






3. Требования к конструкции основных узлов и механизмов балансировочных станков 3.1. Подшипники 3.1.1. Теоретические основы проектирования подшипников
В предыдущем разделе были подробно рассмотрены основные конструктивные исполнения опор мягких и жестких подшипников для балансировочных станков. Важнейшим параметром, который конструкторы должны учитывать при проектировании и изготовлении этих опор, являются частоты собственных колебаний. Это важно, поскольку для расчета параметров корректирующих грузов измерительными и вычислительными системами станка требуется измерение не только амплитуды колебаний (циклических деформаций) опор, но и фазы колебаний.
Если собственная частота опоры совпадает с частотой вращения уравновешенного ротора (резонанс опоры), точное измерение амплитуды и фазы колебаний практически невозможно. Это хорошо видно на графиках, показывающих изменение амплитуды и фазы колебаний опоры в зависимости от частоты вращения уравновешенного ротора (см. рис. 3.1).
Из этих графиков следует, что при приближении частоты вращения сбалансированного ротора к собственной частоте колебаний опоры (т.е. когда отношение fp/fo близко к 1) происходит значительное увеличение амплитуды, связанное с резонансными колебаниями опоры (см. рис. 3.1.а). Одновременно на графике 3.1.б видно, что в зоне резонанса происходит резкое изменение фазового угла ∆F°, который может достигать 180°.
Иными словами, при балансировке любого механизма, находящегося в зоне резонанса, даже небольшие изменения частоты его вращения могут привести к значительной нестабильности результатов измерения амплитуды и фазы его колебаний, что приведет к ошибкам в расчете параметров корректирующих грузов и негативно скажется на качестве балансировки.
Приведенные графики подтверждают предыдущие рекомендации о том, что для машин с жесткими подшипниками верхний предел рабочих частот ротора должен быть (как минимум) в 2-3 раза ниже собственной частоты опоры, fo. Для машин с мягкими подшипниками нижний предел допустимых рабочих частот сбалансированного ротора должен быть (как минимум) в 2-3 раза выше собственной частоты опоры.
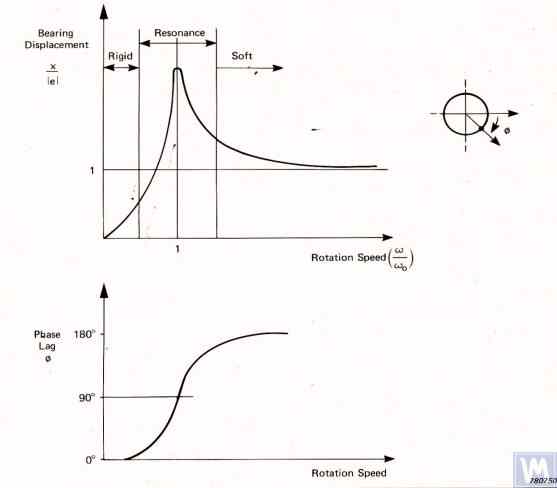
Рисунок 3.1. Графики, показывающие изменения относительной амплитуды и фазы колебаний опоры балансировочного станка в зависимости от изменения частоты вращения.
Учитывая представленную информацию, эксплуатация машины в зоне резонанса ее опор (выделены красным цветом на рис. 3.1) не рекомендуется. Графики, приведенные на рис. 3.1, также показывают, что при одинаковых дисбалансах ротора фактические колебания опор машины с мягким подшипником значительно ниже, чем колебания, возникающие на опорах машины с мягким подшипником.
Отсюда следует, что датчики, используемые для измерения вибраций опор в станках с жесткими подшипниками, должны обладать более высокой чувствительностью, чем датчики в станках с мягкими подшипниками. Этот вывод хорошо подтверждается практикой использования датчиков, которая показывает, что датчики абсолютной вибрации (виброускорители и/или виброскорости), успешно применяемые в балансировочных станках с мягкими подшипниками, часто не могут обеспечить необходимое качество балансировки на станках с жесткими подшипниками.
На таких машинах рекомендуется использовать датчики относительной вибрации, например, датчики силы или высокочувствительные датчики смещения.
3.1.2. Оценка собственных частот опор с помощью расчетных методов
Конструктор может выполнить приближенный (оценочный) расчет собственной частоты опоры fo по формуле 3.1, упрощенно рассматривая ее как колебательную систему с одной степенью свободы, которая (см. рис. 2.19.а) представлена массой M, колеблющейся на пружине с жесткостью K.
fo=2π1MK(3.1)
Масса M, используемая в расчетах для симметричного межподшипникового ротора, может быть приближенно определена по формуле 3.2.
M=Mo+nMr(3.2) где Mo - масса подвижной части опоры в кг; Mr - масса уравновешиваемого ротора в кг; n - число опор машины, участвующих в балансировке.
Жесткость K опоры рассчитывается по формуле 3.3 на основании результатов экспериментальных исследований, включающих измерение деформации ΔL опоры при статическом нагружении силой P (см. рис. 3.2.а и 3.2.б).
K=ΔLP(3.3) где ΔL - деформация опоры в метрах; P - статическая сила в Ньютонах.
Величина нагружающей силы P может быть измерена с помощью силоизмерительного прибора (например, динамометра). Перемещение опоры ΔL определяется с помощью прибора для измерения линейных перемещений (например, циферблатного индикатора).
3. Требования к конструкции основных узлов и механизмов балансировочных станков 3.1. Подшипники 3.1.2. Расчет собственных частот опор вычислительными методами
Расчет собственных частот опор по рассмотренной выше расчетной схеме может быть выполнен в двух направлениях:
Расчет собственных частот опор в вертикальном направлении требует использования более сложной методики расчета, которая (помимо параметров самой опоры и сбалансированного ротора) должна учитывать параметры рамы и особенности установки машины на фундаменте. В данной публикации этот метод не рассматривается. Анализ формулы 3.1 позволяет дать некоторые простые рекомендации, которые должны учитывать конструкторы машин в своей практической деятельности. В частности, собственная частота опоры может быть изменена путем изменения ее жесткости и/или массы. Увеличение жесткости приводит к увеличению собственной частоты опоры, а увеличение массы - к ее уменьшению. Эти изменения имеют нелинейную, квадратно-инверсную зависимость. Например, удвоение жесткости опоры увеличивает ее собственную частоту только в 1,4 раза. Аналогично, удвоение массы подвижной части опоры уменьшает ее собственную частоту только в 1,4 раза.
3.1.3. Экспериментальные методы определения собственных частот опор
Учитывая, что рассмотренный выше расчет собственных частот опор, выполненный по упрощенной методике, может привести к значительным погрешностям, большинство разработчиков-любителей предпочитают определять эти параметры экспериментальными методами. Для этого они используют возможности современных виброизмерительных систем балансировочных станков, в том числе приборов серии "Балансет".
3.1.3.1. Определение собственных частот опор методом ударного возбуждения
Метод ударного возбуждения - самый простой и распространенный способ определения собственной частоты колебаний опоры или любого другого компонента машины. Он основан на том, что при ударном возбуждении любого объекта, например колокола (см. рис. 3.3), его реакция проявляется в виде постепенно затухающего колебательного отклика. Частота колебательного сигнала определяется конструктивными особенностями объекта и соответствует частоте его собственных колебаний. Для ударного возбуждения колебаний можно использовать любой тяжелый инструмент, например, резиновую или обычную киянку.
Рисунок 3.3. Диаграмма ударного возбуждения, используемая для определения собственных частот объекта
Масса молотка должна составлять примерно 10% от массы возбуждаемого объекта. Для фиксации вибрационного отклика на исследуемом объекте устанавливается датчик вибрации, измерительная ось которого совпадает с направлением возбуждения удара. В некоторых случаях в качестве датчика для восприятия вибрационного отклика объекта может использоваться микрофон от шумомера.
Колебания объекта преобразуются датчиком в электрический сигнал, который затем поступает на измерительный прибор, например, на вход анализатора спектра. Этот прибор регистрирует временную функцию и спектр затухающего колебательного процесса (см. рис. 3.4), анализ которых позволяет определить частоту (частоты) собственных колебаний объекта.
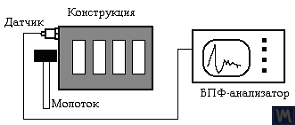
Рисунок 3.4. Схема измерения и регистрации собственных колебаний объекта
Как и большинство современных виброизмерительных приборов, измерительные системы серии "Балансет" могут использоваться для определения собственных частот объекта (например, опор балансировочного станка) при его ударном возбуждении. Данная процедура на приборах серии "Балансет" может быть выполнена как в режиме дополнительных функций прибора "Графики. Спектр", либо в специализированном режиме "Графики. Удар", который входит в последние версии программного обеспечения "Balanset 1".
В результате этой процедуры на экран компьютера выводится рабочее окно с графиками временной функции и спектра затухающих колебаний, возникающих в исследуемой конструкции при ее ударном возбуждении. Пример таких графиков приведен на рисунке 3.5.

Рисунок 3.5. Интерфейс программы, показывающий графики временных функций и спектры затухающих ударных вибраций исследуемой конструкции
Анализ спектрального графика, представленного на рисунке 3.5 (см. нижнюю часть рабочего окна), показывает, что основная составляющая собственных колебаний исследуемой конструкции, определенная по оси абсцисс графика, возникает на частоте 9,5 Гц. Данный метод может быть рекомендован для исследования собственных колебаний опор балансировочных станков как с мягким, так и с жестким подшипником.
3.1.3.2. Определение собственных частот опор в режиме каботажного движения
В некоторых случаях собственные частоты опор могут быть определены путем циклического измерения амплитуды и фазы вибрации "на берегу". При реализации этого метода ротор, установленный на исследуемой машине, первоначально разгоняется до максимальной скорости вращения, после чего его привод отключается, и частота возмущающей силы, связанной с дисбалансом ротора, постепенно уменьшается от максимума до точки остановки.
В этом случае собственные частоты опор могут быть определены по двум характеристикам:
В приборах серии "Балансет" режим "Виброметр" ("Балансет 1") или "Балансировка. Мониторинг" ("Balanset 2C" и "Balanset 4") могут использоваться для определения собственных частот объектов "на берегу", позволяя проводить циклические измерения амплитуды и фазы колебаний на частоте вращения ротора.
Кроме того, в программное обеспечение "Балансет 1" дополнительно включен специализированный режим "Графики. Коастинг", который позволяет строить графики изменения амплитуды и фазы колебаний опоры на коасте в зависимости от изменения частоты вращения, что значительно облегчает процесс диагностики резонансов.
Следует отметить, что по понятным причинам (см. раздел 3.1.1) метод определения собственных частот опор на берегу может быть использован только в случае изучения балансирных станков с мягким подшипником, где рабочие частоты вращения ротора значительно превышают собственные частоты опор в поперечном направлении.
В случае машин с жестким подшипником, где рабочие частоты вращения ротора, возбуждающие колебания опор на берегу, значительно ниже собственных частот опор, использование этого метода практически невозможно.
3.1.4. Практические рекомендации по проектированию и изготовлению опор для балансировочных станков 3.1.4.1. Машины с мягким подшипником и плоскими пластинчатыми пружинами
Несколько вариантов конструкции опор балансировочных станков, выполненных с использованием плоских пружин, были рассмотрены выше в разделе 2.1 и проиллюстрированы на рисунках 2.7 - 2.9. По нашим данным, такие конструкции чаще всего используются в станках, предназначенных для балансировки карданных валов.
В качестве примера рассмотрим параметры пружин, используемых одним из клиентов (ООО "Рост-Сервис", г. Санкт-Петербург) при изготовлении собственных опор станка. Данный станок предназначался для балансировки 2-х, 3-х и 4-х опорных карданных валов, масса которых не превышает 200 кг. Геометрические размеры пружин (высота * ширина * толщина), используемых в опорах ведущего и ведомого шпинделей станка, выбранные заказчиком, составляли соответственно 3002003 мм.
Собственная частота колебаний ненагруженной опоры, определенная экспериментально методом ударного возбуждения с использованием стандартной измерительной системы станка "Балансет-4", составила 11 - 12 Гц. При такой собственной частоте колебаний опор рекомендуемая частота вращения балансируемого ротора при балансировке должна быть не ниже 22-24 Гц (1320 - 1440 об/мин).
Геометрические размеры плоских пружин, используемых тем же производителем на промежуточных опорах, составляли соответственно 2002003 мм. Кроме того, как показали исследования, собственные частоты этих опор были выше и достигали 13-14 Гц.
По результатам испытаний производителям станка было рекомендовано выровнять (уравнять) собственные частоты шпинделя и промежуточных опор. Это облегчит выбор диапазона рабочих частот вращения приводных валов при балансировке и позволит избежать возможных нестабильностей показаний измерительной системы из-за попадания опор в область резонансных колебаний.
Методы настройки собственных частот колебаний опор на плоских пружинах очевидны. Эта регулировка может быть достигнута путем изменения геометрических размеров или формы плоских пружин, что достигается, например, фрезерованием продольных или поперечных пазов, уменьшающих их жесткость.
Как уже упоминалось ранее, проверка результатов такой настройки может быть проведена путем определения собственных частот колебаний опор с помощью методов, описанных в разделах 3.1.3.1 и 3.1.3.2.
Рисунок 3.6 представлен классический вариант конструкции опоры на плоских пружинах, использованный в одной из своих машин А. Синицыным. Как показано на рисунке, опора включает в себя следующие компоненты:

Рисунок 3.6. Вариант конструкции опоры на плоских пружинах
Верхняя плита 1 опоры может использоваться для крепления шпинделя или промежуточной опоры. В зависимости от назначения опоры, нижняя плита 4 может быть жестко закреплена на направляющих станка или установлена на подвижных салазках, позволяющих опоре перемещаться по направляющим. Кронштейн 5 служит для установки механизма фиксации опоры, позволяющего надежно закрепить ее при разгоне и торможении сбалансированного ротора.
Плоские пружины для опор станков Soft Bearing должны быть изготовлены из листовой или высококачественной легированной стали. Использование обычных конструкционных сталей с низким пределом текучести нежелательно, так как в процессе эксплуатации под действием статических и динамических нагрузок в них могут развиться остаточные деформации, что приведет к снижению геометрической точности станка и даже к потере устойчивости опоры.
3.1.4.2. Опоры машин с мягким подшипником и подвеской на полосовых пружинах
При проектировании полосовых пружин, используемых для опорных подвесок, следует обратить внимание на выбор толщины и ширины пружинной полосы, которая, с одной стороны, должна выдерживать статическую и динамическую нагрузку ротора на опору, а с другой стороны, должна исключать возможность возникновения крутильных колебаний опорной подвески, проявляющихся в виде осевого биения.
Примеры конструктивного исполнения балансировочных станков с использованием полосовых пружинных подвесок приведены на рисунках 2.1 - 2.5 (см. раздел 2.1), а также на рисунках 3.7 и 3.8 данного раздела.

Рисунок 3.7. Станок для балансировки роторов электродвигателей в собранном виде, разработанный А. Моховым.

Рисунок 3.8. Станок для балансировки роторов турбонасосов, разработанный Г. Глазовым (Бишкек)
3.1.4.3. Опоры машин с мягким подшипником, изготовленные с использованием цилиндрических пружин
Пример балансировочного станка Soft Bearing, в котором в конструкции опор используются цилиндрические пружины сжатия, показан на рисунке 3.9. Основной недостаток данного конструктивного решения связан с различной степенью деформации пружин в передних и задних опорах, которая возникает при неравномерной нагрузке на опоры в процессе балансировки несимметричных роторов. Это, естественно, приводит к несоосности опор и перекосу оси ротора в вертикальной плоскости. Одним из негативных последствий этого дефекта может стать возникновение сил, вызывающих осевое смещение ротора при вращении.

Рис. 3.9. Вариант конструкции мягкой подшипниковой опоры для балансировочных станков с использованием цилиндрических пружин.
3.1.4.4. Жесткие опоры для станков Как показывает наш обширный опыт работы с клиентами, значительная часть производителей самодельных балансиров в последнее время стала отдавать предпочтение станкам с жесткими опорами. В разделе 2.2 на рисунках 2.16 - 2.18 приведены фотографии различных конструктивных исполнений станков, использующих такие опоры. Типичный эскиз жесткой опоры, разработанный одним из наших клиентов для своей конструкции станка, представлен на рис. 3.10. Эта опора состоит из плоской стальной пластины с П-образным пазом, условно разделяющим опору на "жесткую" и "гибкую" части. Под действием дисбалансной силы "гибкая" часть опоры может деформироваться относительно ее "жесткой" части. Величина этой деформации, определяемая толщиной опоры, глубиной пазов и шириной перемычки, соединяющей "гибкую" и "жесткую" части опоры, может быть измерена с помощью соответствующих датчиков измерительной системы станка. Из-за отсутствия методики расчета поперечной жесткости таких опор с учетом глубины h П-образного паза, ширины t перемычки, а также толщины опоры r (см. рис. 3.10), эти конструктивные параметры обычно определяются разработчиками экспериментально.
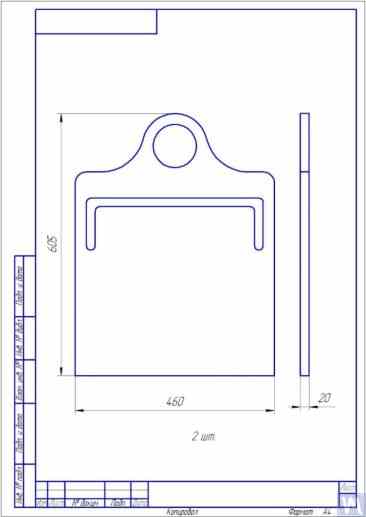
Рис. 3.10. Эскиз опоры жесткого подшипника для балансировочного станка
На рисунках 3.11 и 3.12 представлены фотографии различных вариантов реализации таких опор, изготовленных для станков наших клиентов. Обобщив данные, полученные от нескольких наших клиентов - производителей станков, можно сформулировать требования к толщине опор, установленные для станков различных размеров и грузоподъемности. Например, для станков, предназначенных для уравновешивания роторов массой от 0,1 до 50-100 кг, толщина опоры может составлять 20 мм.

Рис. 3.11. Жесткие подшипниковые опоры для балансировочного станка, изготовленные А. Синицыным

Рис. 3.12. Жесткая подшипниковая опора для балансировочного станка, изготовленная Д. Красильниковым
Для машин с массой уравновешиваемого ротора не более 300 - 500 кг толщина опоры может быть увеличена до 30 - 40 мм, а для машин, предназначенных для уравновешивания роторов с максимальной массой от 1000 до 3000 кг, толщина опоры может достигать 50 - 60 мм и более. Как показывает анализ динамических характеристик вышеупомянутых опор, частоты собственных колебаний, измеренные в поперечной плоскости (плоскость измерения относительных деформаций "гибкой" и "жесткой" частей), обычно превышают 100 Гц и более. Частоты собственных колебаний опорных стоек Hard Bearing во фронтальной плоскости, измеренные в направлении, совпадающем с осью вращения сбалансированного ротора, обычно значительно ниже. И именно эти частоты следует учитывать в первую очередь при определении верхней границы диапазона рабочих частот для вращающихся роторов, сбалансированных на станке. Как было отмечено выше, определение этих частот может быть выполнено методом ударного возбуждения, описанным в разделе 3.1.
3.2. Опорные узлы балансировочных станков 3.2.1. Основные типы опорных узлов При производстве балансировочных станков как с жестким, так и с мягким подшипником можно рекомендовать следующие известные типы опорных узлов, используемых для установки и вращения отбалансированных роторов на опорах, в том числе:

3.13. Вариант исполнения призматического опорного узла, используемого на балансировочном станке для автомобильных турбин
Подобные опорные узлы (см. рисунок 3.8 выше) реализованы, например, Г. Глазовым в его станке, также предназначенном для балансировки автомобильных турбин. Оригинальное техническое решение призматического опорного узла, изготовленного из фторопласта (см. рисунок 3.14), предложено ООО "Технобаланс".

Рис. 3.14. Сборка призматической опоры от ООО "Технобаланс"
Этот конкретный опорный узел образован двумя цилиндрическими втулками 1 и 2, установленными под углом друг к другу и закрепленными на опорных осях. Сбалансированный ротор контактирует с поверхностями втулок по линиям генерации цилиндров, что минимизирует площадь контакта вала ротора с опорой, следовательно, снижает силу трения в опоре. При необходимости, в случае износа или повреждения поверхности опоры в зоне ее контакта с валом ротора, предусмотрена возможность компенсации износа путем поворота гильзы вокруг своей оси на некоторый угол. Следует отметить, что при использовании опорных узлов из неметаллических материалов необходимо предусмотреть конструктивную возможность заземления сбалансированного ротора на корпус машины, что исключает риск возникновения мощных зарядов статического электричества в процессе эксплуатации. Это, во-первых, позволяет снизить уровень электрических помех и наводок, которые могут повлиять на работу измерительной системы машины, а во-вторых, исключает риск поражения персонала действием статического электричества.
3.2.1.2. Опорные узлы роликов Эти узлы обычно устанавливаются на опоры станков, предназначенных для балансировки роторов массой более 50 кг и более. Их использование значительно снижает силы трения в опорах по сравнению с призматическими опорами, облегчая вращение балансируемого ротора. В качестве примера на рисунке 3.15 показан вариант конструкции опорного узла, в котором для позиционирования изделия используются ролики. В данной конструкции в качестве роликов 1 и 2 используются стандартные подшипники качения, внешние кольца которых вращаются на неподвижных осях, закрепленных в корпусе опоры станка 3. На рисунке 3.16 представлен эскиз более сложной конструкции опорно-роликового узла, которую реализовал в своем проекте один из самодельщиков балансировочных станков. Как видно из рисунка, для увеличения грузоподъемности ролика (и, соответственно, опорного узла в целом) в корпусе ролика 3 установлена пара подшипников качения 1 и 2. Практическая реализация данной конструкции, несмотря на все ее очевидные преимущества, представляется достаточно сложной задачей, связанной с необходимостью самостоятельного изготовления корпуса ролика 3, к которому предъявляются очень высокие требования по геометрической точности и механическим характеристикам материала.

Рис. 3.15. Пример конструкции опорного узла ролика
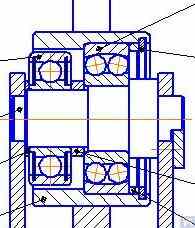
Рис. 3.16. Пример конструкции опорного узла с двумя подшипниками качения
На рисунке 3.17 представлен вариант конструкции самоустанавливающегося опорного узла роликов, разработанный специалистами ООО "Технобаланс". В данной конструкции возможность самоустановки роликов достигается за счет предоставления им двух дополнительных степеней свободы, что позволяет роликам совершать небольшие угловые перемещения вокруг осей X и Y. Такие опорные узлы, обеспечивающие высокую точность установки сбалансированных роторов, обычно рекомендуются для использования на опорах тяжелых балансировочных станков.

Рис. 3.17. Пример конструкции опорного узла самоустанавливающегося ролика
Как уже упоминалось, к узлам роликовых опор обычно предъявляются достаточно высокие требования по точности изготовления и жесткости. В частности, допуски на радиальное биение роликов не должны превышать 3-5 микрон.
На практике это не всегда удается сделать даже известным производителям. Например, при проверке автором радиального биения комплекта новых опорных роликов, приобретенных в качестве запасных частей для балансировочного станка модели H8V марки "K. Shenk", радиальное биение их роликов достигало 10-11 микрон.
3.2.1.3. Опорные узлы шпинделя
При балансировке роторов с фланцевым креплением (например, карданных валов) на балансировочных станках шпиндели используются в качестве опорных узлов для позиционирования, монтажа и вращения балансируемых изделий.
Шпиндели - один из самых сложных и ответственных компонентов балансировочных станков, в значительной степени отвечающий за достижение требуемого качества балансировки.
Теория и практика проектирования и изготовления шпинделей достаточно хорошо разработаны и отражены в целом ряде публикаций, среди которых монография "Детали и механизмы металлорежущих станков" [1] под редакцией д-ра техн. наук, проф. Д.Н. Решетова, выделяется как наиболее полезная и доступная для разработчиков.
Среди основных требований, которые необходимо учитывать при разработке и производстве шпинделей балансировочных станков, приоритетными являются следующие:
a) Обеспечение высокой жесткости конструкции шпиндельного узла, достаточной для предотвращения недопустимых деформаций, которые могут возникнуть под воздействием сил дисбаланса сбалансированного ротора;
б) Обеспечение стабильности положения оси вращения шпинделя, характеризующееся допустимыми значениями радиального, осевого и межосевого биений шпинделя;
c) Обеспечение надлежащей износостойкости шейки шпинделя, а также его посадочных и опорных поверхностей, используемых для крепления сбалансированных изделий.
Практическая реализация этих требований подробно описана в разделе VI "Шпиндели и их опоры" работы [1].
В частности, приведены методики проверки жесткости и точности вращения шпинделей, рекомендации по выбору подшипников, выбору материала шпинделя и способов его закалки, а также много другой полезной информации по данной теме.
В работе [1] отмечается, что при проектировании шпинделей для большинства типов металлорежущих станков в основном используется схема с двумя подшипниками.
Пример конструктивного варианта такой двухподшипниковой схемы, применяемой в шпинделях фрезерных станков (подробности можно найти в работе [1]), показан на рис. 3.18.
Эта схема вполне подходит для изготовления шпинделей балансировочных станков, примеры конструктивных вариантов которых приведены ниже на рисунках 3.19-3.22.
На рисунке 3.19 показан один из вариантов исполнения ведущего шпиндельного узла балансировочного станка, вращающегося на двух радиально-упорных подшипниках, каждый из которых имеет свой независимый корпус 1 и 2. На валу шпинделя 3 закреплены фланец 4, предназначенный для фланцевого крепления карданного вала, и шкив 5, служащий для передачи вращения шпинделю от электродвигателя с помощью клиноременной передачи.
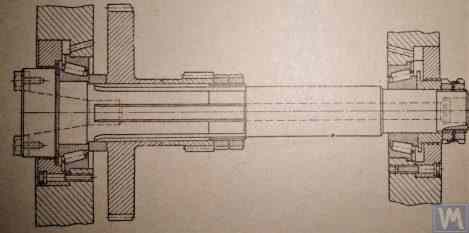
Рис. 3.18. Эскиз шпинделя двухподшипникового фрезерного станка

Рисунок 3.19. Пример конструкции шпинделя на двух независимых подшипниковых опорах
Рисунки 3.20 и 3.21 показаны две близкородственные конструкции ведущих шпиндельных узлов. В обоих случаях подшипники шпинделя установлены в общем корпусе 1, который имеет сквозное осевое отверстие, необходимое для установки вала шпинделя. На входе и выходе из этого отверстия в корпусе имеются специальные отверстия (на рисунках не показаны), предназначенные для установки радиальных упорных подшипников (роликовых или шариковых), и специальные фланцевые крышки 5, служащие для крепления наружных колец подшипников.
Как и в предыдущем варианте (см. рис. 3.19), на вал шпинделя устанавливается торцевая пластина 2, предназначенная для фланцевого крепления приводного вала, и шкив 3, служащий для передачи вращения на шпиндель от электродвигателя через ременную передачу. Также на валу шпинделя закреплен лимб 4, который служит для определения углового положения шпинделя, используемого при установке контрольных и корректирующих грузов на ротор при балансировке.

Рисунок 3.20. Пример 1 конструкции ведущего шпинделя на двух подшипниковых опорах, установленных в общем корпусе

Рисунок 3.21. Пример 2 конструкции ведущего шпинделя на двух подшипниковых опорах, установленных в общем корпусе
 \
\
Рисунок 3.22. Пример конструкции приводного (заднего) шпинделя
Рисунок 3.22 Показан вариант конструкции узла ведомого (заднего) шпинделя станка, который отличается от ведущего шпинделя только отсутствием приводного шкива и лимба, так как они не нужны.
Как видно из Рисунки 3.20 - 3.22Рассмотренные выше шпиндельные узлы крепятся к опорам мягких подшипников балансировочных станков с помощью специальных зажимов (хомутов) 6. При необходимости могут быть использованы и другие способы крепления, обеспечивающие надлежащую жесткость и точность позиционирования шпиндельного узла на опоре.
Рисунок 3.23 иллюстрирует конструкцию фланцевого крепления, аналогичную шпинделю, которая может быть использована для его установки на опору Hard Bearing балансировочного станка.

Рисунок 3.22. Пример выполнения конструкции приводного (заднего) шпинделя
Рисунок 3.22 представляет вариант конструкции узла ведомого (заднего) шпинделя станка, который отличается от ведущего шпинделя только тем, что в нем отсутствуют приводной шкив и лимб за ненадобностью.
Как видно из Рисунки 3.20 - 3.22Рассмотренные шпиндельные узлы крепятся к мягким подшипниковым опорам балансировочных станков с помощью специальных зажимов (хомутов) 6. При необходимости могут быть использованы и другие способы крепления, обеспечивающие необходимую жесткость и точность позиционирования шпиндельного узла на опоре.
Рисунок 3.23 показана конструкция фланцевого крепления такого шпинделя, которое может быть использовано для его установки на опору Hard Bearing балансировочного станка.
3.1.4.3. Опоры машин с мягким подшипником, изготовленные с использованием цилиндрических пружин
Пример балансировочного станка Soft Bearing, в котором в конструкции опор используются цилиндрические пружины сжатия, показан на рисунке Рисунок 3.9. Основной недостаток данного конструктивного решения связан с разной величиной деформации пружин на передних и задних опорах, которая возникает в случае неравномерной нагрузки на опоры при балансировке несимметричных роторов. Это, естественно, приводит к несоосности опор и перекосу оси ротора в вертикальной плоскости. Одним из негативных последствий этого дефекта может быть возникновение сил, вызывающих осевое смещение ротора при вращении.
Рисунок 3.24. Расчетная схема для определения жесткости шпинделя и его радиального биения (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], рис (3.4)
где:
Преобразуя формулу 3.4, получаем требуемое расчетное значение жесткости шпиндельного узла jшп можно определить: jшп = P / Y, кг/см (3.5)
Учитывая рекомендации работы [1] для балансировочных станков среднего размера, это значение не должно быть ниже 50 кг/мкм.
Ранее отмечалось, что основное влияние на радиальную жесткость шпиндельного узла оказывает диаметр его вала, с увеличением которого моменты инерции J1 и J2 квадратично возрастают, а соответственно (см. уравнение 3.4) уменьшается величина упругого смещения Y шпинделя под нагрузкой.
Как видно из уравнения 3.4, жесткость шпинделя также зависит от расстояния между опорами c и длина его консоли gоптимизация которых при проектировании также значительно повышает качество шпиндельного узла.
Следует отметить, что при проектировании шпинделей необходимо также уделять внимание обеспечению их осевой жесткости, которая в первую очередь зависит от осевой жесткости подшипников шпинделя и жесткости его корпуса.
Собственная частота колебаний шпинделя, которая не должна быть ниже 500 - 600 Гц, напрямую зависит от жесткости шпиндельных узлов. Этот параметр может быть экспериментально определен на приборах серии "Балансет" с помощью метода ударного возбуждения, рассмотренного ранее в разделе 3.1.3.1.
Учитывая, что определение параметров шпиндельных узлов представляет значительную сложность для многих разработчиков, им рекомендуется использовать графический метод расчета, представленный в работах [1] и [2], основанный на использовании номограмм, который значительно упрощает решение этой задачи и сокращает время ее выполнения.
3.2.1.3.4. Обеспечение требований к точности при вращении шпинделя
Точность вращения, наряду с рассмотренной выше жесткостью, является важнейшей характеристикой шпиндельного узла балансировочного станка, которая может существенно повлиять на качество балансировки. Практика показывает, что точность вращения шпинделя напрямую зависит от нескольких факторов, в том числе:
Во-первых, производителям необходимо обратить внимание на точность используемых подшипников, поскольку их влияние на точность вращения (радиальное биение) двухподшипникового шпинделя (см. расчетную схему в Рисунок 3.24) может быть приблизительно оценена путем проверочного расчета по формуле 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
где:
3.2.1.3.5. Обеспечение требований к балансировке шпинделя
Шпиндельные узлы балансировочных станков должны быть хорошо отбалансированы, так как любой фактический дисбаланс будет передаваться на балансируемый ротор в виде дополнительной погрешности. При установлении технологических допусков на остаточный дисбаланс шпинделя обычно рекомендуется, чтобы класс точности его балансировки был как минимум на 1 - 2 класса выше, чем у балансируемого на станке изделия.
Учитывая конструктивные особенности шпинделей, о которых говорилось выше, их балансировка должна осуществляться в двух плоскостях.
3.2.1.3.6. Обеспечение требований к грузоподъемности и долговечности подшипников шпинделя
При проектировании шпинделей и выборе размеров подшипников рекомендуется предварительно оценить долговечность и грузоподъемность подшипников. Методика выполнения этих расчетов подробно изложена в стандарте ISO 18855-94 (ISO 281-89) "Подшипники качения - Номинальные динамические нагрузки и номинальный срок службы" [3], а также в многочисленных (в том числе цифровых) справочниках по подшипникам качения.
3.2.1.3.7. Обеспечение требований к допустимому нагреву подшипников шпинделя
Согласно рекомендациям из работы [1], максимально допустимый нагрев наружных колец шпиндельных подшипников не должен превышать 70°C. Однако для обеспечения качественной балансировки рекомендуемый нагрев наружных колец не должен превышать 40 - 45°C.
3.2.1.3.8. Выбор типа ременной передачи и конструкции приводного шкива для шпинделя
При проектировании приводного шпинделя балансировочного станка рекомендуется обеспечить его вращение с помощью плоского ременного привода. Пример правильного использования такого привода для работы шпинделя приведен в Рисунки 3.20 и 3.23. Использование клиновых или зубчатых ремней нежелательно, так как они могут создавать дополнительные динамические нагрузки на шпиндель из-за геометрических неточностей ремней и шкивов, что, в свою очередь, может привести к дополнительным погрешностям измерений при балансировке. Рекомендуемые требования к шкивам для плоских приводных ремней изложены в ISO 17383- 73 "Шкивы для плоских приводных ремней" [4].
Приводной шкив должен располагаться на заднем конце шпинделя, как можно ближе к подшипниковому узлу (с минимально возможным выступом). Конструктивное решение по размещению шкива с выступом было принято при изготовлении шпинделя, показанного на рисунке Рисунок 3.19можно считать неудачным, так как он значительно увеличивает момент динамической нагрузки привода, действующей на опоры шпинделя.
Еще один существенный недостаток этой конструкции - использование клиноременной передачи, неточности изготовления и монтажа которой также могут стать источником нежелательной дополнительной нагрузки на шпиндель.
3.3. Кровать (каркас)
Станина - это основная несущая конструкция балансировочного станка, на которой базируются его основные элементы, включая опорные стойки и приводной двигатель. При выборе или изготовлении станины балансировочного станка необходимо, чтобы она отвечала нескольким требованиям, включая необходимую жесткость, геометрическую точность, виброустойчивость и износостойкость ее направляющих.
Как показывает практика, при изготовлении станков для собственных нужд чаще всего используются следующие варианты станин:
Рисунок 3.25 показана станина деревообрабатывающего станка, которая была успешно использована при изготовлении станка, предназначенного для балансировки карданных валов.

Рисунок 3.25. Пример использования станины деревообрабатывающего станка для изготовления станка для балансировки карданных валов.
Рисунки 3.26 и 3.27 показаны примеры использования станин токарных станков, на базе которых были изготовлены специализированный станок Hard Bearing для балансировки шнеков и универсальный станок Soft Bearing для балансировки цилиндрических роторов. Для производителей DIY такие решения позволяют с минимальными затратами времени и средств создать жесткую опорную систему для балансировочного станка, на которую могут быть установлены опорные стойки различных типов (как Hard Bearing, так и Soft Bearing). Основная задача производителя в этом случае - обеспечить (и при необходимости восстановить) геометрическую точность направляющих станка, на которые будут опираться опорные стойки. В условиях DIY-производства для восстановления требуемой геометрической точности направляющих обычно используется тонкое шабрение.

Рисунок 3.26. Пример использования бывшей в употреблении токарной станины для изготовления станка с жестким подшипником для балансировки шнеков.

Рисунок 3.27. Пример использования бывшей в употреблении токарной станины для изготовления станка с мягким подшипником для балансировки валов.
Рисунок 3.28 показан вариант собранной кровати из двух швеллеров. При изготовлении данной станины используются разъемные болтовые соединения, позволяющие минимизировать или полностью исключить деформацию станины при сборке без дополнительных технологических операций. Для обеспечения надлежащей геометрической точности направляющих указанной станины может потребоваться механическая обработка (шлифовка, тонкое фрезерование) верхних фланцев используемых швеллеров.

Рисунок 3.28. Пример изготовления собранной кровати из каналов
Рисунки 3.29 и 3.30 представлены варианты сварных кроватей, также изготовленных из двух швеллеров. Технология изготовления таких станин может потребовать ряда дополнительных операций, например, термообработки для снятия внутренних напряжений, возникающих при сварке. Как и в случае со сборными станинами, для обеспечения надлежащей геометрической точности направляющих сварных станин следует предусмотреть механическую обработку (шлифовку, тонкое фрезерование) верхних фланцев используемых швеллеров.

Рисунок 3.29. Пример изготовления сварной кровати из швеллеров
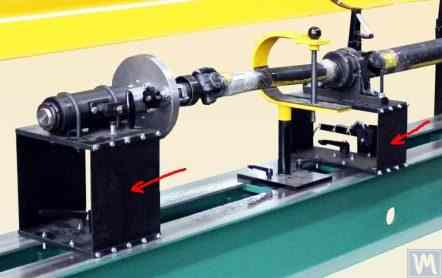
Рисунок 3.30. Пример изготовления сварной кровати из швеллеров
В последнее время широкое распространение получили кровати из полимербетона с вибродемпфирующими покрытиями. Технология изготовления таких кроватей хорошо описана в интернете и может быть легко реализована производителями "сделай сам". Благодаря относительной простоте и дешевизне производства эти кровати имеют ряд ключевых преимуществ перед металлическими аналогами:
Как правило, при изготовлении таких станин их верхняя часть усиливается стальными вставками, служащими направляющими, на которые опираются стойки балансировочного станка. В качестве примера на рисунке 3.31 приведена фотография станка для балансировки карданных валов производства ООО "Технобаланс", станина которого изготовлена из полимербетона.

Рисунок 3.31. Пример станины балансировочного станка из полимербетона
3.4. Приводы для балансировочных станков
Как показывает анализ конструктивных решений, используемых нашими клиентами при производстве балансировочных станков, при проектировании приводов они в основном ориентируются на использование двигателей переменного тока, оснащенных частотно-регулируемыми приводами. Такой подход позволяет получить широкий диапазон регулируемых скоростей вращения балансировочных роторов при минимальных затратах. Мощность главных приводных двигателей, используемых для вращения балансировочных роторов, обычно выбирается в зависимости от массы этих роторов и может составлять приблизительно:
Эти двигатели должны быть жестко закреплены на станине машины или ее фундаменте. Перед установкой на станок (или на месте монтажа) двигатель главного привода вместе со шкивом, установленным на его выходном валу, необходимо тщательно отбалансировать. Для снижения электромагнитных помех, создаваемых частотно-регулируемым приводом, рекомендуется установить сетевые фильтры на его входе и выходе. Это могут быть стандартные готовые изделия, поставляемые производителями приводов, или самодельные фильтры, изготовленные на основе ферритовых колец.