Methoden zur Schwingungsanalyse und -reduzierung für Industrieanlagen







Umfassender Leitfaden zum Verständnis und zur Reduzierung von Vibrationen in Industrieanlagen
Grundlegende Kenntnisse zur Gewährleistung der Zuverlässigkeit, Effizienz und Sicherheit industrieller Abläufe
1.1 Einleitung: Warum Gerätevibrationen nicht ignoriert werden können
In der industriellen Produktion sind Vibrationen ein unvermeidlicher Begleiter von Betriebsgeräten. Es gibt jedoch eine kritische Grenze zwischen normalen Betriebsvibrationen und problematischen Vibrationen, die es zu verstehen und zu kontrollieren gilt. Maschinen- und Mechanismusvibrationen stellen ein komplexes physikalisches Phänomen dar, das sowohl als Indikator für den Normalbetrieb als auch als Vorbote schwerwiegender technischer Probleme dienen kann.
Entscheidende Bedeutung der Schwingungsüberwachung
Erfahrungen aus der Praxis zeigen, dass die überwiegende Mehrheit der Ausfälle rotierender Maschinen lange vor dem tatsächlichen Defekt von Veränderungen der Schwingungscharakteristik begleitet wird. Das bedeutet, dass eine ordnungsgemäße Schwingungsüberwachung einen großen Teil ungeplanter Produktionsstillstände verhindern kann.
Vibrationen sind oft das erste hörbare oder spürbare Anzeichen dafür, dass etwas mit einem Gerät nicht stimmt. Das menschliche Ohr ist in der Lage, Veränderungen der akustischen Eigenschaften laufender Maschinen wahrzunehmen. Dies diente erfahrenen Mechanikern und Bedienern früher als primäre Diagnosemethode. Moderne Anforderungen an diagnostische Genauigkeit und Zuverlässigkeit übersteigen jedoch die Fähigkeiten der menschlichen Sinne bei weitem.
Während ein gewisses Maß an Vibrationen dem Betrieb vieler Geräte innewohnt und eine natürliche Folge dynamischer Prozesse in Mechanismen ist, sind übermäßige Vibrationen ein klares Symptom für zugrunde liegende Probleme, die schwerwiegende Folgen haben können. Es ist wichtig zu verstehen, dass die Grenze zwischen normalen und problematischen Vibrationen kein absoluter Wert ist, sondern von vielen Faktoren abhängt, darunter Gerätetyp, Betriebsbedingungen, Maschinenalter und Genauigkeitsanforderungen für die durchgeführten Vorgänge.
Prinzip des präventiven Ausgleichs
In der Fachliteratur heißt es treffend: „Auswuchten ist Vorbeugen.“ Dieses Prinzip unterstreicht die grundlegende Wahrheit der industriellen Instandhaltung: Probleme zu vermeiden ist immer effektiver und wirtschaftlicher als sie nachträglich zu beseitigen.
Ist ein Bauteil nicht richtig ausgewuchtet, entstehen zwangsläufig Kräfte, die Vibrationen, Lärm und beschleunigten Bauteilverschleiß verursachen. Dieser Prozess verläuft exponentiell: Schon eine kleine anfängliche Unwucht führt mit der Zeit zu einem vergrößerten Lagerspiel, was wiederum die Vibrationen verstärkt und den weiteren Verschleiß beschleunigt. Dadurch entsteht ein Teufelskreis der Geräteverschlechterung.
Die obigen Zahlen sind Richtwerte aus veröffentlichter Praxiserfahrung der Industrie; die tatsächlichen Ergebnisse variieren je nach Werk, Anlagentyp und Betriebsbedingungen.
Das Verständnis und der Umgang mit Schwingungen sind daher eine grundlegende Voraussetzung für die Zuverlässigkeit, Effizienz und Sicherheit industrieller Abläufe. Moderne Produktionsprozesse zeichnen sich durch einen hohen Automatisierungsgrad und eine hohe Integration aus. Das bedeutet, dass der Ausfall eines einzigen Elements die gesamte technologische Kette lahmlegen kann. Unter solchen Bedingungen können die Folgen einer Nichtbeachtung von Schwingungsproblemen verheerend sein.
Es ist notwendig, zwischen normalen Betriebsschwingungen und problematischen und symptomatischen Schwingungen zu unterscheiden. Normale Schwingungen zeichnen sich durch zeitlich stabile Parameter, vorhersehbare Frequenzcharakteristika im Verhältnis zu den Betriebsfrequenzen der Geräte und Amplituden aus, die die festgelegten Standards nicht überschreiten. Problematische Schwingungen hingegen äußern sich durch Parameterinstabilität, das Auftreten neuer Frequenzkomponenten, starke Amplitudenanstiege oder Änderungen der Phasenbeziehungen.
Die Verknüpfung problematischer Schwingungen mit negativen Folgen wie Verschleiß, Ausfällen und Kosten schafft für technisches Personal ein Gefühl von Dringlichkeit und Relevanz. Die Industrieerfahrung zeigt, dass ungeplante Produktionsstillstände typischerweise ein Vielfaches geplanter Wartung kosten. Außerdem kann ein Großteil solcher Stillstände durch rechtzeitige Schwingungsdiagnose verhindert werden.
Moderne Technologien ermöglichen nicht nur die frühzeitige Erkennung von Problemen, sondern auch die Vorhersage der Fehlerentwicklung, die Planung optimaler Interventionszeitpunkte und die Minimierung der Auswirkungen auf den Produktionsprozess. Dies ist besonders wichtig unter Bedingungen harten Wettbewerbs, wo jede Stunde Ausfallzeit einen Verlust der Marktposition bedeuten kann.
Wirtschaftliche Begründung für die Schwingungsüberwachung
Untersuchungen zeigen, dass jeder in ein Schwingungsüberwachungssystem investierte Dollar Einsparungen von 5 bis 20 Dollar bringt, da Notfallsituationen vermieden, die Reparaturplanung optimiert und die Wartungsintervalle verlängert werden.
Auch der menschliche Faktor muss in Sicherheitsfragen berücksichtigt werden. Übermäßige Vibrationen können für Bediener unangenehm sein, ihre Produktivität und Aufmerksamkeit beeinträchtigen und so das Unfallrisiko erhöhen. Darüber hinaus kann eine längere Vibrationsbelastung Berufskrankheiten begünstigen und zusätzliche rechtliche und finanzielle Risiken für das Unternehmen mit sich bringen.
Im Kontext moderner Anforderungen an die Umweltverantwortung von Unternehmen spielt auch die Schwingungskontrolle eine wichtige Rolle bei der Reduzierung der Umweltbelastung. Optimal funktionierende Anlagen verbrauchen weniger Energie, erzeugen weniger Lärm und Emissionen, was den Grundsätzen einer nachhaltigen Entwicklung entspricht und ein wichtiger Faktor bei der Erlangung von Umweltzertifikaten und -genehmigungen sein kann.
1.2 Die Wissenschaft der mechanischen Schwingung: Schlüsselkonzepte
Mechanische Schwingungen sind ein komplexes physikalisches Phänomen, das als Schwingung eines mechanischen Körpers oder Systems um eine Gleichgewichtslage definiert werden kann. Diese scheinbar einfache Definition birgt jedoch viele Nuancen und Komplexitäten, deren Verständnis für eine effektive Diagnose und ein effektives Schwingungsmanagement in Industrieanlagen von entscheidender Bedeutung ist.
wobei: x(t) - Verschiebung in der Zeit, A - Amplitude, ω - Winkelfrequenz, φ - Phase
Zur Beschreibung und quantitativen Bewertung von Schwingungen werden verschiedene grundlegende Parameter herangezogen, die jeweils wichtige diagnostische Informationen liefern. Das Verständnis dieser Parameter und ihrer Zusammenhänge bildet die Grundlage für eine kompetente Analyse des Anlagenzustands.
Schwingungsamplitude: Indikator für die Schwere des Problems
Die Amplitude gibt das Ausmaß der Schwingung an, d. h., wie stark sich ein Bauteil relativ zu seiner Gleichgewichtslage bewegt. Dieser Parameter kann in verschiedenen Einheiten gemessen werden, die sich jeweils für bestimmte Arten von Analyse und Diagnose eignen.
Die Verschiebung (üblicherweise in Millimetern oder Mikrometern gemessen) zeigt die maximale Abweichung von der Gleichgewichtslage. Dieser Parameter ist besonders wichtig bei niederfrequenten Schwingungen und bei der Analyse von Fundamentschwingungen. Große Verschiebungswerte können auf Probleme mit der Systemsteifigkeit oder Resonanzphänomene hinweisen.
Die Schwinggeschwindigkeit (gemessen in mm/s oder Zoll/s) ist der universellste Parameter zur Diagnose der meisten mechanischen Probleme im Frequenzbereich von 10 Hz bis 1000 Hz. Internationale Normen wie ISO 20816 basieren genau auf Messungen der Schwinggeschwindigkeit. Dieser Parameter korreliert gut mit der Schwingungsenergie und somit mit potenziellen Geräteschäden.
| Parameter | Einheiten | Anwendung | Frequenzbereich |
|---|---|---|---|
| Verschiebung | mm, μm | Niederfrequente Schwingungen, Unwucht | 2–200 Hz |
| Geschwindigkeit | mm/s | Allgemeine Diagnostik, ISO-Normen | 10–1000 Hz |
| Beschleunigung | m/s², g | Hochfrequenzdefekte, Lager | 1000–20000+ Hz |
Die Schwingbeschleunigung (gemessen in m/s² oder in g, wobei g = 9,81 m/s²) ist am empfindlichsten gegenüber hochfrequenten Schwingungskomponenten und wird zur Diagnose von Lagerdefekten, Getrieben und anderen hochfrequenten Schwingungsquellen verwendet. Die Beschleunigung ist proportional zur auf die Struktur wirkenden Kraft und daher wichtig für die Beurteilung struktureller Belastungen.
Eine große Amplitude deutet in der Regel auf ein schwerwiegenderes Problem hin. Es ist jedoch wichtig zu verstehen, dass absolute Amplitudenwerte im Kontext von Gerätetyp, Betriebsbedingungen und Messsystemeigenschaften interpretiert werden müssen. Beispielsweise kann eine Schwingungsamplitude von 5 mm/s für einen großen, langsam laufenden Motor normal, für die Spindel einer CNC-Maschine jedoch kritisch sein.
Schwingungsfrequenz: Schlüssel zur Quellenidentifizierung
Die Frequenz bezieht sich auf die Rate, mit der Vibrationen auftreten, und wird üblicherweise in Hertz (Hz) angegeben, was der Anzahl der Zyklen pro Sekunde entspricht, oder in Zyklen pro Minute (CPM), was besonders bei der Analyse rotierender Geräte praktisch ist, da sie in direktem Zusammenhang mit den Umdrehungen pro Minute (RPM) steht.
10 Hz – 10 kHz
Die Frequenzanalyse ist eines der leistungsstärksten Diagnosewerkzeuge, da sich verschiedene Arten von Defekten bei charakteristischen Frequenzen manifestieren. Beispielsweise manifestiert sich eine Rotorunwucht bei der Rotationsfrequenz (1x U/min), eine Wellenfehlstellung erzeugt Vibrationen bei der doppelten Rotationsfrequenz (2x U/min) und Lagerdefekte erzeugen Vibrationen bei spezifischen Frequenzen, abhängig von der Lagergeometrie und der Rotationsgeschwindigkeit.
Die mathematische Beziehung zwischen Umdrehungen pro Minute und Frequenz in Hertz lässt sich durch eine einfache Formel ausdrücken: f(Hz) = U/min/60. Diese Beziehung ermöglicht die einfache Umrechnung der Drehzahl in die Grundschwingungsfrequenz und die Analyse mehrerer Frequenzen (Harmonische), die oft wichtige Diagnoseinformationen enthalten.
Harmonische Analyse in der Diagnostik
Das Auftreten signifikanter Harmonischer (2-, 3- oder 4-fache der Rotationsfrequenz) weist häufig auf nichtlineare Prozesse in Geräten hin, wie z. B. Spiel, Stöße oder aerodynamische Pulsationen. Die Analyse der harmonischen Zusammensetzung ermöglicht die Diagnose von Problemen, die bei der Analyse der Grundfrequenz möglicherweise nicht offensichtlich sind.
Vibrationsphase: Räumliche Informationen zur Bewegung
Die Phase beschreibt die Schwingbewegung eines Maschinenteils relativ zu einem anderen oder zu einem festen Bezugspunkt. Dieser Parameter ist besonders wichtig bei der Diagnose bestimmter Arten von Unwucht, Fehlausrichtung und anderen Defekten, die sich in charakteristischen Phasenbeziehungen zwischen verschiedenen Messpunkten manifestieren.
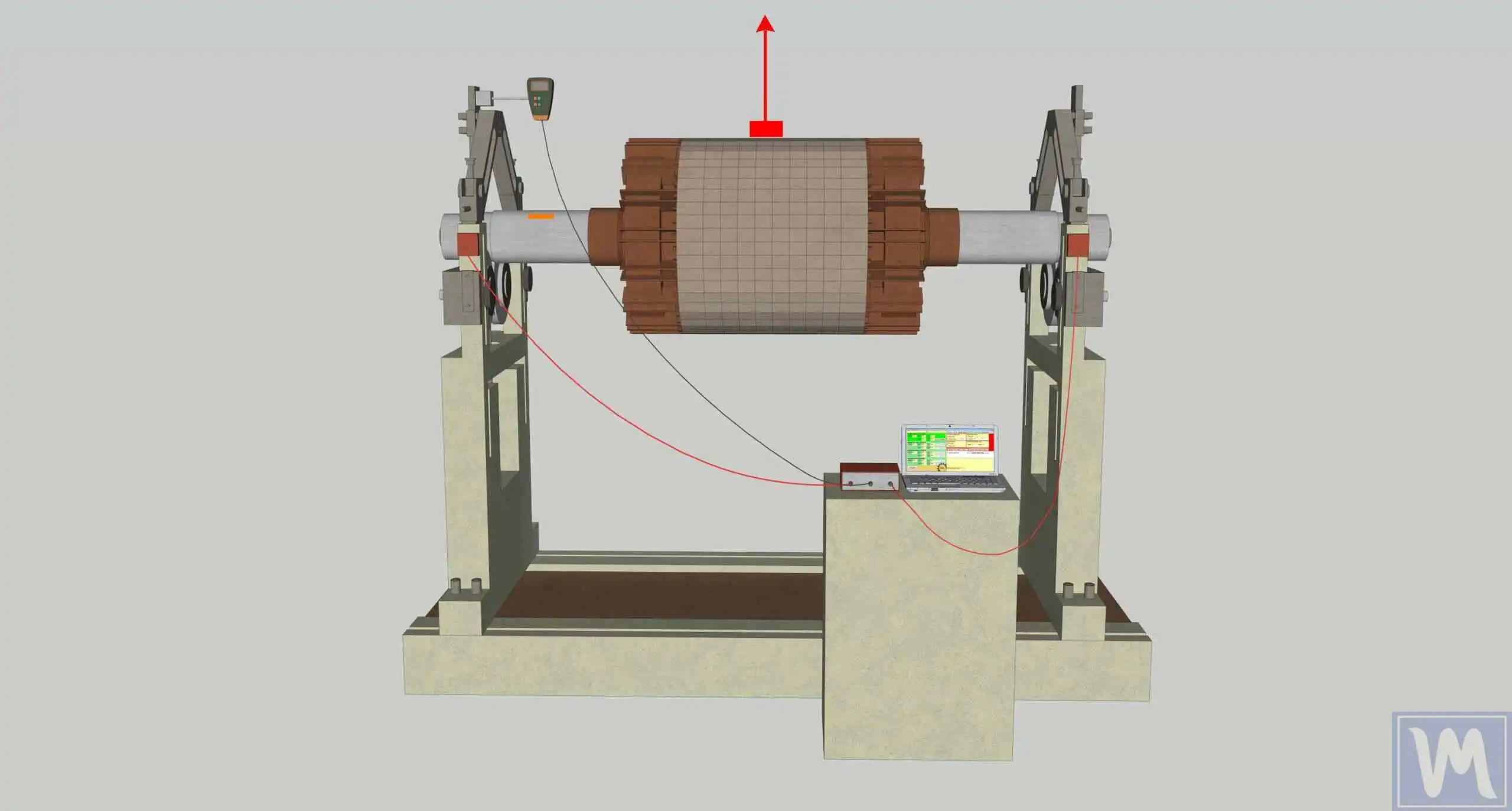
Die Phasenanalyse erfordert die gleichzeitige Schwingungsmessung an mehreren Punkten mithilfe eines Referenzsignals, üblicherweise eines Drehzahlmessers oder Stroboskops. Phasenunterschiede zwischen verschiedenen Messpunkten können Aufschluss über Art und Ort des Problems geben. So ist beispielsweise eine Unwucht üblicherweise durch phasengleiche Bewegung der Lagerstützen gekennzeichnet, während sich eine Fehlausrichtung durch phasenverschobene Bewegung manifestiert.
Gleichphasige Bewegung
Charakteristisch für eine Massenunwucht, wenn sich alle Punkte gleichzeitig in die gleiche Richtung bewegen
Phasenverschobene Bewegung
Typisch für Wellenfehlstellungen, wenn sich Punkte in entgegengesetzte Richtungen bewegen
Quadraturbewegung
Kann auf eine elliptische Rotorbewegung oder eine Kombination von Defekten hinweisen
Bedeutung der Frequenzcharakteristik in der Diagnostik
Es ist wichtig zu beachten, dass sich verschiedene mechanische Probleme durch unterschiedliche Schwingungseigenschaften, insbesondere bei bestimmten Frequenzen, äußern. Dieses Muster bildet die Grundlage für die Entwicklung von Experten-Diagnosesystemen und automatischen Fehlererkennungsalgorithmen.
Subharmonische Frequenzen unterhalb der Grundfrequenz, z. B. 0,5X oder 0,33X, können auf Rotationsinstabilität, Probleme mit Wälzlagern oder Ölkeilprobleme in Gleitlagern hinweisen. Das Auftreten von Subharmonischen ist oft ein Anzeichen für die Entwicklung schwerwiegender Probleme.
Das Verständnis dieser grundlegenden Konzepte ist notwendig, insbesondere für Leser, die keine Schwingungsspezialisten sind, aber das Wesen des Problems verstehen müssen, um fundierte Entscheidungen über Wartung und Reparatur treffen zu können. Dieses Wissen bildet die Grundlage für die anschließende Diskussion komplexerer Analysemethoden wie Spektralanalyse, Hüllkurvenanalyse und Cepstralanalyse.
Phase 1: Messung grundlegender Parameter
Bestimmung von Amplitude, Frequenz und Phase der Schwingungen an wichtigen Messpunkten der Anlage
Stufe 2: Spektralanalyse
Zerlegung komplexer Signale in Frequenzkomponenten zur Aufdeckung charakteristischer Defektsignaturen
Phase 3: Trendanalyse
Verfolgung von Parameteränderungen im Zeitverlauf zur Vorhersage der Fehlerentwicklung
Stufe 4: Integrierte Diagnostik
Umfassende Analyse aller verfügbaren Daten zur genauen Bestimmung von Problemtyp und Schweregrad
Moderne Schwingungsanalysesysteme können riesige Datenmengen in Echtzeit verarbeiten und selbst schwache Anzeichen von sich entwickelnden Defekten erkennen. Maschinelles Lernen und künstliche Intelligenz werden zunehmend zur automatischen Mustererkennung in Schwingungssignalen eingesetzt, was die Genauigkeit und Geschwindigkeit der Diagnose deutlich verbessert.
1.3 Häufige Ursachen: Identifizierung der Grundursachen übermäßiger Vibrationen
Übermäßige Vibrationen in Industrieanlagen sind selten ein isoliertes Problem. In der Regel sind sie das Symptom eines oder mehrerer Defekte, die unabhängig voneinander oder in Wechselwirkung zueinander auftreten können. Das Verständnis dieser Ursachen ist für eine effektive Diagnose und die Vermeidung schwerwiegender Anlagenausfälle von entscheidender Bedeutung.
Unwucht: Die häufigste Ursache für Vibrationen
Unwucht entsteht durch eine ungleichmäßige Massenverteilung in rotierenden Bauteilen. Dadurch entsteht ein „schwerer Punkt“, der Zentrifugalkräfte und in der Folge Vibrationen verursacht. Dies ist eine der häufigsten Ursachen für Vibrationen in Motoren, Rotoren, Lüftern, Pumpen und anderen rotierenden Geräten.
Statische Unwucht
Der Schwerpunkt fällt nicht mit der Rotationsachse zusammen. Er manifestiert sich in einer Ebene und verursacht radiale Vibrationen bei Rotationsfrequenz.
Dynamische Unwucht
Die Trägheitsachse fällt nicht mit der Rotationsachse zusammen. Dies erfordert eine Korrektur in zwei Ebenen und erzeugt Momente, die ein Taumeln des Rotors verursachen.
Mathematisch wird die durch Unwucht verursachte Zentrifugalkraft durch die folgende Formel ausgedrückt:
wobei: m - Unwuchtmasse, r - Unwuchtradius, ω - Winkelgeschwindigkeit
Aus dieser Formel geht hervor, dass die Unwuchtkraft proportional zum Quadrat der Drehzahl ist. Dies erklärt, warum Unwuchtprobleme bei hohen Drehzahlen besonders kritisch werden. Eine Verdoppelung der Drehzahl führt zu einer Vervierfachung der Unwuchtkraft.
Die Ursachen für Unwucht sind vielfältig und umfassen Herstellungsfehler, ungleichmäßigen Verschleiß, Ansammlung von Verunreinigungen, Verlust von Ausgleichsgewichten, Verformungen durch Temperatureinflüsse und Korrosion. Im Betrieb kann sich die Unwucht allmählich verstärken, sodass eine regelmäßige Neuauswuchtung der Anlage erforderlich ist.
Progressiver Charakter der Unwucht
Unwucht neigt dazu, sich selbst zu verstärken: Eine anfängliche Unwucht führt zu einer erhöhten Belastung der Lager, was zu schnellerem Verschleiß und größeren Abständen führt, was wiederum die Unwucht verschlimmert und einen Teufelskreis der Abnutzung schafft.
Fehlausrichtung: Versteckte Bedrohung für die Zuverlässigkeit
Eine Fehlausrichtung entsteht, wenn die Achsen verbundener Maschinen (z. B. Motor und Pumpe) falsch ausgerichtet sind. Es gibt zwei Hauptarten von Fehlausrichtungen: parallel (Achsenversatz) und winklig (Achsenschnittpunkt in einem Winkel). In der Praxis kommt am häufigsten eine kombinierte Fehlausrichtung vor, die beide Arten umfasst.
Fehlausrichtungen führen zu zyklischen Belastungen an Kupplungen, Lagern und Wellen, die sich in Vibrationen äußern, vorwiegend bei der doppelten Drehfrequenz (2X). Abhängig von Art und Grad der Fehlausrichtung sowie den Kupplungseigenschaften können jedoch auch andere Oberschwingungen auftreten.
| Fehlausrichtungstyp | Hauptfrequenzen | Schwingungsrichtung | Charakteristische Zeichen |
|---|---|---|---|
| Parallel | 2X U/min | Radial | Hohe Vibration in radialer Richtung |
| Winkel | 1X, 2X U/min | Axial | Signifikante axiale Vibration |
| Kombiniert | 1X, 2X, 3X U/min | Radial + axial | Komplexes Spektrum mit mehreren Harmonischen |
Die zulässigen Fehlausrichtungsgrenzen hängen von der Drehzahl und dem Gerätetyp ab. Bei Präzisions-Hochgeschwindigkeitsgeräten können die zulässigen Abweichungen nur wenige Hundertstel Millimeter betragen, während bei langsam laufenden Maschinen die Toleranzen großzügiger ausfallen können. In jedem Fall ist eine präzise Ausrichtung jedoch für einen zuverlässigen Betrieb und eine lange Lebensdauer der Geräte von entscheidender Bedeutung.
Mechanische Lockerheit: Quelle der Instabilität
Mechanische Lockerheit bedeutet übermäßiges Spiel zwischen den Komponenten und kann sich in verschiedenen Formen äußern: lose Fundament- oder Befestigungsschrauben, verschlissene Lager mit zu viel Innenspiel, schlechter Sitz der Teile auf der Welle, Verschleiß der Passfederverbindungen, Verformung von Gehäuseteilen.
Lose Teile können andere Schwingungsquellen verstärken und wirken wie ein Verstärker für Unwucht- oder Fehlausrichtungskräfte. Darüber hinaus können lose Teile nichtlineare Effekte wie Stöße und Schläge hervorrufen, die Breitbandschwingungen und hochfrequente Komponenten erzeugen.
Diagnostische Anzeichen von Lockerheit
Lockerheit äußert sich häufig in instabilen Schwingungswerten, dem Auftreten von Subharmonischen und einem komplexen Spektrum mit mehreren Spitzen. Ein charakteristisches Merkmal ist auch die Abhängigkeit des Schwingungspegels von der Gerätebelastung.
Lagerdefekte: Hochfrequente Problemindikatoren
Verschleiß, Lochfraß oder Schäden an Laufbahnen oder Wälzkörpern von Lagern sind eine Hauptursache für hochfrequente Schwingungen. Lager erzeugen charakteristische Frequenzen, die von ihrer Geometrie und Kinematik abhängen:
BPFI = (n/2) × (1 + d/D × cos α) × U/min/60
BSF = (D/2d) × (1 – (d/D × cos α)²) × U/min/60
FTF = (1/2) × (1 – d/D × cos α) × U/min/60
Dabei gilt: n - Anzahl der Wälzkörper, d - Wälzkörperdurchmesser, D - Teilkreisdurchmesser, α - Kontaktwinkel
Mit diesen Formeln lassen sich charakteristische Lagerdefektfrequenzen berechnen: BPFO (Überrollfrequenz Außenring), BPFI (Überrollfrequenz Innenring), BSF (Wälzkörperdrehfrequenz) und FTF (Käfigfrequenz).
Resonanz: Verstärker aller Probleme
Resonanz tritt auf, wenn die Anregungsfrequenz (z. B. die Drehzahl oder deren Vielfache) mit der Eigenfrequenz der Maschine oder ihrer Struktur übereinstimmt. Dies führt zu einer starken Schwingungsverstärkung, die verheerende Folgen haben kann.
Resonanzphänomen

Resonanz verstärkt die Schwingung, wenn die Anregungsfrequenz mit der Eigenfrequenz übereinstimmt
Resonanzphänomene sind besonders gefährlich beim An- und Abfahren von Geräten, wenn die Drehzahl kritische Werte durchläuft. Moderne Steuerungssysteme verfügen häufig über Algorithmen für das schnelle Durchlaufen von Resonanzzonen, um die Dauer der verstärkten Schwingungsbelastung zu minimieren.
Weitere Ursachen für Vibrationen
Neben den Hauptursachen gibt es viele weitere Faktoren, die übermäßige Vibrationen verursachen können:
Gebogene Wellen erzeugen Schwingungen bei der Rotationsfrequenz und ihren Harmonischen, wobei der Schwingungscharakter vom Grad und der Art der Biegung abhängt. Thermische Biegungen können durch ungleichmäßige Erwärmung oder Abkühlung der Wellen entstehen.
Probleme mit Zahnradgetrieben Zu den möglichen Ursachen zählen Zahnverschleiß, abgebrochene oder abgesplitterte Zähne, Fertigungsungenauigkeiten und falsche Abstände. Zahnradgetriebe erzeugen Vibrationen bei der Eingriffsfrequenz (Anzahl der Zähne × U/min) und deren Harmonischen.
Elektrische Probleme in Motoren Zu den möglichen Ursachen gehören ungleichmäßige Luftspalte, gebrochene Rotorstäbe, Kommutierungsprobleme bei Gleichstrommotoren und Phasenunsymmetrie bei Drehstrommotoren. Diese Probleme treten häufig bei Frequenzen auf, die mit der Netzfrequenz in Zusammenhang stehen.
Umfassender Ansatz zur Diagnostik
Es ist wichtig zu verstehen, dass unter realen Betriebsbedingungen oft mehrere Schwingungsquellen gleichzeitig vorhanden sind. Eine effektive Diagnose erfordert eine umfassende Analyse aller möglichen Ursachen und ihrer Wechselwirkungen.
Moderne Diagnosesysteme nutzen Defektsignaturdatenbanken und Expertensysteme zur automatischen Erkennung verschiedener Problemkombinationen. Dadurch lässt sich nicht nur das Vorhandensein eines Defekts feststellen, sondern auch dessen Schweregrad, Entwicklungsgeschwindigkeit und Beseitigungspriorität beurteilen.
1.4 Der Dominoeffekt: Auswirkungen unkontrollierter Vibrationen auf Effizienz, Lebensdauer und Sicherheit
Das Ignorieren übermäßiger Vibrationen löst einen kaskadierenden Degradationsprozess aus, der mit dem Dominoeffekt vergleichbar ist – eine fallende Fliese zieht unweigerlich den Fall aller anderen nach sich. Im Kontext von Industrieanlagen bedeutet dies, dass ein kleines anfängliches Problem, das unbeachtet bleibt, katastrophale Folgen für das gesamte Produktionssystem haben kann.
Beschleunigter Bauteilverschleiß: Erstes Glied in der Zerstörungskette
Beschleunigter Komponentenverschleiß ist eine der unmittelbarsten und offensichtlichsten Folgen übermäßiger Vibrationen. Dieser Prozess betrifft praktisch alle Maschinenelemente, am anfälligsten sind jedoch Lager, Dichtungen, Wellen, Kupplungen und sogar Maschinenfundamente.
Lager reagieren besonders empfindlich auf Vibrationen, da diese zusätzliche dynamische Belastungen erzeugen, die den Ermüdungsbruch von Metall beschleunigen. Untersuchungen zeigen, dass eine Erhöhung des Vibrationspegels um nur 20 % die Lagerlebensdauer um 40–50 % reduzieren kann. Dies liegt daran, dass die Ermüdungsbeständigkeit von Lagern gemäß der Lundberg-Palmgren-Gleichung umgekehrt proportional zur dritten Potenz der aufgebrachten Last ist.
Die obigen Zahlen sind Richtwerte aus veröffentlichter Praxiserfahrung der Industrie; die tatsächlichen Ergebnisse variieren je nach Werk, Anlagentyp und Betriebsbedingungen.
Auch Dichtungen leiden unter Schwingungen, weil diese die Stabilität des Kontakts zwischen den Dichtflächen stören. Das führt zu Schmierstoffleckagen, zum Eindringen von Verunreinigungen und zu einer weiteren Verschlechterung der Betriebsbedingungen der Lager. Praxiserfahrungen zeigen, dass sich die Lebensdauer von Dichtungen bei starken Schwingungen um ein Mehrfaches verringern kann.
Wellen sind zyklischen Belastungen durch Vibrationen ausgesetzt, die insbesondere in Spannungskonzentrationszonen wie Lagersitzbereichen, Passfedernuten oder Durchmesserübergängen zu Ermüdungsrissen führen können. Die Entstehung von Ermüdungsrissen in Wellen ist besonders gefährlich, da sie zu einem plötzlichen, katastrophalen Ausfall führen kann.
Fortschreitender Verschleiß
Der Verschleiß von Bauteilen durch Vibrationen verläuft progressiv: Mit zunehmendem Lagerspiel nimmt die Schwingungsamplitude zu, was den Verschleiß weiter beschleunigt. Dieser Prozess kann sich exponentiell entwickeln, insbesondere nach Überschreiten eines bestimmten Schwellenwerts.
Verlust der Betriebseffizienz: Versteckte Energieverluste
Vibrationen führen zwangsläufig zu einem Verlust der Betriebseffizienz, da Energie in Form mechanischer Schwingungen verloren geht, anstatt nutzbare Arbeit zu verrichten. Dies führt zu einem erhöhten Energieverbrauch, der je nach Schwere des Problems und Gerätetyp zwischen 5 % und 25 % liegen kann.
Zusätzlicher Energieverbrauch entsteht aus mehreren Quellen:
- Reibungsverluste: Erhöhte Vibrationen erhöhen die Reibung in Lagern und anderen Kontaktflächen
- Aerodynamische Verluste: Schwingungen an Lüfterblättern und Rotoren verringern deren Effizienz
- Antriebsverluste: Fehlausrichtungen und andere Defekte erhöhen die Verluste in Kupplungen und Getrieben
- Verformungsverluste: Energie wird für elastische Verformungen von Strukturen aufgewendet
In Produktionsprozessen, die hohe Präzision erfordern, können Vibrationen die Qualität des Endprodukts gefährden. Dies ist besonders kritisch in Branchen wie der Halbleiterfertigung, der Präzisionsbearbeitung und der Pharmaindustrie, wo selbst minimale Vibrationen zu Produktfehlern führen können.
Wirtschaftliche Folgen: Versteckte und offensichtliche Kosten
Die Instandhaltungskosten steigen durch häufigere Reparaturen und vor allem durch ungeplante Stillstände. Veröffentlichte Branchenerfahrungen deuten auf die folgende indikative Kostenstruktur im Zusammenhang mit Schwingungsproblemen hin:
| Kostenart | Anteil an den Gesamtverlusten | Durchschnittliche Kosten | Präventionsmöglichkeit |
|---|---|---|---|
| Ungeplante Ausfallzeiten | 60-70% | $50.000-500.000/Stunde | 90-95% |
| Notfallreparatur | 15-20% | 3-5x geplante Kosten | 80-90% |
| Qualitätsverluste bei Produkten | 10-15% | Branchenabhängig | 95-99% |
| Erhöhter Energieverbrauch | 5-10% | 5-25 % des Energiebudgets | 85-95% |
Besonders schmerzhaft sind ungeplante Ausfallzeiten, deren Kosten bei großen Produktionslinien Hunderttausende Dollar pro Stunde erreichen können. In der petrochemischen Industrie beispielsweise kann der Stillstand einer Crackanlage 500.000 bis 1.000.000 Dollar pro Tag kosten, Verluste durch Vertragsverletzungen nicht eingerechnet.
Sicherheitsrisiken: Gefährdung von Mensch und Umwelt
Es bestehen erhebliche Risiken für die Arbeitssicherheit, da unkontrollierte Vibrationen zu strukturellen oder katastrophalen Geräteausfällen mit potenzieller Personengefährdung führen können. Die Industriegeschichte kennt viele Fälle, in denen das Ignorieren von Vibrationsproblemen tragische Folgen hatte.
Beispiele für katastrophale Ausfälle
Laut der offiziellen Untersuchung von Rostechnadzor ging dem Ausfall des Wasserkraftaggregats im Jahr 2009 im Sajano-Schuschenskaja-Wasserkraftwerk monatelang abnorm erhöhte Turbinenlagerschwingung voraus, die unbeachtet blieb. Der Unfall forderte 75 Todesopfer und verursachte Schäden in Milliardenhöhe in Rubel. Solche Fälle unterstreichen die entscheidende Bedeutung der Schwingungsüberwachung für die Sicherheit.
Zu den wichtigsten Sicherheitsrisiken zählen:
- Mechanische Verletzungen: Von herumfliegenden Teilen zerstörter Ausrüstung
- Brände und Explosionen: Durch Leckagen brennbarer Flüssigkeiten oder Gase aufgrund von Dichtungsfehlern
- Chemische Vergiftung: Wenn Systeme mit giftigen Substanzen drucklos gemacht werden
- Strukturelle Zusammenbrüche: Wenn Fundamente oder Stützstrukturen versagen
Auch übermäßiger Lärm durch Vibrationen ist problematisch. Er beeinträchtigt den Komfort des Bedieners, mindert die Konzentration und kann zu berufsbedingten Hörerkrankungen führen. Länger anhaltende Lärmbelastung über 85 dB kann zu irreversiblem Hörverlust führen und rechtliche Risiken für Arbeitgeber mit sich bringen.
Umweltfolgen: Versteckte Auswirkungen auf die Umwelt
Durch Vibrationen verursachte Energieineffizienz trägt durch erhöhte CO₂- und andere Treibhausgasemissionen zu negativen Umweltauswirkungen bei. Bei einem jährlichen Energieverbrauch großer Industrieunternehmen von Hunderten Gigawattstunden kann selbst eine Ineffizienz von 5% zusätzliche Tausende Tonnen CO₂-Emissionen bedeuten.
Darüber hinaus können Vibrationsprobleme zu Folgendem führen:
- Austritt von Prozessflüssigkeiten in die Umwelt
- Erhöhte Abfallproduktion durch beschleunigten Verschleiß
- Lärmbelästigung der Umgebung
- Störung der technologischen Prozessstabilität mit Umweltfolgen
Kosten der Untätigkeit
Analysen realer Fälle zeigen, dass die Kosten für das Ignorieren von Vibrationsproblemen die Kosten für deren Beseitigung um das Zehn- bis Hundertfache übersteigen können. Darüber hinaus lassen sich die meisten Probleme durch regelmäßige Überwachung und rechtzeitiges Eingreifen verhindern.
Umfassende Auswirkungen auf Geschäftsprozesse
Eine detaillierte Beschreibung all dieser negativen Folgen unterstreicht die Notwendigkeit eines proaktiven Schwingungsmanagements und schafft ein klares Verständnis für den Bedarf, den moderne Diagnoselösungen erfüllen sollen. Es ist wichtig zu verstehen, dass die Folgen von Schwingungsproblemen weit über technische Aspekte hinausgehen und alle Unternehmensebenen betreffen:
- Operative Ebene: Reduzierte Produktivität, erhöhte Wartungskosten
- Taktische Ebene: Störung von Produktionsplänen, Lieferprobleme
- Strategische Ebene: Verlust von Wettbewerbsvorteilen, Reputationsschäden
Moderne wirtschaftliche Realitäten erfordern von Unternehmen maximale Effizienz und minimale Risiken. Proaktives Schwingungsmanagement ist dabei nicht nur eine technische Notwendigkeit, sondern ein strategischer Vorteil, der im Wettbewerb über Erfolg oder Misserfolg entscheiden kann.
1.5 Diagnosepfade: Übersicht über Werkzeuge und Methoden der Schwingungsanalyse
Die Schwingungsdiagnose ist eine umfassende Methode, die fortschrittliche Messtechnologien, komplexe Analysealgorithmen und Expertenwissen kombiniert, um Schwingungsrohdaten in wertvolle Diagnoseinformationen umzuwandeln. Dieser Prozess umfasst typischerweise drei Hauptphasen: Messung, Analyse und Interpretation. Jede Phase ist entscheidend für genaue und aussagekräftige Ergebnisse.
Messung
Analyse
Auslegung
Messphase: Sensoren als Fenster zur Schwingungswelt
Sensoren sind ein entscheidendes erstes Glied in der Schwingungsdiagnosekette. Hauptsächlich kommen Beschleunigungsmesser zum Einsatz – Geräte, die an Geräten installiert sind, um mechanische Schwingungen zu erfassen und in elektrische Signale umzuwandeln. Die Qualität und Eigenschaften der Sensoren wirken sich direkt auf die Genauigkeit und Zuverlässigkeit des gesamten Diagnoseprozesses aus.
Moderne Beschleunigungsmesser werden in mehrere Haupttypen unterteilt:
Piezoelektrisch
Der häufigste Typ. Verfügt über einen breiten Frequenzbereich (bis zu 50 kHz), hohe Empfindlichkeit und Stabilität. Ideal für die meisten industriellen Anwendungen.
IEPE (ICP)
Piezoelektrische Sensoren mit integrierter Elektronik. Geringer Geräuschpegel und einfacher Anschluss. Stromversorgung über das Messgerät.
MEMS
Mikroelektromechanische Sensoren. Kompakt, kostengünstig, stoßfest. Geeignet für kontinuierliche Überwachung und drahtlose Systeme.
Entscheidend für die Sensoreigenschaften sind:
- Empfindlichkeit: Gemessen wird üblicherweise in mV/g oder pC/g. Eine hohe Empfindlichkeit ermöglicht die Erkennung schwacher Signale, kann aber bei starken Vibrationen zu einer Überlastung führen.
- Frequenzbereich: Bestimmt das Frequenzspektrum, das der Sensor genau messen kann. Für die Lagerdiagnose kann ein Bereich von 20–50 kHz erforderlich sein.
- Dynamikbereich: Verhältnis zwischen maximal und minimal messbarem Pegel. Der große Dynamikbereich ermöglicht die Messung sowohl schwacher als auch starker Vibrationen.
- Temperaturstabilität: Wichtig für industrielle Anwendungen mit weiten Betriebstemperaturbereichen.
Sensorplatzierung: Kunst und Wissenschaft
Die richtige Sensorplatzierung ist entscheidend für die Gewinnung repräsentativer Daten. Sensoren sollten möglichst nah an den Lagern, in Richtung maximaler struktureller Steifigkeit und mit zuverlässiger mechanischer Befestigung installiert werden, um eine präzise Schwingungsübertragung zu gewährleisten.
Vibrometer: Schnelle Beurteilung des Allgemeinzustands
Vibrometer sind tragbare Messgeräte zur Messung des Schwingungspegels. Sie eignen sich für die schnelle Zustandsprüfung von Maschinen oder zur langfristigen Beobachtung allgemeiner Zustandstrends. Diese Messgeräte zeigen üblicherweise einen oder mehrere integrale Schwingungsparameter an, wie z. B. die effektive Geschwindigkeit oder die Spitzenbeschleunigung.
Moderne Vibrometer verfügen oft über folgende Funktionen:
- Messung in mehreren Frequenzbändern zur groben Problemlokalisierung
- Datenspeicherung zur Trendanalyse
- Vergleich mit vorgegebenen Standards (ISO 20816, ISO 10816)
- Einfache Spektralvisualisierung
- Drahtlose Datenübertragung
| Parameter | Anwendung | Typische Alarmwerte | Frequenzband |
|---|---|---|---|
| Geschwindigkeit RMS | Allgemeine Zustandsbewertung | 2,8–11,2 mm/s | 10–1000 Hz |
| Beschleunigungsspitze | Aufpralldefekte | 25–100 g | 1000–15 000 Hz |
| Verschiebungsspitze | Niederfrequenzprobleme | 25–100 μm | 2–200 Hz |
Schwingungsanalysatoren: Tiefgehende Diagnose
Zur genaueren Diagnose und Ursachenermittlung von Schwingungen werden Schwingungs- oder Frequenzanalysatoren eingesetzt. Diese komplexen Instrumente sind spezialisierte Computer, die für die Echtzeitverarbeitung von Schwingungssignalen optimiert sind.
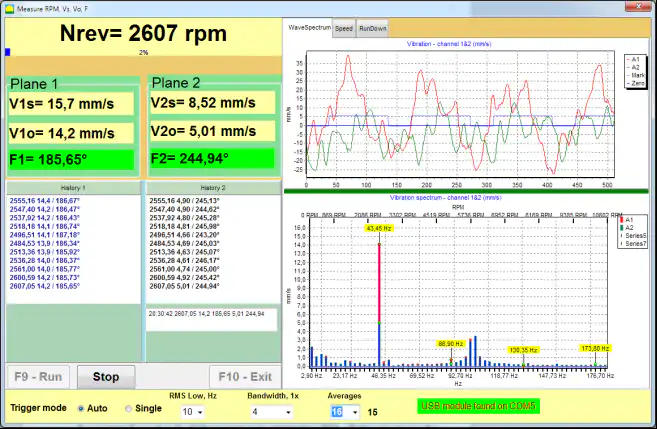
Grundlage moderner Analysatoren ist die Fast Fourier Transform (FFT), ein mathematischer Algorithmus, der ein komplexes Zeitsignal in seine einzelnen Frequenzkomponenten zerlegt. Dieser Prozess erzeugt ein Schwingungsspektrum – ein Diagramm, das die Schwingungsamplitude als Funktion der Frequenz darstellt.
Fourier-Transformation wandelt Zeitsignal x(t) in Frequenzspektrum X(f) um
Moderne Schwingungsanalysatoren bieten viele erweiterte Funktionen:
- Mehrkanalanalyse: Gleichzeitige Schwingungsmessung an mehreren Punkten zur Phasenanalyse
- Hochauflösende FFT: Bis zu 25.600 Linien für eine detaillierte Spektralanalyse
- Zeitanalyse: Erfassung und Analyse transienter Vorgänge
- Hüllkurvenanalyse: Extraktion modulierender Signale zur Lagerdiagnose
- Cepstralanalyse: Erkennung periodischer Strukturen im Spektrum
- Orbitalanalyse: Visualisierung der Wellenbewegung im Raum
Kriterien für die Auswahl des Analysators
Bei der Auswahl eines Schwingungsanalysators müssen nicht nur die technischen Eigenschaften berücksichtigt werden, sondern auch die Benutzerfreundlichkeit, die Softwarequalität, die Möglichkeit zur automatischen Ergebnisinterpretation und die Integration in Unternehmensmanagementsysteme.
Zeitwellenformanalyse: Suche nach transienten Prozessen
Die Zeitwellenformanalyse ist eine weitere wertvolle Methode, insbesondere zur Erkennung von Stößen, Transienten und instationären Phänomenen, die im Frequenzspektrum möglicherweise nicht sichtbar sind. Diese Methode ermöglicht die Beobachtung des Schwingungssignals in seiner „natürlichen“ Form – als Funktion der Zeit.
Zu den wichtigsten Parametern der Zeitanalyse gehören:
- Scheitelfaktor: Verhältnis von Spitzenwert zu Effektivwert. Hohe Werte weisen auf das Vorhandensein von Stößen hin.
- Kurtosis: Statistisches Maß für die Verteilungsschärfe. Eine erhöhte Kurtosis ist oft ein frühes Anzeichen für sich entwickelnde Lagerdefekte.
- Schiefe: Maß für die Asymmetrie der Amplitudenverteilung.
Integration verschiedener Analysemethoden
Die effektivste Diagnose wird durch die Kombination verschiedener Analysemethoden erreicht. Die Zeitanalyse kann das Vorhandensein eines Problems aufdecken, die Spektralanalyse kann dessen Typ identifizieren und die Phasenanalyse kann die Ursache präzise lokalisieren.
Moderne Trends bei Diagnosegeräten
Die technologische Entwicklung führt zu neuen Möglichkeiten in der Schwingungsdiagnose:
- Drahtlose Überwachungssysteme: Sensornetzwerke mit autonomer Stromversorgung und drahtloser Datenübertragung
- Künstliche Intelligenz: Automatische Fehlermustererkennung und Ausfallvorhersage
- Cloud-Plattformen: Zentralisierte Datenverarbeitung von mehreren Objekten unter Verwendung großer Rechenressourcen
- Mobile Anwendungen: Smartphones in tragbare Schwingungsanalysatoren verwandeln
- IIoT-Integration: Einbindung der Schwingungsüberwachung in Industrial Internet of Things-Systeme
Die Implementierung dieser Werkzeuge und Methoden, insbesondere der FFT-Analyse, ermöglicht die Diskussion über die Vorteile hochentwickelter, idealerweise portabler Analysemöglichkeiten für eine effektive Vor-Ort-Diagnose. Moderne portable Analysatoren vereinen die Leistungsfähigkeit stationärer Systeme mit dem Komfort des Feldeinsatzes und ermöglichen so eine umfassende Diagnose direkt am Gerät.
Grundlegende Messungen
Mit einfachen Vibrometern den allgemeinen Vibrationspegel messen und den Bedarf an weiteren Analysen ermitteln
Spektralanalyse
Anwendung von FFT-Analysatoren zur Identifizierung von Frequenzkomponenten und Bestimmung des Defekttyps
Detaillierte Diagnose
Einsatz spezialisierter Methoden (Hüllkurvenanalyse, Cepstrum, Orbits) zur präzisen Diagnose komplexer Defekte
Integrierte Überwachung
Kontinuierliches Monitoring mit automatischer Diagnose und KI-basierter Vorhersage
Die Zukunft der Schwingungsdiagnose liegt in der Entwicklung intelligenter Systeme, die nicht nur Defekte erkennen und klassifizieren, sondern auch deren Entwicklung vorhersagen, die Wartungsplanung optimieren und sich in allgemeine Unternehmensmanagementsysteme integrieren lassen, um die Betriebseffizienz zu maximieren.
1.6 Die Vorteile eines proaktiven Schwingungsmanagements: Vorteile einer frühzeitigen Erkennung und Korrektur
Die Einführung eines proaktiven Ansatzes im Schwingungsmanagement anstelle des traditionellen reaktiven „Reparatur-nach-Ausfall“-Ansatzes stellt einen grundlegenden Wandel in der Wartungsphilosophie dar. Dieser Ansatz verhindert nicht nur katastrophale Ausfälle, sondern optimiert auch den gesamten Lebenszyklus der Anlage und verwandelt die Wartung von einem Kostenfaktor in eine Quelle von Wettbewerbsvorteilen.
Längere Lebensdauer der Ausrüstung: Mathematik der Haltbarkeit
Proaktives Schwingungsmanagement bietet viele erhebliche Vorteile, unter denen die längere Lebensdauer von Maschinenkomponenten besonders hervorsticht. Praktische Felderfahrung zeigt, dass korrektes Schwingungsmanagement die Lebensdauer von Lagern, Dichtungen und der Maschine insgesamt deutlich verlängern kann.
Die obigen Zahlen sind Richtwerte aus veröffentlichter Praxiserfahrung der Industrie; die tatsächlichen Ergebnisse variieren je nach Werk, Anlagentyp und Betriebsbedingungen.
Diese Verbesserungen basieren auf grundlegenden Prinzipien der Materialermüdung. Gemäß der Wöhler-Gleichung ist die Dauerfestigkeit umgekehrt proportional zur Spannungsamplitude mit einer Potenz von 3 bis 10 für die meisten Metalle. Das bedeutet, dass bereits eine geringe Reduzierung des Vibrationspegels zu einer deutlichen Verlängerung der Lebensdauer führen kann.
Dabei sind: N - Anzahl der Zyklen bis zum Versagen, Δσ - Spannungsamplitude, A und m - Materialkonstanten
Verbesserung der Gesamtanlageneffektivität (OEE)
Die Gesamtanlageneffektivität (OEE) ist ein wichtiger Indikator für die Produktionseffizienz, der Verfügbarkeit, Leistung und Qualität berücksichtigt. Proaktives Schwingungsmanagement wirkt sich positiv auf alle drei OEE-Komponenten aus:
- Verfügbarkeit: Reduzierung ungeplanter Ausfallzeiten durch Vermeidung von Notfallausfällen
- Leistung: Aufrechterhaltung optimaler Betriebsparameter und Geschwindigkeiten
- Qualität: Reduzierung von Fehlern durch Stabilität technologischer Prozesse
Die Branchenerfahrung deutet darauf hin, dass Unternehmen, die umfassende Programme für das Schwingungsmanagement einführen, typischerweise OEE-Verbesserungen von etwa 5-15% erreichen, was für ein großes Fertigungsunternehmen einen zusätzlichen Gewinn von Millionen Dollar pro Jahr bedeuten kann.
Berechnung des wirtschaftlichen Effekts durch OEE-Verbesserung
Bei einer Produktionslinie im Wert von $10 Millionen und einer jährlichen Produktivität von $50 Millionen ergibt eine OEE-Verbesserung um 10% einen zusätzlichen Gewinn von $5 Millionen pro Jahr, wodurch sich die Investitionen in ein Schwingungsüberwachungssystem innerhalb weniger Monate amortisieren.
Vermeidung schwerwiegender und kostspieliger Ausfälle
Einer der größten Vorteile eines proaktiven Ansatzes ist die Vermeidung schwerwiegender und kostspieliger Ausfälle. Kaskadenausfälle, bei denen der Ausfall einer Komponente zur Beschädigung anderer Systemteile führt, können sowohl finanziell als auch betrieblich besonders verheerend sein.
Ein klassisches Beispiel ist der Lagerschaden in Hochgeschwindigkeitsturbomaschinen: Lagerzerstörung kann zu Rotor-Stator-Kontakt führen und so Schäden an Schaufeln, Gehäuse und Wellen verursachen und sogar das Fundament beeinträchtigen. Die Kosten eines solchen Kaskadenausfalls können das 50- bis 100-Fache der Kosten eines rechtzeitigen Lageraustauschs betragen.
| Interventionstyp | Kosten | Ausfallzeit | Erfolgswahrscheinlichkeit |
|---|---|---|---|
| Vorbeugende Wartung | $1,000 | 2-4 Stunden | 95-98% |
| Geplante Reparatur | $5,000 | 8-16 Stunden | 90-95% |
| Notfallreparatur | $25,000 | 24-72 Stunden | 70-85% |
| Kaskadenfehler | $100,000+ | 1-4 Wochen | 50-70% |
Reduzierung von Betriebsgeräuschen und Vibrationen
Ein weiterer Vorteil eines effektiven Vibrationsmanagements ist die spürbare Reduzierung des Betriebsgeräusches. Lärm in industriellen Umgebungen ist nicht nur unangenehm für das Personal, sondern kann auch auf technische Probleme hinweisen, die Arbeitsgenauigkeit des Bedieners beeinträchtigen und rechtliche Risiken im Zusammenhang mit Arbeitsschutzanforderungen bergen.
Eine Reduzierung des Geräuschpegels um 10 dB wird vom menschlichen Ohr als Verdoppelung der Lautstärke wahrgenommen. In Produktionsstätten, in denen der Geräuschpegel 90 dB überschreiten kann, kann selbst eine geringe Reduzierung den Arbeitskomfort und die Mitarbeiterproduktivität erheblich verbessern.
Schwingungsanalyse als Grundlage der vorausschauenden Wartung
Die Schwingungsanalyse ist der Grundstein der vorausschauenden Wartung (Predictive Maintenance, PdM) – einer Strategie, die darauf abzielt, Ausfälle durch kontinuierliche oder periodische Zustandsüberwachung der Anlage vorherzusehen. PdM stellt die Weiterentwicklung von der reaktiven und präventiven Wartung hin zu einem intelligenten, datenbasierten Ansatz dar.
Zu den wichtigsten Grundsätzen der vorausschauenden Wartung gehören:
- Zustandsüberwachung: Kontinuierliche bzw. regelmäßige Messung wichtiger Parameter
- Trendanalyse: Verfolgen von Änderungen im Zeitverlauf, um entstehende Probleme zu erkennen
- Prognose: Verwendung statistischer Modelle und maschinellem Lernen zur Vorhersage von Ausfällen
- Optimierung: Planung von Interventionen zum optimalen Zeitpunkt unter Berücksichtigung der betrieblichen Anforderungen
Ökonomisches Modell der vorausschauenden Wartung
Untersuchungen zeigen, dass durch vorausschauende Wartung die Wartungskosten um 25–30 % gesenkt, die Betriebszeit um 70–75 % erhöht und die Lebensdauer der Geräte um 20–40 % verlängert werden können.
Früherkennung und Interventionsplanung
Durch die Implementierung eines Schwingungsanalyseprogramms können Probleme bereits im Anfangsstadium erkannt werden, wenn sie die Leistung noch nicht beeinträchtigen, aber bereits mit sensiblen Diagnosemethoden erkannt werden können. Dies reduziert das Risiko unerwarteter Ausfälle und optimiert die Wartungsplanung.
Die PF-Kurve (Potential-Functional Failure) veranschaulicht die Fehlerentwicklung im Laufe der Zeit:
Punkt P - Möglicher Fehler
Defekt wird durch Diagnosemethoden erkennbar, beeinträchtigt aber noch nicht die Funktion
Fehlerentwicklung
Allmähliche Zustandsverschlechterung mit der Möglichkeit einer Interventionsplanung
Funktionelle Schwelle
Der Defekt beginnt, die Leistung der Ausrüstung zu beeinträchtigen
Punkt F - Funktionsausfall
Gerät kann seine Funktion nicht erfüllen, Notfallreparatur erforderlich
Das PF-Intervall für verschiedene Defekttypen kann zwischen mehreren Tagen und mehreren Monaten liegen und bietet ausreichend Zeit für die Planung eines optimalen Eingriffs.
Direkter wirtschaftlicher Nutzen
Das führt direkt zu geringeren Stillstandszeiten und erheblichen Kosteneinsparungen. Veröffentlichte Branchenschätzungen legen nahe, dass jeder Dollar, der in ein Schwingungsüberwachungssystem investiert wird, je nach Produktionstyp und Kritikalität der Ausrüstung 3 bis 15 Dollar Einsparung bringen kann.
Die obigen Zahlen sind Richtwerte aus veröffentlichter Praxiserfahrung der Industrie; die tatsächlichen Ergebnisse variieren je nach Werk, Anlagentyp und Betriebsbedingungen.
Technologische Voraussetzungen für eine erfolgreiche Umsetzung
Um diese Vorteile voll auszuschöpfen, ist eine zeitnahe, präzise und häufig vor Ort durchgeführte Diagnose äußerst wichtig. Die Fähigkeit, diese Prüfungen regelmäßig und effektiv durchzuführen, ist der Schlüssel zum Erfolg jeder proaktiven Wartungsstrategie.
Zu den modernen Anforderungen an Diagnosegeräte gehören:
- Tragbarkeit: Möglichkeit, Messungen direkt am Gerät durchzuführen
- Genauigkeit: Fähigkeit, selbst schwache Anzeichen sich entwickelnder Defekte zu erkennen
- Analysegeschwindigkeit: Schnelle Datenverarbeitung für sofortige Entscheidungsfindung
- Benutzerfreundlichkeit: Intuitive Benutzeroberfläche für Mitarbeiter unterschiedlicher Qualifikationen
- Integration: Kompatibilität mit bestehenden Managementsystemen
Kritische Erfolgsfaktoren
Der Erfolg eines proaktiven Vibrationsmanagementprogramms hängt nicht nur von der Qualität der Ausrüstung ab, sondern auch von organisatorischen Faktoren: Schulung des Personals, Erstellung geeigneter Verfahren, Integration in die Produktionsplanung und Unterstützung durch das Management.
Fortschrittliche tragbare Tools ermöglichen den schnellen Erhalt nützlicher Informationen und ermöglichen so fundierte Entscheidungen und frühzeitiges Eingreifen. Diese Tools vereinen anspruchsvolle Analysefunktionen mit praktischer Praxistauglichkeit und machen fortschrittliche Diagnosen für ein breites Spektrum an technischen Fachkräften zugänglich.
Die Zukunft des proaktiven Schwingungsmanagements liegt in der Entwicklung intelligenter, selbstlernender Systeme, die nicht nur den aktuellen Anlagenzustand überwachen, sondern deren Betrieb in Echtzeit optimieren und sich an veränderte Betriebsbedingungen und Produktionsanforderungen anpassen. Dies eröffnet den Weg zu wirklich autonomen Produktionssystemen, die ihre optimale Leistung selbstständig aufrechterhalten können.
Fazit: Der Weg zur zuverlässigen und effizienten Produktion
Das Verständnis und der Umgang mit Schwingungen in Industrieanlagen ist nicht nur eine technische Notwendigkeit, sondern auch eine strategische Grundlage für operative Spitzenleistungen im heutigen Wettbewerbsumfeld. Eine ordnungsgemäße Schwingungsdiagnostik beeinflusst nicht nur die technische Zuverlässigkeit der Anlagen, sondern auch die Wirtschaftlichkeit, die Sicherheit der Mitarbeiter und die Umweltverantwortung des Unternehmens.
Investitionen in moderne Schwingungsüberwachungs- und -analysesysteme zahlen sich durch die Vermeidung kostspieliger Unfälle, die Optimierung der Wartungsplanung und die Steigerung der Gesamtanlageneffektivität mehrfach aus. Die Zukunft der industriellen Produktion gehört Unternehmen, die Daten über den Zustand ihrer Anlagen in Wettbewerbsvorteile umwandeln können.
0 Kommentare