Kentän dynaaminen tasapainotus
Osa I: Dynaamisen tasapainottamisen teoreettiset ja sääntelyyn liittyvät perusteet
Kenttädynaaminen tasapainotus on yksi tärinänsäätötekniikan keskeisistä toiminnoista, jonka tarkoituksena on pidentää teollisuuslaitteiden käyttöikää ja ehkäistä hätätilanteita. Kannettavien instrumenttien, kuten Balanset-1A:n, käyttö mahdollistaa näiden toimenpiteiden suorittamisen suoraan käyttöpaikalla, mikä minimoi seisokkiajat ja purkamiseen liittyvät kustannukset. Onnistunut tasapainotus edellyttää kuitenkin paitsi instrumentin kanssa työskentelytaitoa myös tärinän taustalla olevien fysikaalisten prosessien syvällistä ymmärtämistä sekä työn laatua koskevan sääntelykehyksen tuntemusta.
Menetelmän periaate perustuu koepainojen asentamiseen ja epätasapainon vaikutuskertoimien laskemiseen. Yksinkertaisesti sanottuna laite mittaa pyörivän roottorin värähtelyä (amplitudia ja vaihetta), minkä jälkeen käyttäjä lisää peräkkäin pieniä koepainoja tietyissä tasoissa "kalibroidakseen" lisämassan vaikutusta värähtelyyn. Värähtelyn amplitudin ja vaiheen muutosten perusteella laite laskee automaattisesti tarvittavan korjauspainojen massan ja asennuskulman epätasapainon poistamiseksi.
Tämä lähestymistapa toteuttaa ns. kolmen juoksun menetelmä Kaksitasoisessa tasapainotuksessa: alkumittaus ja kaksi ajoa koepainoilla (yksi kummassakin tasossa). Yksitasoisessa tasapainotuksessa riittää yleensä kaksi ajoa – ilman painoa ja yhden koepainon kanssa. Nykyaikaisissa laitteissa kaikki tarvittavat laskelmat suoritetaan automaattisesti, mikä yksinkertaistaa prosessia merkittävästi ja vähentää käyttäjän pätevyysvaatimuksia.
Osa 1.1: Epätasapainon fysiikka: Syvällinen analyysi
Pyörivien laitteiden värähtelyn ytimessä on epätasapaino eli epätasapaino. Epätasapaino on tila, jossa roottorin massa jakautuu epätasaisesti pyörimisakseliinsa nähden. Tämä epätasainen jakautuminen johtaa keskipakovoimien syntymiseen, jotka puolestaan aiheuttavat tukien ja koko koneen rakenteen värähtelyä. Korjaamattoman epätasapainon seuraukset voivat olla katastrofaaliset: laakereiden ennenaikaisesta kulumisesta ja tuhoutumisesta perustuksen ja itse koneen vaurioitumiseen. Epätasapainon tehokkaan diagnosoinnin ja poistamisen kannalta on välttämätöntä erottaa sen tyypit selvästi toisistaan.
Epätasapainon tyypit

Staattinen epätasapaino (yksi taso): Tämän tyyppiselle epätasapainolle on ominaista roottorin massakeskipisteen siirtyminen pyörimisakselin suuntaisesti. Staattisessa tilassa tällainen vaakasuorille prismoille asennettu roottori pyörii aina raskas puoli alaspäin. Staattinen epätasapaino on vallitseva ohuissa, kiekonmuotoisissa roottoreissa, joiden pituuden ja halkaisijan suhde (L/D) on alle 0,25, esimerkiksi hiomalaikoissa tai kapeissa tuuletinpyörissä. Staattinen epätasapaino on mahdollista poistaa asentamalla yksi korjauspaino yhteen korjaustasoon, joka on vastakkainen raskaiden kohtien kanssa.
Parin (hetken) epätasapaino: Tämä tyyppi esiintyy, kun roottorin päähitausakseli leikkaa pyörimisakselin massakeskipisteessä, mutta ei ole sen suuntainen. Parittaista epätasapainoa voidaan esittää kahtena yhtä suurena, mutta vastakkaisiin suuntiin suuntautuneena epätasapainoisena massana, jotka sijaitsevat eri tasoissa. Staattisessa tilassa tällainen roottori on tasapainossa, ja epätasapaino ilmenee vain pyörimisen aikana "keilahteluna" tai "heilumisena". Sen kompensoimiseksi tarvitaan vähintään kahden korjauspainon asentaminen kahteen eri tasoon, jotka luovat kompensoivan momentin.

Dynaaminen epätasapaino: Tämä on yleisin epätasapainon tyyppi todellisissa olosuhteissa, ja se edustaa staattisen ja kytkentäepätasapainon yhdistelmää. Tässä tapauksessa roottorin pääasiallinen inertia-akseli ei ole sama kuin pyörimisakseli eikä leikkaa sitä massakeskipisteessä. Dynaamisen epätasapainon poistamiseksi tarvitaan massakorjaus vähintään kahdessa tasossa. Kaksikanavaiset instrumentit, kuten Balanset-1A, on suunniteltu erityisesti ratkaisemaan tämä ongelma.
Kvasistaattinen epätasapaino: Tämä on dynaamisen epätasapainon erikoistapaus, jossa päähitausakseli leikkaa pyörimisakselin, mutta ei roottorin massakeskipisteessä. Tämä on hienovarainen mutta tärkeä ero monimutkaisten roottorijärjestelmien diagnosoinnissa.
Jäykät ja joustavat roottorit: ratkaiseva ero
Yksi tasapainotuksen perusperiaatteista on jäykkien ja joustavien roottoreiden välinen ero. Tämä ero määrää onnistuneen tasapainotuksen mahdollisuuden ja menetelmän.
Jäykkä roottori: Roottoria pidetään jäykkänä, jos sen pyörimistaajuus on merkittävästi pienempi kuin sen ensimmäinen kriittinen taajuus, eikä se kärsi merkittävistä elastisista muodonmuutoksista (taipumista) keskipakoisvoimien vaikutuksesta. Tällaisen roottorin tasapainottaminen onnistuu tyypillisesti kahdessa korjaustasossa. Balanset-1A-instrumentit on suunniteltu ensisijaisesti jäykkien roottoreiden kanssa työskentelyyn.
Joustava roottori: Roottoria pidetään joustavana, jos sen pyörimistaajuus on lähellä jotakin kriittisistä taajuuksistaan tai sitä suurempi. Tässä tapauksessa elastinen akselin taipuma on verrattavissa massakeskipisteen siirtymään ja itse vaikuttaa merkittävästi kokonaisvärähtelyyn.
Joustavan roottorin tasapainottaminen jäykkien roottoreiden menetelmällä (kahdessa tasossa) johtaa usein epäonnistumiseen. Korjaavien painojen asentaminen voi kompensoida tärinää alhaisella, resonanssia pienemmällä nopeudella, mutta käyttönopeutta saavutettaessa, kun roottori taipuu, samat painot voivat lisätä tärinää herättämällä jonkin taivutusvärähtelytiloista. Tämä on yksi keskeisistä syistä, miksi tasapainotus "ei toimi", vaikka kaikki toimenpiteet instrumentilla tehdään oikein.
Ennen töiden aloittamista on erittäin tärkeää luokitella roottori korreloimalla sen käyttönopeus tunnettuihin (tai laskettuihin) kriittisiin taajuuksiin. Jos resonanssia ei voida ohittaa, on suositeltavaa muuttaa laitteen asennusolosuhteita väliaikaisesti tasapainotuksen aikana resonanssin siirtämiseksi.
Osa 1.2: Sääntelykehys: ISO-standardit
Tasapainotusalan standardeilla on useita keskeisiä tehtäviä: ne luovat yhtenäisen teknisen terminologian, määrittelevät laatuvaatimukset ja, mikä tärkeintä, toimivat pohjana kompromissille teknisen välttämättömyyden ja taloudellisen toteutettavuuden välillä.
ISO 1940-1-2007 (ISO 1940-1): Jäykkien roottoreiden tasapainottamisen laatuvaatimukset
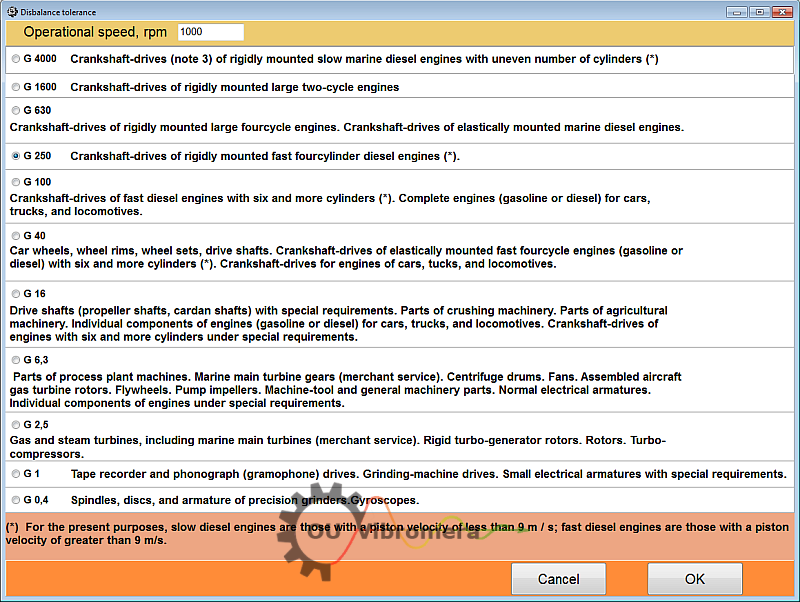
Tämä standardi on perusasiakirja sallitun jäännösepätasapainon määrittämiseksi. Se esittelee tasapainotuslaatuluokan (G) käsitteen, joka riippuu koneen tyypistä ja sen käyttökierrosnopeudesta.
Laatuluokka G: Jokainen laitetyyppi vastaa tiettyä laatuluokkaa, joka pysyy vakiona pyörimisnopeudesta riippumatta. Esimerkiksi murskaimille suositellaan luokkaa G6.3 ja sähkömoottoreiden ankkuriosille ja turbiineille G2.5.
Sallitun jäännösepätasapainon (U) laskeminenper): Standardi sallii tietyn sallitun epätasapainon arvon laskemisen, jota käytetään tavoiteindikaattorina tasapainotuksen aikana. Laskenta suoritetaan kahdessa vaiheessa:
- Sallitun ominaisepätasapainon (e) määritysper) käyttäen kaavaa:
e per = (G × 9549) / n
jossa G on tasapainotuksen laatuluokka (esim. 2,5), n on käyttöpyörimistaajuus, rpm. Mittayksikkö eper on g·mm/kg tai μm. - Sallitun jäännösepätasapainon (U) määritysper) koko roottorille:
U per = e per × M
jossa M on roottorin massa, kg. U:n mittayksikköper on g·mm.
Esimerkki: Sähkömoottorin roottorille, jonka massa on 5 kg, joka toimii nopeudella 3000 rpm ja jonka laatuluokka on G2.5:
eper = (2,5 × 9549) / 3000 ≈ 7,96 μm
Uper = 7,96 × 5 = 39,8 g·mm
Tämä tarkoittaa, että tasapainotuksen jälkeen jäännösepätasapaino ei saisi ylittää 39,8 g·mm.
ISO 20806-2007 (ISO 20806): Tasapainottaminen paikallaan
Tämä standardi säätelee suoraan kentän tasapainotusprosessia.
Edut: Paikallaan tasapainottamisen tärkein etu on, että roottori tasapainotetaan todellisissa käyttöolosuhteissa, tuilla ja käyttökuormituksen alaisena. Tämä ottaa automaattisesti huomioon tukijärjestelmän dynaamiset ominaisuudet ja kytkettyjen akseliston osien vaikutuksen.
Haitat ja rajoitukset:
- Rajoitettu pääsy: Usein korjaushöyliin pääsy kootussa koneessa on vaikeaa, mikä rajoittaa painon asennusmahdollisuuksia.
- Koeajojen tarve: Tasapainotusprosessi vaatii useita koneen käynnistys-pysäytysjaksoja.
- Vaikeus vakavan epätasapainon kanssa: Hyvin suuren alkuepätasapainon tapauksissa tasovalinnan ja korjaavan painon rajoitukset eivät välttämättä mahdollista vaaditun tasapainotuslaadun saavuttamista.
Osa II: Käytännön opas tasapainottamiseen Balanset-1A-instrumenteilla
Tasapainotuksen onnistuminen riippuu 80%:n valmistelutyön perusteellisuudesta. Useimmat viat eivät liity laitteen toimintahäiriöön, vaan mittausten toistettavuuteen vaikuttavien tekijöiden huomiotta jättämiseen. Tärkein valmisteluperiaate on sulkea pois kaikki muut mahdolliset tärinänlähteet, jotta laite mittaa vain epätasapainon vaikutusta.
Osa 2.1: Menestyksen perusta: Tasapainotusta edeltävä diagnostiikka ja koneen valmistelu
Vaihe 1: Ensisijainen värähtelydiagnostiikka (Onko kyseessä todella epätasapaino?)
Ennen tasapainottamista on hyödyllistä suorittaa alustava värähtelymittaus värähtelymittaritilassa. Balanset-1A-ohjelmistossa on "Vibration Meter" -tila (F5-painike), jossa voit mitata kokonaisvärähtelyn ja komponentin erikseen pyörimistaajuudella (1×) ennen painojen asentamista.
Klassinen epätasapainon merkki: Värähtelyspektriä tulisi hallita roottorin pyörimistaajuuden huippu (huippu 1x RPM-taajuudella). Tämän komponentin amplitudin tulisi olla vertailukelpoinen vaaka- ja pystysuunnassa, ja muiden harmonisten amplitudien tulisi olla huomattavasti pienempiä.
Muiden vikojen merkkejä: Jos spektri sisältää merkittäviä piikkejä muilla taajuuksilla (esim. 2x, 3x RPM) tai ei-useilla taajuuksilla, tämä viittaa muihin ongelmiin, jotka on poistettava ennen tasapainottamista.
Vaihe 2: Kattava mekaaninen tarkastus (tarkistuslista)
- Roottori: Puhdista kaikki roottorin pinnat huolellisesti liasta, ruosteesta ja tarttuneista tuotteista. Jopa pieni määrä likaa suurella säteellä aiheuttaa merkittävää epätasapainoa. Tarkista, ettei roottoreissa ole rikkoutuneita tai puuttuvia osia.
- Laakerit: Tarkista laakerikokoonpanot liiallisen välyksen, ylimääräisten äänien ja ylikuumenemisen varalta. Kuluneet laakerit eivät mahdollista vakaiden lukemien saamista.
- Perustus ja runko: Varmista, että yksikkö on asennettu tukevalle alustalle. Tarkista ankkuripulttien kireys ja halkeamien puuttuminen rungosta.
- Ajaa: Hihnakäytöissä tarkista hihnan kireys ja kunto. Kytkinliitäntöjen osalta tarkista akselin linjaus.
- Turvallisuus: Varmista kaikkien suojavarusteiden olemassaolo ja käyttökelpoisuus.
Osa 2.2: Laitteen asennus ja konfigurointi
Laitteiston asennus
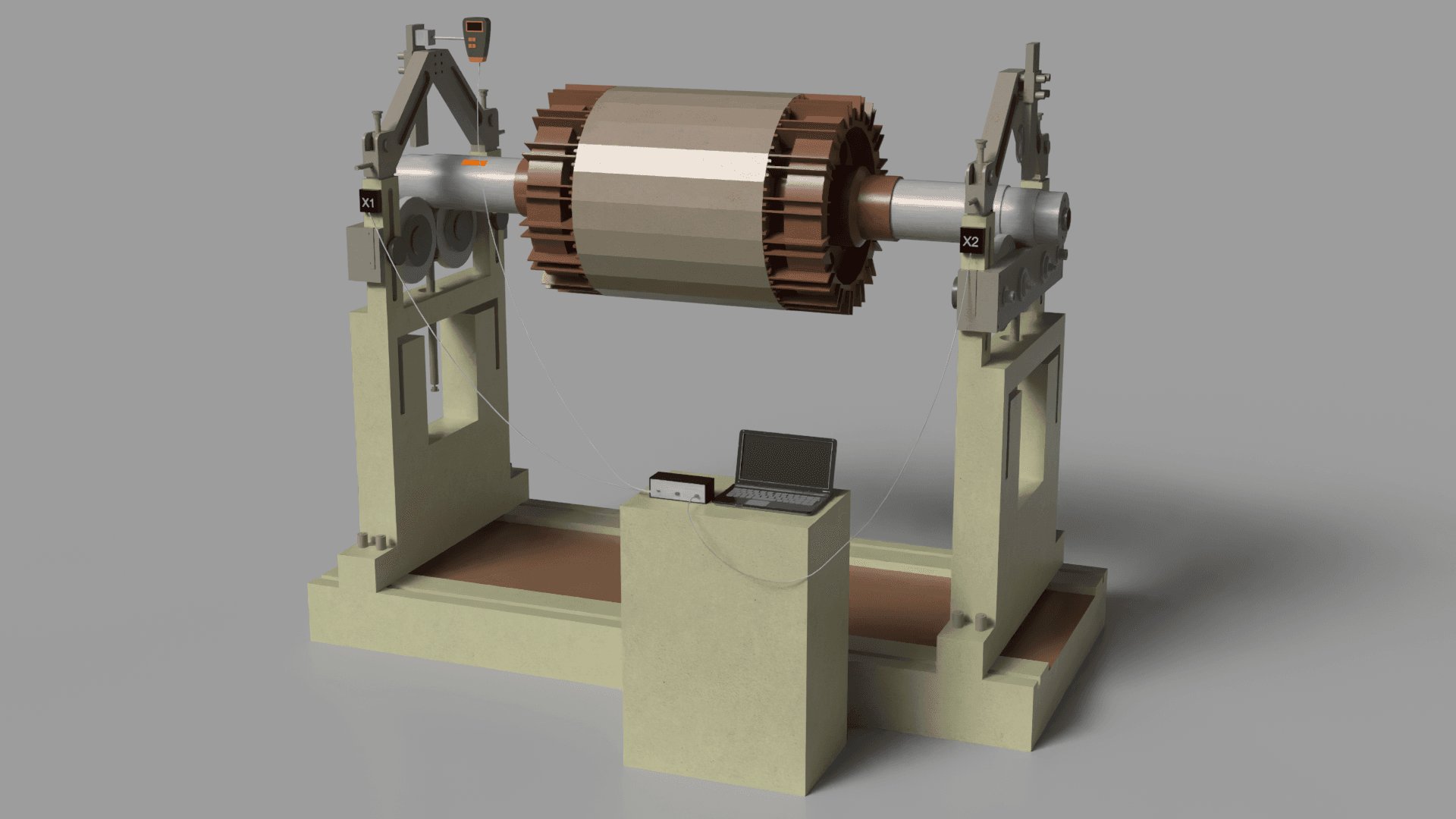
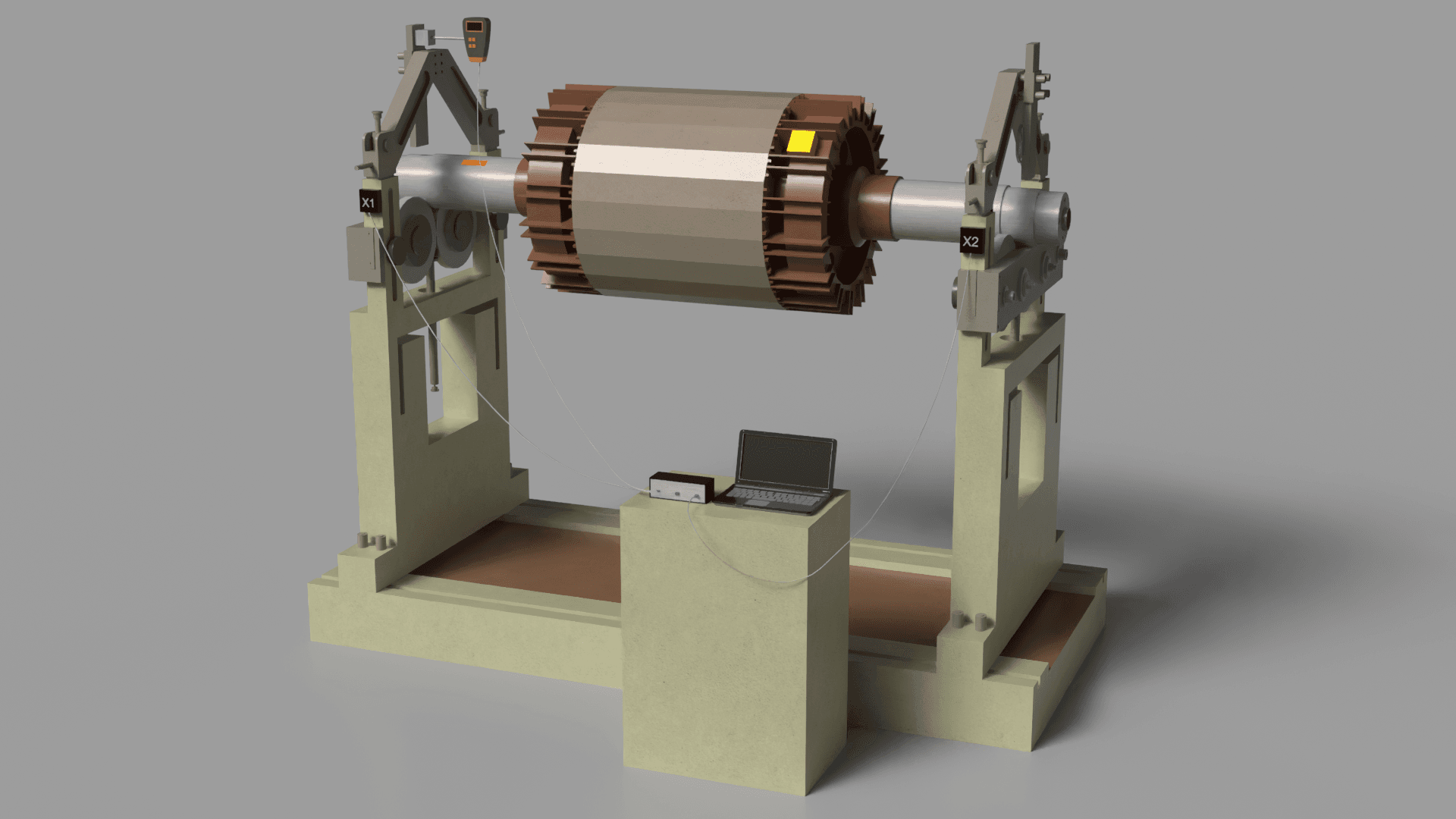
Tärinäanturit (kiihtyvyysanturit):
- Kytke anturikaapelit vastaaviin instrumenttiliittimiin (esim. X1 ja X2 Balanset-1A:lle).
- Asenna anturit laakeripesiin mahdollisimman lähelle roottoria.
- Keskeinen käytäntö: Maksimaalisen signaalin saavuttamiseksi anturit tulee asentaa suuntaan, jossa tärinä on voimakkainta. Käytä tehokasta magneettijalustaa tai kierrekiinnikettä jäykän kontaktin varmistamiseksi.
Vaiheanturi (laserkierroslukumittari):
- Kytke anturi erityiseen tuloon (X3 Balanset-1A:lle).
- Kiinnitä pieni pala heijastavaa teippiä roottorin akseliin tai muuhun pyörivään osaan.
- Asenna kierroslukumittari siten, että lasersäde osuu merkkiin vakaasti koko kierroksen ajan.
Ohjelmiston konfigurointi (Balanset-1A)
- Käynnistä ohjelmisto (järjestelmänvalvojana) ja kytke USB-liitäntämoduuli.
- Siirry tasapainotusmoduuliin. Luo uusi tietue tasapainotettavalle yksikölle.
- Valitse tasapainotustyyppi: 1-tasoinen (staattinen) kapeille roottoreille tai 2-tasoinen (dynaaminen) useimmille muille tapauksille.
- Määritä korjaustasot: valitse roottorille paikat, joihin korjauspainot voidaan asentaa turvallisesti.
Osa 2.3: Tasapainotusmenettely: Vaiheittainen opas
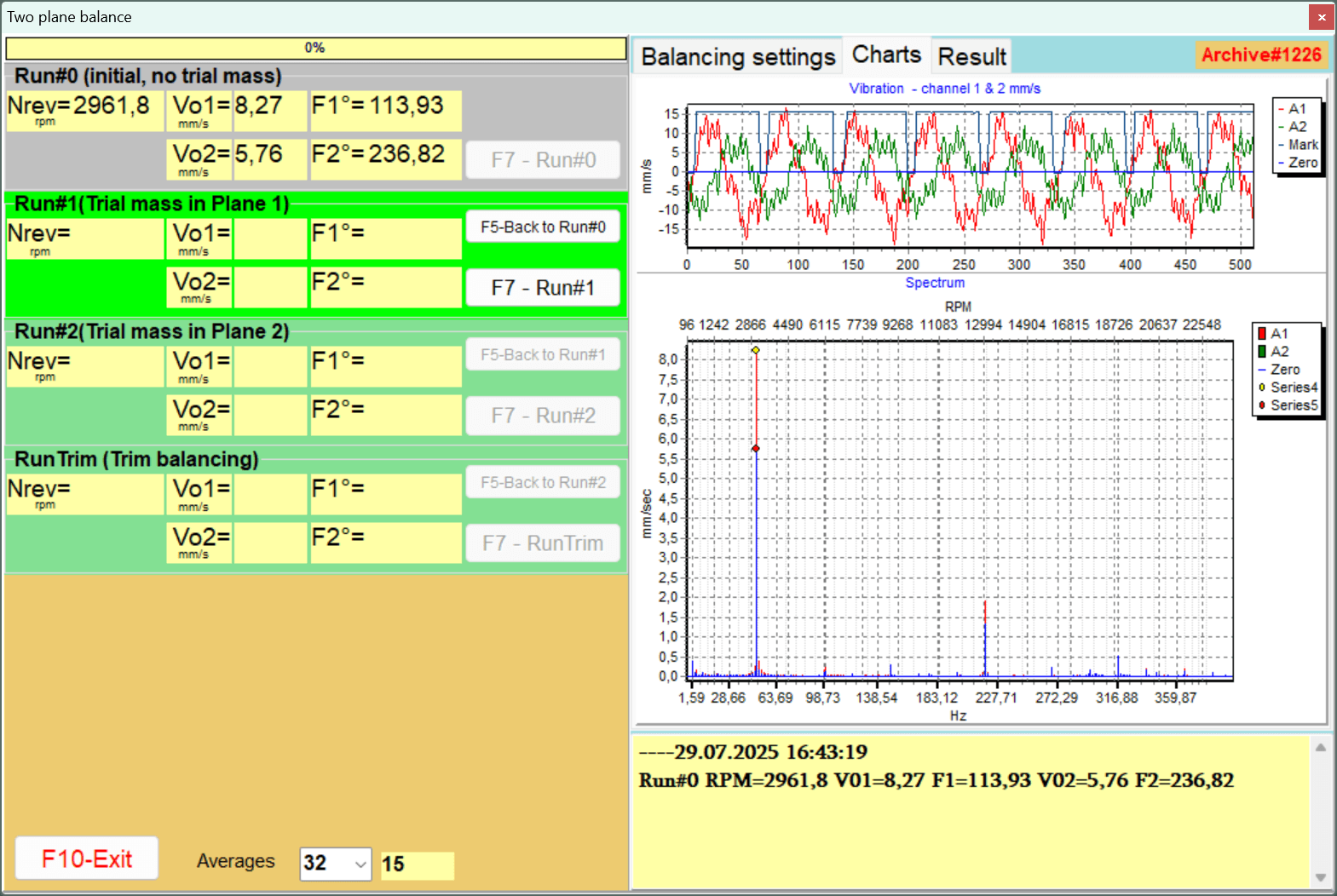
Suoritus 0: Alkumittaus
- Käynnistä kone ja säädä se vakaalle käyntinopeudelle. On erittäin tärkeää, että pyörimisnopeus on sama kaikilla seuraavilla käyttökerroilla.
- Käynnistä mittaus ohjelmassa. Laite tallentaa alkuvärähtelyn amplitudin ja vaiheen arvot.
Ajo 1: Koepaino tasossa 1
- Pysäytä kone.
- Koepainon valinta: Koepainon massan tulee olla riittävä aiheuttamaan havaittavan muutoksen värähtelyparametreissa (amplitudin muutos vähintään 20–30% TAI vaiheen muutos vähintään 20–30 astetta).
- Koepainon asennus: Kiinnitä punnittu koepaino tukevasti tunnetulle säteelle tasossa 1. Kirjaa kulma-asento muistiin.
- Käynnistä kone samalla vakaalla nopeudella.
- Suorita toinen mittaus.
- Pysäytä kone ja POISTA koepaino.
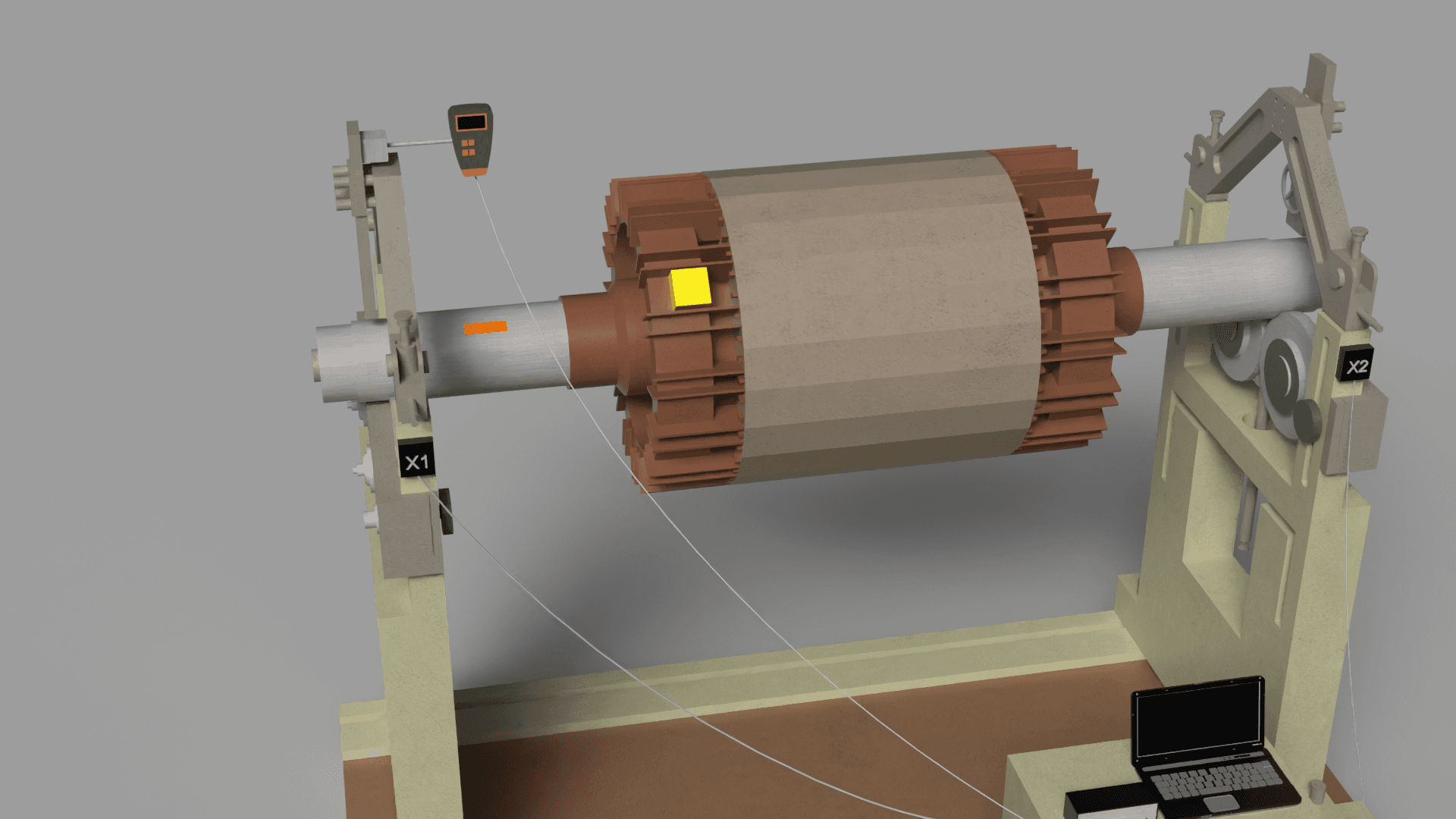
Suoritus 2: Koepaino tasossa 2 (kahden tason tasapainotusta varten)
- Toista täsmälleen vaiheen 2 toimenpiteet, mutta asenna koepaino tasoon 2.
- Aloita, mittaa, pysäytä ja POISTA koepaino.
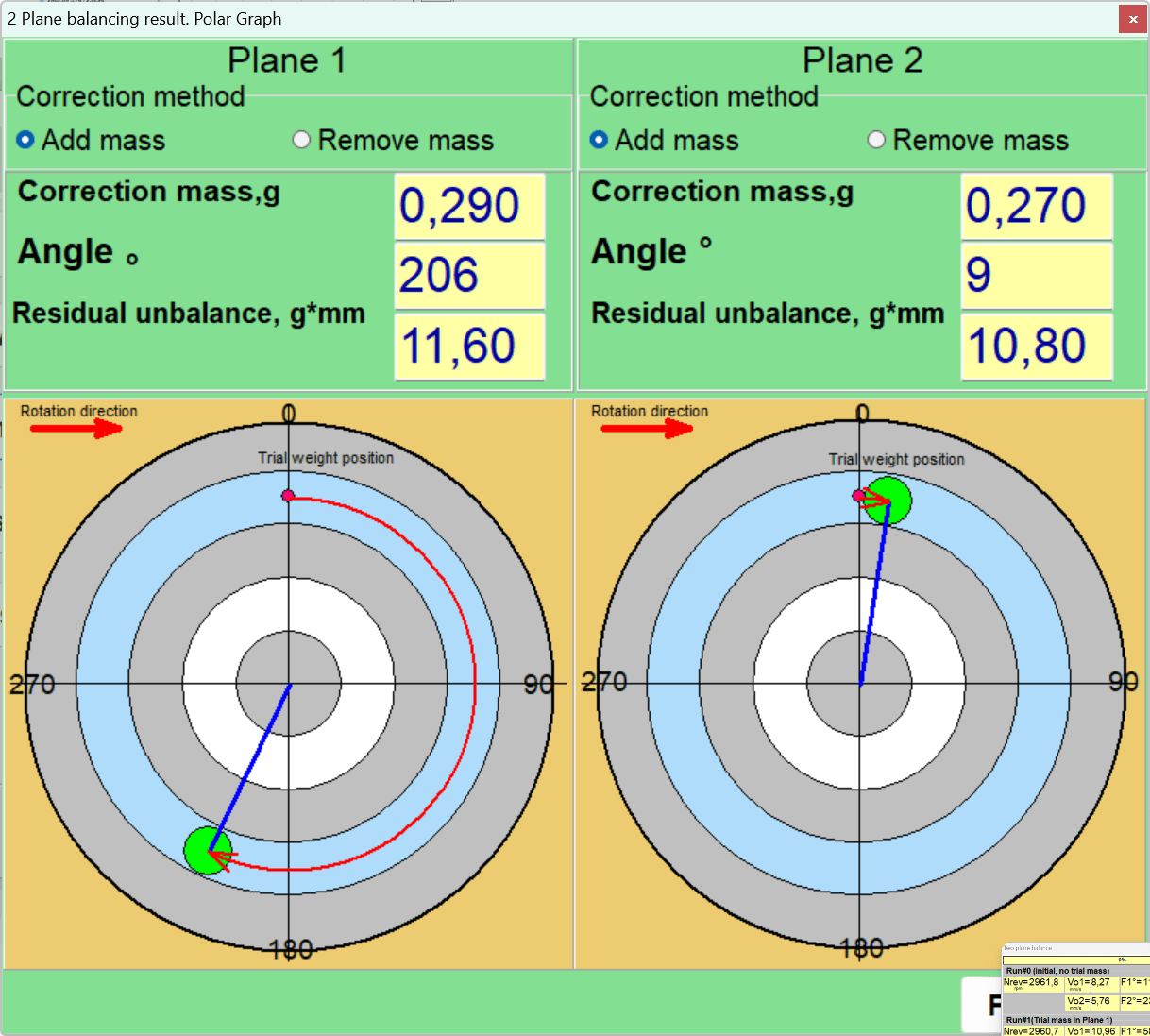
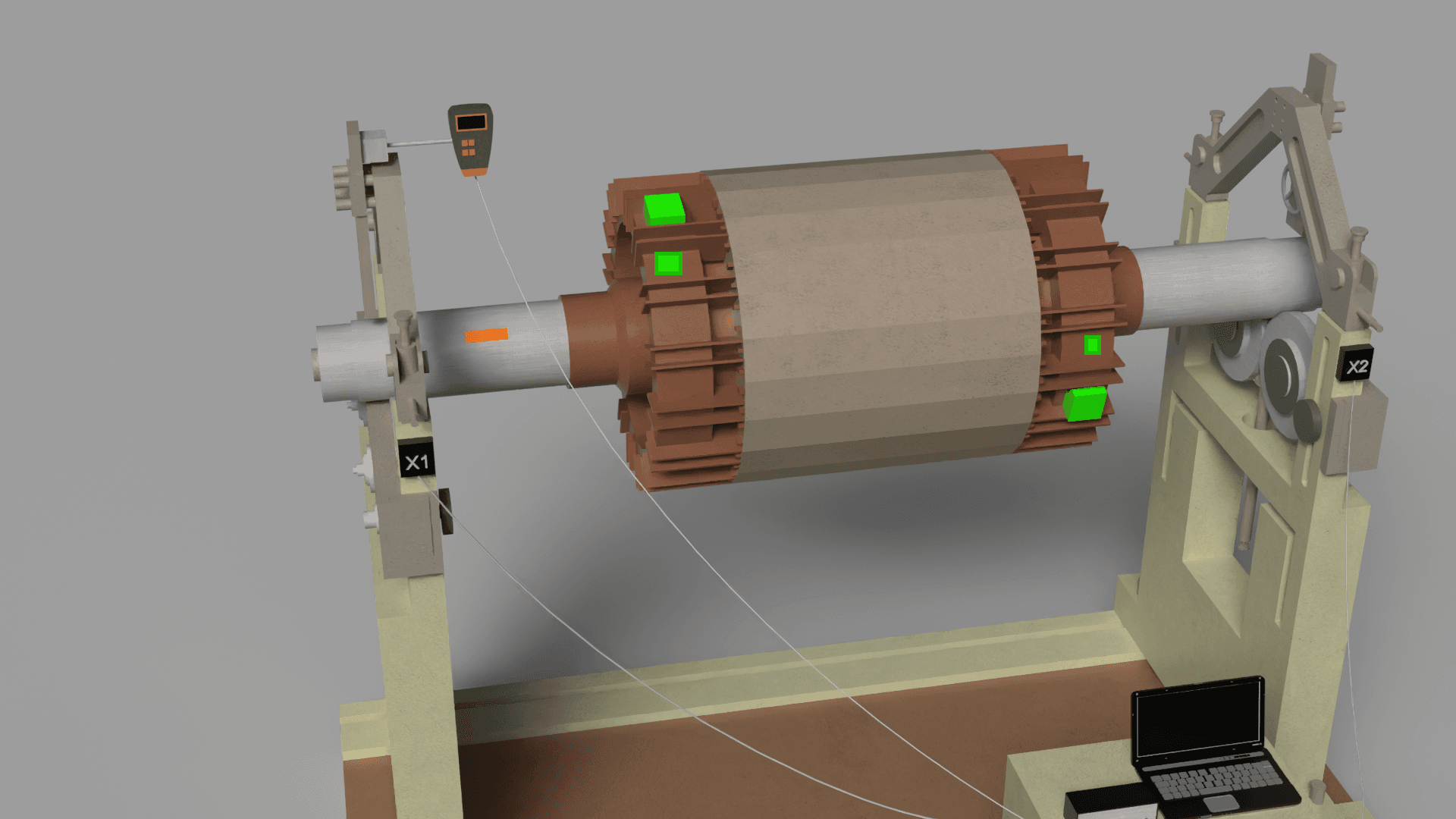
Korjauspainojen laskeminen ja asennus
- Koeajojen aikana tallennettujen vektorimuutosten perusteella ohjelma laskee automaattisesti korjauspainon massan ja asennuskulman kullekin tasolle.
- Asennuskulma mitataan yleensä koepainon kohdasta roottorin pyörimissuunnassa.
- Kiinnitä pysyvät korjauspainot tukevasti. Hitsausta käytettäessä muista, että myös itse hitsauksella on massa.
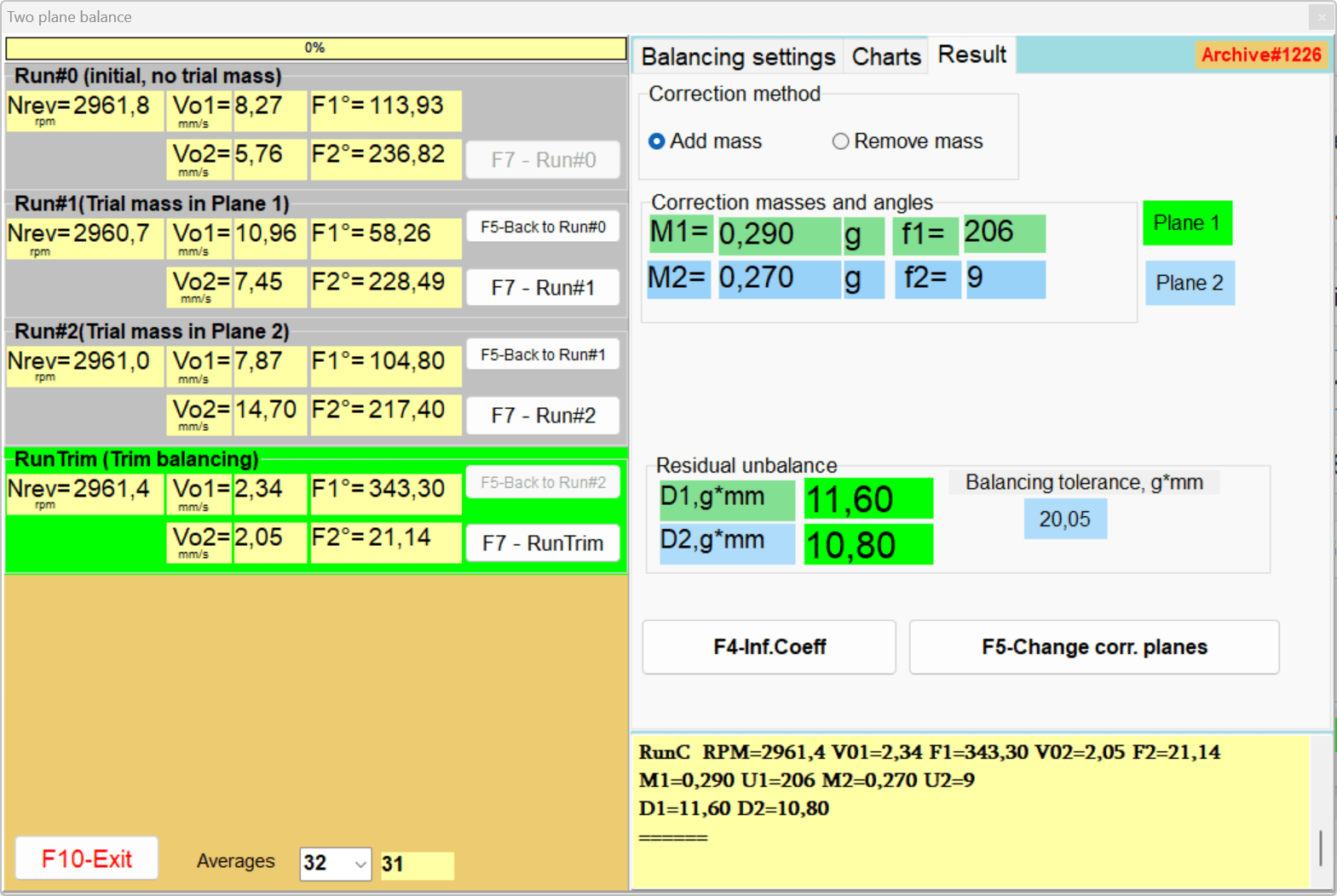
Ajo 3: Tarkastusmittaus ja hienosäätö
- Käynnistä kone uudelleen.
- Suorita tarkastusmittaus jäännösvärähtelyn tason arvioimiseksi.
- Vertaa saatua arvoa standardin ISO 1940-1 mukaisesti laskettuun toleranssiin.
- Jos tärinä ylittää edelleen toleranssin, laite laskee pienen "hieno"korjauksen (trimmauksen).
- Valmistuttuasi tallenna raportti ja vaikutuskertoimet mahdollista tulevaa käyttöä varten.
Osa III: Edistynyt ongelmanratkaisu ja vianmääritys
Tämä osio on omistettu kentän tasapainottamisen monimutkaisimmille näkökohdille – tilanteille, joissa vakiomenettely ei tuota tuloksia.
Turvatoimenpiteet
Vahingossa käynnistymisen esto (lukitus/merkintä): Ennen töiden aloittamista katkaise virta ja irrota roottorin käyttö. Käynnistyslaitteisiin on ripustettu varoituskylttejä, jotta kukaan ei käynnistä konetta vahingossa.
Henkilökohtaiset suojavarusteet: Suojalasit tai kasvosuojus ovat pakollisia. Vaatteiden tulee olla tiiviisti istuvia, ilman löysiä reunoja. Pitkät hiukset tulee laittaa päähineeseen.
Vaara-alue koneen ympärillä: Rajoita luvattomien henkilöiden pääsyä tasapainotusalueelle. Koeajojen aikana yksikön ympärille asennetaan esteet tai varoitusnauhat. Vaara-alueen säde on vähintään 3–5 metriä.
Luotettava painonkiinnitys: Kiinnittäessäsi koe- tai pysyviä korjauspainoja, kiinnitä erityistä huomiota niiden kiinnitykseen. Sinkoutuneesta painosta tulee vaarallinen ammus.
Sähköturvallisuus: Noudata yleisiä sähköturvallisuusmääräyksiä – käytä maadoitettua pistorasiaa, äläkä vedä johtoja märkien tai kuumien alueiden läpi.
Osa 3.1: Mittausvirheiden diagnosointi ja voittaminen
Oire: Toistuvissa mittauksissa identtisissä olosuhteissa amplitudi- ja/tai vaihelukemat muuttuvat merkittävästi ("kelluvat", "hypähtävät"). Tämä tekee korjauslaskennan mahdottomaksi.
Perimmäinen syy: Laite ei ole toimintahäiriössä. Se raportoi tarkasti, että järjestelmän värähtelyvaste on epävakaa ja arvaamaton.
Systemaattinen diagnostinen algoritmi:
- Mekaaninen löysyys: Tämä on yleisin syy. Tarkista laakeripesän kiinnityspulttien ja rungon ankkuripulttien kireys. Tarkista, onko perustuksissa tai rungossa halkeamia.
- Laakeriviat: Liian suuri sisäinen välys vierintälaakereissa tai laakerikuoren kuluminen aiheuttaa akselin kaoottisen liikkeen tuen sisällä.
- Prosessiin liittyvä epävakaus:
- Aerodynaaminen (tuulettimet): Turbulentti ilmavirtaus ja virtauksen irtoaminen lavoista voivat aiheuttaa satunnaisia voimavaikutuksia.
- Hydraulinen (pumput): Kavitaatio luo voimakkaita, satunnaisia hydraulisia iskuja, jotka peittävät epätasapainosta johtuvan jaksollisen signaalin.
- Sisäinen massan liike (murskaimet, myllyt): Materiaali voi jakautua uudelleen roottorin sisällä ja toimia "liikkuvana epätasapainona".
- Resonanssi: Jos toimintanopeus on hyvin lähellä rakenteen ominaistaajuutta, pienetkin nopeuden vaihtelut aiheuttavat valtavia muutoksia värähtelyn amplitudissa ja vaiheessa.
- Lämpövaikutukset: Koneen lämmetessä lämpölaajeneminen voi aiheuttaa akselin taipumista tai linjauksen muutoksia.
Osa 3.2: Kun tasapainottaminen ei auta: Juurivirheiden tunnistaminen
Oire: Tasapainotus on suoritettu, lukemat ovat vakaat, mutta lopullinen värähtely on edelleen korkea.
Spektrianalysaattorin käyttö erotusdiagnoosiin:
- Akselin väärä suuntaus: Pääasiallinen ominaisuus - korkea värähtelyhuippu 2x RPM-taajuudella. Voimakas aksiaalinen värähtely on tyypillistä.
- Vierintälaakerin viat: Ilmenee korkeataajuisena värähtelynä ominaisilla "laakeri"taajuuksilla (BPFO, BPFI, BSF, FTF).
- Akselin kaari: Ilmenee korkeana huippuna 1x RPM:ssä, mutta usein siihen liittyy havaittava komponentti 2x RPM:ssä.
- Sähköongelmat (sähkömoottorit): Magneettikentän epäsymmetria voi aiheuttaa tärinää kaksinkertaisella syöttötaajuudella (100 Hz 50 Hz:n verkossa).
Yleisiä tasapainotusvirheitä ja niiden ehkäisyvinkkejä
- Viallisen tai likaisen roottorin tasapainottaminen: Tarkista aina mekanismin kunto ennen tasapainotusta.
- Koepaino liian pieni: Tavoitteena on noudattaa 20-30%-värähtelynmuutossääntöä.
- Järjestelmän pysyvyyden noudattamatta jättäminen: Pidä pyörimisnopeus aina vakaana ja samana kaikkien mittausten aikana.
- Vaihe- ja merkkivirheet: Seuraa kulman määritystä huolellisesti. Korjaava painokulma mitataan yleensä koepainon asennosta pyörimissuunnassa.
- Painojen virheellinen kiinnitys tai irtoaminen: Noudata tarkasti menetelmää – jos se vaatii koepainon poistamista, poista se.
Laatustandardien tasapainottaminen
| Laatuluokka G | Sallittu ominaisepätasapaino eper (mm/s) | Roottorityypit (esimerkkejä) |
|---|---|---|
| G4000 | 4000 | Hitaiden meridieselmoottoreiden jäykästi asennetut kampiakselit |
| G16 | 16 | Suurten kaksitahtimoottoreiden kampiakselit |
| G6.3 | 6.3 | Pumpun roottorit, puhaltimen siipipyörät, sähkömoottorin ankkurit, murskaimen roottorit |
| G2.5 | 2.5 | Kaasu- ja höyryturbiinien roottorit, turbokompressorit, työstökoneiden käyttölaitteet |
| G1 | 1 | Hiomakoneiden käyttölaitteet, karat |
| G0.4 | 0.4 | Tarkkuushiomakoneiden karat, gyroskoopit |
| Vikatyyppi | Hallitseva spektritaajuus | Vaiheen ominaisuus | Muut oireet |
|---|---|---|---|
| Epätasapaino | 1x RPM | Vakaa | Radiaalinen värähtely on vallitsevaa |
| Akselin linjausvirhe | 1x, 2x, 3x kierrosta minuutissa | Voi olla epävakaa | Voimakas aksiaalinen värähtely - avainmerkki |
| Mekaaninen löysyys | 1x, 2x ja useita harmonisia | Epävakaa, "hyppäävä" | Visuaalisesti havaittava liike |
| Vierintälaakerin vika | Korkeat taajuudet (BPFO, BPFI jne.) | Ei synkronoitu RPM:n kanssa | Ulkopuolinen melu, kohonnut lämpötila |
| Resonanssi | Toimintanopeus on sama kuin luonnollinen taajuus | Vaihe muuttuu 180° resonanssin läpi kulkiessaan | Tärinän amplitudi kasvaa jyrkästi tietyllä nopeudella |
Osa IV: Usein kysytyt kysymykset ja sovellusohjeet
Osa 4.1: Yleisiä usein kysyttyjä kysymyksiä (UKK)
Milloin käyttää yksi- ja milloin kaksitasoista tasapainotusta?
Käytä kapeille, kiekonmuotoisille roottoreille yksitasoista (staattista) tasapainotusta (L/D-suhde < 0,25). Käytä 2-tasotasapainotusta (dynaamista) käytännössä kaikille muille roottoreille, erityisesti L/D-kulmille > 0.25.
Mitä tehdä, jos koepaino aiheutti vaarallisen tärinän lisääntymisen?
Pysäytä kone välittömästi. Tämä tarkoittaa, että koepaino asennettiin lähelle olemassa olevaa painopistettä. Ratkaisu: siirrä koepainoa 180 astetta alkuperäisestä sijainnistaan.
Voiko tallennettuja vaikutuskertoimia käyttää toiselle koneelle?
Kyllä, mutta vain jos toinen kone on täysin identtinen - sama malli, sama roottori, sama perustus, samat laakerit. Rakenteellisen jäykkyyden muutokset tekevät niistä mitättömiä.
Miten kiilaurat otetaan huomioon? (ISO 8821)
Vakiokäytäntönä on käyttää akselin kiilaurassa "puolikiilaa", kun tasapainotus tehdään ilman vastakappaletta. Tämä kompensoi kiilan sen osan massaa, joka täyttää akselin uran.
| Oire | Todennäköiset syyt | Suositellut toimenpiteet |
|---|---|---|
| Epävakaat/"kelluvat" lukemat | Mekaaninen löysyys, laakerin kuluminen, resonanssi, prosessin epävakaus, ulkoinen tärinä | Kiristä kaikki pulttiliitokset, tarkista laakerivälys, suorita rullaustesti, vakauta käyttötila |
| Toleranssia ei voida saavuttaa useiden syklien jälkeen | Virheelliset vaikutuskertoimet, roottori on joustava, piilevä vika (linjausvirhe) | Toista koeajo oikein valitulla painolla, tarkista roottorin joustavuus ja käytä FFT:tä muiden vikojen etsimiseen. |
| Tärinä normaali tasapainotuksen jälkeen, mutta palautuu nopeasti | Korjaava painon poisto, tuotteen kertyminen roottorille, lämpömuodonmuutokset | Käytä luotettavampaa painonkiinnitystä (hitsausta) ja puhdista roottori säännöllisesti. |
Osa 4.2: Tasapainotusopas tietyille laitetyypeille
Teollisuuspuhaltimet ja savunpoistolaitteet:
- Ongelma: Alttiimpia epätasapainolle terille kertyneen tuotteen tai hankauskuluman vuoksi.
- Menettely: Puhdista juoksupyörä aina huolellisesti ennen töiden aloittamista. Kiinnitä huomiota aerodynaamisiin voimiin, jotka voivat aiheuttaa epävakautta.
Pumput:
- Ongelma: Päävihollinen - kavitaatio.
- Menettely: Ennen tasapainotusta varmista riittävä kavitaatiomarginaali tuloputkessa (NPSHa). Tarkista, ettei imuputki ole tukossa.
Murskaimet, jauhattimet ja silppurit:
- Ongelma: Äärimmäinen kuluminen, suuret epätasapainon muutokset mahdollisia vasaran rikkoutumisen tai kulumisen vuoksi.
- Menettely: Tarkista työelementtien eheys ja kiinnitys. Koneen rungon lisäankkuroinnit saattavat olla tarpeen.
Sähkömoottorin ankkurit:
- Ongelma: Voi sisältää sekä mekaanisia että sähköisiä värähtelylähteitä.
- Menettely: Käytä spektrianalysaattoria tarkistaaksesi värähtelyn, joka on kaksi kertaa syöttötaajuuden taajuus. Sen läsnäolo viittaa sähköiseen toimintahäiriöön, ei epätasapainoon.
Päätelmä
Roottoreiden dynaaminen tasapainotus paikallaan kannettavilla instrumenteilla, kuten Balanset-1A:lla, on tehokas työkalu teollisuuslaitteiden toiminnan luotettavuuden ja tehokkuuden lisäämiseen. Tämän toimenpiteen onnistuminen ei kuitenkaan riipu niinkään itse instrumentista kuin asiantuntijan pätevyydestä ja kyvystä soveltaa systemaattista lähestymistapaa.
Keskeiset periaatteet:
- Valmistelu ratkaisee tuloksen: Roottorin perusteellinen puhdistus, laakerin ja perustuksen kunnon tarkistus sekä alustava tärinädiagnostiikka ovat välttämättömiä edellytyksiä onnistuneelle tasapainotukselle.
- Standardien noudattaminen on laadun perusta: ISO 1940-1 -standardin soveltaminen muuttaa subjektiivisen arvioinnin objektiiviseksi, mitattavaksi ja oikeudellisesti merkittäväksi tulokseksi.
- Laite ei ole pelkästään tasapainotin, vaan myös diagnostiikkatyökalu: Kyvyttömyys tasapainottaa tai lukemisen epävakaus ovat tärkeitä diagnostisia merkkejä, jotka viittaavat vakavampiin ongelmiin.
- Prosessifysiikan ymmärtäminen on avainasemassa epästandardien tehtävien ratkaisemisessa: Jäykkien ja joustavien roottoreiden erojen tuntemus ja resonanssin vaikutuksen ymmärtäminen auttavat asiantuntijoita tekemään oikeita päätöksiä.
Tässä oppaassa esitettyjen suositusten noudattaminen antaa teknisille asiantuntijoille mahdollisuuden paitsi selviytyä tyypillisistä tehtävistä onnistuneesti, myös diagnosoida ja ratkaista tehokkaasti pyörivien laitteiden värähtelyn monimutkaisia ja merkittäviä ongelmia.
