記事の著者:フェルドマン・ヴァレリー・ダヴィドヴィッチ
編集・翻訳:ニコライ・アンドレーヴィチ・シェルコヴェンコ、チャットGPT

自分の手でマシンのバランスをとる
目次
|
セクション |
ページ |
|---|---|
|
1.はじめに |
3 |
|
2.バランシングマシン(スタンド)の種類と設計上の特徴 |
4 |
|
2.1.ソフトベアリングマシンとスタンド |
4 |
|
2.2.ハードベアリングマシン |
17 |
|
3.バランシングマシンの基本ユニットとメカニズムの構造に関する要件 |
26 |
|
3.1.ベアリング |
26 |
|
3.2.バランシングマシンのベアリングユニット |
41 |
|
3.3.ベッドフレーム |
56 |
|
3.4.バランシングマシンのドライブ |
60 |
|
4.バランシングマシンの測定システム |
62 |
|
4.1.振動センサーの選択 |
62 |
|
4.2.位相角センサー |
69 |
|
4.3.振動センサーの信号処理の特徴 |
71 |
|
4.4.バランシングマシン "バランセット2 "の測定システムの機能スキーム |
76 |
|
4.5.ローターバランシングに使用される補正重りのパラメータの計算 |
79 |
|
4.5.1.デュアル・サポート・ローターのバランシングの課題とその解決方法 |
80 |
|
4.5.2.マルチサポートローターの動的バランシングの方法論 |
83 |
|
4.5.3.マルチサポートローターのバランシングのための計算機 |
92 |
|
5.バランシングマシンの動作と精度をチェックするための推奨事項 |
93 |
|
5.1.機械の幾何学的精度のチェック |
93 |
|
5.2.マシンの動的特性のチェック |
101 |
|
5.3.測定システムの動作能力の確認 |
103 |
|
5.4.ISO 20076-2007 に従った機械の精度特性のチェック |
112 |
|
文学 |
119 |
|
付録1:3本のサポートシャフトに対するバランスパラメーターの計算アルゴリズム |
120 |
|
付録2:4本のサポートシャフトに対するバランスパラメーターの計算アルゴリズム |
130 |
|
付録3:バランサー計算機使用ガイド |
146 |







1.はじめに (なぜこの作品を書く必要があったのか)。
LLC「Kinematics」によって製造されたバランシング装置の消費構造を分析すると、そのうちの約30%が、バランシングマシンおよび/またはスタンド用の定置測定および計算システムとして使用するために購入されていることがわかります。当社の機器の消費者(顧客)の2つのグループを特定することが可能です。
最初のグループには、バランシングマシンの大量生産と外部顧客への販売を専門とする企業が含まれます。これらの企業は、様々なタイプのバランシングマシンの設計、製造、操作に関する深い知識と豊富な経験を持つ高度な資格を持った専門家を雇用しています。この消費者グループとの相互作用で発生する課題は、構造的な実行の問題に対処することなく、当社の測定システムとソフトウェアを既存のマシンや新しく開発されたマシンに適合させることに関連することがほとんどです。
第二のグループは、自分たちのニーズに合わせて機械(スタンド)を開発・製造する消費者である。このアプローチは、場合によっては2倍から3倍以上にもなる製造コストを削減したいという独立系製造業者の願望によって説明されることがほとんどである。このグループの消費者は、マシンを製作する適切な経験がないことが多く、通常、常識やインターネットからの情報、利用可能な類似品の使用に頼っている。
バランシングマシンの測定システムに関する追加情報に加えて、マシンの構造的な実行、基礎への設置方法、駆動装置の選択、適切なバランシング精度の達成などに関連する幅広い問題をカバーしています。
独自にバランシングマシンを製造する問題に関して、多くの消費者が大きな関心を示していることを考慮し、LLC "Kinematics "の専門家は、最も頻繁に寄せられる質問に対するコメントと推奨事項をまとめたものを作成しました。
2.バランシングマシン(スタンド)の種類と設計上の特徴
バランシングマシンは、様々な目的のためにローターの静的または動的なアンバランスを排除するために設計された技術的な装置です。バランスを取ったローターを指定された回転周波数まで加速させる機構と、ローターのアンバランスを補正するために必要な補正重りの質量と配置を決定する特殊な測定・計算システムが組み込まれている。
機械の機械部分の構造は通常、支柱(ベアリング)が設置されたベッドフレームで構成されている。これらは、バランスされた製品(ローター)を取り付けるために使用され、ローターを回転させるためのドライブが含まれています。製品が回転している間に実行されるバランシングプロセスでは、測定システムのセンサー(そのタイプはマシンの設計によって異なる)は、ベアリングの振動またはベアリングでの力を記録します。
このようにして得られたデータによって、アンバランスを補正するために必要な補正ウェイトの質量と設置位置を決定することができる。
現在、2種類のバランシングマシン(スタンド)設計が最も普及している:
2.1.ソフトベアリングマシンとスタンド ソフトベアリングバランシングマシン(スタンド)の基本的な特徴は、スプリングサスペンション、スプリングマウントされたキャリッジ、フラットまたは円筒形のスプリングサポートなどをベースに作られた、比較的フレキシブルなサポートを持っていることです。これらの支持体の固有振動数は、その上に取り付けられたバランスローターの回転周波数よりも少なくとも2-3倍低くなっています。柔軟なソフトベアリングサポートの構造的実行の典型的な例は、機械モデルDB-50のサポートに見ることができる(その写真を図2.1に示す)。

図2.1.バランシングマシンDB-50のサポート。
図2.1に示すように、可動フレーム(スライダ)2は、ストリップばね3によるサスペンションを用いて支持体の固定支柱1に取り付けられている。支持体上に設置されたローターのアンバランスによる遠心力の影響下で、キャリッジ(スライダー)2は固定ポスト1に対して水平振動を行うことができ、この振動は振動センサーを用いて測定される。
このサポートの構造的な実行により、キャリッジ振動の固有振動数を1~2Hz程度に抑えることができます。これにより、200 RPMから始まる幅広い回転周波数でローターのバランシングが可能になります。この機能は、そのようなサポートの製造が比較的簡単であることと一緒に、様々な目的の独自のニーズのためにバランシングマシンを製造している多くの消費者にとって、この設計は魅力的です。

図2.2.バランシングマシンのソフトベアリングサポート、「Polymer LTD」社製、マハチカラ
図2.2は、マハチカラの "Polymer LTD "で社内のニーズに合わせて製造された、懸架バネで作られたサポートを備えたソフトベアリング・バランシング・マシンの写真である。このマシンは、ポリマー材料の製造に使用されるローラーのバランシング用に設計されている。
図2.3 は、特殊工具のバランシングを目的とした、キャリッジに同様のストリップ・サスペンションを備えたバランシングマシンの写真を掲載している。
図2.4.aおよび2.4.b は、ドライブシャフトのバランスをとるための自家製ソフト・ベアリング・マシンの写真。
図2.5 ターボチャージャーのバランシング用に設計されたソフトベアリングマシンの写真。このマシンは、A.シャフグニャン(サンクトペテルブルグ)の私用で作られたもので、「バランセット1」測定システムが装備されている。
メーカーによると(図 2.6 参照)、この機械は残留アンバランスが 0.2 g*mmを超えないタービンのバランスを取る能力を提供する。

図2.3.ストリップスプリング上のサポートサスペンションを備えたバランシングツール用のソフトベアリングマシン

図2.4.a. ドライブシャフトのバランシング用ソフトベアリングマシン(マシン組み立て済み)

図2.4.b ストリップ・スプリングで吊り下げられたキャリッジ・サポートを備えたドライブ・シャフトのバランシング用ソフト・ベアリング・マシン。 (スプリング・ストリップ・サスペンション付きリーディング・スピンドル・サポート)

図 2.5.A.シャフグニャン(サンクトペテルブルグ)が製造した、ストリップスプリングでターボチャージャーのバランシングを行うソフトベアリングマシン。

図2.6.A.Shahgunyanの機械でのタービンローターのバランシング結果を示す「Balanset 1」測定システムの画面コピー
前述のソフト・ベアリング・バランシング・マシン・サポートの古典的なバージョンに加えて、他の構造的ソリューションも普及している。
図2.7と2.8 特集は、支持体が板バネに基づいて作られたドライブシャフト用のバランシングマシンの写真です。これらのマシンは、それぞれ民間企業「デルガチェワ」とLLC「タツカルダン」(「キネティクス-M」)の独自のニーズのために製造された。
そのようなサポートを備えたソフトベアリングバランシングマシンは、比較的単純で製造しやすいため、しばしばアマチュアメーカーによって再現されています。これらのプロトタイプは、一般的に「K. Schenck」からのVBRFシリーズのマシンか、同様の国産マシンです。
図2.7と2.8に示すマシンは、2サポート、3サポート、4サポートのドライブシャフトのバランシング用に設計されています。これらは、以下のような類似した構造を持っています:

図 2.7.民間企業 "Dergacheva "によるドライブシャフトのバランシング用ソフトベアリングマシン。

図 2.8.LLC "Tatcardan"("Kinetics-M")によるドライブシャフトのバランシングのためのソフトベアリングマシン。
振動センサー8はすべてのサポートに取り付けられており、サポートの横振動を測定するために使用される。支持体2に取り付けられた主軸5は、ベルト駆動を介して電動モーターによって回転される。
図2.9.aおよび2.9.b は、板バネをベースとしたバランシングマシンのサポートの写真を示している。


図2.9.フラットスプリング付きソフトベアリングバランシングマシンサポート
アマチュア・メーカーがこのようなサポートを頻繁に設計に使用していることを考えると、その構造の特徴をより詳細に検討することは有益である。図2.9.aに示すように、この支柱は3つの主要な部品から構成されている:
バランスロータの加減速時に発生し得る運転中の支持体の振動増大のリスクを防止するため、支持体はロッ ク機構を含むことができる(図 2.9.b 参照)。この機構は剛性の高いブラケット5で構成され、このブラケット5は支持体の板ばねの一つに接続された偏心ロック6によって係合させることができる。ロック6とブラケット5が係合すると、サポートはロックされ、加減速時の振動が増大する危険性がなくなる。
板バネを使用したサポートを設計する場合、機械メーカーはその固有振動の周波数を評価する必要があり、これはバネの剛性とバランスローターの質量に依存します。このパラメータを知ることで、設計者は意識的にローターの動作回転周波数の範囲を選択することができ、バランシング中のサポートの共振の危険を避けることができます。
バランシングマシンの他のコンポーネントと同様に、サポートの振動の固有振動数を計算し、実験的に決定するための推奨事項については、セクション3で説明する。
先に述べたように、板(プレート)バネを使用した支持設計の単純さと製造可能性は、クランクシャフト、自動車ターボチャージャーのローターなどのバランスをとるためのマシンを含む、様々な目的のためのバランシングマシンのアマチュア開発者を魅了している。
例として、図2.10.aおよび2.10.bは、ターボチャージャーのローターのバランシング用に設計された機械の概観図を示している。このマシンは、ペンザにあるLLC「SuraTurbo」で製造され、社内のニーズに合わせて使用されています。
2.10.a. ターボチャージャー・ローターのバランシング用機械(側面図)
2.10.b. ターボチャージャー・ローターのバランシングを行う機械(フロント・サポート側から見た図)
先に説明したソフトベアリングバランシングマシンに加えて、比較的単純なソフトベアリングスタンドが作成されることもあります。これらのスタンドは、最小限のコストで様々な目的のために回転機構の高品質のバランシングを可能にします。
このようなスタンドは、円筒形の圧縮バネの上に設置された平らなプレート(またはフレーム)に基づいて作られており、以下にいくつかレビューします。これらのバネは通常、バランス機構が設置された平板の振動の固有振動数が、バランス中のこの機構のローターの回転周波数より2~3倍低くなるように選択される。
図2.11 は、P.アシャリンが社内生産用に製造した研磨砥石のバランス調整用スタンドの写真。

図2.11.研磨ホイールのバランシング用スタンド
スタンドは以下の主要部品で構成されている:
このスタンドの主な特徴は、電動モーターのローターの回転角度を測定するパルスセンサー5を備えていることで、このセンサーは、研磨砥石から修正マスを除去する角度位置を決定するために、スタンド(「バランセット2C」)の測定システムの一部として使用される。
図2.12 は、真空ポンプのバランシングに使用されるスタンドの写真である。このスタンドはJSC "Measurement Plant "がオーダーメイドで開発したものです。

図2.12.JSC "Measurement Plant "による真空ポンプのバランシング用スタンド
このスタンドの基本もまた、以下を使用している。 プレート1円筒状のスプリング2に取り付けられている。プレート1上には真空ポンプ3が設置されており、この真空ポンプは、0~60,000RPMの範囲で回転数を変化させることができる独自の電気駆動装置を備えている。振動センサー4はポンプケーシングに取り付けられており、高さの異なる2つのセクションの振動を測定するために使用される。
振動測定プロセスをポンプローターの回転角度と同期させるために、スタンドにはレーザー位相角センサー5が使用されています。このようなスタンドの一見単純な外見構造にもかかわらず、ポンプのインペラの非常に高品質なバランシングを達成することができます。
例えば、亜臨界回転周波数では、ポンプロータの残留アンバランスは、ISO 1940-1-2007「Vibration.剛性ローターのバランス品質に対する要求事項。第 1 部。許容アンバランスの決定".
最大8,000 RPMの回転速度でのバランシング中に達成されるポンプケーシングの残留振動は、0.01 mm/秒を超えることはありません。
上述の方式に従って製造されたバランシング・スタンドは、ファンのような他の機構のバランシングにも有効である。ファンのバランシング用に設計されたスタンドの例を図2.13と図2.14に示す。

図2.13.ファンインペラのバランス用スタンド
このようなスタンドで達成されるファンバランシングの質は非常に高い。Atlant-project "LLCの専門家によると、"Kinematics "LLCの推奨に基づき彼らが設計したスタンド(図2.14参照)において、ファンのバランシング時に達成された残留振動のレベルは0.8 mm/secであった。これはISO 31350-2007「Vibration. Industrial Fans.工業用ファン。製造振動およびバランス品質に関する要求事項"

図2.14.ポドルスク「Atlant-project」社による防爆機器のファンインペラのバランシング用スタンド
JSC "Lissant Fan Factory "で得られた同様のデータによると、ダクトファンの連続生産に使用されるこのようなスタンドは、0.1 mm/sを超えない残留振動を一貫して確保している。
2.2.ハードベアリングマシン
ハードベアリングバランシングマシンは、先に説明したソフトベアリングマシンとはサポートの設計が異なります。そのサポートは、複雑なスロット(カットアウト)を持つ剛性のプレートの形で作られている。これらの支持体の固有振動数は、マシンでバランスされたローターの最大回転周波数を大幅に(少なくとも2~3倍)超えています。
ハードベアリングマシンは、ソフトベアリングマシンよりも汎用性が高く、一般的にローターの質量と寸法特性のより広い範囲での高品質のバランシングを可能にします。これらのマシンの重要な利点は、200-500RPM以下の比較的低い回転速度でローターの高精度のバランシングを可能にすることです。
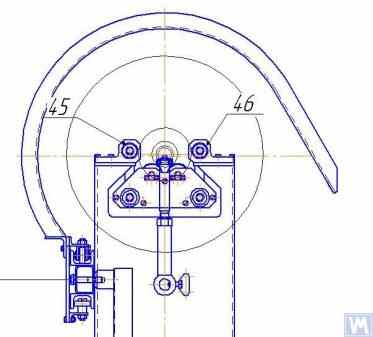
図2.15 は、"K. Schenk "社製の典型的なハードベアリング・バランシング・マシーンの写真である。この図から、複雑なスロットによって形成された支持体の個々の部分の剛性が様々であることがわかる。ローターのアンバランスの力の影響下で、これは、他の部分に対する支持体の一部の変形(変位)につながる可能性があります。(図2.15では、支持体の剛性の高い部分が赤い点線で強調表示され、比較的コンプライアントな部分が青で示されている)。
前記相対的な変形を測定するために、ハードベアリングマシンは、力センサーまたは非接触振動変位センサーを含む様々なタイプの高感度振動センサーのいずれかを使用することができます。
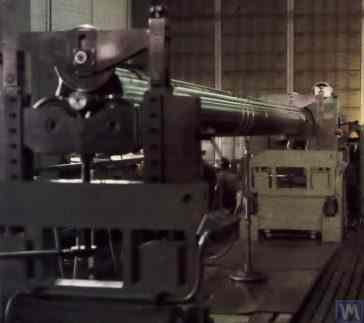
図2.15 "K.シェンク "によるハードベアリングバランシングマシン
顧客から "Balanset "シリーズの機器に寄せられたリクエストの分析が示すように、自社用のハードベアリングマシンの製造に対する関心は継続的に高まっている。これは、国産バランシングマシンの設計上の特徴に関する広告情報が広く流布され、アマチュアメーカーが自社開発のためのアナログ(またはプロトタイプ)として使用することによって促進されている。
Balanset "シリーズの楽器の多くの消費者の社内のニーズに合わせて製造されたハード・ベアリング・マシンのいくつかのバリエーションについて考えてみよう。
図2.16.a~2.16.d 図2.16.aは、N. Obyedkov(マグニトゴルスク市)が製造したドライブシャフトのバランシング用に設計されたハードベアリン グ・マシンの写真である。図2.16.aに見られるように、マシンは剛体フレーム1から成り、その上にサポート2(2つのスピンドルと2つの中間)が設置されている。機械の主軸3は、ベルト駆動を介して非同期電動機4によって回転される。電気モーター4の回転速度を制御するために、周波数コントローラー6が使用されている。機械は、測定ユニット、コンピュータ、4つの力センサー、位相角センサー(図2.16.aにはセンサーは図示されていない)を含む「バランセット4」測定・計算システム5を備えている。

図2.16.a N. Obyedkov(マグニトゴルスク)が製造したドライブシャフトのバランシング用ハードベアリングマシン
図2.16.b は、前述したように、非同期電動機4からのベルト駆動によって駆動される主軸3を備えた機械の前部支持体の写真である。この支持体は、フレームに堅固に取り付けられている。

図2.16.b. フロント(リーディング)スピンドルサポート。
図2.16.c は、本機の2つの可動中間支持体のうちの1つの写真である。このサポートはスライド7に載っており、フレームガイドに沿って長手方向に移動することができる。このサポートには、バランス駆動軸の中間軸受の高さを取り付け、調整するための特別な装置8が含まれています。

図2.16.c 機械の中間可動支持部
図2.16.d は後部(従動)主軸サポートの写真で、中間サポートと同様、機械フレームのガイドに沿って移動できるようになっている。

図2.16.d. 後部(駆動)スピンドルサポート。
上述したすべての支持体は、平らなベース上に取り付けられた垂直プレートである。このプレートにはT字型のスロットがあり(図2.16.d参照)、支持体を内側部分9(剛性が高い)と外側部分10(剛性が低い)に分割している。支持体の内側部分と外側部分の剛性が異なるため、平衡ロータからのアンバランスの力を受けて、これらの部分が相対的に変形する可能性がある。
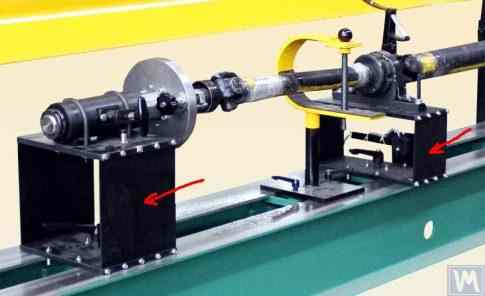
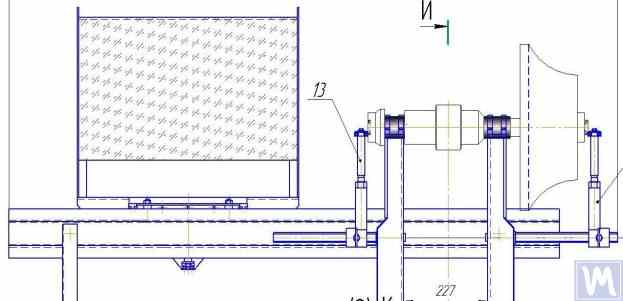
力センサーは、通常、ホームメードマシンの支持体の相対的な変形を測定するために使用されます。図2.16.eに、ハードベアリングバランシングマシンのサポートに力センサーを取り付ける方法の一例を示す。この図に見られるように、力センサー11は、サポートの外側の部分にあるねじ穴を通るボルト12によって、サポートの内側の部分の側面に押し付けられている。
力センサー11の平面全体にわたってボルト12の圧力を均一にするため、ボルトとセンサーの間には平ワッシャー13が配置される。

図2.16.d 力センサーのサポートへの取り付け例。
機械の運転中、バランスしたローターからのアンバランスの力は、サポートユニット(スピンドルまたは中間ベアリング)を通してサポートの外側部分に作用し、サポートはローター回転の周波数でその内側部分に対して周期的に動き(変形)始める。その結果、センサー11には不均衡力に比例した変動力が作用する。その影響を受けて、ローターのアンバランスの大きさに比例した電気信号が力センサーの出力に発生する。
すべてのサポートに設置された力センサーからの信号は、マシンの計測・計算システムに送られ、そこで補正ウェイトのパラメーターを決定するために使用される。
図2.17.a. は、"スクリュー "シャフトのバランシングに使用される高度に特殊なハードベアリングマシンの写真を掲載しています。このマシンは、LLC "Ufatverdosplav "で社内用に製造された。
図に見られるように、本機のスピンアップ機構は簡略化された構造となっており、以下の主要部品で構成されている:

図2.17.a. LLC "Ufatverdosplav "によって製造されたスクリューシャフトのバランシング用ハードベアリングマシン
機械の支持体2は、T字型の溝を持つ鋼板を垂直に取り付けたものである。各支持体の上部には、転がり軸受を使用して製造された支持ローラーがあり、その上でバランスシャフト5が回転する。
ローターのアンバランスの作用下で発生するサポートの変形を測定するために,サポートのスロットに取り付けた力センサー6が使用される(図2.17.b参照)。これらのセンサーは "Balanset 1 "装置に接続されており、この装置はこの機械で測定および計算システムとして使用されている。
機械のスピンアップ機構は比較的単純であるにもかかわらず、図2.17.aに見られるように、複雑ならせん面を持つねじのバランシングを十分に高品質に行うことができる。
LLC "Ufatverdosplav "によると、この機械では、バランシングの過程でスクリューの初期アンバランスがほぼ50分の1に減少したという。

図2.17.b. 力センサー付きスクリューシャフトのバランシング用ハードベアリングマシンサポート
達成された残留アンバランスは3552gだった。mm(半径185mmで19.2g)、スクリューの第一平面で2220gmm(半径185mmで12.0g)である。重量500 kg、回転数3500 RPMのローターの場合、このアンバランスはISO 1940-1-2007によるクラスG6.3に相当し、技術文書に規定された要件を満たしている。
異なるサイズの2つのハードベアリングバランシングマシンのサポートを同時に設置するために単一のベースを使用する独創的な設計(図2.18参照)は、S.V. Morozovによって提案された。メーカーの製造コストを最小限に抑えることを可能にするこの技術的ソリューションの明らかな利点は、次のとおりです:

図2.18.ハードベアリングバランシングマシン(「タンデム」)、S.V. Morozov社製
