини напоследък започнаха да предпочитат машини с твърди лагери и твърди опори. В раздел 2.2 на фигури 2.16 - 2.18 са представени снимки на различни конструктивни решения на машини, използващи такива опори. Типична скица на твърда опора, разработена от един от нашите клиенти за конструкцията на тяхната машина, е представена на фиг. 3.10. Тази опора се състои от плоска стоманена плоча с П-образен жлеб, който условно разделя опората на "твърда" и "гъвкава" част. Под въздействието на сила на дисбаланс "гъвкавата" част на опората може да се деформира спрямо своята "твърда" част. Големината на тази деформация, определяна от дебелината на опората, дълбочината на жлебовете и ширината на моста, свързващ "гъвкавата" и "твърдата" част на опората, може да се измерва с помощта на подходящи сензори от измервателната система на машината. Поради липсата на метод за изчисляване на напречната коравина на такива опори, отчитащ дълбочината h на Р-образния жлеб, широчината t на моста, както и дебелината на опората r (вж. фиг. 3.10), тези конструктивни параметри обикновено се определят експериментално от разработчиците.
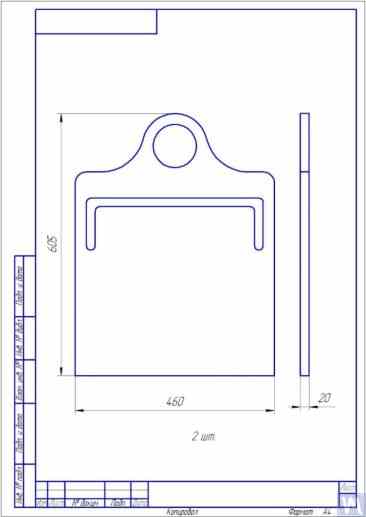
Фигура 3.10. Скица на твърда лагерна опора за балансираща машина
На фигури 3.11 и 3.12 са показани снимки на различни варианти на такива опори, произведени за машини на нашите клиенти. Като се обобщят данните, получени от няколко наши клиенти, които са производители на машини, могат да се формулират изисквания за дебелината на опорите, определени за машини с различни размери и товароносимост. Например за машини, предназначени за балансиране на ротори с тегло от 0,1 до 50-100 kg, дебелината на опората може да бъде 20 mm.

Фиг. 3.11. Твърди лагери за балансираща машина, произведени от А. Синицин

Фиг. 3.12. Твърда лагерна опора за балансираща машина, произведена от Д. Красилников
За машини с маса на балансирания ротор, която не надвишава 300-500 kg, дебелината на опората може да се увеличи до 30-40 mm, а за машини, предназначени за балансиране на ротори с максимална маса от 1000 до 3000 kg, дебелината на опората може да достигне 50-60 mm или повече. Както показва анализът на динамичните характеристики на гореспоменатите опори, техните собствени честоти на вибрации, измерени в напречната равнина (равнината на измерване на относителните деформации на "гъвкавите" и "твърдите" части), обикновено надвишават 100 Hz или повече. Честотите на собствените вибрации на стойките на твърдите лагери във фронталната равнина, измерени в посока, съвпадаща с оста на въртене на балансирания ротор, обикновено са значително по-ниски. И именно тези честоти трябва да се вземат предвид преди всичко при определяне на горната граница на работния честотен диапазон за балансираните на машината въртящи се ротори. Както беше отбелязано по-горе, определянето на тези честоти може да се извърши чрез метода на ударното възбуждане, описан в раздел 3.1.
3.2. Носещи възли на балансиращи машини 3.2.1. Основни типове носещи възли При производството на машини за балансиране с твърди и меки лагери могат да се препоръчат следните добре познати видове опорни възли, използвани за монтиране и въртене на балансирани ротори върху опори, включително:

3.13. Вариант на изпълнение на призматичен носещ възел, използван в балансираща машина за автомобилни турбини
Подобни опорни възли (вж. фигура 3.8 по-горе) са реализирани например от Г. Глазов в неговата машина, също предназначена за балансиране на автомобилни турбини. Оригиналното техническо решение на призматичния носещ възел, изработен от флуоропласт (вж. фигура 3.14), е предложено от LLC "Technobalance".

Фиг. 3.14. Монтаж на призматична опора от LLC "Technobalance"
Този конкретен носещ възел се формира с помощта на две цилиндрични втулки 1 и 2, разположени под ъгъл една спрямо друга и фиксирани върху носещи оси. Балансираният ротор контактува с повърхностите на втулките по протежение на генериращите линии на цилиндрите, което свежда до минимум контактната площ между вала на ротора и опората, като съответно намалява силата на триене в опората. Ако е необходимо, в случай на износване или повреда на повърхността на опората в зоната на контакта ѝ с роторния вал, се осигурява възможност за компенсиране на износването чрез завъртане на втулката около оста ѝ под определен ъгъл. Следва да се отбележи, че при използване на опорни възли, изработени от неметални материали, е необходимо да се предвиди конструктивна възможност за заземяване на балансирания ротор към корпуса на машината, което елиминира риска от възникване на мощни статични електрически заряди по време на работа. Това, от една страна, спомага за намаляване на електрическите смущения и смущения, които могат да повлияят на работата на измервателната система на машината, и от друга страна, елиминира риска персоналът да бъде засегнат от действието на статичното електричество.
3.2.1.2. Ролкови носещи възли Тези сглобки обикновено се монтират на опорите на машини, предназначени за балансиране на ротори с маса над 50 kg и повече. Използването им значително намалява силите на триене в опорите в сравнение с призматичните опори, което улеснява въртенето на балансирания ротор. Като пример на фигура 3.15 е показан вариант на конструкцията на опорен възел, при който за позиционирането на продукта се използват ролки. В тази конструкция като ролки 1 и 2 се използват стандартни търкалящи лагери, чиито външни пръстени се въртят около неподвижни оси, фиксирани в тялото на опората на машината 3. На фигура 3.16 е изобразена скица на по-сложна конструкция на ролкова опорна уредба, реализирана в техния проект от един от самостоятелните производители на балансиращи машини. Както се вижда от чертежа, за да се увеличи товароносимостта на ролката (и съответно на опорния възел като цяло), в тялото на ролката 3 е монтирана двойка търкалящи лагери 1 и 2. Практическото изпълнение на тази конструкция, въпреки всички нейни очевидни предимства, изглежда е доста сложна задача, свързана с необходимостта от самостоятелно изработване на тялото на ролката 3, към което се предявяват много високи изисквания за геометрична точност и механични характеристики на материала.

Фигура 3.15. Пример за конструкцията на опорния възел на ролките
Фигура 3.16. Пример за конструкция на ролкова опорна група с два търкалящи се лагера
На фигура 3.17 е представен конструктивен вариант на самонасочващ се ролков опорен възел, разработен от специалистите на LLC "Technobalance". При тази конструкция способността за самонастройване на ролките се постига чрез осигуряването им на две допълнителни степени на свобода, което позволява на ролките да извършват малки ъглови движения около осите X и Y. Такива опорни възли, осигуряващи висока прецизност при монтажа на балансирани ротори, обикновено се препоръчват за използване върху опорите на тежки балансиращи машини.

Фиг. 3.17. Пример за конструкция на самонасочваща се ролкова опорна сглобка
Както беше споменато по-рано, за ролковите опори обикновено се поставят доста високи изисквания за прецизност на изработката и твърдост. По-специално, допустимите отклонения, определени за радиалното биене на ролките, не трябва да надвишават 3-5 микрона.
На практика това невинаги се постига дори от добре познати производители. Например, по време на проведеното от автора изпитване на радиалното биене на комплект нови ролкови опори, закупени като резервни части за балансираща машина модел H8V, марка "K. Shenk", радиалното биене на техните ролки достигна 10-11 микрона.
3.2.1.3. Сглобки за поддържане на шпиндела
При балансиране на ротори с фланцов монтаж (например карданни валове) на балансиращи машини шпинделите се използват като опорни възли за позициониране, монтиране и въртене на балансираните продукти.
Шпинделите са едни от най-сложните и критични компоненти на балансиращите машини, които до голяма степен отговарят за постигането на необходимото качество на балансиране.
Теорията и практиката на проектиране и производство на вретена са доста добре разработени и са отразени в широк кръг публикации, сред които монографията "Детайли и механизми на металорежещи машини" [1] под редакцията на д-р инж. Д. Н. Решетов, се откроява като най-полезна и достъпна за разработчиците.
Сред основните изисквания, които трябва да се вземат предвид при проектирането и производството на шпиндели за балансиращи машини, следва да се даде приоритет на следните:
а) Осигуряване на висока твърдост на структурата на шпиндела, достатъчна за предотвратяване на неприемливи деформации, които могат да възникнат под въздействието на силите на неуравновесеност на балансирания ротор;
б) Осигуряване на стабилност на положението на оста на въртене на шпиндела, характеризиращо се с допустими стойности на радиалното, аксиалното и аксиалното биене на шпиндела;
в) Осигуряване на подходяща износоустойчивост на челата на шпиндела, както и на неговите гнезда и опорни повърхности, използвани за монтиране на балансирани продукти.
Практическото изпълнение на тези изисквания е описано подробно в раздел VI "Вретена и техните опори" от работата [1].
По-конкретно, има методики за проверка на твърдостта и точността на въртене на шпинделите, препоръки за избор на лагери, избор на материал за шпинделите и методи за неговото закаляване, както и много друга полезна информация по тази тема.
В работа [1] се отбелязва, че при проектирането на шпиндели за повечето видове металорежещи машини се използва предимно схема с два лагера.
На фиг. 3.18 е показан пример за вариант на конструкцията на такава схема с два лагера, използвана при шпинделите на фрезови машини (подробности можете да намерите в работа [1]).
Тази схема е доста подходяща за производството на шпиндели за балансиращи машини, чиито примерни варианти на конструкцията са показани по-долу на фигури 3.19-3.22.
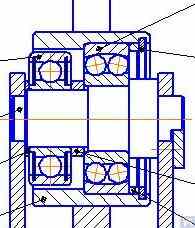
На фигура 3.19 е показан един от вариантите на конструкцията на водещия шпиндел на балансираща машина, въртящ се на два радиално-опорни лагера, всеки от които има собствен независим корпус 1 и 2. Върху вала на шпиндела 3 са монтирани фланец 4, предназначен за фланцов монтаж на карданен вал, и ролка 5, използвана за предаване на въртенето на шпиндела от електродвигателя чрез задвижване с клиновиден ремък.
Фиг. 3.18. Скица на шпиндел на двуопорна фрезова машина

Фигура 3.19. Пример за конструкция на шпиндел върху две независими лагерни опори
Фигури 3.20 и 3.21 показват два тясно свързани дизайна на водещи сглобки на шпиндели. И в двата случая лагерите на шпиндела са монтирани в общ корпус 1, който има проходна аксиална дупка, необходима за монтиране на вала на шпиндела. На входа и на изхода на този отвор корпусът има специални отвори (които не са показани на фигурите), предназначени за монтиране на радиални опорни лагери (ролкови или сачмени) и специални капаци на фланците 5, използвани за закрепване на външните пръстени на лагерите.
Както и в предишната версия (вж. фиг. 3.19), на вала на шпиндела е монтирана лицева плоча 2, предназначена за фланцов монтаж на задвижващия вал, и ролка 3, използвана за предаване на въртенето на шпиндела от електродвигателя чрез ремъчно задвижване. Към вала на шпиндела е закрепен и лимб 4, който се използва за определяне на ъгловото положение на шпиндела, използвано при монтиране на пробни и коригиращи тежести върху ротора по време на балансиране.

Фигура 3.20. Пример 1 за конструкция на водещ шпиндел на две лагерни опори, монтирани в общ корпус

Фигура 3.21. Пример 2 за конструкция на водещ шпиндел на две лагерни опори, монтирани в общ корпус
 \
\
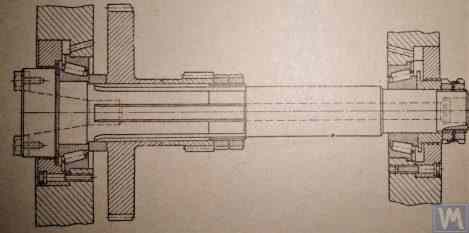
Фигура 3.22. Пример за конструкция на задвижван (заден) шпиндел
Фигура 3.22 показва вариант на конструкцията на задвижващия (заден) шпиндел на машина, който се различава от водещия шпиндел само по липсата на задвижваща ролка и лимба, тъй като те не са необходими.
Както се вижда от Фигури 3.20 - 3.22, разгледаните по-горе сглобки на шпинделите се закрепват към опорите за меки лагери на балансиращите машини с помощта на специални скоби (ремъци) 6. При необходимост могат да се използват и други методи на закрепване, като се гарантира подходяща твърдост и прецизност при позиционирането на шпинделния възел върху опората.
Фигура 3.23 илюстрира дизайн на фланцов монтаж, подобен на този на шпиндела, който може да се използва за монтирането му на твърда лагерна опора на балансираща машина.

Фигура 3.22. Пример за изпълнение на проекта на задвижван (заден) шпиндел
Фигура 3.22 Представя вариант на конструкцията на задвижващия (заден) шпиндел на машина, който се различава от водещия шпиндел само по това, че няма задвижваща ролка и крайник, тъй като не са необходими.
Както се вижда от Фигури 3.20 - 3.22, обсъжданите сглобки на шпинделите се закрепват към опорите за меки лагери на балансиращите машини с помощта на специални скоби (ремъци) 6. Когато е необходимо, могат да се използват и други методи на закрепване, които осигуряват подходяща твърдост и точност на позициониране на шпиндела върху опората.
Фигура 3.23 показва конструкцията на фланцов монтаж за такъв шпиндел, който може да се използва за монтирането му на твърда носеща опора на балансираща машина.
3.1.4.3. Меки опори за машини с лагери, изработени с помощта на цилиндрични пружини
Пример за балансираща машина с меки лагери, при която в конструкцията на опорите се използват цилиндрични натискови пружини, е показан в Фигура 3.9. Основният недостатък на това конструктивно решение е свързан с различната деформация на пружината в предната и задната опора, която се получава в случаите на неравномерно натоварване на опорите при балансиране на асиметрични ротори. Това естествено води до несъответствие на опорите и до изкривяване на оста на ротора във вертикалната равнина. Една от отрицателните последици от този дефект може да бъде появата на сили, които предизвикват осово изместване на ротора по време на въртене.
Фигура 3.24. Схема на изчисление, използвана за определяне на коравината на шпиндела и неговото радиално биене (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], Фигура (3.4)
където:
Чрез преобразуване на формула 3.4 се получава желаната изчислена стойност на коравината на сглобката на шпиндела jšp може да се определи: jшп = P / Y, kg/cm (3.5)
Като се имат предвид препоръките от работа [1] за средни балансиращи машини, тази стойност не трябва да бъде под 50 kg/µm.
По-рано беше отбелязано, че основно влияние върху радиалната коравина на шпиндела оказва диаметърът на неговия вал, с увеличаването на който инерционните моменти J1 и J2 нарастват квадратично и съответно (вж. уравнение 3.4) намалява големината на еластичното преместване Y на шпиндела при натоварване.
Както се вижда от уравнение 3.4, твърдостта на шпиндела се влияе и от разстоянието между опорите c и дължината на конзолата му g, чието оптимизиране по време на проектирането също значително повишава качеството на сглобката на шпиндела.
Трябва да се отбележи, че при проектирането на шпинделите трябва да се обърне внимание и на осигуряването на тяхната осова коравина, която зависи главно от осовата коравина на лагерите на шпиндела и коравината на неговия корпус.
Присъщата честота на вибрациите на шпиндела, която не трябва да бъде под 500-600 Hz, е пряко свързана с твърдостта на сглобките на шпиндела. Този параметър може да се определи експериментално с помощта на устройства от серията "Balanset", като се използва методът на ударно възбуждане, разгледан по-рано в раздел 3.1.3.1.
Като се има предвид, че определянето на параметрите на сглобките на шпинделите представлява значително предизвикателство за много разработчици, те се съветват да използват графичния метод за изчисление, представен в трудове [1] и [2], основан на използването на номограми, който значително опростява решаването на тази задача и намалява времето за нейното изпълнение.
3.2.1.3.4. Осигуряване на изискванията за точност при въртене на шпиндела
Точността на въртене, заедно с коравината, разгледана по-горе, е критична характеристика на шпиндела на балансираща машина, която може да окаже значително влияние върху качеството на балансирането. Практиката показва, че точността на въртене на шпиндела зависи пряко от няколко фактора, включително:
На първо място, производителите трябва да се съсредоточат върху точността на използваните от тях лагери, тъй като тяхното влияние върху точността на въртене (радиално биене) на шпиндел с два лагера (вж. схемата за изчисление в Фигура 3.24) може да се оцени приблизително чрез изчисление за проверка, извършено по формула 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
където:
3.2.1.3.5. Осигуряване на изискванията за баланс на шпиндела
Шпинделите на балансиращите машини трябва да бъдат добре балансирани, тъй като всеки действителен дисбаланс ще се пренесе върху балансирания ротор като допълнителна грешка. При определяне на технологичните допустими отклонения за остатъчния дисбаланс на шпиндела обикновено се препоръчва класът на точност на неговото балансиране да бъде поне с 1-2 класа по-висок от този на продукта, който се балансира на машината.
Като се имат предвид разгледаните по-горе конструктивни особености на шпинделите, тяхното балансиране трябва да се извършва в две равнини.
3.2.1.3.6. Осигуряване на изискванията за носимоспособност и дълготрайност на лагерите на шпиндела
При проектирането на шпиндели и избора на размери на лагерите е препоръчително да се направи предварителна оценка на издръжливостта и товароносимостта на лагерите. Методологията за извършване на тези изчисления може да бъде подробно описана в ISO 18855-94 (ISO 281-89) "Търкалящи се лагери - Динамични стойности на натоварването и номинален живот" [3], както и в многобройни (включително цифрови) наръчници за търкалящи се лагери.
3.2.1.3.7. Осигуряване на изисквания за приемливо нагряване на лагерите на шпиндела
Според препоръките от работа [1] максималното допустимо нагряване на външните пръстени на лагерите на шпиндела не трябва да надвишава 70°C. Въпреки това, за да се осигури висококачествено балансиране, препоръчителното нагряване на външните пръстени не трябва да превишава 40-45°C.
3.2.1.3.8. Избор на тип ремъчно задвижване и конструкция на задвижващата ролка за шпиндела
Когато се проектира задвижващият шпиндел на балансираща машина, се препоръчва да се осигури въртенето му чрез задвижване с плосък ремък. Пример за правилното използване на такова задвижване за работа на шпиндела е представен в Фигури 3.20 и 3.23. Използването на задвижвания с клиновидни или зъбни ремъци е нежелателно, тъй като те могат да приложат допълнителни динамични натоварвания върху шпиндела поради геометрични неточности в ремъците и ролките, което от своя страна може да доведе до допълнителни грешки при измерването по време на балансирането. Препоръчителните изисквания към ролките за плоски задвижващи ремъци са описани в ISO 17383- 73 "Ролки за плоски задвижващи ремъци" [4].
Задвижващата ролка трябва да бъде разположена в задния край на шпиндела, възможно най-близо до лагерния възел (с възможно най-малък надвес). Конструктивното решение за поставяне на ремъчната шайба на надвес, взето при производството на вретеното, показано в Фигура 3.19, може да се счита за неуспешен, тъй като значително увеличава момента на динамичното задвижващо натоварване, действащо върху опорите на шпиндела.
Друг съществен недостатък на тази конструкция е използването на задвижване с клиновиден ремък, чиито производствени и монтажни неточности също могат да бъдат източник на нежелано допълнително натоварване върху шпиндела.
3.3. Легло (рамка)
Леглото е основната носеща конструкция на балансиращата машина, на която се базират основните ѝ елементи, включително опорните стълбове и задвижващият двигател. При избора или производството на леглото на балансираща машина е необходимо да се гарантира, че то отговаря на няколко изисквания, включително необходимата твърдост, геометрична точност, устойчивост на вибрации и устойчивост на износване на направляващите.
Практиката показва, че при производството на машини за собствени нужди най-често се използват следните варианти на леглото:
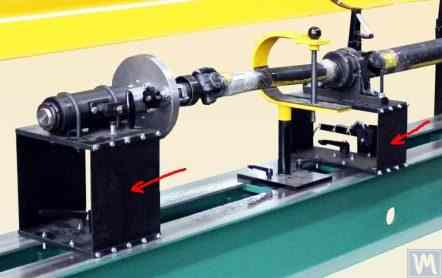
Фигура 3.25 показва леглото на дървообработваща машина, успешно използвана при производството на машина, предназначена за балансиране на кардани.

Фигура 3.25. Пример за използване на легло от използвана дървообработваща машина за производство на машина за балансиране на карданни валове.
Фигури 3.26 и 3.27 показва примери за използване на стругови легла, въз основа на които са произведени специализирана машина с твърди лагери за балансиране на шнекове и универсална машина с меки лагери за балансиране на цилиндрични ротори. За производителите от типа "направи си сам" подобни решения позволяват с минимално време и разходи да се създаде твърда опорна система за балансиращата машина, върху която могат да се монтират опорни стойки от различни видове (както с твърд, така и с мек лагер). Основната задача на производителя в този случай е да осигури (и да възстанови, ако е необходимо) геометричната точност на направляващите на машината, на които ще се базират опорните стойки. В условията на производство "Направи си сам" за възстановяване на необходимата геометрична точност на направляващите обикновено се използва фино изстъргване.

Фигура 3.26. Пример за използване на употребявано легло от струг за изработване на машина с твърди лагери за балансиране на шнекове.

Фигура 3.27. Пример за използване на употребявано легло за струг за изработване на машина за меки лагери за балансиране на валове.
Фигура 3.28 показва вариант на сглобено легло, направено от два канала. При изработката на това легло се използват разглобяеми болтови връзки, които позволяват деформацията на леглото да бъде сведена до минимум или напълно елиминирана по време на монтажа без допълнителни технологични операции. За да се осигури подходяща геометрична точност на водачите на посоченото легло, може да се наложи механична обработка (шлифоване, фино фрезоване) на горните фланци на използваните канали.

Фигура 3.28. Пример за изработване на сглобено легло от канали
Фигури 3.29 и 3.30 представят варианти на заварени легла, също изработени от два канала. Технологията за производство на такива легла може да изисква поредица от допълнителни операции, като например термична обработка за намаляване на вътрешните напрежения, възникващи при заваряване. Както и при сглобяемите легла, за да се осигури подходяща геометрична точност на водачите на заварените легла, трябва да се планира механична обработка (шлифоване, фино фрезоване) на горните фланци на използваните канали.

Фигура 3.29. Пример за изработване на заварено легло от канали
Фигура 3.30. Пример за изработване на заварено легло от канали
Напоследък широко се използват легла, изработени от полимербетон с виброгасящи покрития. Тази технология за производство на легла е добре описана в интернет и може лесно да бъде приложена от производителите "Направи си сам". Поради относителната простота и ниската цена на производство тези легла имат няколко основни предимства пред металните си аналози:
Обикновено при производството на такива легла горната им част се подсилва със стоманени вложки, използвани като водачи, върху които се основават опорните стойки на балансиращата машина. Като пример на фигура 3.31 е показана снимка на машина за балансиране на кардани, произведена от LLC "Technobalance", чието легло е изработено от полимербетон.

Фигура 3.31. Пример за легло на балансираща машина, изработено от полимерен бетон
3.4. Задвижвания за балансиращи машини
Както показва анализът на конструктивните решения, използвани от нашите клиенти при производството на балансиращи машини, при проектирането на задвижванията те се фокусират основно върху използването на променливотокови двигатели, оборудвани с честотни преобразуватели. Този подход позволява широк диапазон от регулируеми скорости на въртене на балансираните ротори с минимални разходи. Мощността на основните задвижващи двигатели, използвани за въртене на балансираните ротори, обикновено се избира въз основа на масата на тези ротори и може да бъде приблизително:
Тези двигатели трябва да бъдат монтирани неподвижно на леглото на машината или на неговата основа. Преди да се монтира на машината (или на мястото на монтажа), главният задвижващ двигател, заедно с ремъчната шайба, монтирана на изходния му вал, трябва внимателно да се балансира. За да се намалят електромагнитните смущения, причинявани от задвижването с променлива честота, се препоръчва на входа и изхода му да се монтират мрежови филтри. Те могат да бъдат стандартни готови продукти, предоставяни от производителите на задвижванията, или самоделни филтри, изработени с помощта на феритни пръстени.