Équilibrage des ventilateurs d'extraction industriels : guide complet de la théorie à la pratique
Section 1 : Principes fondamentaux du déséquilibre – Comprendre le « pourquoi »
L'équilibrage des masses en rotation est l'une des opérations clés de la maintenance et de la réparation des équipements industriels, particulièrement cruciale pour équilibrage des ventilateurs d'extraction Pour une élimination efficace et éclairée des problèmes liés aux vibrations excessives, une compréhension approfondie des processus physiques sous-jacents au déséquilibre, de ses variétés, de ses causes et de ses conséquences destructrices est nécessaire.
1.1. Physique du déséquilibre : la science des vibrations
Dans un monde idéal, un corps rotatif tel qu'une turbine de ventilateur d'extraction serait parfaitement équilibré. D'un point de vue mécanique, cela signifie que son axe d'inertie central principal coïncide parfaitement avec l'axe géométrique de rotation. Cependant, en réalité, en raison d'imperfections de fabrication et de facteurs opérationnels, un déséquilibre se produit : le centre de masse du rotor est décalé par rapport à son axe de rotation.
Lorsqu'un tel rotor déséquilibré se met en rotation, ce décalage de masse génère une force centrifuge. Cette force change continuellement de direction, agissant perpendiculairement à l'axe de rotation et se transmettant par l'arbre aux paliers, puis à l'ensemble de la structure. Cette force cyclique est à l'origine des vibrations.
Où F est la force centrifuge, m est la grandeur de la masse déséquilibrée, ω est la vitesse angulaire et r est la distance entre l'axe de rotation et la masse déséquilibrée (excentricité).
L'aspect clé de cette relation est que la force d'inertie croît proportionnellement au carré de la vitesse de rotation (ω²). Ceci a une importance pratique considérable pour équilibrage des ventilateurs d'extraction procédures. Par exemple, doubler la vitesse du ventilateur d'extraction multiplie par quatre la force vibratoire. Cette croissance non linéaire explique pourquoi un ventilateur d'extraction fonctionnant correctement à basse vitesse peut présenter des niveaux de vibration catastrophiques lorsqu'il atteint sa vitesse nominale ou augmentée, par exemple lorsqu'il est contrôlé par des convertisseurs de fréquence.
1.2. Classification du déséquilibre : trois types de problèmes
Le déséquilibre du rotor, en fonction de la disposition mutuelle de l'axe d'inertie et de l'axe de rotation, est divisé en trois types principaux :
Déséquilibre statique (force/déséquilibre statique)

Configuration d'une machine d'équilibrage de rotor avec système de surveillance contrôlé par ordinateur pour mesurer les forces statiques et dynamiques afin de détecter les déséquilibres dans les composants rotatifs du moteur électrique.
Définition : Se produit lorsque l'axe d'inertie est décalé parallèlement à l'axe de rotation. Ce phénomène peut être visualisé par la présence d'un « point lourd » sur le rotor.
Diagnostic: Ce type de déséquilibre est unique en ce sens qu'il se manifeste même au repos. Si un tel rotor est placé sur des supports horizontaux à faible frottement (appelés « couteaux »), il tournera toujours sous l'effet de la gravité et s'arrêtera avec le point lourd vers le bas.
Correction : Éliminé relativement simplement par ajout (ou retrait) d'une masse corrective dans un plan, à 180 degrés du point lourd identifié. Le déséquilibre statique est caractéristique des rotors étroits en forme de disque présentant un faible rapport longueur/diamètre (L/D) (par exemple, inférieur à 0,5).
Déséquilibre de couple
Définition : Se produit lorsque l'axe d'inertie croise l'axe de rotation au centre de masse du rotor. Physiquement, cela équivaut à avoir deux masses égales déséquilibrées situées dans deux plans différents le long du rotor et à 180 degrés l'une de l'autre.
Diagnostic: En position statique, un tel rotor est équilibré et n'a pas tendance à occuper une position spécifique. Cependant, lors de la rotation, cette paire de masses crée un moment de basculement ou d'oscillation qui tend à faire tourner le rotor perpendiculairement à l'axe de rotation, provoquant de fortes vibrations au niveau des supports.
Correction : Nécessite une correction dans au moins deux plans pour compenser ce moment.
Déséquilibre dynamique

Schéma technique d'un appareil d'essai de rotor de moteur électrique avec des enroulements en cuivre montés sur des roulements de précision, connectés à un équipement de surveillance électronique pour mesurer la dynamique de rotation.
Définition : Il s'agit du cas le plus courant et le plus fréquent en pratique : l'axe d'inertie n'est ni parallèle ni sécant à l'axe de rotation, mais est oblique par rapport à lui dans l'espace. Un déséquilibre dynamique est toujours une combinaison de déséquilibres statiques et de déséquilibres de couple.
Diagnostic: Se manifeste uniquement pendant la rotation du rotor.
Correction : Nécessite toujours un équilibrage dans au moins deux plans de correction pour compenser simultanément les composantes de force et de moment.
1.3. Causes profondes des problèmes : d’où vient le déséquilibre ?
Les causes de déséquilibre peuvent être divisées en deux grands groupes, particulièrement pertinents pour équilibrage des ventilateurs d'extraction Applications :
Facteurs opérationnels (les plus courants) :
- Accumulation de matériaux : Cause la plus fréquente pour les ventilateurs d'extraction fonctionnant dans des environnements contaminés. L'accumulation inégale de poussière, de saleté, de peinture, de produits de traitement ou d'humidité sur les pales de la roue modifie la répartition de la masse.
- Usure et corrosion : L'usure abrasive inégale des pales, l'érosion par gouttelettes due à l'infiltration de liquide ou la corrosion chimique entraînent une perte de masse dans certaines zones et un déséquilibre conséquent.
- Déformation thermique : Un chauffage ou un refroidissement inégal du rotor, en particulier lors d'arrêts prolongés d'équipements chauds, peut entraîner une flexion temporaire ou permanente de l'arbre ou de la roue.
- Perte des masses d'équilibrage : Les poids correctifs précédemment installés peuvent se détacher en raison de vibrations, de corrosion ou d'un impact mécanique.
Défauts de fabrication et d'assemblage :
- Défauts de fabrication : Manque d'uniformité du matériau (par exemple, porosité de la pièce moulée), imprécisions dans l'usinage ou mauvaise qualité de l'assemblage des pales de la turbine.
- Erreurs d'assemblage et d'installation : Mauvais montage de la roue sur l'arbre, désalignement, desserrage de la fixation du moyeu, désalignement des arbres du moteur et du ventilateur.
- Problèmes de composants associés : Utilisation de courroies d'entraînement non standard ou usées, défauts de roulement, desserrage du support de l'unité sur la fondation (état connu sous le nom de « pied mou »).
1.4. Conséquences du balourd : réaction en chaîne de destruction
Ignorer les problèmes de balourd conduit à une réaction en chaîne de conséquences destructrices affectant à la fois les composants des équipements mécaniques et les performances économiques, particulièrement critiques dans les systèmes d'échappement :
Conséquences mécaniques :
- Vibrations et bruit : Une forte augmentation des vibrations et du bruit est la conséquence la plus évidente, entraînant une détérioration des conditions de travail et servant de premier signal de dysfonctionnement.
- Usure accélérée des roulements : Conséquence la plus fréquente, la plus coûteuse et la plus dangereuse : les charges cycliques dues à la force centrifuge provoquent une fatigue accélérée et la destruction des éléments roulants et des pistes, réduisant la durée de vie des roulements de plusieurs dizaines de fois.
- Défaillance par fatigue : Une exposition prolongée aux vibrations entraîne une accumulation de fatigue dans le métal, pouvant entraîner la destruction des arbres, des structures de support, des soudures et même la rupture des boulons d'ancrage fixant l'unité à la fondation.
- Dommages aux composants adjacents : Les vibrations détruisent également les connexions d’accouplement, les transmissions par courroie et les joints d’arbre.
Conséquences économiques et opérationnelles :
- Augmentation de la consommation d'énergie : Une part importante de l’énergie du moteur n’est pas dépensée pour déplacer l’air mais pour créer des vibrations, ce qui entraîne des pertes financières directes.
- Performances réduites : Les vibrations peuvent perturber les caractéristiques aérodynamiques de la turbine, entraînant une réduction du débit d'air et de la pression créés par le ventilateur d'extraction.
- Temps d'arrêt d'urgence : En fin de compte, le balourd conduit à un arrêt d'urgence de l'équipement, ce qui entraîne des réparations coûteuses et des pertes dues aux temps d'arrêt de la chaîne de production.
- Menaces pour la sécurité : Dans les cas critiques, la destruction de la turbine à grande vitesse est possible, ce qui présente des menaces directes pour la vie et la santé du personnel.
Section 2 : Diagnostic des vibrations – L'art du diagnostic précis
Un diagnostic précis est la clé de voûte d'un équilibrage réussi. Avant de procéder à la correction de la masse, il est nécessaire d'établir avec une grande certitude que le déséquilibre est bien la cause principale des vibrations excessives. Cette section est consacrée aux méthodes instrumentales permettant non seulement de détecter le problème, mais aussi d'en identifier précisément la nature.
2.1. Pourquoi les vibrations ne sont pas toujours un déséquilibre : diagnostic différentiel
Un principe essentiel que tout spécialiste de la maintenance doit comprendre : les vibrations excessives sont un symptôme, et non un diagnostic. Si le balourd est l'une des causes les plus fréquentes de vibrations des ventilateurs d'extraction, plusieurs autres défauts peuvent créer des profils similaires, qu'il convient d'éliminer avant de commencer. équilibrage des ventilateurs d'extraction travail.
Principaux défauts « masqués » par un déséquilibre :
- Désalignement : Désalignement de l'arbre entre le moteur et le ventilateur. Dans le spectre vibratoire, caractérisé par un pic significatif à double fréquence de fonctionnement (2x), notamment dans le sens axial.
- Desserrage mécanique : Desserrage des boulons de support des paliers, fissures dans le bâti de fondation. Se manifeste par une série d'harmoniques de la fréquence de rotation (1x, 2x, 3x, etc.) et, dans les cas graves, par des sous-harmoniques (0,5x, 1,5x).
- Défauts des roulements : Écaillage, fissures sur les pistes ou les éléments roulants. Provoquent des vibrations à des composantes caractéristiques haute fréquence, non synchrones (non multiples de la fréquence de rotation), calculées à partir de la géométrie du roulement.
- Arbre courbé : Crée des vibrations aux fréquences de fonctionnement (1x) et de double fonctionnement (2x), ce qui complique considérablement le diagnostic et nécessite l'application obligatoire d'une analyse de phase pour distinguer le défaut du balourd et du désalignement.
- Résonance : Amplification brutale et multiple des vibrations lorsque la fréquence de rotation de fonctionnement coïncide avec l'une des fréquences naturelles de la structure. Cette situation extrêmement dangereuse n'est pas éliminée par l'équilibrage.
2.2. Boîte à outils du spécialiste : les yeux et les oreilles de l'ingénieur
Diagnostic précis des vibrations et l'équilibrage ultérieur équilibrage des ventilateurs d'extraction nécessitent un équipement spécialisé :
- Capteurs de vibrations (accéléromètres) : Moyens de collecte de données primaires. Pour obtenir une image tridimensionnelle complète des vibrations de la machine, des capteurs sont installés sur les paliers dans trois directions perpendiculaires : horizontale, verticale et axiale.
- Analyseurs/équilibreurs de vibrations portables : Des instruments modernes comme Balanset-1A Ils combinent les fonctions d'un vibromètre (mesure du niveau global de vibrations), d'un analyseur de spectre à transformée de Fourier rapide (FFT), d'un phasemètre et d'un calculateur d'équilibrage. Ils permettent un diagnostic et un équilibrage complets directement sur le site d'exploitation de l'équipement.
- Tachymètre (optique ou laser) : Partie intégrante de tout kit d'équilibrage. Nécessaire pour une mesure précise de la vitesse de rotation et une synchronisation des mesures de phase. Pour l'utilisation, un petit morceau de ruban réfléchissant est appliqué sur l'arbre ou toute autre pièce rotative.
- Logiciel : Des logiciels spécialisés permettent de maintenir des bases de données d'équipements, d'analyser les tendances des vibrations au fil du temps, d'effectuer des diagnostics de spectre approfondis et de générer automatiquement des rapports de travail.
2.3. Lecture des spectres vibratoires (analyse FFT) : déchiffrer les signaux des machines
Le signal vibratoire mesuré par un accéléromètre présente une relation amplitude-temps complexe. Pour le diagnostic, ce signal est peu informatif. La méthode d'analyse clé est la transformée de Fourier rapide (FFT), qui décompose mathématiquement le signal temporel complexe en son spectre de fréquences. Ce spectre indique précisément les fréquences contenant de l'énergie vibratoire, permettant ainsi d'identifier ces sources de vibrations.
L'indicateur clé de balourd dans le spectre vibratoire est la présence d'un pic dominant à une fréquence exactement égale à la fréquence de rotation du rotor. Cette fréquence est désignée par 1x. L'amplitude (hauteur) de ce pic est directement proportionnelle à l'amplitude du balourd.
| Défaut | Fréquences caractéristiques du spectre | Caractéristiques de la mesure de phase | Actions recommandées |
|---|---|---|---|
| Déséquilibre statique | Pic dominant 1x dans les directions radiales (horizontales, verticales) | Phase stable. Déphasage entre supports dans la même direction : environ 0° (± 30°). | Nettoyer la turbine. Réaliser un équilibrage monoplan. |
| Balourd de couple/dynamique | Pic dominant 1x dans les directions radiales et souvent axiales | Phase stable. Déphasage entre supports dans la même direction : environ 180° (± 30°). | Vérifier la déformation (en huit). Réaliser un équilibrage sur deux plans. |
| Désalignement | Pic élevé de 2x, souvent accompagné de 1x et 3x. Particulièrement visible dans le sens axial. | Différence de phase ~180° dans la direction axiale à travers le couplage | Effectuer l'alignement laser des arbres de moteur et de ventilateur |
| Jeu mécanique | Série d'harmoniques 1x, 2x, 3x... Souvent des sous-harmoniques présents (0,5x, 1,5x) | Phase instable, « sautante » | Serrez tous les boulons (supports, fondations). Vérifiez l'absence de fissures. |
| Défaut de roulement | Pics haute fréquence non synchrones aux fréquences de défaut caractéristiques | - | Vérifier la lubrification. Remplacer le roulement. |
| Résonance | Pic extrêmement élevé à la fréquence de fonctionnement coïncidant avec la fréquence naturelle | La phase change brusquement de 180° lors du passage à la fréquence de résonance | Modifier la vitesse de fonctionnement ou la rigidité structurelle. Équilibrage inefficace. |
2.4. Rôle clé de l'analyse de phase : confirmation du diagnostic
L'analyse de phase est un outil puissant permettant de confirmer définitivement le diagnostic de « balourd » et de le distinguer des autres défauts se manifestant également à la fréquence de fonctionnement 1x.
La phase est essentiellement la relation temporelle entre deux signaux vibratoires de fréquence identique, mesurée en degrés. Elle montre comment les différents points de la machine se déplacent les uns par rapport aux autres et par rapport à la marque réfléchissante sur l'arbre.
Déterminer le type de balourd par phase :
- Balourd statique : Les deux supports de palier se déplacent de manière synchrone, « en phase ». Par conséquent, la différence d'angle de phase mesurée sur deux supports dans la même direction radiale sera proche de 0° (± 30°).
- Couple ou balourd dynamique : Les supports effectuent un mouvement oscillatoire « en opposition de phase ». De ce fait, la différence de phase entre eux sera proche de 180° (±30°).







Section 3 : Guide pratique d'équilibrage – Méthodes étape par étape et conseils professionnels
Cette section présente des instructions détaillées, étape par étape, pour effectuer équilibrage des ventilateurs d'extraction travaux, depuis les opérations préparatoires jusqu'aux techniques spécialisées pour différents types de ventilateurs d'extraction.
3.1. Étape préparatoire - 50% de réussite
Une préparation de qualité est la clé d'un équilibrage réussi et sûr équilibrage des ventilateurs d'extractionNégliger cette étape conduit souvent à des résultats incorrects et à une perte de temps.
La sécurité avant tout :
Avant toute intervention, l'équipement doit être complètement hors tension. Des procédures standard de verrouillage et d'étiquetage (LOTO) sont appliquées pour éviter tout démarrage accidentel. L'absence de tension aux bornes du moteur doit être vérifiée.
Nettoyage et inspection visuelle :
Il ne s'agit pas d'une opération préliminaire, mais d'une opération principale. La turbine doit être soigneusement nettoyée de toute accumulation (saleté, poussière, produit). Dans de nombreux cas, un nettoyage de qualité suffit à éliminer complètement ou à réduire considérablement le balourd, rendant tout équilibrage supplémentaire inutile. Après le nettoyage, une inspection visuelle minutieuse des pales, des disques et des soudures est effectuée afin de détecter toute fissure, bosselure, déformation ou signe d'usure.
Contrôle mécanique (« Hiérarchie d'intervention ») :
Avant de corriger la répartition des masses, il faut vérifier la solidité mécanique de l'ensemble :
- Serrage des boulons : Vérifiez et, si nécessaire, serrez les boulons fixant la roue au moyeu, le moyeu à l'arbre, les boîtiers de roulement au châssis et les boulons d'ancrage du châssis à la fondation.
- Vérification de la géométrie : À l'aide de comparateurs, vérifier le faux-rond radial et axial de l'arbre et de la roue. De plus, visuellement ou à l'aide de gabarits et d'outils de mesure, vérifier l'alignement des pales et l'uniformité de leur angle d'attaque.
3.2. Équilibrage statique : méthodes simples pour des cas simples
L'équilibrage statique est appliqué aux rotors étroits en forme de disque (par exemple, les roues avec un petit rapport L/D) lorsque l'équilibrage dynamique est techniquement impossible ou économiquement peu pratique.
Méthode du couteau :
Méthode classique et très précise. Le rotor (retiré de l'appareil) est placé sur deux prismes ou supports à faible frottement parfaitement horizontaux, parallèles et lisses. Sous l'effet de la gravité, le point le plus lourd du rotor tendra toujours à occuper la position inférieure. Un poids correcteur est installé strictement à l'opposé (à 180°) de ce point. Le processus se répète jusqu'à ce que le rotor reste en équilibre neutre, quelle que soit sa position.
Méthode de rotation libre (« fil à plomb ») :
Méthode simplifiée applicable aux ventilateurs à pales directement en place. Après avoir retiré les courroies d'entraînement (le cas échéant), la roue est lentement tournée puis relâchée. La pale la plus lourde descend. La correction est effectuée en ajoutant de petits contrepoids (par exemple, du ruban adhésif ou des aimants) aux pales les plus légères jusqu'à ce que la roue cesse de chercher une position spécifique.
3.3. Équilibrage dynamique sur site : approche professionnelle
Il s’agit de la principale méthode utilisée dans l’industrie équilibrage des ventilateurs d'extraction, réalisée à l'aide d'instruments spécialisés comme Balanset-1A sans démontage de l'équipement. Le processus comprend plusieurs étapes obligatoires.
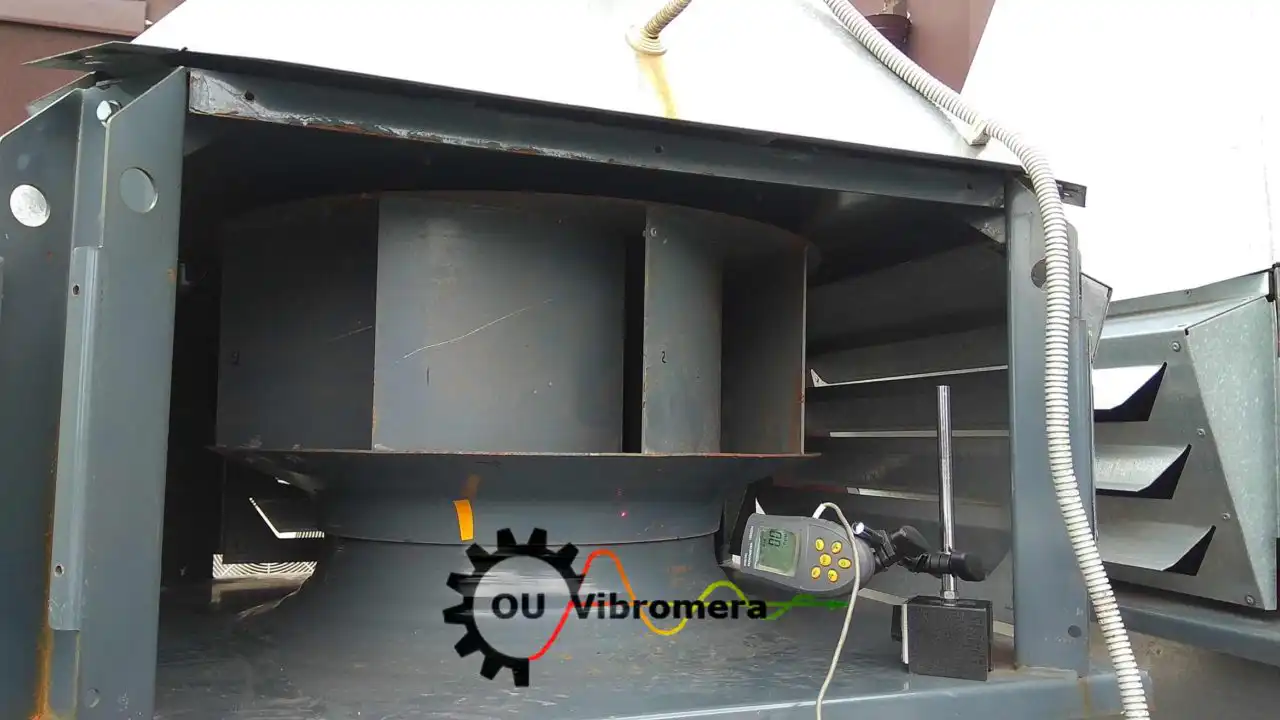
Étape 1 : Mesure initiale (passage initial)
- Des capteurs de vibrations sont installés sur les boîtiers de roulement et un ruban réfléchissant est appliqué sur l'arbre pour le tachymètre.
- Le ventilateur d'extraction est démarré et amené à sa vitesse de fonctionnement nominale.
- À l'aide d'un analyseur de vibrations, les données initiales sont enregistrées : amplitude (généralement en mm/s) et angle de phase (en degrés) des vibrations à la fréquence de rotation 1x. Ces données représentent le vecteur de balourd initial.
Étape 2 : Passage avec masse d'essai
Logique: Pour que l'instrument calcule précisément la correction du balourd, il est nécessaire d'introduire un changement connu dans le système et d'observer sa réaction. C'est l'objectif de l'installation de la masse d'essai.
- Sélection de la masse et de l'emplacement : La masse d'essai est choisie de manière à provoquer une modification notable et sans danger du vecteur vibratoire (par exemple, une variation d'amplitude de 20 à 30 % et/ou un déphasage de 20 à 30°). La masse est temporairement fixée dans le plan de correction sélectionné, à une position angulaire connue.
- Mesures: Répétez le démarrage et la mesure effectuée, en enregistrant les nouvelles valeurs d'amplitude et de phase.
Étape 3 : Calcul du poids de correction et installation
Les instruments d'équilibrage modernes comme Balanset-1A effectue automatiquement la soustraction vectorielle du vecteur de vibration initial à celui obtenu avec la masse d'essai. À partir de cette différence (vecteur d'influence), l'instrument calcule la masse et l'angle précis où la masse corrective permanente doit être installée pour compenser le balourd initial.
La correction peut être effectuée soit par ajout de masse (soudage de plaques métalliques, pose de boulons avec écrous), soit par retrait de masse (perçage, meulage). L'ajout de masse est préférable, car il s'agit d'un processus réversible et plus contrôlé.
Étape 4 : Vérification et équilibrage de finition
- Après l'installation du poids correctif permanent (et le retrait du poids d'essai), une vérification est effectuée pour évaluer le résultat.
- Si le niveau de vibration diminue, mais dépasse toujours les normes acceptables, un équilibrage de finition est effectué. La procédure se répète, mais les résultats de la vérification sont alors utilisés comme données initiales. Cela permet une approche itérative, étape par étape, pour atteindre la qualité d'équilibrage requise.
3.4. Équilibrage monoplan ou biplan ? Critères de sélection pratiques
Le choix entre un équilibrage à un ou deux plans est une décision clé qui affecte le succès de l'ensemble de la procédure, particulièrement importante pour équilibrage des ventilateurs d'extraction applications.
Critère principal : rapport longueur du rotor (L)/diamètre (D).
- Si L/D < 0,5 et vitesse de rotation inférieure à 1 000 tr/min, le déséquilibre statique domine généralement et l'équilibrage sur un seul plan suffit.
- Si L/D > 0,5 ou si la vitesse de rotation est élevée (> 1 000 tr/min), le déséquilibre du couple commence à jouer un rôle important, nécessitant un équilibrage à deux plans pour l'éliminer.
3.5. Particularités de l'équilibrage des ventilateurs en porte-à-faux
Les ventilateurs d'extraction de type porte-à-faux, où la roue de travail (roue à aubes) est située au-delà des paliers, présentent une complexité particulière pour l'équilibrage.
Problème: Ces systèmes sont intrinsèquement instables dynamiquement et extrêmement sensibles aux déséquilibres, notamment de type couple. Cela se manifeste souvent par des vibrations axiales anormalement élevées.
Complications : L'application de méthodes standard à deux plans aux rotors en porte-à-faux conduit souvent à des résultats insatisfaisants ou nécessite l'installation de masses correctives de taille inappropriée. La réaction du système à la masse d'essai peut être peu intuitive : par exemple, l'installation d'une masse sur la roue peut entraîner des variations de vibrations plus importantes au niveau du support éloigné (moteur) qu'au niveau du support proche.
Recommandations : L'équilibrage des ventilateurs d'extraction en porte-à-faux requiert une expérience approfondie et une compréhension approfondie de la dynamique. Il est souvent nécessaire d'utiliser des modules logiciels spécialisés dans les analyseurs de vibrations, appliquant la méthode de séparation des forces statiques et de couple, pour un calcul plus précis de la masse corrective.
Section 4 : Cas complexes et techniques professionnelles
Même en respectant scrupuleusement les procédures, les spécialistes peuvent être confrontés à des situations où les approches standard ne donnent pas de résultats. Ces cas nécessitent une analyse plus approfondie et l'application de techniques non standard.
4.1. Erreurs courantes et comment les éviter
Erreur 1 : Diagnostic incorrect
L’erreur la plus fréquente et la plus coûteuse est de tenter d’équilibrer les vibrations causées par un mauvais alignement, un jeu mécanique ou une résonance.
Solution : Commencez toujours par une analyse vibratoire complète (analyse du spectre et de la phase). Si le spectre ne présente pas de nette dominance du pic 1x, mais que des pics significatifs à d'autres fréquences sont présents, l'équilibrage ne peut commencer qu'après l'élimination de la cause principale.
Erreur 2 : Ignorer la phase préparatoire
Ignorer les étapes de nettoyage de la turbine ou de vérification du serrage des boulons.
Solution : Respecter scrupuleusement la « hiérarchie d'intervention » décrite à la section 3.1. Le nettoyage et le serrage ne sont pas des options, mais des premières étapes obligatoires.
Erreur 3 : Retirer tous les anciens poids d'équilibrage
Cette action détruit les résultats d'équilibrage précédents (éventuellement d'usine) et complique souvent considérablement le travail, car le déséquilibre initial peut devenir très important.
Solution : Ne retirez jamais tous les poids sans raison valable. Si la turbine a accumulé de nombreux petits poids lors des équilibrages précédents, vous pouvez les retirer, puis combiner leur somme vectorielle en un poids équivalent et le remettre en place.
Erreur 4 : Ne pas vérifier la répétabilité des données
Début de l'équilibrage avec des lectures d'amplitude et de phase initiales instables.
Solution : Avant l'installation des masses d'essai, effectuez 2 ou 3 démarrages de contrôle. Si l'amplitude ou la phase flotte d'un démarrage à l'autre, cela indique la présence d'un problème plus complexe (résonance, arc thermique, instabilité aérodynamique). L'équilibrage dans de telles conditions ne donnera pas de résultat stable.
4.2. Équilibrage proche de la résonance : quand la phase est trompeuse
Problème: Lorsque la vitesse de fonctionnement du ventilateur d'extraction est très proche de l'une des fréquences de vibration naturelles du système (résonance), l'angle de phase devient extrêmement instable et très sensible aux moindres fluctuations de vitesse. Cela rend les calculs vectoriels standard basés sur la mesure de phase imprécis, voire totalement impossibles.
Solution : méthode des quatre passages
Essence : Cette méthode d'équilibrage unique n'utilise pas de mesures de phase. Le calcul du poids correctif est effectué exclusivement en fonction des variations d'amplitude des vibrations.
Processus : La méthode nécessite quatre passages séquentiels :
- Mesurer l'amplitude initiale des vibrations
- Mesurer l'amplitude avec un poids d'essai installé à la position conditionnelle 0°
- Mesurer l'amplitude avec le même poids déplacé à 120°
- Mesurer l'amplitude avec le même poids déplacé à 240°
Sur la base des quatre valeurs d'amplitude obtenues, une solution graphique (méthode d'intersection de cercle) est construite ou un calcul mathématique est effectué, permettant de déterminer la masse nécessaire et l'angle d'installation du poids correctif.
4.3. Quand le problème n'est pas l'équilibre : forces structurelles et aérodynamiques
Problèmes structurels :
Des fondations faibles ou fissurées, des supports desserrés peuvent entrer en résonance avec la fréquence de fonctionnement du ventilateur d'extraction, multipliant ainsi les vibrations plusieurs fois.
Diagnostic: Pour déterminer les fréquences propres structurelles à l'arrêt, un essai de choc (bump test) est réalisé à l'aide d'un marteau modal et d'un accéléromètre spéciaux. Si l'une des fréquences propres trouvées est proche de la fréquence de rotation de fonctionnement, il s'agit bien d'un problème de résonance.
Forces aérodynamiques :
Les turbulences du flux d'air à l'entrée (dues à des obstacles ou à un registre trop fermé, ce que l'on appelle « carence d'alimentation en air du ventilateur ») ou à la sortie peuvent provoquer des vibrations à basse fréquence, souvent instables, non liées à un déséquilibre de masse.
Diagnostic: Un essai avec variation de charge aérodynamique à vitesse de rotation constante est réalisé (par exemple, en ouvrant/fermant progressivement le registre). Si le niveau de vibration change significativement, il est probable qu'il soit de nature aérodynamique.
4.4. Analyse d'exemples réels (études de cas)
Exemple 1 (Résonance) :
Dans un cas documenté, l'équilibrage du ventilateur d'alimentation par la méthode standard n'a pas donné de résultats en raison de lectures de phase extrêmement instables. L'analyse a montré que la vitesse de fonctionnement (29 Hz) était très proche de la fréquence propre de la roue (28 Hz). L'application de la méthode des quatre passages, indépendante de la phase, a permis de réduire les vibrations à un niveau acceptable, offrant une solution temporaire jusqu'au remplacement du ventilateur par un modèle plus fiable.
Exemple 2 (défauts multiples) :
L'analyse vibratoire des ventilateurs d'extraction d'une sucrerie a révélé des problèmes complexes. Un spectre de ventilateur indiquait un désalignement angulaire (pics élevés de 1x et 2x dans le sens axial), tandis qu'un autre présentait un desserrage mécanique (harmoniques uniformes de 1x, 2x et 3x). Ceci démontre l'importance d'une élimination séquentielle des défauts : l'alignement et le serrage des fixations étaient d'abord effectués, puis, si nécessaire, l'équilibrage était réalisé.
Section 5 : Normes, tolérances et maintenance préventive
L’étape finale de tout travail technique consiste à évaluer sa qualité conformément aux exigences réglementaires et à élaborer une stratégie pour maintenir l’équipement en bon état à long terme.
5.1. Aperçu des principales normes (ISO)
Plusieurs normes internationales sont utilisées pour évaluer la qualité de l’équilibrage et les conditions de vibration des ventilateurs d’extraction.
ISO 14694:2003 :
Norme principale pour les ventilateurs industriels. Elle établit des exigences relatives à la qualité d'équilibrage et aux niveaux de vibrations maximaux admissibles en fonction de la catégorie d'application du ventilateur (BV-1, BV-2, BV-3, etc.), de la puissance et du type d'installation.
ISO 1940-1:2003 :
Cette norme définit les degrés de qualité d'équilibrage (G) des rotors rigides. Ce degré caractérise le balourd résiduel admissible. Pour la plupart des ventilateurs d'extraction industriels, les degrés suivants s'appliquent :
- G6.3 : Qualité industrielle standard, adaptée à la plupart des applications industrielles générales.
- G2.5 : Qualité améliorée, requise pour les ventilateurs d'extraction à grande vitesse ou particulièrement critiques où les exigences en matière de vibrations sont plus strictes.
ISO 10816-3:2009 :
Réglemente l'évaluation des vibrations des machines industrielles à partir de mesures effectuées sur des pièces non rotatives (par exemple, les paliers). La norme introduit quatre zones de vibrations :
- Zone A : « Bien » (équipement neuf)
- Zone B : « Satisfaisant » (fonctionnement illimité autorisé)
- Zone C : « Acceptable pour une durée limitée » (identification et élimination des causes requises)
- Zone D : « Inacceptable » (les vibrations peuvent causer des dommages)
ISO 14695:2003 :
Cette norme établit des méthodes et des conditions unifiées pour les mesures des vibrations des ventilateurs industriels, nécessaires pour garantir la comparabilité et la reproductibilité des résultats obtenus à différents moments et sur différents équipements.
5.2. Stratégie à long terme : intégration au programme de maintenance prédictive
Équilibrage des ventilateurs d'extraction Il ne faut pas considérer cette opération comme une réparation ponctuelle. Elle fait partie intégrante d'une stratégie moderne de maintenance prédictive.
La mise en œuvre d'une surveillance régulière des vibrations (par exemple, par la collecte de données de parcours à l'aide d'analyseurs portables) permet de suivre l'état des équipements au fil du temps. L'analyse des tendances, notamment la croissance progressive de l'amplitude des vibrations à la fréquence de fonctionnement 1x, est un indicateur fiable de l'apparition d'un balourd.
Cette approche permet :
- Planification de l'équilibrage à l'avance, avant que le niveau de vibration n'atteigne les valeurs critiques établies par la norme ISO 10816-3.
- Prévenir les dommages secondaires aux roulements, aux accouplements et aux structures de support qui se produisent inévitablement lors d'un fonctionnement prolongé avec des vibrations excessives.
- Éliminer les temps d’arrêt d’urgence imprévus en convertissant les travaux de réparation en catégorie préventive planifiée.
La création d'une base de données électronique sur l'état des vibrations des équipements clés et l'analyse régulière des tendances constituent la base pour prendre des décisions de maintenance techniquement judicieuses et économiquement efficaces, augmentant ainsi la fiabilité et l'efficacité globale de la production.