ローター用シンプルバランススタンド: 設計と応用
ローターのバランス調整は、回転機器の製造と操作における重要な段階です。高品質のバランス調整により、振動が低減し、ベアリングとメカニズムの寿命が延び、機器全体の効率が向上します。この記事では、最小限のコストでさまざまな種類のローターの高品質のバランス調整を提供するシンプルなバランス調整スタンドについて説明します。これらのスタンドは、さまざまなメカニズムで使用される小型および中型のローターのバランス調整に適しています。
このようなスタンドの設計の基本は、円筒形の圧縮スプリングに取り付けられた平らなプレートまたはフレームです。スプリングは、バランス調整機構が取り付けられたプレートの固有振動数が、バランス調整中のこの機構のローターの回転周波数の 2 ~ 3 倍低くなるように選択されます。
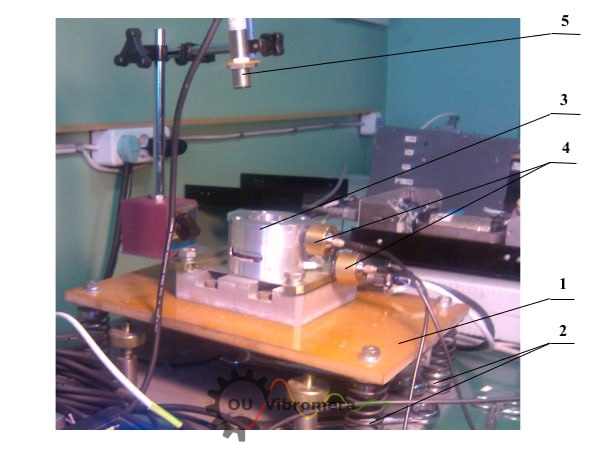
1. 研磨ホイールのバランス調整用スタンド

目的: 研磨ホイールのバランス調整。
主なコンポーネント:
- プレート(1): 4つの円筒状のスプリング(2)に取り付けられています。
- 電動モーター(3): モーターのローターは、同時に、研磨ホイールを取り付けるためのアーバー(4)が取り付けられたスピンドルとしても機能します。
- インパルスセンサー(5): モーターローターの回転角度を測定し、「Balanceset」測定システムで研磨ホイールから補正質量を除去するための角度位置を決定するために使用されます。
動作原理: このスタンドを使用すると、振動を測定し、不均衡点の角度位置を特定することで、研磨ホイールの不均衡を判断し、除去することができます。
特徴 質量補正ポイントを正確に決定するためのインパルス回転角度センサーの存在。
2. 真空ポンプのバランス調整スタンド
目的: 真空ポンプのバランス調整。
主なコンポーネント:
- プレート(1): 円筒状のスプリング(2)に取り付けられています。
- 真空ポンプ(3): プレート上に設置され、0 ~ 60,000 rpm の範囲で回転速度を調整できる独自の電動ドライブを備えています。
- 振動センサー(4) ポンプハウジングに取り付け、高さに沿って 2 つの異なるセクションで振動を測定します。
- レーザー位相角センサー(5): 振動測定プロセスをポンプローターの回転角度と同期させるために使用されます。
動作原理: ポンプの振動はセンサー(4)によって測定され、レーザーセンサー(5)は測定値をローターの回転角度と同期させ、不均衡の位置と大きさを決定することができます。
特徴 高速回転(最大 60,000 rpm)でのバランス調整機能と、正確な同期のためのレーザー センサーの使用。
結果 亜臨界速度では、ポンプローターの残留アンバランスは、ISO 1940-1-2007「機械的振動 - 一定(固定)状態でのローターのバランス品質の要件 - パート 1: バランス許容値の仕様と検証」に従ってバランス品質グレード G0.16 の要件を満たします。最大 8,000 rpm の速度でのポンプハウジングの残留振動は、0.01 mm/s を超えません。
3. ファンバランススタンド


目的: ファンのバランス調整。
主なコンポーネント: デザインは以前のスタンドに似ており、スプリングの上にプレートがあり、その上にファンが取り付けられています。
動作原理: ファンの振動を測定し、不均衡を解消するために質量を調整します。
結果 図 3 に示すスタンドでは、残留振動レベル 0.8 mm/s が達成されました。これは、ISO 14694-2003「産業用ファン - バランス品質および振動レベルの仕様」に基づくカテゴリ BV5 のファンの許容値よりも 3 倍以上優れています。ダクト ファンの大量生産に使用される別のスタンドでは、残留振動は一貫して 0.1 mm/s を超えません。
結論
スプリングに取り付けられたプレートをベースにしたシンプルなバランス調整スタンドは、さまざまなタイプのローターの高品質なバランス調整に効果的かつ経済的なソリューションです。国際基準に準拠した低レベルの残留振動を実現できます。このようなスタンドは、機器の製造と修理に広く使用されており、信頼性が高く長持ちする動作を保証します。