Vyvažovanie priemyselných odsávacích ventilátorov: Kompletný sprievodca od teórie k praxi
Časť 1: Základné princípy nerovnováhy – pochopenie „prečo“
Vyvažovanie rotujúcich hmôt je jednou z kľúčových operácií pri údržbe a opravách priemyselných zariadení, obzvlášť dôležité pre vyvažovanie odsávacích ventilátorov aplikácie. Pre efektívne a informované odstránenie problémov súvisiacich s nadmernými vibráciami je potrebné hlboké pochopenie fyzikálnych procesov, ktoré sú základom nerovnováhy, jej druhov, príčin a deštruktívnych následkov.
1.1. Fyzika nerovnováhy: Veda o vibráciách
V ideálnom svete by bolo rotujúce teleso, ako napríklad obežné koleso odsávacieho ventilátora, dokonale vyvážené. Z mechanického hľadiska to znamená, že jeho hlavná stredová os zotrvačnosti sa úplne zhoduje s geometrickou osou otáčania. V skutočnosti však v dôsledku výrobných nedostatkov a prevádzkových faktorov dochádza k stavu nazývanému nevyváženosť, kedy je ťažisko rotora posunuté vzhľadom na jeho os otáčania.
Keď sa takýto nevyvážený rotor začne otáčať, toto posunutie hmotnosti generuje odstredivú silu. Táto sila neustále mení smer, pôsobí kolmo na os otáčania a prenáša sa cez hriadeľ na ložiská a potom na celú konštrukciu. Táto cyklická sila je hlavnou príčinou vibrácií.
Kde F je odstredivá sila, m je veľkosť nevyváženej hmoty, ω je uhlová rýchlosť a r je vzdialenosť od osi otáčania k nevyváženej hmote (excentricita).
Kľúčovým aspektom tohto vzťahu je, že zotrvačná sila rastie úmerne druhej mocnine rýchlosti otáčania (ω²). To má obrovský praktický význam pre vyvažovanie odsávacích ventilátorov postupy. Napríklad zdvojnásobenie otáčok odsávacieho ventilátora zvýši vibračnú silu štvornásobne. Tento nelineárny rast vysvetľuje, prečo odsávací ventilátor, ktorý pracuje prijateľne pri nízkych otáčkach, môže vykazovať katastrofálne úrovne vibrácií pri dosiahnutí nominálnych alebo zvýšených otáčok, napríklad pri riadení frekvenčnými meničmi.
1.2. Klasifikácia nerovnováhy: Tri typy problémov
Nevyváženosť rotora sa v závislosti od vzájomného usporiadania osi zotrvačnosti a osi otáčania delí na tri hlavné typy:
Statická nerovnováha (Sila/Statická nerovnováha)

Zostava vyvažovacieho stroja rotorov s počítačom riadeným monitorovacím systémom na meranie statických a dynamických síl na detekciu nerovnováhy v rotujúcich komponentoch elektromotora.
Definícia: Vyskytuje sa, keď je os zotrvačnosti posunutá rovnobežne s osou otáčania. Toto sa dá znázorniť ako jeden „ťažký bod“ na rotore.
Diagnóza: Tento typ nerovnováhy je jedinečný v tom, že sa prejavuje aj v pokoji. Ak je takýto rotor umiestnený na vodorovných podperách s nízkym trením (nazývaných „nožové hrany“), bude sa vždy otáčať vplyvom gravitácie a zastaví sa ťažkým hrotom smerom nadol.
Oprava: Eliminuje sa relatívne jednoducho pridaním (alebo odstránením) korekčnej hmoty v jednej rovine, o 180 stupňov oproti identifikovanému ťažkému bodu. Statická nerovnováha je charakteristická pre úzke rotory v tvare disku s nízkym pomerom dĺžky k priemeru (L/D) (napr. menej ako 0,5).
Nerovnováha v páre
Definícia: Nastáva, keď os zotrvačnosti pretína os otáčania v ťažisku rotora. Fyzikálne je to ekvivalentné dvom rovnakým nevyváženým hmotám umiestneným v dvoch rôznych rovinách pozdĺž dĺžky rotora a umiestneným od seba o 180 stupňov.
Diagnóza: V statickej polohe je takýto rotor vyvážený a nebude mať tendenciu zaujímať žiadnu špecifickú polohu. Počas otáčania však táto dvojica hmôt vytvára „kývavý" alebo „kolísavý" moment, ktorý má tendenciu otáčať rotor kolmo na os otáčania, čo spôsobuje silné vibrácie na podperách.
Oprava: Na kompenzáciu tohto momentu je potrebná korekcia aspoň v dvoch rovinách.
Dynamická nerovnováha

Technická schéma zariadenia na testovanie rotora elektromotora s medenými vinutiami namontovanými na presných ložiskách, pripojeného k elektronickému monitorovaciemu zariadeniu na meranie rotačnej dynamiky.
Definícia: Toto je najbežnejší a v praxi najčastejšie sa vyskytujúci prípad, keď os zotrvačnosti nie je rovnobežná s osou otáčania ani ju nepretína, ale je so ňou skrížená v priestore. Dynamická nerovnováha je vždy kombináciou statickej a párovej nerovnováhy.
Diagnóza: Prejavuje sa iba počas otáčania rotora.
Oprava: Vždy vyžaduje vyváženie v najmenej dvoch korekčných rovinách, aby sa súčasne kompenzovali zložky sily aj momentu.
1.3. Základné príčiny problémov: Odkiaľ pochádza nerovnováha?
Príčiny nerovnováhy možno rozdeliť do dvoch veľkých skupín, ktoré sú obzvlášť relevantné pre vyvažovanie odsávacích ventilátorov aplikácie:
Prevádzkové faktory (najbežnejšie):
- Hromadenie materiálu: Najčastejšia príčina prevádzky odsávacích ventilátorov v znečistenom prostredí. Nerovnomerné hromadenie prachu, nečistôt, farby, procesných produktov alebo vlhkosti na lopatkách obežného kolesa mení rozloženie hmotnosti.
- Opotrebovanie a korózia: Nerovnomerné abrazívne opotrebovanie čepelí, erózia kvapiek v dôsledku vniknutia kvapaliny alebo chemická korózia vedie k úbytku hmoty v niektorých oblastiach a následnej nerovnováhe.
- Tepelná deformácia: Nerovnomerné zahrievanie alebo chladenie rotora, najmä počas dlhších odstávok horúceho zariadenia, môže viesť k dočasnému alebo trvalému ohnutiu hriadeľa alebo obežného kolesa.
- Strata vyvažovacích závaží: Predtým nainštalované korekčné závažia sa môžu uvoľniť v dôsledku vibrácií, korózie alebo mechanického nárazu.
Výrobné a montážne chyby:
- Výrobné chyby: Nerovnomernosť materiálu (napr. pórovitosť odliatku), nepresnosti pri obrábaní alebo nekvalitná montáž lopatiek k obežnému kolesu.
- Chyby pri montáži a inštalácii: Nesprávne uloženie obežného kolesa na hriadeli, nesprávne zarovnanie, uvoľnenie upevnenia náboja, nesprávne zarovnanie hriadeľov motora a ventilátora.
- Súvisiace problémy s komponentmi: Použitie neštandardných alebo opotrebovaných hnacích remeňov, chyby ložísk, uvoľnenie upevnenia jednotky k základu (stav známy ako „mäkká pätka“).
1.4. Dôsledky nerovnováhy: Reťazová reakcia ničenia
Ignorovanie problémov s nevyváženosťou vedie k reťazovej reakcii deštruktívnych následkov ovplyvňujúcich mechanické komponenty zariadení aj ekonomický výkon, čo je obzvlášť dôležité vo výfukových systémoch:
Mechanické následky:
- Vibrácie a hluk: Prudký nárast vibrácií a hluku je najzreteľnejším dôsledkom, ktorý vedie k zhoršeniu pracovných podmienok a slúži ako prvý signál poruchy.
- Zrýchlené opotrebovanie ložísk: Najčastejší, najdrahší a najnebezpečnejší dôsledok. Cyklické zaťaženie odstredivou silou spôsobuje zrýchlenú únavu a ničenie valivých telies a obežných dráh, čím sa životnosť ložísk skracuje desiatkrát.
- Únavové zlyhanie: Dlhodobé vystavenie vibráciám vedie k akumulácii únavy materiálu v kove, čo môže spôsobiť zničenie hriadeľov, nosných konštrukcií, zvarov a dokonca aj zlomenie kotevných skrutiek, ktoré upevňujú jednotku k základom.
- Poškodenie susedných komponentov: Vibrácie ničia aj spojovacie spojenia, remeňové pohony a tesnenia hriadeľov.
Ekonomické a prevádzkové dôsledky:
- Zvýšená spotreba energie: Významná časť energie motora sa nevynakladá na pohyb vzduchu, ale na vytváranie vibrácií, čo vedie k priamym finančným stratám.
- Znížený výkon: Vibrácie môžu narušiť aerodynamické vlastnosti obežného kolesa, čo vedie k zníženiu prietoku vzduchu a tlaku vytváraného odsávacím ventilátorom.
- Núdzový výpadok: Nerovnováha v konečnom dôsledku vedie k núdzovému odstaveniu zariadenia, čo má za následok nákladné opravy a straty spôsobené prestojmi výrobnej linky.
- Bezpečnostné hrozby: V kritických prípadoch je možné zničenie obežného kolesa pri vysokých rýchlostiach, čo predstavuje priame ohrozenie života a zdravia personálu.
Sekcia 2: Diagnostika vibrácií – umenie presnej diagnostiky
Správna diagnóza je základom úspešného vyváženia. Predtým, ako sa pristúpi k korekcii hmotnosti, je potrebné s vysokou istotou preukázať, že nerovnováha je skutočne hlavnou príčinou nadmerných vibrácií. Táto časť je venovaná inštrumentálnym metódam, ktoré umožňujú nielen detekciu problému, ale aj presnú identifikáciu jeho povahy.
2.1. Prečo vibrácie nie sú vždy nerovnováha: Diferenciálna diagnostika
Kľúčová zásada, ktorú musí každý špecialista na údržbu pochopiť: nadmerné vibrácie sú príznakom, nie diagnózou. Hoci nerovnováha je jednou z najčastejších príčin vibrácií odsávacieho ventilátora, niekoľko ďalších porúch môže vytvárať podobné vzorce, ktoré je potrebné pred začatím vylúčiť. vyvažovanie odsávacích ventilátorov práca.
Hlavné chyby „maskované“ ako nerovnováha:
- Nesprávne zarovnanie: Nesúososť hriadeľa medzi motorom a ventilátorom. Vo vibračnom spektre sa vyznačuje výrazným vrcholom pri dvojnásobnej prevádzkovej frekvencii (2x), najmä v axiálnom smere.
- Mechanická vôľa: Uvoľnenie skrutiek podpery ložísk, praskliny v základovom ráme. Prejavuje sa ako séria harmonických kmitočtov s bežiacou frekvenciou (1x, 2x, 3x atď.) a v závažných prípadoch aj subharmonických kmitočtov (0,5x, 1,5x).
- Vady valivých ložísk: Odlupovanie, praskliny na obežných dráhach alebo valivých telesách. Generujú vibrácie pri charakteristických vysokofrekvenčných, nesynchrónnych (nie násobkoch frekvencie otáčania) zložkách vypočítaných z geometrie ložiska.
- Ohnutý hriadeľ: Vytvára vibrácie na prevádzkovej (1x) aj dvojitej prevádzkovej (2x) frekvencii, čo značne komplikuje diagnostiku a vyžaduje si povinnú fázovú analýzu na rozlíšenie od nevyváženosti a nesprávneho zarovnania.
- Rezonancia: Ostré, viacnásobné zosilnenie vibrácií, keď sa prevádzková frekvencia otáčania zhoduje s jednou z vlastných frekvencií konštrukcie. Tento extrémne nebezpečný stav sa nedá odstrániť vyvážením.
2.2. Súprava nástrojov pre špecialistov: Oči a uši inžiniera
Presná vibračná diagnostika a následné vyvažovanie odsávacích ventilátorov vyžadujú špecializované vybavenie:
- Vibračné senzory (akcelerometre): Primárne prostriedky zberu údajov. Pre úplný trojrozmerný obraz vibrácií stroja sú senzory inštalované na ložiskových telesách v troch vzájomne kolmých smeroch: horizontálnom, vertikálnom a axiálnom.
- Prenosné analyzátory/vyvažovače vibrácií: Moderné nástroje ako Balanset-1A kombinujú funkcie vibrometra (meranie celkovej úrovne vibrácií), spektrálneho analyzátora s rýchlou Fourierovou transformáciou (FFT), fázometra a kalkulačky vyváženia. Umožňujú kompletnú diagnostiku a vyváženie priamo na mieste prevádzky zariadenia.
- Tachometer (optický alebo laserový): Neoddeliteľná súčasť každej vyvažovacej súpravy. Nevyhnutná pre presné meranie rýchlosti otáčania a synchronizáciu fázového merania. Pre prevádzku sa na hriadeľ alebo inú rotujúcu časť nalepí malý kúsok reflexnej pásky.
- Softvér: Špecializovaný softvér umožňuje spravovať databázy zariadení, analyzovať trendy vibrácií v priebehu času, vykonávať hĺbkovú spektrálnu diagnostiku a automaticky generovať pracovné správy.
2.3. Čítanie vibračných spektier (FFT analýza): Dešifrovanie strojových signálov
Vibračný signál meraný akcelerometrom predstavuje komplexnú amplitúdovo-časovú závislosť. Pre diagnostiku je takýto signál málo informatívny. Kľúčovou analytickou metódou je rýchla Fourierova transformácia (FFT), ktorá matematicky rozkladá komplexný časový signál na jeho frekvenčné spektrum. Spektrum presne ukazuje, ktoré frekvencie obsahujú vibračnú energiu, čo umožňuje identifikáciu týchto zdrojov vibrácií.
Kľúčovým indikátorom nerovnováhy vo vibračnom spektre je prítomnosť dominantného vrcholu s frekvenciou presne rovnakou ako frekvencia otáčania rotora. Táto frekvencia je označená ako 1x. Amplitúda (výška) tohto vrcholu je priamo úmerná veľkosti nerovnováhy.
| Chyba | Charakteristické frekvencie v spektre | Funkcie fázového merania | Odporúčané akcie |
|---|---|---|---|
| Statická nerovnováha | Dominantný vrchol 1x v radiálnych smeroch (horizontálny, vertikálny) | Stabilná fáza. Fázový rozdiel medzi podperami v rovnakom smere ~0° (±30°) | Čisté obežné koleso. Vykonajte vyváženie v jednej rovine. |
| Párová/dynamická nerovnováha | Dominantný vrchol 1x v radiálnom a často axiálnom smere | Stabilná fáza. Fázový rozdiel medzi podperami v rovnakom smere ~180° (±30°) | Deformácia ("osmička"). Vykonajte vyváženie v dvoch rovinách. |
| Nesprávne zarovnanie | Vysoký 2x vrchol, často sprevádzaný 1x a 3x vrcholmi. Obzvlášť viditeľný v axiálnom smere. | Fázový rozdiel ~180° v axiálnom smere cez spojku | Vykonajte laserové zarovnanie hriadeľov motora a ventilátora |
| Mechanická vôľa | Séria harmoník 1x, 2x, 3x... Často sú prítomné subharmonické (0,5x, 1,5x) | Nestabilná, „skákajúca“ fáza | Utiahnite všetky skrutkové spoje (podpery, základy). Skontrolujte, či nie sú praskliny |
| Porucha valivého ložiska | Vysokofrekvenčné, nesynchrónne vrcholy pri charakteristických frekvenciách defektov | - | Skontrolujte mazanie. Vymeňte ložisko. |
| Rezonancia | Extrémne vysoký vrchol pri prevádzkovej frekvencii zhodnej s prirodzenou frekvenciou | Fáza sa pri prechode rezonančnou frekvenciou prudko zmení o 180° | Zmena prevádzkovej rýchlosti alebo štrukturálnej tuhosti. Vyvažovanie je neúčinné. |
2.4. Kľúčová úloha fázovej analýzy: Potvrdenie diagnózy
Fázová analýza je výkonný nástroj, ktorý umožňuje definitívne potvrdenie diagnózy „nevyváženosti“ a jej odlíšenie od iných defektov, ktoré sa prejavujú aj pri prevádzkovej frekvencii 1x.
Fáza je v podstate časový vzťah medzi dvoma vibračnými signálmi s rovnakou frekvenciou, meraný v stupňoch. Ukazuje, ako sa rôzne body stroja pohybujú voči sebe navzájom a voči odrazovej značke na hriadeli.
Určenie typu nevyváženosti podľa fázy:
- Statická nevyváženosť: Obe podpery ložísk sa pohybujú synchrónne, „vo fáze“. Preto bude rozdiel fázového uhla meraný na dvoch podperách v rovnakom radiálnom smere blízky 0° (±30°).
- Párová alebo dynamická nevyváženosť: Podpery vykonávajú oscilačný pohyb „v protifáze“. Fázový rozdiel medzi nimi bude teda blízky 180° (±30°).







Časť 3: Praktický sprievodca vyvažovaním – metódy krok za krokom a profesionálne tipy
Táto časť obsahuje podrobné pokyny krok za krokom na vykonanie vyvažovanie odsávacích ventilátorov práce, od prípravných operácií až po špecializované techniky pre rôzne typy odsávacích ventilátorov.
3.1. Prípravná fáza – 50% úspechu
Kvalitná príprava je kľúčom k úspechu a bezpečnosti vyvažovanie odsávacích ventilátorovZanedbanie tejto fázy často vedie k nesprávnym výsledkom a strate času.
Bezpečnosť na prvom mieste:
Pred začatím akejkoľvek práce musí byť zariadenie úplne odpojené od napájania. Na zabránenie náhodnému spusteniu sa používajú štandardné postupy blokovania/označovania (LOTO). Musí sa overiť absencia napätia na svorkách motora.
Čistenie a vizuálna kontrola:
Toto nie je predbežná, ale primárna operácia. Obežné koleso musí byť dôkladne vyčistené od akýchkoľvek nahromadených látok - nečistôt, prachu, produktu. V mnohých prípadoch samotné kvalitné čistenie úplne eliminuje alebo výrazne znižuje nevyváženosť, takže ďalšie vyvažovanie nie je potrebné. Po vyčistení sa vykoná dôkladná vizuálna kontrola lopatiek, diskov a zvarov, či sa na nich nevyskytujú praskliny, preliačiny, deformácie a známky opotrebovania.
Mechanická kontrola („hierarchia zásahov“):
Pred korekciou rozloženia hmotnosti je potrebné overiť mechanickú pevnosť celej zostavy:
- Uťahovanie skrutkových spojov: Skontrolujte a v prípade potreby dotiahnite skrutky upevňujúce obežné koleso k náboju, náboj k hriadeľu, ložiskové telesá k rámu a kotviace skrutky rámu k základu.
- Kontrola geometrie: Pomocou úchylkomerov skontrolujte radiálne a axiálne hádzanie hriadeľa a obežného kolesa. Taktiež vizuálne alebo pomocou šablón a meracích nástrojov skontrolujte zarovnanie lopatiek a rovnomernosť ich uhla nábehu.
3.2. Statické vyvažovanie: Jednoduché metódy pre jednoduché prípady
Statické vyváženie sa používa na úzke rotory v tvare disku (napr. obežné kolesá s malým pomerom L/D), keď je dynamické vyváženie technicky nemožné alebo ekonomicky nepraktické.
Metóda ostria noža:
Klasická a veľmi presná metóda. Rotor (vybratý z jednotky) sa umiestni na dva dokonale vodorovné, rovnobežné a hladké hranoly alebo podpery s nízkym trením. Vplyvom gravitácie sa „ťažký bod“ rotora vždy snaží obsadiť spodnú polohu. Korekčné závažie sa inštaluje presne oproti tomuto bodu (pod uhlom 180°). Proces sa opakuje, kým rotor nezostane v neutrálnej rovnováhe v akejkoľvek polohe.
Metóda voľného otáčania („olovnica“):
Zjednodušená metóda použiteľná pre ventilátory s priamo namontovanými lopatkami. Po odstránení hnacích remeňov (ak sú prítomné) sa obežné koleso pomaly otáča a uvoľňuje. Najťažšia lopatka klesne nadol. Korekcia sa vykonáva pridaním malých závaží (napr. pomocou lepiacej pásky alebo magnetov) k najľahším lopatkám, kým obežné koleso neprestane hľadať konkrétnu polohu.
3.3. Dynamické vyvažovanie poľa: Profesionálny prístup
Toto je primárna metóda pre priemysel vyvažovanie odsávacích ventilátorov, vykonávané pomocou špecializovaných nástrojov, ako napríklad Balanset-1A bez demontáže zariadenia. Proces pozostáva z niekoľkých povinných krokov.
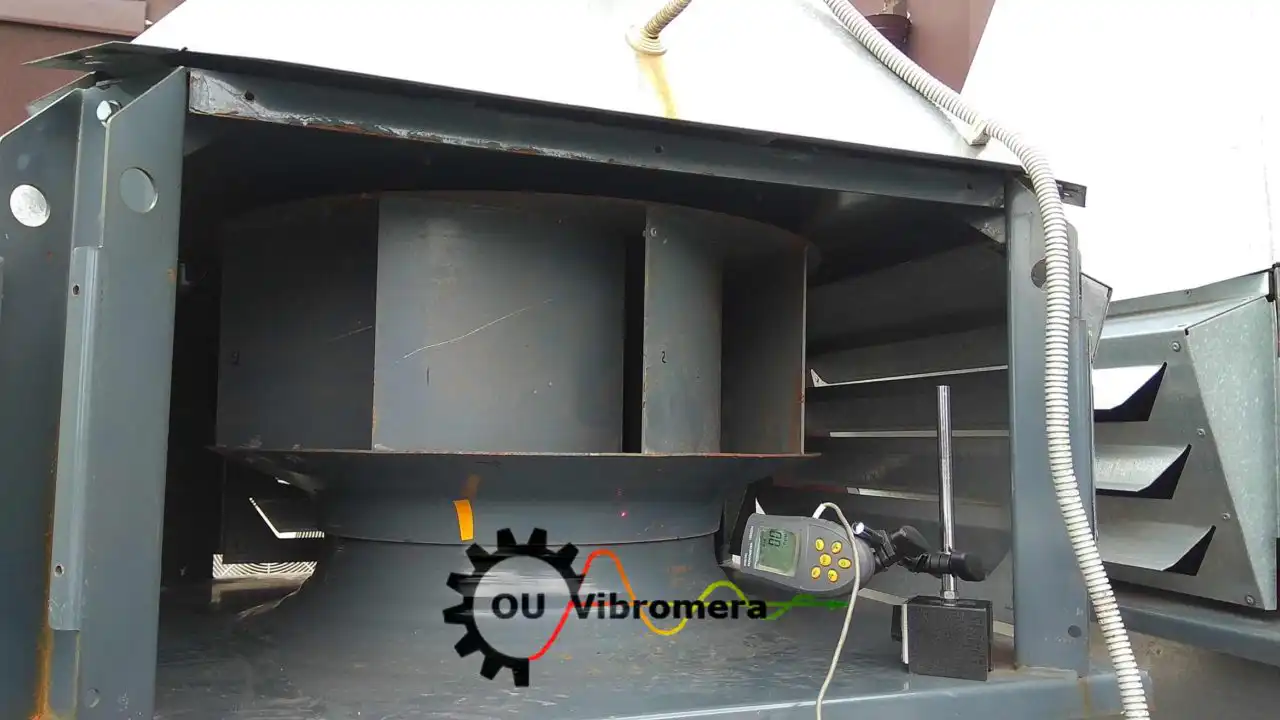
Krok 1: Počiatočné meranie (počiatočná jazda)
- Na ložiskových telesách sú nainštalované vibračné senzory a na hriadeľ tachometra je nanesená reflexná páska.
- Odsávací ventilátor sa spustí a uvedie sa na nominálnu prevádzkovú rýchlosť.
- Pomocou analyzátora vibrácií sa zaznamenajú počiatočné údaje: amplitúda (zvyčajne v mm/s) a fázový uhol (v stupňoch) vibrácií pri prevádzkovej frekvencii 1x. Tieto údaje predstavujú počiatočný vektor nevyváženosti.
Krok 2: Beh so skúšobnou váhou
Logika: Aby prístroj presne vypočítal, ako opraviť nevyváženosť, je potrebné do systému zaviesť známu zmenu a pozorovať jej reakciu. To je účelom inštalácie skúšobného závažia.
- Výber hmotnosti a miesta: Skúšobné závažie sa zvolí tak, aby spôsobilo viditeľnú, ale bezpečnú zmenu vektora vibrácií (napr. zmenu amplitúdy o 20-30% a/alebo fázový posun o 20-30°). Závažie sa dočasne pripevní vo vybranej korekčnej rovine v známej uhlovej polohe.
- Meranie: Zopakujte spustenie a vykonané meranie a zaznamenajte nové hodnoty amplitúdy a fázy.
Krok 3: Výpočet a inštalácia korekčnej hmotnosti
Moderné vyvažovacie nástroje, ako napríklad Balanset-1A automaticky vykoná odčítanie vektora počiatočných vibrácií od vektora získaného pomocou skúšobného závažia. Na základe tohto rozdielu (vektora vplyvu) prístroj vypočíta presnú hmotnosť a presný uhol, pod ktorým musí byť nainštalované trvalé korekčné závažie na kompenzáciu počiatočnej nevyváženosti.
Korekciu je možné vykonať buď pridaním hmoty (zváranie kovových plechov, montáž skrutiek s maticami), alebo odobratím hmoty (vŕtanie otvorov, brúsenie). Pridanie hmoty je výhodnejšie, pretože je to reverzibilný a kontrolovanejší proces.
Krok 4: Overovací beh a trim vyvažovanie
- Po inštalácii permanentného korekčného závažia (a odstránení skúšobného závažia) sa vykoná overovací cyklus na vyhodnotenie výsledku.
- Ak sa úroveň vibrácií znížila, ale stále prekračuje prijateľné normy, vykoná sa trim vyvažovanie. Postup sa opakuje, ale výsledky overovacieho behu sa teraz používajú ako počiatočné údaje. To umožňuje iteratívny, postupný prístup k požadovanej kvalite vyváženia.
3.4. Vyvažovanie v jednej alebo dvoch rovinách? Praktické kritériá výberu
Výber medzi vyvážením v jednej a dvoch rovinách je kľúčovým rozhodnutím ovplyvňujúcim úspech celého postupu, obzvlášť dôležitým pre vyvažovanie odsávacích ventilátorov aplikácie.
Hlavné kritérium: Pomer dĺžky rotora (L) k priemeru (D).
- Ak L/D < 0,5 a otáčky menšie ako 1000 ot./min., zvyčajne dominuje statická nevyváženosť a postačuje vyváženie v jednej rovine.
- Ak je L/D > 0,5 alebo je rýchlosť otáčania vysoká (> 1000 ot./min.), nevyváženosť páru začína hrať významnú úlohu, čo si vyžaduje vyváženie v dvoch rovinách na elimináciu.
3.5. Zvláštnosti vyvažovania previsnutých ventilátorov
Previsnuté odsávacie ventilátory, u ktorých je pracovné koleso (obežné koleso) umiestnené za ložiskovými podperami, predstavujú zvláštnu zložitosť pri vyvažovaní.
Problém: Takéto systémy sú vo svojej podstate dynamicky nestabilné a extrémne citlivé na nerovnováhu, najmä párového typu. To sa často prejavuje ako abnormálne vysoké axiálne vibrácie.
Komplikácie: Aplikácia štandardných dvojrovinných metód na previsnuté rotory často vedie k neuspokojivým výsledkom alebo vyžaduje inštaláciu nedostatočne veľkých korekčných závaží. Reakcia systému na skúšobné závažie môže byť neintuitívna: napríklad inštalácia závažia na obežné koleso môže spôsobiť väčšiu zmenu vibrácií na vzdialenejšej podpore (pri motore) ako na blízkej.
Odporúčania: Vyvažovanie previsnutého odsávacieho ventilátora vyžaduje väčšie odborné skúsenosti a pochopenie dynamiky. Často je potrebné použiť špecializované softvérové moduly vo vibračných analyzátoroch, ktoré používajú metódu statickej/párnej sily pre presnejší výpočet korekčnej hmotnosti.
Oddiel 4: Zložité prípady a profesionálne techniky
Aj pri prísnom dodržiavaní postupov sa špecialisti môžu stretnúť so situáciami, keď štandardné prístupy neprinášajú výsledky. Tieto prípady si vyžadujú hlbšiu analýzu a použitie neštandardných techník.
4.1. Typické chyby a ako sa im vyhnúť
Chyba 1: Nesprávna diagnóza
Najčastejšia a najnákladnejšia chyba - pokus o vyváženie vibrácií spôsobených nesprávnym zarovnaním, mechanickou vôľou alebo rezonanciou.
Riešenie: Vždy začnite s úplnou analýzou vibrácií (spektrálna a fázová analýza). Ak spektrum nevykazuje jasnú dominanciu 1x píku, ale sú prítomné významné píky na iných frekvenciách, vyvažovanie nemôže začať, kým sa neodstráni hlavná príčina.
Chyba 2: Ignorovanie prípravnej fázy
Vynechávanie fáz čistenia obežného kolesa alebo kontroly utiahnutia skrutkových spojov.
Riešenie: Prísne dodržiavajte „hierarchiu zásahov“ opísanú v časti 3.1. Čistenie a utiahnutie nie sú možnosťou, ale povinným prvým krokom.
Chyba 3: Odstránenie všetkých starých vyvažovacích závaží
Táto akcia ničí predchádzajúce (možno továrenské) výsledky vyváženia a často výrazne komplikuje prácu, pretože počiatočná nevyváženosť sa môže stať veľmi veľkou.
Riešenie: Nikdy neodstraňujte všetky závažia bezdôvodne. Ak sa na obežnom kolese z predchádzajúcich vyvažovaní nahromadilo veľa malých závaží, môžete ich odstrániť, ale potom ich vektorový súčet spojte do jedného ekvivalentného závažia a nainštalujte ho na miesto.
Chyba 4: Nekontrolovanie opakovateľnosti údajov
Začiatočné vyvažovanie s nestabilnými počiatočnými údajmi amplitúdy a fázy.
Riešenie: Pred inštaláciou skúšobného závažia vykonajte 2-3 kontrolné štarty. Ak amplitúda alebo fáza „kolíše“ od začiatku k začiatku, naznačuje to prítomnosť zložitejšieho problému (rezonancia, tepelné prevlnenie, aerodynamická nestabilita). Vyvažovanie za takýchto podmienok neprinesie stabilný výsledok.
4.2. Vyváženie v blízkosti rezonancie: Keď fáza klame
Problém: Keď je prevádzková rýchlosť odsávacieho ventilátora veľmi blízka jednej z vlastných frekvencií vibrácií systému (rezonancii), fázový uhol sa stáva extrémne nestabilným a veľmi citlivým na najmenšie kolísanie rýchlosti. To robí štandardné vektorové výpočty založené na meraní fázy nepresnými alebo úplne nemožnými.
Riešenie: Metóda štyroch cyklov
Esencia: Táto unikátna metóda vyvažovania nepoužíva fázové merania. Výpočet korekčnej hmotnosti sa vykonáva výlučne na základe zmien amplitúdy vibrácií.
Proces: Metóda vyžaduje štyri po sebe nasledujúce cykly:
- Zmerajte počiatočnú amplitúdu vibrácií
- Zmerajte amplitúdu so skúšobným závažím nainštalovaným v podmienenej polohe 0°
- Zmerajte amplitúdu s rovnakým závažím posunutým o 120°
- Zmerajte amplitúdu s rovnakým závažím posunutým na 240°
Na základe štyroch získaných hodnôt amplitúdy sa zostrojí grafické riešenie (metóda priesečníka kružníc) alebo sa vykoná matematický výpočet, ktorý umožňuje určiť potrebnú hmotnosť a uhol inštalácie korekčného závažia.
4.3. Keď problémom nie je rovnováha: Štrukturálne a aerodynamické sily
Štrukturálne problémy:
Slabý alebo prasknutý základ, uvoľnené podpery môžu rezonovať s prevádzkovou frekvenciou odsávacieho ventilátora, čím sa vibrácie mnohonásobne znásobia.
Diagnóza: Na určenie štrukturálnych vlastných frekvencií vo vypnutom stave sa používa nárazový test (bump test). Vykonáva sa pomocou špeciálneho modálneho kladiva a akcelerometra. Ak sa jedna z nájdených vlastných frekvencií blíži k prevádzkovej rotačnej frekvencii, problémom je skutočne rezonancia.
Aerodynamické sily:
Turbulencia prúdenia vzduchu na vstupe (v dôsledku prekážok alebo nadmerne zatvorenej klapky, tzv. „hladovanie ventilátora“) alebo výstupe môže spôsobiť nízkofrekvenčné, často nestabilné vibrácie, ktoré nesúvisia s nevyváženosťou hmoty.
Diagnóza: Vykonáva sa skúška so zmenou aerodynamického zaťaženia pri konštantnej rýchlosti otáčania (napr. postupným otváraním/zatváraním tlmiča). Ak sa úroveň vibrácií výrazne zmení, ich povaha je pravdepodobne aerodynamická.
4.4. Analýza reálnych príkladov (prípadové štúdie)
Príklad 1 (Rezonancia):
V jednom zdokumentovanom prípade vyváženie prívodného ventilátora pomocou štandardnej metódy neprinieslo výsledky kvôli extrémne nestabilným fázovým údajom. Analýza ukázala, že prevádzkové otáčky (29 Hz) boli veľmi blízke vlastnej frekvencii obežného kolesa (28 Hz). Použitie štvorstupňovej metódy, nezávisle od fázy, umožnilo úspešné zníženie vibrácií na prijateľnú úroveň, čo poskytlo dočasné riešenie až do výmeny ventilátora za spoľahlivejší.
Príklad 2 (Viaceré chyby):
Analýza vibrácií odsávacích ventilátorov v cukrovare odhalila zložité problémy. Jedno spektrum ventilátora indikovalo uhlovú nesúososť (vysoké vrcholy 1x a 2x v axiálnom smere), zatiaľ čo iné vykazovalo mechanickú vôľu (jednotné harmonické 1x, 2x, 3x). To dokazuje dôležitosť postupného odstraňovania chýb: najprv sa vykonalo zarovnanie a utiahnutie upevnenia a až potom sa v prípade potreby vykonalo vyváženie.
Časť 5: Normy, tolerancie a preventívna údržba
Záverečnou fázou akejkoľvek technickej práce je vyhodnotenie jej kvality podľa regulačných požiadaviek a vypracovanie stratégie pre dlhodobé udržiavanie zariadenia v dobrom stave.
5.1. Prehľad kľúčových noriem (ISO)
Na hodnotenie kvality vyváženia a vibračných podmienok odsávacích ventilátorov sa používa niekoľko medzinárodných noriem.
ISO 14694:2003:
Hlavná norma pre priemyselné ventilátory. Stanovuje požiadavky na kvalitu vyváženia a maximálne povolené úrovne vibrácií v závislosti od kategórie použitia ventilátora (BV-1, BV-2, BV-3 atď.), výkonu a typu inštalácie.
ISO 1940-1:2003:
Táto norma definuje stupne kvality vyváženia (G) pre pevné rotory. Stupeň kvality charakterizuje prípustnú zostatkovú nevyváženosť. Pre väčšinu priemyselných odsávacích ventilátorov platia nasledujúce stupne:
- G6.3: Štandardná priemyselná kvalita, vhodná pre väčšinu všeobecných priemyselných aplikácií.
- G2.5: Zvýšená kvalita, požadovaná pre vysokorýchlostné alebo obzvlášť kritické odsávacie ventilátory, kde sú prísnejšie požiadavky na vibrácie.
ISO 10816-3:2009:
Norma upravuje hodnotenie vibračných podmienok priemyselných strojov na základe meraní na nerotujúcich častiach (napr. ložiskové telesá). Norma zavádza štyri stavové zóny:
- Zóna A: „Dobré“ (nové vybavenie)
- Zóna B: „Uspokojivé“ (prípustná neobmedzená prevádzka)
- Zóna C: „Prijateľné na obmedzený čas“ (vyžaduje sa identifikácia a odstránenie príčiny)
- Zóna D: „Neprijateľné“ (vibrácie môžu spôsobiť poškodenie)
Norma ISO 14695:2003:
Táto norma stanovuje jednotné metódy a podmienky pre merania vibrácií priemyselných ventilátorov, ktoré sú potrebné na zabezpečenie porovnateľnosti a reprodukovateľnosti výsledkov získaných v rôznych časoch a na rôznych zariadeniach.
5.2. Dlhodobá stratégia: Integrácia do programu prediktívnej údržby
Vyvažovanie odsávacieho ventilátora by sa nemalo považovať za jednorazovú opravu. Je neoddeliteľnou súčasťou modernej stratégie prediktívnej údržby.
Pravidelné monitorovanie vibrácií (napr. prostredníctvom zberu údajov o trase pomocou prenosných analyzátorov) umožňuje sledovať stav zariadenia v priebehu času. Analýza trendov, najmä postupný nárast amplitúdy vibrácií pri prevádzkovej frekvencii 1x, je spoľahlivým indikátorom vyvíjajúcej sa nerovnováhy.
Tento prístup umožňuje:
- Plánovanie vyvažovania vopred, skôr ako úroveň vibrácií dosiahne kritické hodnoty stanovené normou ISO 10816-3.
- Predchádzanie sekundárnemu poškodeniu ložísk, spojok a nosných konštrukcií, ku ktorému nevyhnutne dochádza počas dlhodobej prevádzky s nadmernými vibráciami.
- Eliminácia neplánovaných núdzových prestojov prevedením opravárenských prác do kategórie plánovanej preventívnej starostlivosti.
Vytvorenie elektronickej databázy vibračných stavov kľúčových zariadení a pravidelná analýza trendov tvoria základ pre prijímanie technicky správnych a ekonomicky efektívnych rozhodnutí o údržbe, čo v konečnom dôsledku zvyšuje spoľahlivosť a celkovú efektivitu výroby.