Rūpniecisko izplūdes ventilatoru balansēšana: pilnīga rokasgrāmata no teorijas līdz praksei
1. sadaļa: Nelīdzsvarotības pamatprincipi — izpratne par iemeslu
Rotējošo masu balansēšana ir viena no galvenajām darbībām rūpniecisko iekārtu apkopē un remontā, īpaši svarīga izplūdes gāzu balansēšana pielietojumi. Lai efektīvi un pamatoti novērstu ar pārmērīgu vibrāciju saistītās problēmas, ir nepieciešama dziļa izpratne par fizikālajiem procesiem, kas ir nelīdzsvarotības pamatā, tās veidiem, cēloņiem un postošajām sekām.
1.1. Nelīdzsvarotības fizika: vibrācijas zinātne
Ideālā pasaulē rotējošs ķermenis, piemēram, izplūdes ventilatora lāpstiņritenis, būtu perfekti līdzsvarots. No mehāniskā viedokļa tas nozīmē, ka tā galvenā inerces ass pilnībā sakrīt ar ģeometrisko rotācijas asi. Tomēr patiesībā ražošanas nepilnību un ekspluatācijas faktoru dēļ rodas stāvoklis, ko sauc par nelīdzsvarotību, kad rotora masas centrs ir nobīdīts attiecībā pret tā rotācijas asi.
Kad šāds nelīdzsvarots rotors sāk griezties, šī masas nobīde rada centrbēdzes spēku. Šis spēks nepārtraukti maina virzienu, iedarbojoties perpendikulāri rotācijas asij un caur vārpstu pārnesot to uz gultņu balstiem un pēc tam uz visu konstrukciju. Šis cikliskais spēks ir vibrācijas pamatcēlonis.
Kur F ir centrbēdzes spēks, m ir nesabalansētas masas lielums, ω ir leņķiskais ātrums un r ir attālums no rotācijas ass līdz nesabalansētai masai (ekscentricitāte).
Šīs attiecības galvenais aspekts ir tas, ka inerces spēks pieaug proporcionāli rotācijas ātruma kvadrātam (ω²). Tam ir milzīga praktiska nozīme izplūdes gāzu balansēšana procedūras. Piemēram, divkāršojot izplūdes ventilatora ātrumu, vibrācijas spēks palielināsies četras reizes. Šī nelineārā izaugsme izskaidro, kāpēc izplūdes ventilators, kas darbojas pieņemami ar mazu ātrumu, var radīt katastrofālus vibrācijas līmeņus, sasniedzot nominālo vai palielinātu ātrumu, piemēram, ja to kontrolē ar frekvences pārveidotājiem.
1.2. Nelīdzsvarotības klasifikācija: trīs problēmu veidi
Rotora nelīdzsvarotība atkarībā no inerces ass un rotācijas ass savstarpējā izvietojuma ir sadalīta trīs galvenajos veidos:
Statiskā nelīdzsvarotība (spēka/statiskā nelīdzsvarotība)

Rotora balansēšanas mašīnas iestatīšana ar datorvadāmu uzraudzības sistēmu statisko un dinamisko spēku mērīšanai, lai noteiktu rotējošu elektromotora komponentu nelīdzsvarotību.
Definīcija: Rodas, kad inerces ass tiek nobīdīta paralēli rotācijas asij. To var vizualizēt kā vienu "smagu punktu" uz rotora.
Diagnoze: Šāda veida nelīdzsvarotība ir unikāla ar to, ka tā izpaužas pat miera stāvoklī. Ja šāds rotors tiek novietots uz horizontāliem balstiem ar zemu berzi (sauktiem par "naža asmeņiem"), tas vienmēr griezīsies gravitācijas ietekmē un apstāsies ar smago galu uz leju.
Labojums: Novēršams relatīvi vienkārši, pievienojot (vai noņemot) korektīvās masas vienā plaknē, 180 grādu leņķī pretī identificētajam smagajam punktam. Statiskā nelīdzsvarotība ir raksturīga šauriem, diska formas rotoriem ar zemu garuma un diametra (L/D) attiecību (piemēram, mazāku par 0,5).
Pāra nelīdzsvarotība
Definīcija: Rodas, kad inerces ass krustojas ar rotācijas asi rotora masas centrā. Fiziski tas ir līdzvērtīgi divām vienādām nesabalansētām masām, kas atrodas divās dažādās plaknēs gar rotora garumu un ir novietotas 180 grādu leņķī viena no otras.
Diagnoze: Statiskā stāvoklī šāds rotors ir līdzsvarots un neieņems nevienu konkrētu pozīciju. Tomēr rotācijas laikā šis masu pāris rada "šūpošanās" vai "ļodzīšanās" momentu, kas mēdz pagriezt rotoru perpendikulāri rotācijas asij, izraisot spēcīgas vibrācijas pie balstiem.
Labojums: Lai kompensētu šo momentu, nepieciešama korekcija vismaz divās plaknēs.
Dinamiskā nelīdzsvarotība

Elektromotora rotora pārbaudes iekārtas tehniskā shēma ar vara tinumiem, kas uzstādīti uz precīzijas gultņiem un savienoti ar elektronisko uzraudzības iekārtu rotācijas dinamikas mērīšanai.
Definīcija: Šis ir visizplatītākais un praksē visbiežāk sastopamais gadījums, kad inerces ass nav ne paralēla, ne nekrusto rotācijas asi, bet gan telpā ir šķībi tai līdzi. Dinamiskā nelīdzsvarotība vienmēr ir statiskās un pāru nelīdzsvarotības kombinācija.
Diagnoze: Izpaužas tikai rotora rotācijas laikā.
Labojums: Vienmēr nepieciešama balansēšana vismaz divās korekcijas plaknēs, lai vienlaikus kompensētu gan spēka, gan momenta komponentes.
1.3. Problēmu pamatcēloņi: no kurienes rodas nelīdzsvarotība?
Nelīdzsvarotības cēloņus var iedalīt divās lielās grupās, kas ir īpaši svarīgas izplūdes gāzu balansēšana lietojumprogrammas:
Darbības faktori (visbiežāk):
- Materiāla uzkrāšanās: Visbiežākais iemesls, kāpēc izplūdes ventilatori darbojas piesārņotā vidē. Nevienmērīga putekļu, netīrumu, krāsas, procesa produktu vai mitruma uzkrāšanās uz lāpstiņriteņa lāpstiņām maina masas sadalījumu.
- Nodilums un korozija: Nevienmērīgs lāpstiņu abrazīvais nodilums, pilienu erozija šķidruma iekļūšanas dēļ vai ķīmiska korozija izraisa masas zudumu dažās vietās un sekojošu nelīdzsvarotību.
- Termiskā deformācija: Nevienmērīga rotora uzsilšana vai dzesēšana, īpaši karsta aprīkojuma ilgstošas dīkstāves laikā, var izraisīt vārpstas vai lāpstiņriteņa īslaicīgu vai pastāvīgu saliekšanos.
- Līdzsvara zuduma svari: Iepriekš uzstādītie korektīvās atsvara daļas var atdalīties vibrācijas, korozijas vai mehāniskas ietekmes dēļ.
Ražošanas un montāžas defekti:
- Ražošanas defekti: Materiāla nevienmērīgums (piemēram, liešanas porainība), neprecizitātes apstrādē vai sliktas kvalitātes lāpstiņu montāža pie lāpstiņriteņa.
- Montāžas un uzstādīšanas kļūdas: Nepareiza lāpstiņriteņa piestiprināšana pie vārpstas, nepareiza izlīdzināšana, rumbas stiprinājuma vaļīgums, motora un ventilatora vārpstu nepareiza izlīdzināšana.
- Saistītās komponentu problēmas: Nestandarta vai nodilušu piedziņas siksnu lietošana, gultņu defekti, iekārtas stiprinājuma pie pamatnes vaļīgums (stāvoklis, kas pazīstams kā "mīkstā pēda").
1.4. Nelīdzsvarotības sekas: iznīcināšanas ķēdes reakcija
Nelīdzsvarotības problēmu ignorēšana noved pie ķēdes reakcijas ar destruktīvām sekām, kas ietekmē gan mehānisko iekārtu komponentus, gan ekonomisko sniegumu, īpaši kritiski tas ir izplūdes sistēmās:
Mehāniskās sekas:
- Vibrācija un troksnis: Straujš vibrācijas un trokšņa pieaugums ir visacīmredzamākās sekas, kas pasliktina darba apstākļus un kalpo kā pirmais darbības traucējumu signāls.
- Paātrināta gultņu nodilšana: Visbiežākā, dārgākā un bīstamākā sekas. Centrbēdzes spēka radītās cikliskās slodzes izraisa paātrinātu ritošo elementu un skrejceļu nogurumu un bojājumus, samazinot gultņu kalpošanas laiku desmitiem reižu.
- Noguruma atteice: Ilgstoša vibrācijas iedarbība izraisa noguruma uzkrāšanos metālā, kas var izraisīt šahtu, atbalsta konstrukciju, metinājumu bojājumus un pat enkura skrūvju, kas nostiprina iekārtu pie pamatiem, lūzumu.
- Blakus esošo komponentu bojājumi: Vibrācija bojā arī savienojuma savienojumus, siksnas piedziņas un vārpstas blīvējumus.
Ekonomiskās un darbības sekas:
- Palielināts enerģijas patēriņš: Ievērojama daļa motora enerģijas tiek tērēta nevis gaisa kustināšanai, bet gan vibrācijas radīšanai, radot tiešus finansiālus zaudējumus.
- Samazināta veiktspēja: Vibrācija var traucēt lāpstiņriteņa aerodinamiskajām īpašībām, kā rezultātā samazinās gaisa plūsma un spiediens, ko rada izplūdes ventilators.
- Avārijas dīkstāve: Galu galā nelīdzsvarotība noved pie iekārtu avārijas izslēgšanas, kā rezultātā rodas dārgi remontdarbi un zaudējumi ražošanas līnijas dīkstāves dēļ.
- Drošības apdraudējumi: Kritiskos gadījumos lāpstiņriteņa iznīcināšana lielā ātrumā ir iespējama, radot tiešus draudus personāla dzīvībai un veselībai.
2. sadaļa: Vibrācijas diagnostika — precīzas diagnostikas māksla
Pareiza diagnostika ir veiksmīgas balansēšanas stūrakmens. Pirms masas korekcijas uzsākšanas ir ar lielu pārliecību jāpierāda, ka nelīdzsvarotība patiešām ir pārmērīgas vibrācijas galvenais cēlonis. Šī sadaļa ir veltīta instrumentālām metodēm, kas ļauj ne tikai atklāt problēmu, bet arī precīzi noteikt tās raksturu.
2.1. Kāpēc vibrācija ne vienmēr ir nelīdzsvarotība: diferenciāldiagnoze
Katram apkopes speciālistam ir jāsaprot pamatprincips: pārmērīga vibrācija ir simptoms, nevis diagnoze. Lai gan nelīdzsvarotība ir viens no visbiežāk sastopamajiem izplūdes ventilatora vibrācijas cēloņiem, vairāki citi defekti var radīt līdzīgus modeļus, kas jāizslēdz pirms darba uzsākšanas. izplūdes gāzu balansēšana darbs.
Galvenie defekti, kas "maskējas" kā nelīdzsvarotība:
- Nesakritība: Vārpstas nobīde starp motoru un ventilatoru. Vibrāciju spektrā raksturīgs ievērojams maksimums pie divkāršas darbības frekvences (2x), īpaši aksiālā virzienā.
- Mehāniskā vaļīgums: Gultņu atbalsta skrūvju vaļīgums, plaisas pamatnes rāmī. Izpaužas kā virkne darba frekvences harmoniku (1x, 2x, 3x utt.) un, smagos gadījumos, subharmonikas (0,5x, 1,5x).
- Ritošā gultņa defekti: Atlūzumi, plaisas uz skrejceļiem vai ritošajiem elementiem. Rada vibrāciju pie raksturīgām augstfrekvences, nesinhronām (nevis rotācijas frekvences daudzkārtņiem) detaļām, kas aprēķinātas no gultņa ģeometrijas.
- Izliekta vārpsta: Rada vibrāciju gan darba (1x), gan dubultās darba (2x) frekvencēs, kas ievērojami sarežģī diagnostiku un prasa obligātu fāžu analīzes pielietošanu, lai atšķirtu disbalansu un nobīdi.
- Rezonanse: Asa, daudzkārtēja vibrāciju pastiprināšanās, kad darba rotācijas frekvence sakrīt ar vienu no konstrukcijas dabiskajām frekvencēm. Šis ārkārtīgi bīstamais stāvoklis netiek novērsts ar balansēšanu.
2.2. Speciālista instrumentu komplekts: inženiera acis un ausis
Precīza vibrācijas diagnostika un sekojoša izplūdes gāzu balansēšana nepieciešams specializēts aprīkojums:
- Vibrācijas sensori (akselerometri): Primārie datu vākšanas līdzekļi. Lai iegūtu pilnīgu trīsdimensiju mašīnas vibrācijas attēlu, sensori tiek uzstādīti uz gultņu korpusiem trīs savstarpēji perpendikulāros virzienos: horizontālā, vertikālā un aksiālā.
- Pārnēsājamie vibrācijas analizatori/balansieri: Mūsdienu instrumenti, piemēram, Balanset-1A Apvieno vibrometra (kopējā vibrācijas līmeņa mērīšana), ātrās Furjē transformācijas (FFT) spektra analizatora, fāzes mērītāja un balansēšanas kalkulatora funkcijas. Tie ļauj veikt pilnīgu diagnostiku un balansēšanu tieši iekārtas ekspluatācijas vietā.
- Tahometrs (optiskais vai lāzera): Neatņemama jebkura balansēšanas komplekta sastāvdaļa. Nepieciešama precīzai rotācijas ātruma mērīšanai un fāzes mērījumu sinhronizācijai. Darbībai uz vārpstas vai citas rotējošas daļas tiek uzlikts neliels atstarojošas lentes gabaliņš.
- Programmatūra: Specializēta programmatūra ļauj uzturēt iekārtu datubāzes, analizēt vibrācijas tendences laika gaitā, veikt padziļinātu spektra diagnostiku un automātiski ģenerēt darba pārskatus.
2.3. Vibrāciju spektru nolasīšana (FFT analīze): mašīnu signālu atšifrēšana
Ar akselerometru izmērītais vibrācijas signāls atspoguļo kompleksu amplitūdas-laika atkarību. Diagnostikai šāds signāls ir mazinformatīvs. Galvenā analīzes metode ir ātrā Furjē transformācija (FFT), kas matemātiski sadala kompleksu laika signālu tā frekvenču spektrā. Spektrs parāda precīzi, kuras frekvences satur vibrācijas enerģiju, ļaujot identificēt šos vibrācijas avotus.
Galvenais nelīdzsvarotības indikators vibrācijas spektrā ir dominējoša pīķa klātbūtne frekvencē, kas ir tieši vienāda ar rotora rotācijas frekvenci. Šī frekvence ir apzīmēta ar 1x. Šī pīķa amplitūda (augstums) ir tieši proporcionāla nelīdzsvarotības lielumam.
| Defekts | Raksturīgās frekvences spektrā | Fāzes mērīšanas funkcijas | Ieteicamās darbības |
|---|---|---|---|
| Statiskais nelīdzsvars | Dominējošā 1x virsotne radiālos virzienos (horizontāli, vertikāli) | Stabila fāze. Fāžu starpība starp balstiem vienā virzienā ~0° (±30°) | Notīriet lāpstiņriteni. Veiciet vienplaknes balansēšanu. |
| Pāra/dinamiskā nelīdzsvarotība | Dominējošais 1x maksimums radiālā un bieži aksiālā virzienā | Stabila fāze. Fāžu starpība starp balstiem vienā virzienā ~180° (±30°) | Pārbaudiet deformāciju ("astoņnieka figūra"). Veiciet divu plakņu balansēšanu. |
| Vārpstu nesakritība | Augsts 2x maksimums, bieži vien kopā ar 1x un 3x. Īpaši pamanāms aksiālā virzienā. | Fāzes starpība ~180° aksiālā virzienā pāri savienojumam | Veiciet motora un ventilatora vārpstu lāzera izlīdzināšanu |
| Mehānisks vaļīgums | Harmoniku virkne 1x, 2x, 3x... Bieži vien ir klāt subharmonikas (0,5x, 1,5x) | Nestabila, "lēkāšanas" fāze | Pievelciet visus skrūvju savienojumus (balstus, pamatu). Pārbaudiet, vai nav plaisu. |
| Ritošā gultņa defekts | Augstas frekvences, nesinhroni pīķi raksturīgajās defektu frekvencēs | - | Pārbaudiet eļļošanu. Nomainiet gultni. |
| Rezonanse | Īpaši augsts maksimums darba frekvencē, kas sakrīt ar dabisko frekvenci | Fāze strauji mainās par 180°, pārejot caur rezonanses frekvenci | Mainīt darbības ātrumu vai konstrukcijas stingrību. Balansēšana nav efektīva. |
2.4. Fāzes analīzes galvenā loma: diagnozes apstiprināšana
Fāžu analīze ir spēcīgs instruments, kas ļauj galīgi apstiprināt "nelīdzsvarotības" diagnozi un atšķirt to no citiem defektiem, kas arī izpaužas darbības frekvencē 1x.
Fāze būtībā ir laika attiecība starp diviem vienādas frekvences vibrācijas signāliem, ko mēra grādos. Tā parāda, kā dažādi mašīnas punkti pārvietojas viens attiecībā pret otru un attiecībā pret atstarojošo marķējumu uz vārpstas.
Nelīdzsvarotības veida noteikšana pa fāzēm:
- Statiskā nelīdzsvarotība: Abi gultņu balsti pārvietojas sinhroni, "fāzē". Tāpēc fāzes leņķa starpība, kas izmērīta pie diviem balstiem vienā radiālajā virzienā, būs tuvu 0° (±30°).
- Pāris vai dinamiskā nelīdzsvarotība: Balsti veic svārstību kustību "pretfāzē". Attiecīgi fāzes starpība starp tiem būs tuvu 180° (±30°).







3. sadaļa: Praktiska balansēšanas rokasgrāmata — soli pa solim sniegtas metodes un profesionāļu padomi
Šajā sadaļā sniegti detalizēti, soli pa solim sniegti norādījumi par to, kā veikt izplūdes gāzu balansēšana darbs, sākot no sagatavošanas darbībām līdz specializētām metodēm dažādu veidu izplūdes ventilatoriem.
3.1. Sagatavošanās posms — 50% panākumi
Kvalitatīva sagatavošanās ir panākumu un drošības atslēga izplūdes gāzu balansēšanaŠī posma ignorēšana bieži noved pie nepareiziem rezultātiem un laika zaudēšanas.
Drošība pirmajā vietā:
Pirms jebkādu darbu uzsākšanas iekārtai jābūt pilnībā atvienotai no strāvas. Lai novērstu nejaušu iedarbināšanu, tiek izmantotas standarta bloķēšanas/marķēšanas (LOTO) procedūras. Jāpārliecinās, ka motora spailēs nav sprieguma.
Tīrīšana un vizuāla pārbaude:
Šī nav sākotnējā, bet gan primārā darbība. Lāpstiņritenis ir rūpīgi jāiztīra no jebkādiem uzkrājumiem – netīrumiem, putekļiem, produkta. Daudzos gadījumos kvalitatīva tīrīšana vien pilnībā novērš vai ievērojami samazina nelīdzsvarotību, padarot turpmāku balansēšanu nevajadzīgu. Pēc tīrīšanas tiek veikta rūpīga lāpstiņu, disku un metinājumu vizuāla pārbaude, vai nav plaisu, iespiedumu, deformāciju un nodiluma pazīmju.
Mehāniskā pārbaude ("Intervences hierarhija"):
Pirms masas sadalījuma korekcijas jāpārbauda visa mezgla mehāniskā veselība:
- Skrūvju savienojuma pievilkšana: Pārbaudiet un, ja nepieciešams, pievelciet skrūves, kas nostiprina lāpstiņriteni pie rumbas, rumbu pie vārpstas, gultņu korpusus pie rāmja un rāmja enkurskrūves pie pamatnes.
- Ģeometrijas pārbaude: Izmantojot indikatorus, pārbaudiet vārpstas un lāpstiņriteņa radiālo un aksiālo izvirzījumu. Vizuāli vai izmantojot šablonus un mērinstrumentus, pārbaudiet arī lāpstiņu izlīdzinājumu un to uzbrukuma leņķa vienmērīgumu.
3.2. Statiskā balansēšana: vienkāršas metodes vienkāršiem gadījumiem
Statiskā balansēšana tiek pielietota šauriem, diska formas rotoriem (piemēram, lāpstiņriteņiem ar mazu L/D attiecību), ja dinamiskā balansēšana ir tehniski neiespējama vai ekonomiski nepraktiska.
Naža asmens metode:
Klasiska un ļoti precīza metode. Rotors (izņemts no iekārtas) tiek novietots uz divām pilnīgi horizontālām, paralēlām un gludām prizmām vai zemas berzes balstiem. Gravitācijas ietekmē rotora "smagais punkts" vienmēr tiecas ieņemt apakšējo pozīciju. Korekcijas svars tiek uzstādīts tieši pretī šim punktam (180° leņķī). Process atkārtojas, līdz rotors jebkurā pozīcijā paliek neitrālā līdzsvara stāvoklī.
Brīvās rotācijas metode ("svērtene"):
Vienkāršota metode, kas piemērojama ventilatoriem ar tieši savās vietās esošām lāpstiņām. Pēc piedziņas siksnu (ja tādas ir) noņemšanas lāpstiņritenis lēnām tiek pagriezts un atlaists. Smagākā lāpstiņa kritīs uz leju. Korekcija tiek veikta, pievienojot nelielus svarus (piemēram, izmantojot līmlenti vai magnētus) vieglākajām lāpstiņām, līdz lāpstiņritenis pārstāj meklēt jebkuru noteiktu pozīciju.
3.3. Dinamiskā lauka balansēšana: profesionāla pieeja
Šī ir galvenā metode rūpnieciskai lietošanai. izplūdes gāzu balansēšanatiek veikta, izmantojot specializētus instrumentus, piemēram, Balanset-1A bez aprīkojuma demontāžas. Process sastāv no vairākiem obligātiem soļiem.
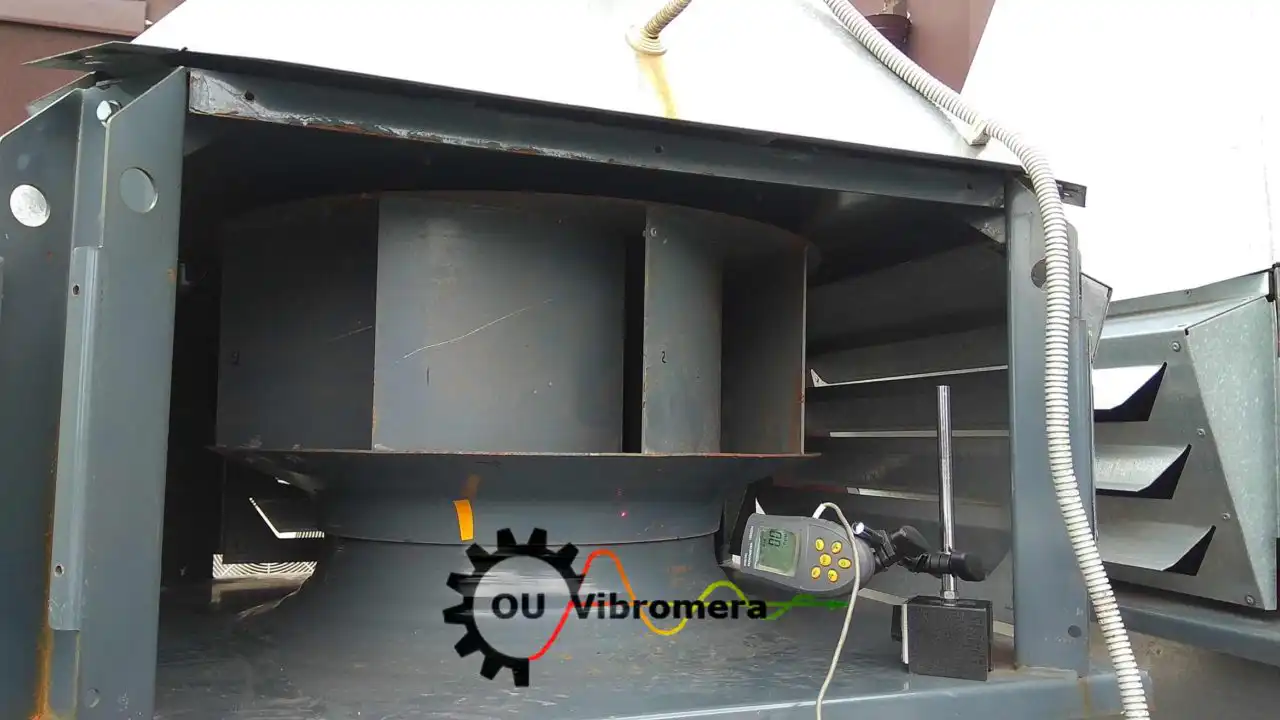
1. darbība: sākotnējais mērījums (sākotnējais mērījums)
- Vibrācijas sensori ir uzstādīti uz gultņu korpusiem, un tahometra vārpstai ir uzlikta atstarojoša lente.
- Nosūces ventilators tiek iedarbināts un sasniegts nominālais darba ātrums.
- Izmantojot vibrācijas analizatoru, tiek reģistrēti sākotnējie dati: vibrācijas amplitūda (parasti mm/s) un fāzes leņķis (grādos) pie darba frekvences 1x. Šie dati atspoguļo sākotnējo nelīdzsvarotības vektoru.
2. solis: izmēģinājuma svara skrējiens
Loģika: Lai instruments varētu precīzi aprēķināt, kā koriģēt nelīdzsvarotību, sistēmā ir jāievieš zināmas izmaiņas un jānovēro to reakcija. Šis ir izmēģinājuma atsvaru uzstādīšanas mērķis.
- Masas un atrašanās vietas izvēle: Izmēģinājuma svars tiek izvēlēts tā, lai tas izraisītu ievērojamas, bet drošas vibrācijas vektora izmaiņas (piemēram, amplitūdas izmaiņas 20–30% un/vai fāzes nobīdi 20–30°). Svars tiek īslaicīgi piestiprināts izvēlētajā korekcijas plaknē zināmā leņķiskā pozīcijā.
- Mērījums: Atkārtota palaišana un mērīšana veikta, reģistrējot jaunas amplitūdas un fāzes vērtības.
3. solis: Korekcijas svara aprēķināšana un uzstādīšana
Mūsdienu balansēšanas instrumenti, piemēram, Balanset-1A automātiski veic sākotnējā vibrācijas vektora atņemšanu no vektora, kas iegūts ar izmēģinājuma svaru. Pamatojoties uz šo starpību (ietekmes vektoru), instruments aprēķina precīzu masu un precīzu leņķi, kur jāuzstāda pastāvīgs korektīvs svars, lai kompensētu sākotnējo nelīdzsvarotību.
Korekciju var veikt, pievienojot masu (metāla plākšņu metināšana, skrūvju ar uzgriežņiem uzstādīšana) vai noņemot masu (urbjot caurumus, slīpējot). Masas pievienošana ir vēlama, jo tas ir atgriezenisks un labāk kontrolējams process.
4. darbība: pārbaudes cikls un regulēšanas balansēšana
- Pēc pastāvīgā korektīvā svara uzstādīšanas (un izmēģinājuma svara noņemšanas) tiek veikta verifikācijas palaišana, lai novērtētu rezultātu.
- Ja vibrācijas līmenis ir samazinājies, bet joprojām pārsniedz pieņemamos standartus, tiek veikta regulēšanas balansēšana. Procedūra atkārtojas, bet verifikācijas rezultāti tagad tiek izmantoti kā sākotnējie dati. Tas ļauj iteratīvi, soli pa solim nodrošināt nepieciešamo balansēšanas kvalitāti.
3.4. Vienas vai divu plakņu balansēšana? Praktiski izvēles kritēriji
Izvēle starp vienas un divu plakņu balansēšanu ir galvenais lēmums, kas ietekmē visas procedūras panākumus, īpaši svarīgi izplūdes gāzu balansēšana pielietojumiem.
Galvenais kritērijs: Rotora garuma (L) un diametra (D) attiecība.
- Ja L/D < 0,5 un rotācijas ātrums ir mazāks par 1000 apgr./min, parasti dominē statiskā nelīdzsvarotība, un pietiek ar vienas plaknes balansēšanu.
- Ja L/D > 0,5 vai rotācijas ātrums ir augsts (>1000 RPM), pāra nelīdzsvarotība sāk spēlēt nozīmīgu lomu, kuras novēršanai nepieciešama divu plakņu balansēšana.
3.5. Pārkarinātu ventilatoru balansēšanas īpatnības
Pārkarināta tipa izplūdes ventilatori, kuros darba rats (lāpstiņritenis) atrodas ārpus gultņu balstiem, rada īpašas grūtības balansēšanā.
Problēma: Šādas sistēmas pēc savas būtības ir dinamiski nestabilas un ārkārtīgi jutīgas pret nelīdzsvarotību, īpaši pāru tipa. Tas bieži izpaužas kā neparasti augsta aksiālā vibrācija.
Komplikācijas: Standarta divu plakņu metožu piemērošana pārkarinātiem rotoriem bieži vien noved pie neapmierinošiem rezultātiem vai prasa nepietiekami lielu korektīvo atsvaru uzstādīšanu. Sistēmas reakcija uz izmēģinājuma svaru var būt neintuitīva: piemēram, svara uzstādīšana uz lāpstiņriteņa var izraisīt lielākas vibrācijas izmaiņas tālākajā balstā (pie motora) nekā tuvākajā.
Ieteikumi: Pārkarinātu izplūdes ventilatoru balansēšanai nepieciešama lielāka speciālista pieredze un izpratne par dinamiku. Vibrācijas analizatoros bieži vien ir jāizmanto specializēti programmatūras moduļi, kas precīzākai koriģējošai masas aprēķināšanai izmanto statisko/pārspēku atdalīšanas metodi.
4. sadaļa: Sarežģītas lietas un profesionālās metodes
Pat stingri ievērojot procedūras, speciālisti var saskarties ar situācijām, kad standarta pieejas nedod rezultātus. Šādos gadījumos nepieciešama padziļināta analīze un nestandarta metožu pielietošana.
4.1. Tipiskas kļūdas un kā no tām izvairīties
1. kļūda: nepareiza diagnoze
Visbiežāk pieļautā un dārgākā kļūda ir mēģinājums līdzsvarot vibrāciju, ko izraisa nepareiza izlīdzināšana, mehāniska vaļīgums vai rezonanse.
Risinājums: Vienmēr sāciet ar pilnu vibrāciju analīzi (spektra un fāzes analīzi). Ja spektrā nav skaidras 1x maksimuma dominances, bet ir nozīmīgi maksimumi citās frekvencēs, balansēšanu nevar sākt, kamēr nav novērsts galvenais cēlonis.
2. kļūda: sagatavošanās posma ignorēšana
Izlaižot lāpstiņriteņa tīrīšanas vai skrūvju savienojumu pievilkšanas pārbaudes posmus.
Risinājums: Stingri ievērojiet 3.1. sadaļā aprakstīto "intervenču hierarhiju". Tīrīšana un pievilkšana nav izvēles iespējas, bet gan obligāti pirmie soļi.
3. kļūda: visu veco balansēšanas svaru noņemšana
Šī darbība iznīcina iepriekšējos (iespējams, rūpnīcas) balansēšanas rezultātus un bieži vien ievērojami sarežģī darbu, jo sākotnējais nelīdzsvarotība var kļūt ļoti liela.
Risinājums: Nekad nenoņemiet visus atsvarus bez pamatota iemesla. Ja lāpstiņritenim no iepriekšējām balansēšanām ir uzkrājušies daudzi nelieli atsvari, tos var noņemt, bet pēc tam apvienojiet to vektoru summu vienā ekvivalentā atsvarā un uzstādiet to vietā.
4. kļūda: datu atkārtojamības nepārbaude
Balansēšanas sākšana ar nestabiliem sākotnējiem amplitūdas un fāzes rādījumiem.
Risinājums: Pirms izmēģinājuma atsvara uzstādīšanas veiciet 2–3 vadības palaišanas. Ja amplitūda vai fāze "peld" no sākuma līdz sākumam, tas norāda uz sarežģītākas problēmas esamību (rezonansi, termisko izliekumu, aerodinamisko nestabilitāti). Balansēšana šādos apstākļos nedos stabilu rezultātu.
4.2. Balansēšana tuvu rezonansei: kad fāze atrodas pretējā virzienā
Problēma: Kad nosūces ventilatora darbības ātrums ir ļoti tuvs vienai no sistēmas dabiskajām vibrācijas frekvencēm (rezonansei), fāzes leņķis kļūst ārkārtīgi nestabils un ļoti jutīgs pret mazākajām ātruma svārstībām. Tas padara standarta vektoru aprēķinus, kuru pamatā ir fāzes mērījumi, neprecīzus vai pilnīgi neiespējamus.
Risinājums: Četru palaišanas metode
Būtība: Šī unikālā balansēšanas metode neizmanto fāzes mērījumus. Korektīvā svara aprēķins tiek veikts, pamatojoties tikai uz vibrācijas amplitūdas izmaiņām.
Process: Metodei nepieciešamas četras secīgas palaišanas:
- Izmēriet sākotnējo vibrācijas amplitūdu
- Izmēriet amplitūdu ar izmēģinājuma svaru, kas uzstādīts nosacītā 0° pozīcijā
- Izmēriet amplitūdu ar to pašu svaru, kas pārvietots uz 120°
- Izmēriet amplitūdu ar to pašu svaru, kas pārvietots uz 240°
Balstoties uz četrām iegūtajām amplitūdas vērtībām, tiek konstruēts grafisks risinājums (apļu krustpunktu metode) vai veikts matemātisks aprēķins, kas ļauj noteikt nepieciešamo korektīvā svara masu un uzstādīšanas leņķi.
4.3. Kad problēma nav līdzsvars: strukturālie un aerodinamiskie spēki
Strukturālas problēmas:
Vāja vai saplaisājusi pamatne, vaļīgi balsti var rezonēt ar izplūdes ventilatora darbības frekvenci, daudzkārt palielinot vibrāciju.
Diagnoze: Lai noteiktu strukturālās pašsvārstību frekvences izslēgtā stāvoklī, tiek izmantots trieciena tests (bump tests). To veic, izmantojot īpašu modālo āmuru un akselerometru. Ja kāda no atrastajām pašsvārstību frekvencēm ir tuvu darba rotācijas frekvencei, problēma patiešām ir rezonanse.
Aerodinamiskie spēki:
Gaisa plūsmas turbulence ieplūdes atverē (šķēršļu vai pārmērīgi aizvērta vārsta dēļ, tā sauktā "ventilatora bada" dēļ) vai izplūdes atverē var izraisīt zemas frekvences, bieži vien nestabilu vibrāciju, kas nav saistīta ar masas nelīdzsvarotību.
Diagnoze: Tiek veikts tests ar aerodinamiskās slodzes izmaiņām pie nemainīga rotācijas ātruma (piemēram, pakāpeniski atverot/aizverot amortizatoru). Ja vibrācijas līmenis būtiski mainās, tās raksturs, visticamāk, ir aerodinamisks.
4.4. Reālu piemēru analīze (gadījumu izpēte)
1. piemērs (rezonanse):
Vienā dokumentētā gadījumā pieplūdes ventilatora balansēšana, izmantojot standarta metodi, nedeva rezultātus ārkārtīgi nestabilu fāzes rādījumu dēļ. Analīze parādīja, ka darba ātrums (29 Hz) bija ļoti tuvs lāpstiņriteņa dabiskajai frekvencei (28 Hz). Izmantojot četru gaitu metodi neatkarīgi no fāzes, vibrācija tika veiksmīgi samazināta līdz pieņemamam līmenim, nodrošinot pagaidu risinājumu līdz ventilatora nomaiņai pret uzticamāku.
2. piemērs (vairāki defekti):
Cukurfabrikas izplūdes ventilatoru vibrācijas analīze atklāja sarežģītas problēmas. Viena ventilatora spektrs uzrādīja leņķisku nobīdi (augstas 1x un 2x virsotnes aksiālā virzienā), bet cits uzrādīja mehānisku vaļīgumu (vienmērīgas harmonikas 1x, 2x, 3x). Tas parāda secīgas defektu novēršanas nozīmi: vispirms tika veikta izlīdzināšana un stiprinājuma pievilkšana, un tikai pēc tam, ja nepieciešams, tika veikta balansēšana.
5. sadaļa: Standarti, pielaides un profilaktiskā apkope
Jebkura tehniskā darba pēdējais posms ir tā kvalitātes novērtēšana atbilstoši normatīvo aktu prasībām un stratēģijas izstrāde iekārtu ilgtermiņa uzturēšanai atbilstošā stāvoklī.
5.1. Galveno standartu pārskats (ISO)
Izplūdes ventilatoru balansēšanas kvalitātes un vibrācijas stāvokļa novērtēšanai tiek izmantoti vairāki starptautiski standarti.
ISO 14694:2003:
Rūpniecisko ventilatoru galvenais standarts. Nosaka prasības balansēšanas kvalitātei un maksimāli pieļaujamajiem vibrācijas līmeņiem atkarībā no ventilatora pielietojuma kategorijas (BV-1, BV-2, BV-3 utt.), jaudas un uzstādīšanas veida.
ISO 1940-1:2003:
Šis standarts nosaka stingro rotoru balansēšanas kvalitātes pakāpes (G). Kvalitātes pakāpe raksturo pieļaujamo atlikušo nelīdzsvarotību. Lielākajai daļai rūpniecisko nosūces ventilatoru tiek piemērotas šādas pakāpes:
- G6.3: Standarta rūpnieciskā kvalitāte, piemērota lielākajai daļai vispārējo rūpniecisko pielietojumu.
- G2.5: Paaugstināta kvalitāte, kas nepieciešama ātrgaitas vai īpaši kritiskiem izplūdes ventilatoriem, kur vibrācijas prasības ir stingrākas.
ISO 10816-3:2009:
Regulē rūpniecisko iekārtu vibrācijas stāvokļa novērtēšanu, pamatojoties uz mērījumiem uz nerotējošām detaļām (piemēram, gultņu korpusiem). Standarts ievieš četras stāvokļa zonas:
- A zona: "Labs" (jauns aprīkojums)
- B zona: "Apmierinoši" (atļauta neierobežota darbība)
- C zona: "Pieņemams ierobežotu laiku" (nepieciešama cēloņa noteikšana un novēršana)
- D zona: "Nepieņemami" (vibrācija var izraisīt bojājumus)
ISO 14695:2003:
Šis standarts nosaka vienotas metodes un nosacījumus rūpniecisko ventilatoru vibrācijas mērījumiem, kas nepieciešami, lai nodrošinātu dažādos laikos un dažādās iekārtās iegūto rezultātu salīdzināmību un reproducējamību.
5.2. Ilgtermiņa stratēģija: integrācija paredzamās apkopes programmā
Izplūdes gāzu balansēšana nevajadzētu uzskatīt par vienreizēju remonta darbību. Tā ir neatņemama mūsdienu paredzamās apkopes stratēģijas sastāvdaļa.
Regulāras vibrācijas uzraudzības ieviešana (piemēram, vācot maršruta datus, izmantojot portatīvos analizatorus) ļauj laika gaitā izsekot iekārtu stāvoklim. Tendenču analīze, īpaši pakāpeniska vibrācijas amplitūdas pieaugums pie darba frekvences 1x, ir uzticams rādītājs nelīdzsvarotības attīstībai.
Šī pieeja ļauj:
- Balansēšanas plānošana iepriekš, pirms vibrācijas līmenis sasniedz ISO 10816-3 standartā noteiktās kritiskās vērtības.
- Novēršot gultņu, savienojumu un atbalsta konstrukciju sekundārus bojājumus, kas neizbēgami rodas ilgstošas darbības laikā ar pārmērīgu vibrāciju.
- Neplānotu avārijas dīkstāves novēršana, pārveidojot remontdarbus plānoto preventīvo darbu kategorijā.
Elektroniskas datubāzes izveide par galvenajiem iekārtu vibrācijas stāvokļiem un regulāra tendenču analīze veido pamatu tehniski pamatotu un ekonomiski efektīvu apkopes lēmumu pieņemšanai, galu galā palielinot uzticamību un kopējo ražošanas efektivitāti.