
Balansering av hydraulkopplingar vid asfaltverk: Komplett teknisk guide
Översikt över problem med obalans i hydrauliska kopplingar
Tänk dig en asfaltfabrik som stannar mitt i produktionen på grund av att en kritisk koppling vibrerar okontrollerat. Detta scenario är inte bara en olägenhet – det innebär kostsamma driftstopp, akut underhåll och förlorad produktivitet. Sådana överdrivna vibrationer är ett tydligt tecken på en obalanserad hydraulisk koppling vilket orsakar stress på hela systemet. Att snabbt åtgärda detta problem är avgörande för att spara både tid och pengar i industriell verksamhet.
Hydrauliska kopplingssystem i asfaltverk kräver exakt balansering för att bibehålla optimal prestanda och tillförlitlighet. obalanserad hydraulisk koppling genererar kraftiga vibrationer som äventyrar utrustningens effektivitet, accelererar komponentslitage och ökar risken för oväntade fel. Om dessa vibrationer lämnas okontrollerade leder de till högre underhållskostnader och säkerhetsproblem för operatörerna. I fallstudien nedan utfördes en fältbalanseringsprocedur med hjälp av Balanset-1A Bärbar dynamisk balanserare för att korrigera kopplingsobalans och återställa smidig drift.
Viktiga tekniska specifikationer:
- Utrustning: Hydrauliskt kopplingssystem (asfaltblandarens drivning)
- Plats: Asfaltproduktionsanläggning (industrianläggning)
- Utfärda: Överdriven vibration på grund av obalans i kopplingen
- Balanseringsverktyg: Balanset-1A bärbar dynamisk balanserare med två plan
- Balanseringsstandard: Förfarande i linje med ISO 21940-riktlinjerna
- Mätningstyp: In-situ dynamisk balansering i två plan (fältbalansering)
Teknisk diagnos av obalans i hydraulkoppling
Innan en lösning implementerades utförde underhållsteamet en grundlig vibrationsdiagnos på den hydrauliska kopplingen. En obalans i kopplingen manifesteras genom flera driftsindikatorer som kan mätas och analyseras systematiskt:
Primära symtom på obalans
| Symptom | Påverkansnivå | Konsekvenser |
|---|---|---|
| Överdriven vibration | Hög | Accelererat lagerslitage; potentiell strukturell skada |
| Ökade bullernivåer | Medel | Säkerhetsproblem på arbetsplatsen (buller, trötthet) |
| Förlust i kraftöverföringen | Hög | Minskad produktionseffektivitet och genomströmning |
| För tidigt slitage på komponenter | Kritisk | Oplanerad driftstopp; ökade reparationskostnader |
Dessa symtom var tydliga indikatorer på att kopplingens massfördelning var ojämn, vilket orsakade dynamiska krafter under rotation. För att kvantifiera problemet genomförde teamet en vibrationsanalys med fokus på viktiga parametrar:
Parametrar för vibrationsanalys
- Total vibrationsamplitud: Mätt i mm/s (RMS) för att bedöma obalansens allvarlighetsgrad.
- Frekvensspektrum: Analyserad över hela driftsvarvtalsområdet för att identifiera obalansfrekvensen (1× körhastighet) och eventuella övertoner.
- Fasvinkel: Bestäms med hjälp av ett referensmärke och en laservarvräknare för att lokalisera obalansens vinkelposition.
- Harmoniskt innehåll: Utvärderas för ytterligare fel (t.ex. feljustering eller glapp) som kan förvärra vibrationssignaturen.
Balanset-1A dynamisk balanseringsmetodik
Baserat på diagnosen var den korrigerande åtgärden att dynamiskt balansera kopplingen på plats. Balanset-1A En bärbar balanseringsanordning användes för att utföra en omfattande tvåplansbalanseringsprocedur. Denna process följde internationella balanseringsstandarder (ISO 21940) för att säkerställa precision. Balanseringsmetoden kan delas upp i olika faser:
Utrustningsinstallation och konfiguration
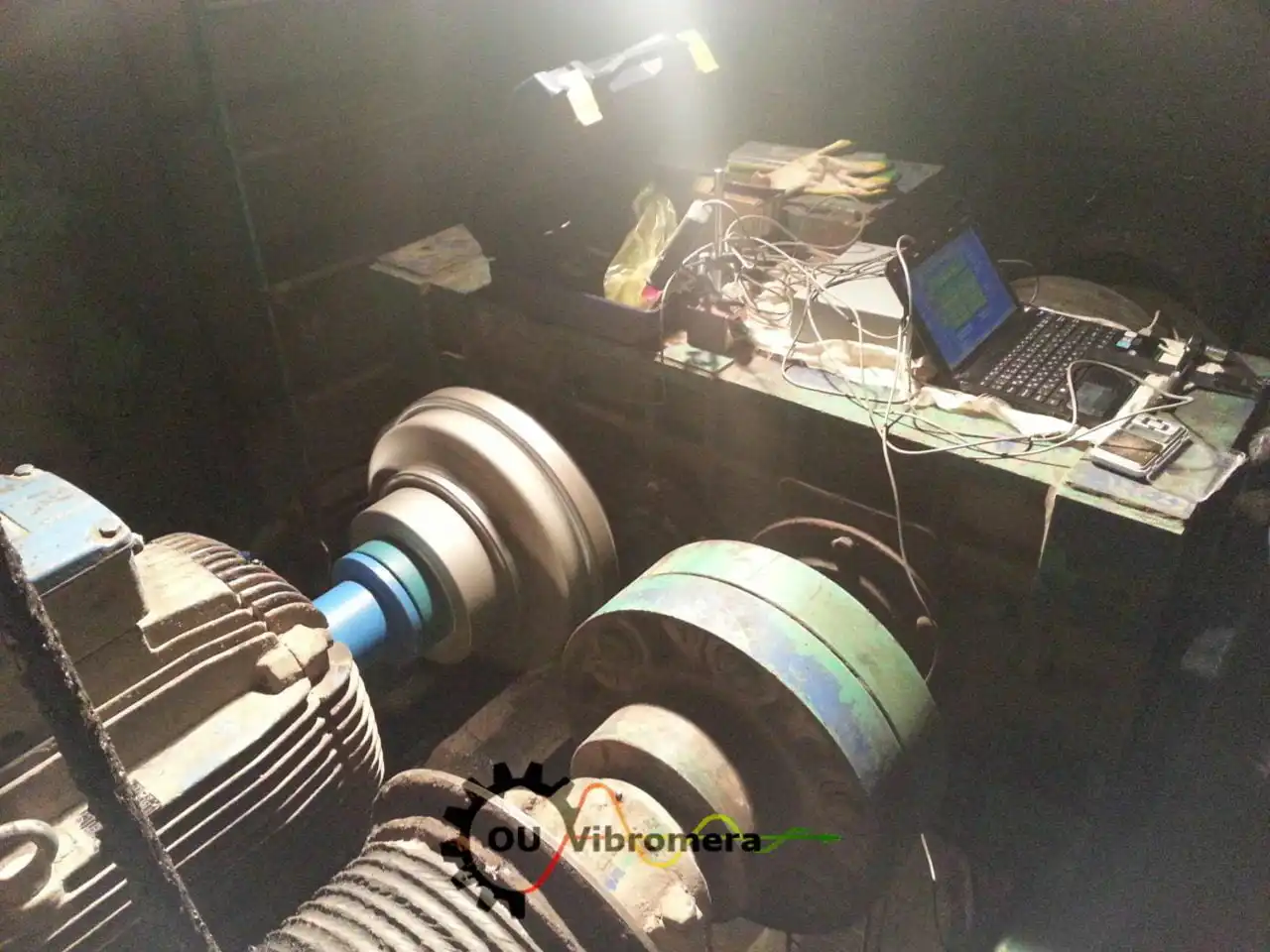
 För att påbörja fältbalanseringsprocessen installerade underhållsteamet Balanset-1A-utrustningen på plats. Det bärbara kitet innehåller dubbla vibrationssensorer (monterade nära kopplingens driv- och icke-drivlager), en laservarvräknare för fasreferens och en gränssnittsmodul med analysprogramvara (vanligtvis körd på en bärbar eller handhållen enhet). Denna installation möjliggjorde vibrationsövervakning och dataanalys i realtid. Följande komponenter konfigurerades före balansering:
För att påbörja fältbalanseringsprocessen installerade underhållsteamet Balanset-1A-utrustningen på plats. Det bärbara kitet innehåller dubbla vibrationssensorer (monterade nära kopplingens driv- och icke-drivlager), en laservarvräknare för fasreferens och en gränssnittsmodul med analysprogramvara (vanligtvis körd på en bärbar eller handhållen enhet). Denna installation möjliggjorde vibrationsövervakning och dataanalys i realtid. Följande komponenter konfigurerades före balansering:
Komponenter för balanseringsinställningar:
- Två vibrationssensorer placerade vid kopplingens stödlager (drivände och icke-drivände).
- Laservarvräknare (optisk sensor) i linje med ett reflekterande märke på kopplingen för att ge en fasreferens.
- Datainsamlingsenhet (Balanset-1A gränssnittsmodul) ansluten till sensorerna och varvräknaren.
- Analysprogramvara som körs på en ansluten enhet för visning och bearbetning av vibrationsdata i realtid.
Steg-för-steg-balanseringsprocess
Fas 1: Inledande vibrationsbedömning
I den första fasen gjordes baslinjemätningar för att förstå det ursprungliga obalanstillståndet:
- Baslinjevibrationsnivåer: Maskinen kördes med normal driftshastighet och initiala vibrationsamplituder registrerades i mätplanen både på drivsidan och på den andra sidan. Till exempel observerades toppvärden på 12,5 mm/s (RMS) på drivsidan och 9,8 mm/s på den andra sidan, vilket indikerar en allvarlig obalans.
- Fasvinklar: Med hjälp av den stroboskopiska varvräknaren och ett referensmärke på kopplingen mättes fasvinkeln för den maximala vibrationen. Detta fastställde vinkelorienteringen för obalansen för varje plan.
- Kontroll av driftstabilitet: Rotationshastigheten verifierades vara stabil (för att undvika övergående vibrationer), och bakgrundsvibrationer noterades för att säkerställa noggranna avläsningar.
- Säkerhetsverifiering: Alla monterings- och sensorfästen kontrollerades för att vara säkra innan nästa steg fortsatte.
Fas 2: Installation av provvikt
Nästa, en provvikt användes för att kvantifiera effekten av att lägga till massa på en känd plats på vibrationsavläsningarna:
- Förslag på optimal provvikt: Programvaran Balanset-1A beräknade en rekommenderad provviktsmassa baserat på den initiala obalansens storlek. (Till exempel föreslogs en liten vikt på några gram.)
- Beräknad placering: Programvaran angav vinkelpositionen (i förhållande till referensmärket) och radien på kopplingen där denna provvikt skulle installeras för varje plan.
- Installation: Provvikten fästes ordentligt vid kopplingen på den angivna platsen. Dess placering kontrollerades noggrant och säkert (med hjälp av lim eller klämma, beroende på vad som var lämpligt).
- Mätning efter installation: Med provvikten på plats kördes maskinen igen och nya vibrationsmätningar gjordes. Detta gjorde det möjligt för teamet att se hur den tillagda vikten förändrade vibrationsamplituden och fasen i varje plan.
Fas 3: Beräkning av korrigeringsvikt
Med hjälp av data från provkörningen bestämdes de slutliga korrigeringsvikterna genom influenskoefficientmetoden (en standard inom dynamisk balansering):
- Svarsanalys: Förändringen i vibration (amplitud och fasförskjutning) orsakad av provvikten analyserades. Balanset-1A-systemet använder detta svar för att beräkna influenskoefficienter för rotorn – vilket i huvudsak kvantifierar hur stor effekt en vikt i ett visst plan och vinkel har på obalansen.
- Beräkning av korrektionsmassor: Baserat på influenskoefficienterna beräknade programvaran den exakta massan av den korrigeringsvikt som behövdes i varje balanseringsplan. Den angav också de exakta vinkelpositionerna där dessa vikter skulle läggas till för att motverka den detekterade obalansen.
- Optimal placering: De rekommenderade korrektionsvikterna installerades sedan på kopplingen vid de angivna vinklarna och radierna. I detta fall lades små korrektionsvikter till på både drivsidan och den icke-drivande sidan av kopplingen.
- Verifieringskörning: Efter att korrektionsvikterna hade installerats kördes maskinen ytterligare en gång. Vibrationsavläsningar togs på nytt för att verifiera att den kvarvarande obalansen låg inom acceptabla gränser. Framgångskriteriet var att sänka vibrationen till en låg nivå som är acceptabel för installationen, med slutlig acceptans utvärderad mot tillämplig ISO 10816/20816 maskingrupp, stödklass och tillverkargränser.
Tekniska resultat och prestationsmått
Analys av vibrationsreducering
Efter balanseringsproceduren sjönk vibrationsnivåerna i den hydrauliska kopplingen dramatiskt. Tabellen nedan sammanfattar de uppmätta förbättringarna på två viktiga punkter (drivändens och icke-drivändens lager):
| Mätpunkt | Före balansering (mm/s RMS) | Efter balansering (mm/s RMS) | Förbättring (%) |
|---|---|---|---|
| Drivlager | 12.5 | 2.1 | 83.2% |
| Icke-drivande lager | 9.8 | 1.8 | 81.6% |
Prestationsuppnåelse: Vibrationsnivåerna efter balansering reducerades till en låg nivå för denna installation; slutlig acceptans bör utvärderas mot tillämplig ISO 10816/20816 maskingrupp, stödklass och tillverkargränser. I praktiken sänktes kopplingens vibrationsnivå till en nivå som lämpar sig för tillförlitlig långvarig drift och stödjer utrustningens livslängd. Den drastiska vibrationsminskningen (över 80% förbättring vid båda lagren) innebär jämnare gång, mindre mekanisk belastning och en betydligt lägre risk för driftstopp på grund av vibrationsrelaterade fel.
Tekniska fördelar för Balanset-1A
Under hela balanseringsarbetet gav Balanset-1A-verktyget flera fördelar som bidrog till det framgångsrika resultatet. Bland de anmärkningsvärda tekniska fördelarna med att använda Balanset-1A-systemet finns:
Mätnoggrannhet och precision
- Hög mätnoggrannhet: Vibration velocity measurements are accurate across the frequency range of 5 Hz to 1000 Hz (amplitude error ≤10% from 5 to 550 Hz; up to 20% from 550 to 1000 Hz), ensuring confidence in the data collected.
- Exakt fasdetektering: Fasvinkelmätningar är exakta till cirka ±2°, vilket är avgörande för att fastställa den exakta platsen för obalansen under analysen.
- Brett driftsområde: Enheten fungerar tillförlitligt i omgivningstemperaturer från –20 °C till +60 °C, vilket gör den lämplig för användning både inomhus och utomhus på industriområden.
- Standardöverensstämmelse: Balansering av kvalitetsgrader från G40 ner till G0,4 (enligt ISO 1940/21940) kan uppnås, vilket täcker ett brett spektrum från allmänna maskiner till högprecisionsrotorer.
Funktioner för operativ effektivitet
- Realtidsanalys: Balanset-1A tillhandahåller livedatabehandling, så obalanskorrigeringar kan beräknas på plats utan långvarig analys utanför anläggningen.
- Automatiserade beräkningar: Enhetens programvara beräknar automatiskt optimala vikter för försök och korrigering, vilket minskar risken för mänskliga fel i komplexa beräkningar.
- Flerplanskapacitet: Stöd för både enplans- och tvåplansbalansering gör att den kan hantera enkla obalanser och mer komplexa dynamiska obalanssituationer (som kopplingen i det här fallet).
- Detaljerad rapportering: Efter balansering kan systemet generera omfattande rapporter som dokumenterar initiala tillstånd, korrigeringsåtgärder och slutliga vibrationsnivåer – användbart för underhållsjournaler och revisionsändamål.
Protokoll för förebyggande underhåll
Att uppnå balans i kopplingen är bara en del av den långsiktiga lösningen. För att säkerställa att utrustningen förblir i gott skick krävs en förebyggande underhåll och övervakningsschema etablerades. Regelbunden vibrationsövervakning kan upptäcka tidiga tecken på obalans eller andra problem innan de eskalerar. Följande schema rekommenderas för kritiska roterande komponenter som hydraulkopplingar:
Schemalagd vibrationsövervakning
| Övervakningsfrekvens | Mätfokus | Åtgärdströskel |
|---|---|---|
| Månatlig | Övergripande kontroll av vibrationsnivå (snabb konditionsundersökning) | > 4,5 mm/s RMS (varning för obalans) |
| Kvartalsvis | Detaljerad spektralanalys (identifiera specifik obalansfrekvens och andra fel) | 1× RPM-topp > 3,0 mm/s (indikerar ett framväxande obalansproblem) |
| Årligen | Fullständig balansverifiering (ombalansering vid behov) | Säkerställ att utrustningen uppfyller kraven i ISO 21940/1940 balansklass (t.ex. G2.5 eller bättre för denna utrustning) |
Genom att följa denna proaktiva övervakningsplan kan anläggningen upptäcka eventuella återkommande obalanser tidigt. Dessutom kompletterar rutinmässiga underhållsuppgifter – som att kontrollera kopplingens uppriktning, inspektera för slitage eller avlagringar och säkerställa korrekt smörjning – vibrationsövervakningen för att hålla systemet igång smidigt. Tidig upptäckt och korrigering av problem kommer avsevärt att förlänga livslängden för kopplingen och dess tillhörande maskineri.
Kostnads-nyttoanalys
Korrekt balansering av hydraulkopplingen ger inte bara tekniska fördelar utan även avsevärda ekonomiska fördelar. Nedan följer de viktigaste resultaten av balanseringen, baserade på både fallresultat och branschriktmärken:
Ekonomisk inverkan av korrekt balansering
- Förlängning av lagerlivslängd: 200–300% ökning av lagrens livslängd (den dramatiska minskningen av vibrationer innebär betydligt mindre utmattning och slitage på lagren).
- Energibesparingar: 5–15% minskad energiförbrukning, eftersom systemet inte längre slösar energi på att bekämpa överdrivna vibrationer och feljustering.
- Förebyggande av oplanerade driftstopp: 80–95% minskning av oväntade avbrott relaterade till vibrationsfel. Balanserad utrustning är mycket mindre benägen att gå sönder utan förvarning.
- Besparingar på underhållskostnader: 40–60% lägre årliga underhålls- och reparationskostnader tack vare färre akuta reparationer och längre intervall mellan större översyner.
Kort sagt lönar sig investering i noggrann balansering. Branschstudier har visat att precisionsbalansering är avgörande för att öka lagerlivslängden och minimera driftstopp, vilket i sin tur förbättrar utrustningens totala tillförlitlighet samtidigt som underhållskostnaderna sänks. För asfaltverket i vårt fall löste vibrationsminskningen inte bara det omedelbara problemet utan gav också långsiktiga besparingar genom att förebygga framtida skador och ineffektivitet.
Vanliga frågor
F: Vad orsakar obalans i hydraulkopplingen?
A: Obalans i hydrauliska kopplingar kan uppstå av flera faktorer. Vanliga orsaker inkluderar ojämnt slitage av interna komponenter, tillverkningstoleranser som resulterar i lätt asymmetri, termisk deformation av delar under drift och ansamling av skräp eller material inuti kopplingen. Varje faktor som stör den jämna massfördelningen i kopplingen kommer att orsaka en obalans.
F: Hur ofta ska hydraulkopplingar balanseras?
A: Hur ofta balanseringen ska göras beror på användnings- och driftsförhållandena. För kritisk utrustning som körs kontinuerligt (som en asfaltverks koppling) är det lämpligt att kontrollera balanseringen minst en gång om året. Om maskinen används i en tuff miljö (med mycket damm, värme eller belastningsfluktuationer) eller om vibrationsövervakning indikerar försämrad balansering, kan det vara motiverat att göra en mer frekvent balansering (t.ex. halvårsvis eller kvartalsvis). Regelbunden vibrationsanalys som en del av förebyggande underhåll hjälper till att avgöra när ombalansering behövs.
F: Kan Balanset-1A balansera annan roterande utrustning?
A: Ja. Balanset-1A är ett mångsidigt dynamiskt balanseringsverktyg som kan användas på en mängd olika roterande maskiner. Förutom hydrauliska kopplingar stöder det balansering av fläktar, blåsmaskiner, pumpar, elmotorer, industriella krossar, turbinrotorer och många andra enheter. Dess tvåplansbalanseringskapacitet och bärbara design gör den lämplig för balanseringsuppgifter på plats inom olika industrier (tillverkning, kraftproduktion, bearbetningsanläggningar etc.).
F: Vilka vibrationsnivåer indikerar balanseringskrav?
A: Som en tumregel indikerar vibrationsnivåer som överstiger tillverkarens eller branschstandardernas tröskelvärden ett behov av balansering. Enligt ISO 10816/20816 riktlinjer beror den acceptabla vibrationshastigheten på icke-roterande delar (dvs. lagerhus) på maskingrupp och stödklass — till exempel anger ISO 10816-3 gränsen mellan zon A/B till 1.4 mm/s RMS för medelstora maskiner (grupp 2) på stela stöd och till 3.5 mm/s RMS för stora maskiner (grupp 1) på flexibla stöd. Nyanlagda maskiner förväntas normalt arbeta i zon A, medan zon B anses acceptabel för obegränsad långvarig drift. Om vibrationen närmar sig eller överskrider zongränsen för din utrustningsgrupp och stödklass är det dags att planera en balanseringsinsats för att förebygga skador.
Sammanfattning av tekniska specifikationer
Balanset-1A Viktiga specifikationer:
- Mätkanaler: 2× vibrationskanaler + 1× fasreferenskanal (balanseringskapacitet i två plan).
- Varvtalsområde: ungefär 300 till 60,000 RPM för balansering; varvtalsmätarens område 250–90,000 RPM.
- Vibrationsmätningsområde: 0.2–80 mm/s (RMS-hastighet).
- Fasmätningsnoggrannhet: ±1° (en grad) för exakt detektering av obalansvinkel.
- Balanseringsnoggrannhet: Uppnår kvarvarande obalans inom ±5% av den tillåtna toleransen (hög korrigeringsnoggrannhet).
- Driftstemperatur: –20 °C till +60 °C (lämplig för utomhus- och inomhusbruk i alla klimat).
- Strömförsörjning: USB 5 V DC från den anslutna bärbara datorn — ingen nätadapter krävs.
Slutsats
I denna fallstudie, systematisk fältbalansering av en hydraulisk koppling med hjälp av Balanset-1A enheten gav mätbara förbättringar i utrustningens prestanda och en betydande minskning av vibrationsrelaterade problem. Vibrationsnivåerna sänktes med över 80% vid båda lagerpositionerna, ned till en låg restnivå för denna installation (slutlig acceptans bedöms mot tillämplig ISO 10816/20816-maskingrupp och stödklass). Som resultat fick asfaltverket jämnare drift, högre tillförlitlighet och minskad belastning på komponenterna.
Ur ett praktiskt perspektiv visar detta hur professionella balanseringsprocedurer – när de utförs enligt internationella standarder och med hjälp av avancerade verktyg – kan lösa kritiska maskinproblem. Genom att åtgärda grundorsaken till vibrationer (obalans) har anläggningen minimerat risken för plötsliga haverier och förlängt livslängden på sin utrustning. Framöver kommer regelbunden övervakning och underhållsprotokoll att säkerställa att kopplingen och relaterad maskin fortsätter att fungera optimalt. Sammanfattningsvis, att investera kraft i precisionsbalansering åtgärdar inte bara det omedelbara problemet utan ger också långsiktiga fördelar i form av drifttid, säkerhet och kostnadsbesparingar, vilket är det yttersta målet för ingenjörer och tekniska specialister i alla industriella miljöer.