






3.バランシングマシンの基本ユニットとメカニズムの構造に関する要件 3.1.ベアリング 3.1.1.支承設計の理論的基礎
前節では、バランシングマシン用のソフトベアリングとハードベアリング支持体の主な設計方法について詳しく説明しました。設計者がこれらのサポートを設計および製造する際に考慮しなければならない重要なパラメータは、固有振動数です。これは、支持体の振動の振幅(周期的変形)だけでなく、振動の位相も測定することが、マシンの測定システムと計算システムによって補正重りのパラメータを計算するために必要であるため、重要です。
支持体の固有振動数がバランスローターの回転振動数と一致する場合(支持体の共振)、振動の振幅と位相を正確に測定することは事実上不可能です。このことは、支持体の振動の振幅と位相の変化をバランスローターの回転周波数の関数として示したグラフに明確に示されている(図3.1参照)。
これらのグラフから、バランスローターの回転周波数が支持体振動の固有振動数に近づくにつれて(すなわち、比fp/foが1に近づくにつれて)、支持体の共振振動に伴う振幅が著しく増大することがわかる(図3.1.a参照)。同時にグラフ3.1.bは、共振帯において位相角∆F°に急激な変化があり、最大180°に達することを示している。
言い換えれば、共振ゾーンにあるあらゆる機構のバランシングを行う場合、その回転周波数のわずかな変化でさえ、その振動の振幅と位相の測定結果に大きな不安定をもたらし、補正ウェイトのパラメータの計算に誤差をもたらし、バランシングの品質に悪影響を及ぼします。
上記のグラフは、ハードベアリングマシンの場合、ローターの動作周波数の上限は(少なくとも)支持体の固有振動数の2~3倍低くすべきであるという以前の勧告を裏付けるものである。ソフトベアリングマシンの場合、バランスローターの許容運転周波数の下限は、(少なくとも)支持体の固有振動数の2~3倍であるべきである。
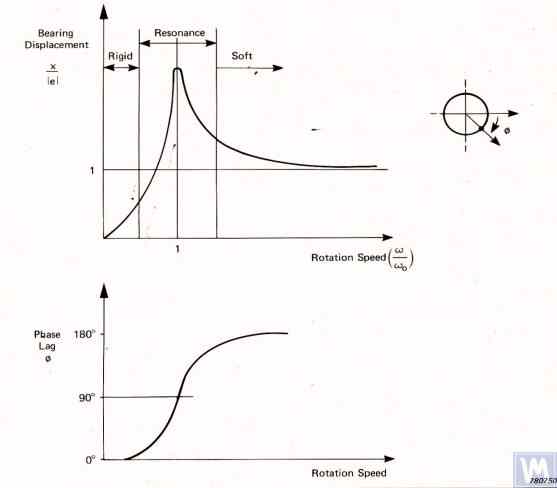
図3.1.回転周波数の変化に対するバランシングマシン支持部の振動の相対振幅と相対位相の変化を示すグラフ。
提示された情報を踏まえると、支持部の共振領域(図3.1の赤で強調表示)で機械を運転することは推奨されない。また、図 3.1 に示したグラフは、ローターの同じアンバランスの場合、ソフトベアリン グ機械サポートで発生する実際の振動よりも大幅に低いことを示している。
このことから、ハードベアリングマシンでサポートの振動を測定するために使用されるセンサーは、ソフトベアリングマシンで使用されるセンサーよりも感度が高くなければならないということになります。この結論は、センサーを使用する実際の実践によって十分に裏付けられており、ソフトベアリングマシンでのバランシングに成功した絶対振動センサー(振動加速度計および/または振動速度センサー)は、ハードベアリングマシンでは必要なバランシング品質を達成できないことが多いことを示しています。
このような機械には、力センサーや高感度変位センサーなどの相対振動センサーを使用することをお勧めします。
3.1.2.計算方法を用いた支持体の固有振動数の推定
図2.19.aを参照)質量Mで表され、剛性Kを持つバネ上で振動している。
fo=2π1MK(3.1)
対称型ベアリング間ローターの計算で使用される質量Mは、式3.2で近似できる。
M=Mo+nMr(3.2)ここで、Moは支持体の可動部の質量(kg)、Mrはバランスされたローターの質量(kg)、nはバランシングに関与する機械支持体の数である。
支持体の剛性Kは、静的な力Pで荷重をかけたときの支持体の変形ΔLを測定する実験的研究の結果に基づき、式3.3を用いて計算される(図3.2.aおよび3.2.b参照)。
K=ΔLP(3.3)ここで、ΔLは支持体の変形をメートル単位で表し、Pは静的な力をニュートン単位で表す。
負荷力Pの大きさは、力測定器(例えば、ダイナモメータ)を用いて測定することができる。支持体の変位ΔLは、直線変位を測定する装置(例えば、ダイヤルインジケータ)を用いて決定される。
3.バランシングマシンの基本ユニットとメカニズムの構造に関する要件 3.1.ベアリング 3.1.2.計算方法による支持体の固有振動数の計算
上述の計算スキームを用いた支持体の固有振動数の計算は、2つの方向から行うことができる:
垂直方向の支持体の固有振動数を計算するには、より複雑な計算技法を使用する必要があり、この技法では(支持体とバランスロータ自体のパラメータに加えて)フレームのパラメータと基礎への機械の設置の仕様を考慮しなければならない。この方法については、本書では説明しない。式 3.1 を解析することにより、機械設計者が実際の活動において考慮すべき簡単な推奨事項が幾つか得ら れる。特に、支持体の固有振動数は、その剛性および/または質量を変えることによって変えることができる。剛性を増加させると支持体の固有振動数は増加し、質量を増加させると固有振動数は減少します。これらの変化には、非線形の二乗逆関 係があります。例えば、支持体の剛性を2倍にすると、固有振動数は1.4倍にしかなりません。同様に、支持体の可動部の質量を2倍にすると、固有振動数は1.4倍しか減少しません。
3.1.3.支持体の固有振動数を決定する実験方法
簡略化された方法で実行される支持体の固有振動数の上述の計算は、大きな誤差につながる可能性があるため、ほとんどのアマチュア開発者は、実験的な方法でこれらのパラメータを決定することを好みます。このために、彼らは、"Balanset "シリーズの機器を含む、バランシングマシンの最新の振動測定システムによって提供される機能を利用します。
3.1.3.1.衝撃加振法による支持体の固有振動数の決定
衝撃加振法は、支持体やその他の機械部品の振動の固有振動数を求める最も単純で一般的な方法です。これは、ベル(図3.3参照)のような物体が衝撃加振されると、その応答が徐々に減衰する振動 応答として現れるという事実に基づいています。振動信号の周波数は物体の構造的特性によって決定され、その物体の固有振動の周波数に対応する。振動の衝撃加振には、ゴム槌や普通の槌など、重い道具なら何でも使用できる。
図3.3.物体の固有振動数を決定するために使用される衝撃加振の図
ハンマーの質量は、加振対象物の質量の 10% 程度とする。振動応答を捕捉するために、振動センサを、その測定軸が衝撃の加振方向と一致するように、検査対象物に設置する必要がある。場合によっては、騒音測定装置のマイクロホンを、対象物の振動応答を感知するセンサとして使用することもできる。
物体の振動はセンサーによって電気信号に変換され、スペクトラムアナライザーの入力のような測定器に送られる。この測定器は、減衰する振動プロセスの時間関数とスペクトルを記録し(図3.4参照)、これを分析することで、物体の固有振動の周波数(振動数)を決定することができる。
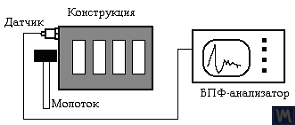
図3.4.物体の固有振動の測定と記録のイメージ図
ほとんどの最新の振動測定器と同様に、"Balanset "シリーズの測定システムは、対象物(例えば、バランシングマシンのサポート)の振動が衝撃励起されたときの固有振動数を決定するために使用することができます。Balanset "シリーズの装置でのこの手順は、装置の追加機能モード "Graphs.Spectrum "または専用モード "Graphs.Balanset1 "ソフトウェアの最新バージョンには "Impact "モードが搭載されています。
この操作の結果、衝撃加振時に検査対象構造物に発生する減衰振動の時間関数とスペクトルのグラフが表示された作業ウィンドウがコンピュータ画面に表示されます。このようなグラフの例を図3.5に示す。

図3.5.時間関数グラフと検査構造物の衝撃振動の減衰スペクトルを示すプログラムインターフェース
図3.5(作業ウィンドウの下部を参照)に示されたスペクトルグラフの分析により、グラフの横軸を基準として決定された検査された構造の固有振動の主成分は、9.5 Hzの周波数で発生することがわかります。この方法は、ソフトベアリングとハードベアリングの両方のバランシングマシン支持部の固有振動の研究に推奨できます。
3.1.3.2.コースティングモードにおける支持体の固有振動数の決定
場合によっては、支持体の固有振動数は、"沿岸 "で振動の振幅と位相を周期的に測定することによって決定することができる。この方法を実施する場合、被検査機械に取り付けられたローターは、最初に最大回転速度まで加速され、その後駆動が切り離され、ローターのアンバランスに関連する外乱力の周波数は、最大から停止点まで徐々に減少する。
この場合、支持体の固有振動数は2つの特性によって決定することができる:
Balanset "シリーズでは、"Vibrometer "モード("Balanset 1")または "Balancing.モニタリング "モード("Balanset 2C "と "Balanset 4")は、"沿岸 "にある物体の固有振動数を検出するために使用することができ、ローターの回転周波数における振動の振幅と位相を周期的に測定することができます。
さらに、"Balanset 1 "ソフトウェアには、専用の "Graphs.コースティング "モードでは、回転周波数の変化に対するコースティング上のサポート振動の振幅と位相の変化のグラフをプロットすることができ、共振の診断プロセスを大幅に容易にします。
明白な理由(3.1.1節参照)により、沿岸の支持体の固有振動数を特定する方法は、ローター回転の使用振動数が横方向の支持体の固有振動数を大幅に超えるソフトベアリングバランシングマシンを研究する場合にのみ使用できることに留意すべきである。
ハード・ベアリング・マシンの場合、ローター回転の使用周波数が、海岸にあるサポートの振動を励起するため、サポートの固有周波数を大幅に下回るため、この方法の使用は事実上不可能である。
3.1.4.バランシングマシンのサポート設計と製造のための実際的な推奨事項 3.1.4.1.板バネ付きソフトベアリングマシン
板バネで作られたバランシングマシンのサポートのいくつかの設計バリエーションは、2.1節で前述され、図2.7~2.9に示されています。私たちの情報によると、そのような設計は、ドライブシャフトのバランシングを目的としたマシンで最も一般的に使用されています。
例として、ある顧客(LLC "Rost-Service"、サンクトペテルブルグ)が自社のマシンサポートの製造に使用したスプリングパラメータを考えてみましょう。このマシンは、200kgを超えない質量の2、3、4サポートドライブシャフトのバランシングを目的としていました。顧客によって選択されたマシンの先行スピンドルと従動スピンドルのサポートに使用されるスプリングの幾何学的寸法(高さ*幅*厚さ)は、それぞれ300でした。2003 mm。
バランセット4」マシンの標準測定システムを使った衝撃加振法によって実験的に決定された無負荷支持体の固有振動数は、11~12Hzであることが判明した。このような支持体の固有振動数では、バランシング中のバランス・ローターの推奨回転周波数は、22~24Hz(1320~1440RPM)より低くてはならない。
同じメーカーが中間サポートに使用した板バネの幾何学的寸法は、それぞれ200であった。2003mmであった。さらに、研究が示したように、これらの支持体の固有振動数はより高く、13~14Hzに達した。
テスト結果に基づき、マシンの製造者は、スピンドルと中間サポートの固有振動数を揃える(等しくする)ようアドバイスされました。これにより、バランシング時のドライブシャフトの動作回転周波数範囲の選択が容易になり、サポートが共振振動の領域に入ることによる測定システムの測定値の潜在的な不安定性が回避されるはずです。
板バネ上の支持体の振動の固有振動数を調整する方法は明らかである。この調整は、板バネの幾何学的寸法や形状を変更することによって達成することができ、例えば、縦方向や横方向のスロットをフライス加工して剛性を下げることによって達成される。
前述したように、このような調整結果の検証は、3.1.3.1 項および 3.1.3.2 項に記載された方法を用いて支持体の固有振動数を特定することによって実施することができる。
図3.6 は、A.シニツィンによって彼のマシンのひとつで使用された、板バネを使用したサポート設計の古典的なバージョンを紹介します。図に示すように、サポートには以下の部品が含まれている:

図3.6.板バネ上のサポートの設計バリエーション
支持体の上部プレート1は、スピンドルまたは中間軸受を取り付けるために使用することができます。支持体の目的に応じて、下部プレート4は機械ガイドに堅固に取り付けることも、可動スライドに取り付けて支持体がガイドに沿って移動できるようにすることもできます。ブラケット5は、支持体のロック機構を取り付けるために使用され、バランスローターの加減速時に支持体を確実に固定することができる。
ソフトベアリングマシンのサポートに使用する板バネは、板バネ鋼または高品質の合金鋼を使用する必要があります。降伏強度の低い一般的な構造用鋼の使用は、運転中の静的・動的荷重により残留変形が発生し、機械の幾何学的精度の低下や支持の安定性を失う可能性があるため、お勧めできません。
3.1.4.2.ストリップスプリングによるサスペンションを備えたソフトベアリングマシンサポート
支持サスペンションに使用されるストリップスプリングの設計では、スプリングストリップの厚さと幅の選択に注意を払う必要があります。
ストリップ・スプリング・サスペンションを使用したバランシング・マシンの構造的な実施例は、図2.1~2.5(2.1節参照)、および本節の図3.7と3.8に示されている。

図3.7.A.モホフによって開発された電気モーターのローターをバランシングするための機械(組み立て式)。

図3.8.G.グラゾフ(ビシュケク)が開発したターボポンプローターのバランシング用マシン
3.1.4.3.円筒ばねを使用したソフトベアリングマシンサポート
ソフトベアリングバランシングマシンの例を図3.9に示すが、このマシンでは円筒形の圧縮スプリングがサポートの設計に使用されている。この設計ソリューションの主な欠点は、非対称ローターのバランシング中にサポートにかかる荷重が不均等な場合に発生する、フロントサポートとリアサポートのバネ変形の度合いが異なることに関連しています。これは当然、サポートのミスアライメントと垂直面におけるローター軸のスキューにつながる。この欠陥の悪影響の一つは、回転中にローターを軸方向に移動させる力が発生することである。

図3.9.円筒ばねを使用するバランシングマシンのためのソフトベアリングサポート構造のバリエーション。
3.1.4.4.機械用硬質ベアリング支持体 我々の顧客との豊富な経験が示すように、最近、自作バランサーメーカーのかなりの部分が、硬質ベアリング支持体を持つ機械 を好み始めている。2.2節の図2.16~図2.18は、そのような支持を採用した機械の様々な構造設計の写真を示している。図3.10に、ある顧客が機械構造用に開発した剛体支持の典型的なスケッチを示す。このサポートは、P字型の溝を持つ平らな鋼板から構成されており、従来はサポートを「剛性」部分と「可撓性」部分に分けていた。不均衡な力の影響を受けると、支持体の「フレキシブル」な部分は「リジッド」な部分に対して相対的に変形します。この変形の大きさは、支持体の厚さ、溝の深さ、支持体の「可撓性」部分と「剛性」部分をつなぐブリッジの幅によって決まり、機械の測定システムの適切なセンサーを使用して測定することができる。P型溝の深さh、ブリッジの幅t、および支持体の厚さrを考慮して、このような支持体の横剛性を計算する方法がないため(図3.10参照)、これらの設計パラメータは通常、開発者によって実験的に決定されます。
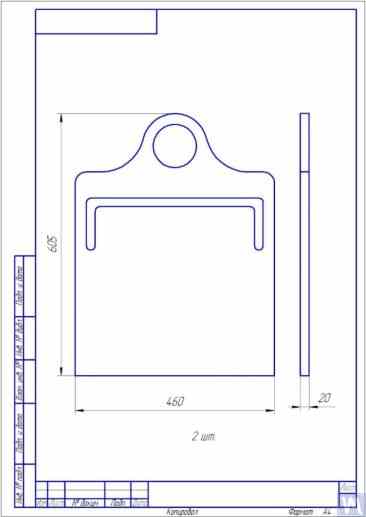
図3.10.バランシングマシンのハードベアリングサポートのスケッチ
図3.11と図3.12に、当社の顧客自身の機械用に製造された、このようなサポートの様々な実装を示す写真を示す。機械メーカーである複数の顧客から得たデータをまとめると、様々なサイズと負荷容量の機械用に設定されたサポートの厚さに関する要件を策定することができる。例えば、重さ0.1~50~100kgのローターのバランスをとることを目的とした機械の場合、サポートの厚さは20mmとすることができる。

図3.11.バランシングマシン用ハードベアリングサポート、A.シニツィン社製

図3.12.D.クラシルニコフによって製造されたバランシングマシン用のハードベアリングサポート
バランスローターの質量が300~500kgを超えない機械の場合、支持体の厚さは30~40mmに増やすことができ、最大質量が1000~3000kgのバランスローター用に設計された機械の場合、支持体の厚さは50~60mm以上に達することがあります。上記の支持体の動的特性の分析が示すように、横断面(「可撓性」部分と「剛性」部分の相対変形の測定面)で測定した固有振動周波数は、通常100Hzを超えます。ハードベアリング・サポートスタンドの固有振動周波数は、バランス・ローターの回転軸と一致する方向で測定される正面平面では、通常大幅に低くなります。そして、機械上でバランスされた回転ローターの動作周波数範囲の上限を決定する際に主に考慮すべきなのは、これらの周波数です。上述したように、これらの周波数の決定は、3.1 節で述べた衝撃加振法によって行うことができる。
3.2.バランシングマシンの支持アセンブリ 3.2.1.主なサポーティング・アッセンブリーの種類 ハードベアリングとソフトベアリングの両方のバランシングマシンの製造では、支持体上のバランスローターの設置と回転のために使用される、以下のよく知られたタイプの支持アセンブリを推奨することができます:

3.13.自動車用タービンのバランシングマシンに使用されるプリズム支持アセンブリの実行バリエーション
同様の支持アセンブリ(前掲の図3.8を参照)は、たとえばG. Glazovが彼の機械で実装しており、これも自動車用タービンのバランシングを意図したものである。フッ素樹脂製の角柱状の支持アセンブリ(図3.14参照)の独創的な技術的解決策は、LLC「Technobalance」によって提案されている。

図3.14.LLC "Technobalance "によるプリズム・サポート・アセンブリ
この特殊な支持アセンブリは、互いに斜めに設置され、支持軸に固定された2つの円筒形スリーブ1および2を使用して形成されている。バランスローターは、シリンダーの発生ラインに沿ってスリーブの表面に接触し、ローターシャフトと支持体との接触面積を最小にし、その結果、支持体の摩擦力を減少させる。必要であれば、ローターシャフトと接触する部分の支持面に摩耗や損傷が生じた場合、スリーブをその軸の周りにある角度だけ回転させることにより、摩耗を補正することができます。非金属材料でできた支持アセンブリを使用する場合、バランスローターを機械本体に接地する構造的な可能性を提供する必要があることに注意すべきである。これにより、第一に、機械の測定システムの性能に影響を及ぼす可能性のある電気的干渉や妨害の低減に役立ち、第二に、静電気の作用によって人員が影響を受けるリスクを排除することができる。
3.2.1.2.ローラー支持アセンブリ これらのアセンブリは、通常、50キログラム以上の質量を持つローターのバランシング用に設計されたマシンのサポートに取り付けられます。これらのアセンブリの使用は、角柱状の支持体と比較して、支持体の摩擦力を大幅に低減し、バランシングロータの回転を容易にする。例として、図3.15は、製品の位置決めにローラーが使用される支持アセンブリの設計例を示している。この設計では、標準的な転がり軸受がローラー1および2として使用され、その外輪は機械の支持体3に固定された固定軸上で回転する。図3.16は、バランシングマシンの自作メーカーの1社が彼らのプロジェクトで実施した、ローラー支持アセンブリのより複雑な設計のスケッチを描いている。図面からわかるように、ローラー(ひいては支持アセンブリ全体)の負荷能力を高めるために、ローラー本体3に一対の転がり軸受1と2が取り付けられている。この設計の実用化は、その明白な利点にもかかわらず、ローラー本体3の独立した製造の必要性に関連して、かなり複雑な作業であるように見え、これには、幾何学的精度と材料の機械的特性に対する非常に高い要件が課される。

図3.15.ローラー支持アセンブリの設計例
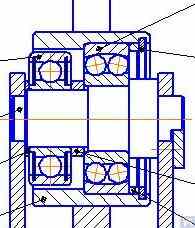
図3.16.つの転がり軸受によるローラー支持アセンブリの設計例
図3.17は、LLC "Technobalance "の専門家によって開発された自動調心ローラ支持アセンブリの設計バリエーショ ンを示している。この設計では、ローラーの自動調心機能は、ローラーに 2 つの追加自由度を提供することで達成され、ローラーは X 軸と Y 軸を中心に小さな角度運動を行うことができます。このような支持アセンブリは、バランスローターの取り付けに高い精度を保証し、通常、重いバランシングマシンのサポートに使用することをお勧めします。

図3.17.自動調心ローラー支持アセンブリの設計例
前述したように、ローラーサポートアセンブリーは通常、精密な製造と剛性に対してかなり高い要求がある。特に、ローラーの半径方向の振れに対して設定される公差は、3~5ミクロンを超えてはならない。
実際には、有名な製造業者でさえ、これは必ずしも達成されていない。例えば、"K. Shenk "ブランドのバランシングマシンH8Vモデルのスペアパーツとして購入した新しいローラーサポートアセンブリーの半径方向の振れを著者がテストしたところ、そのローラーの半径方向の振れは10-11ミクロンに達した。
3.2.1.3.スピンドル支持アセンブリ
バランシングマシン上でフランジ取り付け(例えば、カルダンシャフト)でローターのバランシングを行う場合、スピンドルは、バランスされた製品の位置決め、取り付け、回転のための支持アセンブリとして使用されます。
スピンドルは、バランシングマシンの最も複雑で重要なコンポーネントの1つで、要求されるバランシングの品質を達成するための大きな責任があります。
スピンドルの設計と製造に関する理論と実践はかなり発展しており、幅広い出版物に反映されている。D.N.Reshetovが編集したモノグラフ "Details and Mechanism of Metal-Cutting Machine Tools" [1]は、開発者にとって最も有用で利用しやすいものとして際立っている。
バランシングマシンのスピンドルの設計と製造において考慮されるべき主な要件の中で、以下のことが優先されるべきである:
a) バランスローターのアンバランス力の影響下で発生する可能性のある許容できない変形を防止するのに十分な、スピンドルアセンブリ構造の高剛性を提供すること;
b) スピンドルの半径方向、軸方向及び軸方向の振れの許容値によって特徴付けられるスピンドルの回転軸位置の安定性を確保すること;
c) スピンドルのジャーナル、バランスド製品を取り付けるための座面や支持面の適切な耐摩耗性を確保する。
これらの要件の実用的な実装については、作品[1]のセクションVI「スピンドルとそのサポート」に詳述されている。
特に、スピンドルの剛性と回転精度を検証するための方法論、ベアリングの選択に関する推奨事項、スピンドル材料の選択とその硬化方法、その他このトピックに関する多くの有益な情報があります。
仕事[1]は、ほとんどの種類の金属切削工作機械のスピンドルの設計では、主に2ベアリング方式が使用されていることを指摘している。
図3.18に、フライス盤の主軸に使われるこのような2軸受け方式の設計の変形例(詳細は文献[1]を参照)を示す。
この方式は、バランシングマシンのスピンドルの製造に非常に適しており、その設計バリエーションの例を以下の図3.19~3.22に示す。
図3.19は、バランシングマシンの主軸アセンブリの設計のバリエーションの一つを示しており、それぞれが独立したハウジング1と2を持つ2つのラジアルスラストベアリング上で回転する。スピンドルシャフト3には、カルダンシャフトのフランジ取り付け用のフランジ4と、Vベルト駆動を使用して電動モーターからスピンドルに回転を伝達するためのプーリー5が取り付けられています。
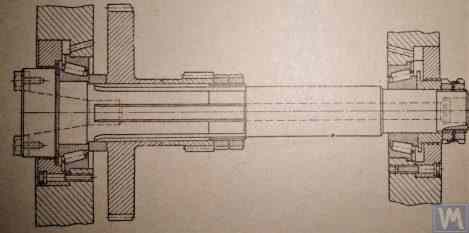
図3.18.二軸受けフライス盤主軸のスケッチ

図3.19.2つの独立したベアリングサポート上のスピンドル設計例
図3.20および3.21 は、密接に関連した2つの主軸アセンブリの設計を示しています。どちらの場合も、スピンドル軸受は共通のハウジング1に取り付けられ、このハウジングにはスピンドルシャフトを取り付けるために必要な軸方向の貫通穴があります。この穴の入口と出口には、ラジアルスラストベアリング(ローラーまたはボール)と、ベアリングの外輪を固定するための特別なフランジカバー5を収納するための特別な穴(図示せず)があります。
前バージョン(図3.19参照)と同様に、駆動軸のフランジ取り付けを目的とした面板2がスピンドル軸に取り付けられ、ベルト駆動を介して電動機からスピンドルに回転を伝達するために使用されるプーリ3が取り付けられている。リム4もスピンドルシャフトに固定され、スピンドルの角度位置を決定するために使用され、バランシングの際にローターにテストウェイトや補正ウェイトを取り付ける際に利用されます。

図3.20.共通のハウジングに設置された 2 つの軸受支持部上の先行スピンドルの設計例 1

図3.21.共通のハウジングに設置された 2 つの軸受支持部上の先行スピンドルの設計例 2
 \
\
図3.22.駆動(リア)スピンドルの設計例
図3.22 は、機械の従動(後部)主軸アセンブリの設計バリエーションを示しており、駆動プーリーとリムが不要なため、それらがないことだけが先行主軸と異なる。
で見たとおりだ。 図3.20~3.22上述したスピンドルアセンブリは、特別なクランプ(ストラップ)6を使用してバランシングマシンのソフトベアリングサポートに取り付けられます。必要に応じて、他の取り付け方法を使用することもでき、適切な剛性とサポート上のスピンドルアセンブリの位置決めの精度を保証します。
図3.23 は、バランシングマシンのハードベアリングサポートへの取り付けに使用できる、そのスピンドルと同様のフランジ取り付けの設計を示しています。

図 3.22.駆動(リア)スピンドルの設計実行例
図3.22 機械の従動(後部)主軸アセンブリの設計上の変形を示し、駆動プーリーとリムが不要なため欠如している点だけが、先行主軸と異なる。
で見たとおりだ。 図3.20~3.22スピンドルアセンブリは、特別なクランプ(ストラップ)6を使用してバランシングマシンのソフトベアリングサポートに取り付けられています。必要に応じて、適切な剛性とサポート上のスピンドルアセンブリの位置決めの精度を提供する他の取り付け方法も使用できます。
図3.23 は、バランシングマシンのハードベアリングサポートへの取り付けに使用できる、そのようなスピンドルのためのフランジ取り付けの設計を示しています。
3.1.4.3.円筒ばねを使用したソフトベアリングマシンサポート
ソフト・ベアリング・バランシング・マシンの一例として、円筒形の圧縮スプリングがサポートの設計に使用されているものを以下に示す。 図3.9.この設計ソリューションの主な欠点は、非対称ローターのバランスをとる際にサポートにかかる荷重が不均等な場合に発生する、フロントとリアのサポートにおけるバネの変形量の違いに関連している。これは当然、サポートのミスアライメントと垂直面におけるローター軸のスキューにつながる。この欠陥の悪影響の一つは、回転中にローターが軸方向にずれる力が発生することである。
図3.24.主軸の剛性と半径方向振れを決定するための計算スキーム (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], イチジク (3.4)
どこだ?
式3.4を変形することにより、スピンドルアセンブリ剛性の望ましい計算値 jшп を決定することができる: jшп = P / Ykg/cm (3.5)
中型のバランシングマシンに対する作業[1]の推奨を考慮すると、この値は50kg/μmを下回ってはならない。
スピンドルアセンブリのラジアル剛性に及ぼす主な影響は、そのシャフトの直径によって及ぼされ、その直径の増加によって慣性モーメントJ1とJ2が二次関数的に増加し、それに応じて(式3.4参照)荷重下でのスピンドルの弾性変位量Yが減少することは、先に述べたとおりである。
式3.4からわかるように、スピンドルの剛性はサポート間の距離にも影響される。 c コンソールの長さ g設計時に最適化することで、スピンドルアセンブリの品質も大幅に向上します。
スピンドルを設計する際には、その軸剛性の確保にも注意を払う必要があり、これは主にスピンドルベアリングの軸剛性とハウジングの剛性に依存することに留意すべきである。
スピンドル振動の固有周波数は、500~600Hz以下であるべきで、スピンドルアセンブリの剛性に直接関係する。このパラメータは、3.1.3.1 節で前述した衝撃加振法を採用した "バランセット "シリーズ装置を用いて実験的に決定することができる。
スピンドルアセンブリのパラメータを決定することは、多くの開発者にとって重要な課題であることから、ノモグラムの使用に基づく著作[1]および[2]で紹介されているグラフィカルな計算方法を使用することをお勧めします。
3.2.1.3.4.スピンドル回転の精度要求の確保
回転精度は、上述した剛性とともに、バランシングマシンのスピンドルアセンブリの重要な特性であり、バランシングの品質に大きく影響します。実践は、スピンドルの回転精度が、以下のようないくつかの要因に直接依存することを示しています:
まず、メーカーは使用するベアリングの精度に注目する必要があります。なぜなら、ベアリングが2つのスピンドルの回転精度(ラジアル振れ)に影響を与えるからです。 図3.24)は、式3.5を用いた検証計算によっておおよそ推定することができる。
Δ = ∆B + gc * (∆B + ∆A) (3.5)
どこだ?
3.2.1.3.5.スピンドルバランス要件の確保
バランシングマシンのスピンドルアセンブリは、実際のアンバランスが追加のエラーとしてバランスされているローターに伝わるので、バランスされていなければなりません。スピンドルの残留アンバランスの技術的な公差を設定するときは、一般的に、そのバランシングの精度クラスは、マシンでバランスされる製品の精度クラスよりも少なくとも1-2クラス高くすることをお勧めします。
上述したスピンドルの設計上の特徴を考慮すると、そのバランシングは2つの平面で行われるべきである。
3.2.1.3.6.スピンドル軸受の負荷容量と耐久性要件の確保
スピンドルを設計し、軸受のサイズを選定する際には、軸受の耐久性と負荷能力を事前に評価することが望ましい。これらの計算方法は、ISO 18855-94(ISO 281-89)「転がり軸受-動的荷重定格と定格寿命」[3]や、多くの(デジタル版を含む)転がり軸受ハンドブックに詳しく記載されています。
3.2.1.3.7.スピンドル軸受の許容加熱要件の確保
仕事[1]からの推奨によると、スピンドルベアリングの外輪の最大許容加熱は70℃を超えるべきではありません。しかし、高品質のバランシングを確保するために、外輪の推奨加熱は40~45℃を超えないようにしてください。
3.2.1.3.8.ベルト駆動方式の選択と主軸駆動プーリーの設計
バランシングマシンの駆動スピンドルを設計するときは、フラットベルトドライブを使用してその回転を確保することをお勧めします。スピンドル操作のためのそのようなドライブの適切な使用の例は、次の中で紹介されています。 図3.20および3.23.Vベルトや歯付ベルトドライブを使用することは、ベルトやプーリーの幾何学的な不正確さによってスピンドルにさらなる動的荷重を加える可能性があり、ひいてはバランシングの際にさらなる測定誤差をもたらす可能性があるため、望ましくありません。フラットドライブベルト用プーリーの推奨要件は、ISO 17383- 73「フラットドライブベルト用プーリー」[4]に概説されています。
駆動プーリーは、スピンドルの後端、ベアリングアセンブリのできるだけ近くに(可能な限り最小限の張り出しで)配置されるべきである。プーリーのオーバーハング配置の設計上の決定は、次の図に示すスピンドルの製造時に行われた。 図3.19主軸支持部に作用する動的な駆動荷重のモーメントを著しく増大させるためである。
この設計のもう一つの重大な欠点は、Vベルトドライブの使用であり、その製造と組み立ての不正確さは、スピンドルへの望ましくない追加負荷の原因にもなる。
3.3.ベッド(フレーム)
ベッドは、バランシングマシンの主な支持構造で、その上に支柱や駆動モーターなどの主な要素があります。バランシングマシンのベッドを選択または製造するときは、必要な剛性、幾何学的精度、耐振動性、ガイドの耐摩耗性など、いくつかの要件を満たしていることを確認する必要があります。
実践によると、自社のニーズに合わせてマシンを製造する場合、以下のベッドオプションが最も一般的に使用されている:
図3.25 は、カルダンシャフトのバランスを取るために設計された機械の製造に成功した木工機械のベッド。

図3.25.中古の木工機械ベッドを使用してカルダン・シャフトのバランシングを行う機械を製造した例。
図3.26および3.27 は、旋盤ベッドを使用した例を示しており、それに基づいて、オーガのバランシングのための特別なハードベアリングマシンと円筒形ローターのためのユニバーサルソフトベアリングバランシングマシンが製造されました。DIYメーカーにとって、このようなソリューションは、最小限の時間とコストでバランシングマシンのための剛性のサポートシステムを作成することを可能にし、その上に様々なタイプのサポートスタンド(ハードベアリングとソフトベアリングの両方)を取り付けることができます。この場合の製造業者の主な仕事は、サポートスタンドのベースとなるマシンガイドの幾何学的な精度を確保する(必要であれば復元する)ことです。DIYの生産条件では、ガイドの幾何学的精度を回復するために、通常、微細な削り出しが行われます。

図3.26.オーガのバランシング用ハード・ベアリング・マシンの製造に中古の旋盤ベッドを使用した例。

図 3.27.シャフトのバランシング用ソフト・ベアリング・マシンの製造に中古の旋盤ベッドを使用した例。
図3.28 は、2本の溝から作られた組立式ベッドの一例である。このベッドの製造では、着脱可能なボルト接続が使用されており、追加的な技術的作業を行うことなく、組み立て時のベッドの変形を最小限に抑えるか、完全になくすことができる。指定されたベッドのガイドの適切な幾何学的精度を確保するために、使用されるチャンネルの上部フランジの機械的加工(研削、微細フライス加工)が必要になる場合があります。

図3.28.チャンネルから組み立てベッドを作る例
図3.29および3.30 は、同じく2つの溝から作られる溶接ベッドのバリエーションを提示している。このようなベッドの製造技術には、溶接時に発生する内部応力を緩和するための熱処理など、一連の追加作業が必要になる場合がある。組立ベッドと同様、溶接ベッドのガイドの適切な幾何学的精度を確保するためには、使用するチャンネルの上部フランジの機械的加工(研削、微細フライス加工)を計画する必要がある。

図3.29.チャンネルからの溶接ベッドの製作例
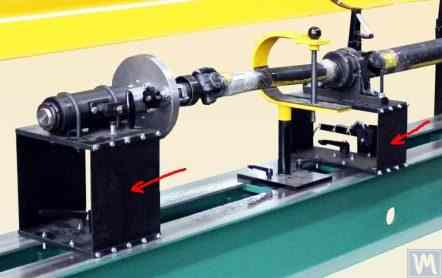
図3.30.チャンネルからの溶接ベッドの製造例
最近、制振コーティングを施したポリマーコンクリート製のベッドが広く使われるようになった。このベッド製造技術はオンラインでもよく紹介されており、DIYメーカーでも簡単に導入できる。製造が比較的簡単で低コストであるため、これらのベッドには金属製のベッドと比較していくつかの重要な利点がある:
通常、このようなベッドを製造する場合、その上部は、バランシングマシンの支持スタンドのベースとなるガイドとして使用されるスチールインサートで補強される。例として、図3.31は、LLC "Technobalance "によって製造されたカルダンシャフトをバランシングするためのマシンの写真を示しており、そのベッドはポリマーコンクリートで作られています。

図3.31.ポリマー・コンクリート製のバランシング・マシン・ベッドの例
3.4.バランシングマシン用のドライブ
バランシングマシンの製造において私たちのクライアントによって使用される設計ソリューションの分析が示すように、彼らは主に、駆動部の設計中に可変周波数駆動部を備えたACモーターを使用することに焦点を当てています。このアプローチは、最小限のコストでバランスローターの回転速度を幅広く調整することを可能にします。バランスローターを回転させるために使用されるメインドライブモーターのパワーは、通常、これらのローターの質量に基づいて選択され、おおよそ次のようになります:
これらのモーターは、機械のベッドまたはその基礎に堅固に取り付ける必要があります。機械(または設置場所)に取り付ける前に、メインドライブモータとその出力軸に取り付けたプーリのバランスを注意深く取る必要があります。可変周波数ドライブによる電磁干渉を低減するために、その入力と出力にネットワークフィルタを取 り付けることを推奨する。これらは、ドライブのメーカーが提供する標準的な既製品でも、フェライトリングを使用した自家製フィルタでもよい。