フィールドダイナミックバランシング
第1部:ダイナミックバランシングの理論的および規制的基礎
現場でのダイナミックバランシングは、振動調整技術における重要な作業の一つであり、産業機器の耐用年数を延ばし、緊急事態を防止することを目的としています。Balanset-1Aのようなポータブル機器を使用することで、これらの作業を現場で直接実施することができ、ダウンタイムと解体に伴うコストを最小限に抑えることができます。しかし、バランス調整を成功させるには、機器の操作能力だけでなく、振動の背後にある物理的プロセスに関する深い理解、そして作業品質を規定する規制枠組みに関する知識も必要です。
この方法論の原理は、試験用ウェイトを設置し、アンバランスの影響係数を計算することに基づいています。簡単に言うと、この装置は回転するローターの振動(振幅と位相)を測定し、その後、ユーザーは特定の平面に小さな試験用ウェイトを順次追加することで、追加質量が振動に与える影響を「校正」します。振動の振幅と位相の変化に基づいて、装置はアンバランスを除去するために必要な補正ウェイトの質量と設置角度を自動的に計算します。
このアプローチは、いわゆる 3回実行法 2面バランス調整の場合:初期測定と、各面に1つずつ試錘を取り付けた2回の測定。1面バランス調整の場合、通常は試錘なしと1つの試錘を取り付けた2回の測定で十分です。最新の機器では、必要な計算はすべて自動的に実行されるため、プロセスが大幅に簡素化され、オペレーターの資格要件が軽減されます。.
セクション1.1: 不均衡の物理学: 詳細分析
回転機器におけるあらゆる振動の根底には、アンバランス、すなわち不均衡があります。アンバランスとは、ローターの質量が回転軸に対して不均一に分布している状態です。この不均一な分布は遠心力の発生につながり、支持部や機械構造全体の振動を引き起こします。アンバランスを放置すると、ベアリングの早期摩耗や破損から、基礎や機械自体の損傷に至るまで、壊滅的な被害をもたらす可能性があります。アンバランスを効果的に診断し、除去するには、その種類を明確に区別する必要があります。
アンバランスの種類

静的不平衡(単面): このタイプのアンバランスは、ローターの重心が回転軸と平行にずれていることを特徴とします。水平プリズム上に設置されたこのようなローターは、静止状態では常に重心側を下向きに回転します。静的アンバランスは、研削盤や細幅ファンインペラーなど、長さと直径の比(L/D)が0.25未満の薄い円盤型ローターで顕著になります。静的アンバランスは、重心位置の正反対の補正面に補正ウェイトを1つ設置することで解消できます。
カップル(瞬間)アンバランス: このタイプは、ローターの慣性主軸が質量中心で回転軸と交差するが、平行ではない場合に発生します。偶不釣合いは、異なる平面に位置する、大きさは等しいが向きが反対の2つのアンバランス質量として表されます。静止状態では、このようなローターは平衡状態にあり、アンバランスは回転時にのみ「揺れ」または「ぐらつき」の形で現れます。これを補正するには、2つの異なる平面に少なくとも2つの補正ウェイトを設置し、補正モーメントを発生させる必要があります。

動的アンバランス: これは実際の状況で最も一般的なアンバランスのタイプであり、静的アンバランスと偶力アンバランスの組み合わせを表します。この場合、ローターの主慣性中心軸は回転軸と一致しておらず、質量中心でも交差しません。動的アンバランスを除去するには、少なくとも2つの平面で質量補正が必要です。Balanset-1Aなどの2チャンネル機器は、この問題を解決するために特別に設計されています。
準静的不平衡: これは動的アンバランスの特殊なケースであり、慣性主軸が回転軸と交差しますが、ローターの質量中心では交差しません。これは、複雑なローターシステムの診断において、微妙ではあるものの重要な区別です。
剛性ローターとフレキシブルローター:重要な違い
バランス調整における基本的な概念の一つは、剛性ローターとフレキシブルローターの区別です。この区別こそが、バランス調整を成功させる可能性と方法論を決定づけるのです。
剛性ローター: ローターは、その動作回転周波数が第一臨界周波数よりも著しく低く、遠心力の作用下で大きな弾性変形(たわみ)を生じない場合、剛性ローターとみなされます。このようなローターのバランス調整は、通常、2つの補正面で実施するとうまくいきます。Balanset-1Aは、主に剛性ローター用に設計されています。
フレキシブルローター: ローターがフレキシブルであるとは、その臨界周波数に近い、あるいはそれを超える回転周波数で動作する場合に考えられます。この場合、弾性シャフトのたわみは質量中心の変位に匹敵し、それ自体が全体的な振動に大きく寄与します。
フレキシブルローターを、剛性ローター(2面)と同様の方法でバランス調整しようとすると、多くの場合失敗に終わります。補正ウェイトを取り付けることで、低速(共振点未満)では振動を補正できるかもしれませんが、動作速度に達し、ローターが曲がると、同じウェイトが曲げ振動モードの一つを励起し、振動を増大させる可能性があります。これが、機器の操作をすべて正しく行ってもバランス調整が「うまくいかない」主な理由の一つです。.
作業を開始する前に、ローターの動作速度と既知(または計算済み)の臨界周波数との相関関係を調べ、ローターを分類することが非常に重要です。共振を回避できない場合は、バランス調整中にユニットの取り付け条件を一時的に変更し、共振をシフトさせることをお勧めします。.
セクション1.2: 規制の枠組み: ISO規格
バランシングの分野における標準は、統一された技術用語を確立し、品質要件を定義し、そして重要なことに、技術的な必要性と経済的な実現可能性の間の妥協の基盤として機能するなど、いくつかの重要な機能を果たします。.
ISO 1940-1-2007 (ISO 1940-1): 剛性ロータのバランス調整に関する品質要求事項
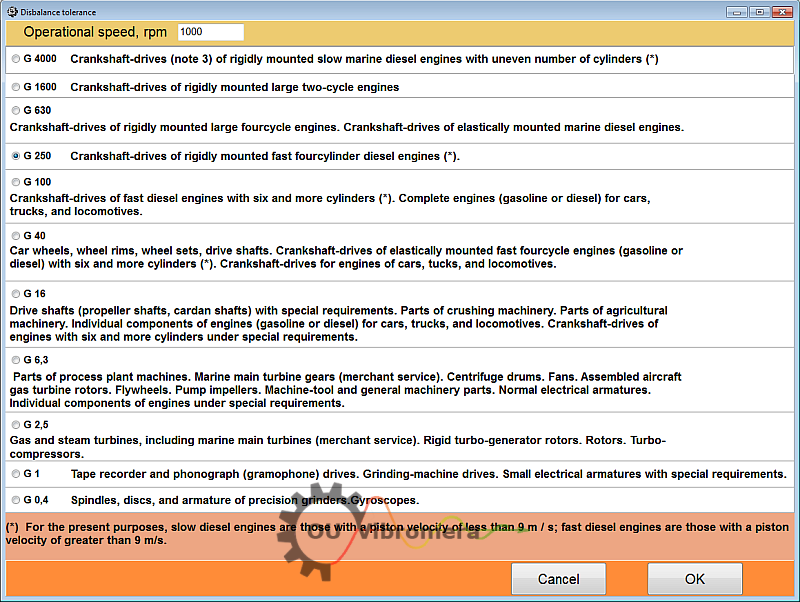
この規格は、許容残留アンバランスを決定するための基礎文書です。機械の種類と運転回転数に応じて変化するバランス品質等級(G)の概念を導入しています。
品質等級G: 各機器には、回転速度に関係なく一定に保たれる特定の品質等級が定められています。例えば、破砕機にはG6.3、電動モーターのアーマチュアやタービンにはG2.5が推奨されます。
許容残留アンバランス(Uあたり): この規格では、バランス調整時の目標指標となる特定の許容アンバランス値を計算することが認められています。計算は2段階で行われます。
- 許容される特定の不釣合いの決定(eあたり) を次の式で表します。
eあたり= (G × 9549) / n
ここで、Gはバランス調整の品質等級(例:2.5)、nは動作回転数(rpm)です。eの測定単位はあたり g·mm/kg または μm です。 - 許容残留アンバランス(Uあたり)ローター全体について:
Uあたり= eあたり× M
ここで、Mはローター質量(kg)である。Uの測定単位はあたり g·mmです。
例: 質量5kg、3000rpmで動作し品質等級G2.5の電動モーターローターの場合:
eあたり = (2.5 × 9549) / 3000 ≈ 7.96 μm
あなたあたり = 7.96 × 5 = 39.8 g·mm
これは、バランス調整後の残留アンバランスが 39.8 g·mm を超えないことを意味します。
ISO 20806-2007 (ISO 20806): 現場バランス調整
この規格は、フィールドバランス調整プロセスを直接規制します。
利点: 現場バランス調整の主な利点は、ローターが実際の運転条件、つまり支持台上で運転負荷がかかった状態でバランス調整されることです。これにより、支持システムの動的特性と、接続されたシャフトトレイン部品の影響が自動的に考慮されます。.
欠点と制限:
- アクセス制限: 多くの場合、組み立てられた機械の補正面へのアクセスは困難であり、重量物の取り付けの可能性が制限されます。
- 試運転の必要性: バランス調整プロセスでは、機械の「開始と停止」サイクルを数回実行する必要があります。.
- 重度の不均衡による困難: 初期のアンバランスが非常に大きい場合、平面の選択と補正重量の制限により、必要なバランス品質を達成できない可能性があります。
パートII:Balanset-1A機器によるバランス調整の実用ガイド
バランス調整の成功は、準備作業の徹底にかかっています。失敗の多くは、機器の故障ではなく、測定の再現性に影響を与える要因を無視していることに起因しています。準備作業の基本原則は、機器が不釣合いの影響のみを測定するように、他のあらゆる振動源を排除することです。
セクション2.1: 成功の基盤: 事前バランス診断と機械準備
ステップ1:一次振動診断(本当にアンバランスなのか?)
バランス調整を行う前に、振動計モードで予備的な振動測定を行うことをお勧めします。Balanset-1Aソフトウェアには「振動計」モード(F5ボタン)があり、ウェイトを取り付ける前に、全体の振動と、回転周波数(1倍)における部品の個別振動を測定できます。.
典型的な不均衡の兆候: 振動スペクトルは、ローターの回転周波数(1回転あたりの周波数)におけるピークが支配的となるはずです。この成分の振幅は水平方向と垂直方向で同程度であり、他の高調波の振幅は大幅に小さくなるはずです。
その他の欠陥の兆候: スペクトルに他の周波数 (例: 2 倍、3 倍 RPM) または複数ではない周波数で大きなピークが含まれている場合、バランス調整の前に排除する必要がある他の問題があることを示しています。.
ステップ2:包括的な機械検査(チェックリスト)
- ローター: ローター表面の汚れ、錆、付着物を徹底的に除去してください。大きな半径部分に少量の汚れが付着しているだけでも、大きなアンバランスが発生します。破損や欠損した部品がないか確認してください。.
- ベアリング: ベアリングアセンブリに過度の遊び、異音、過熱がないか確認してください。ベアリングが摩耗していると、安定した測定値が得られません。.
- 基礎とフレーム: ユニットがしっかりとした基礎の上に設置されていることを確認してください。アンカーボルトの締め付け具合、フレームにひび割れがないか確認してください。.
- ドライブ: ベルト駆動の場合は、ベルトの張力と状態を確認してください。カップリング接続の場合は、シャフトの位置合わせを確認してください。.
- 安全だ: すべての保護ガードが存在し、使用可能であることを確認します。
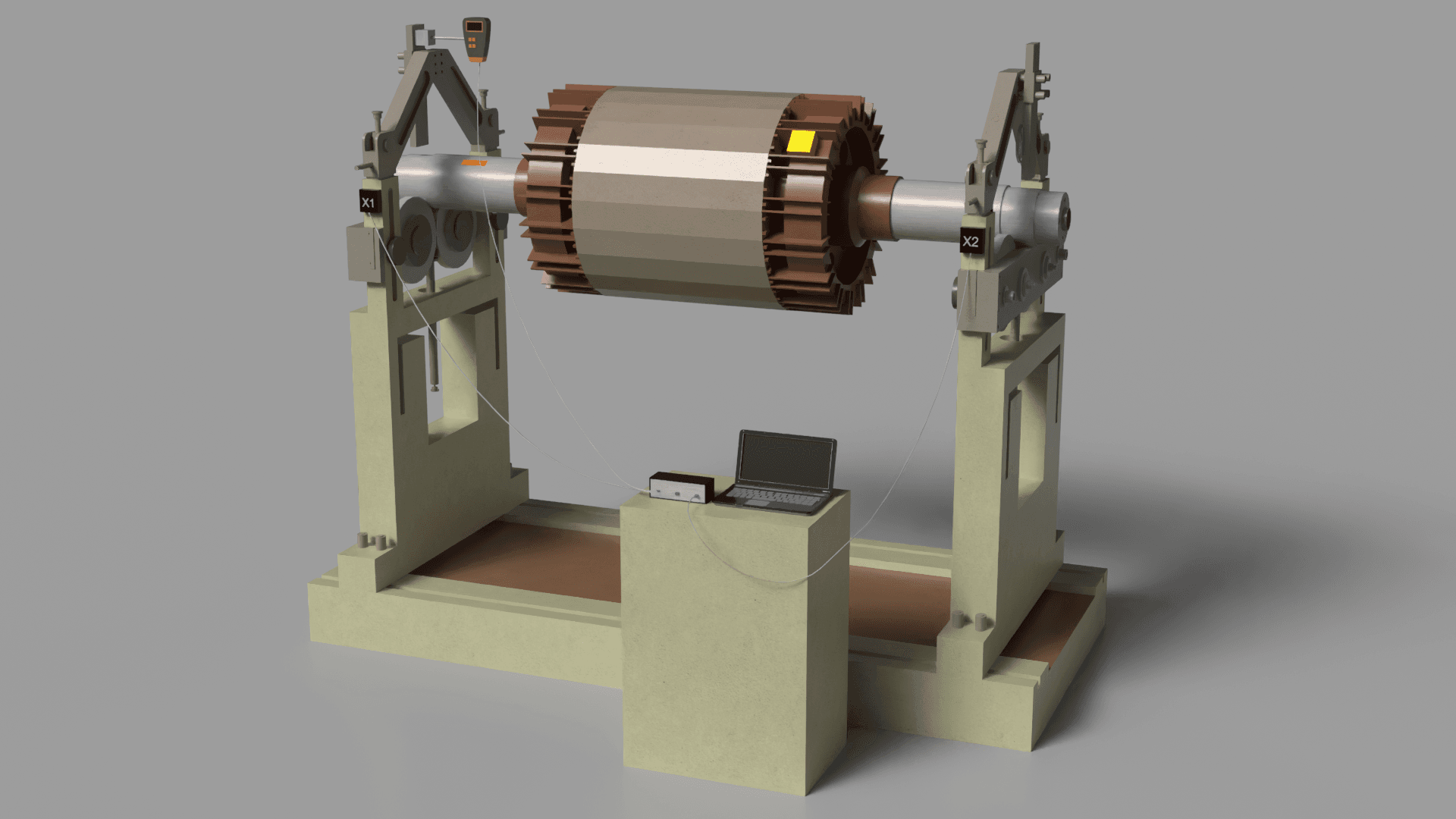
セクション2.2: 機器のセットアップと構成
ハードウェアのインストール
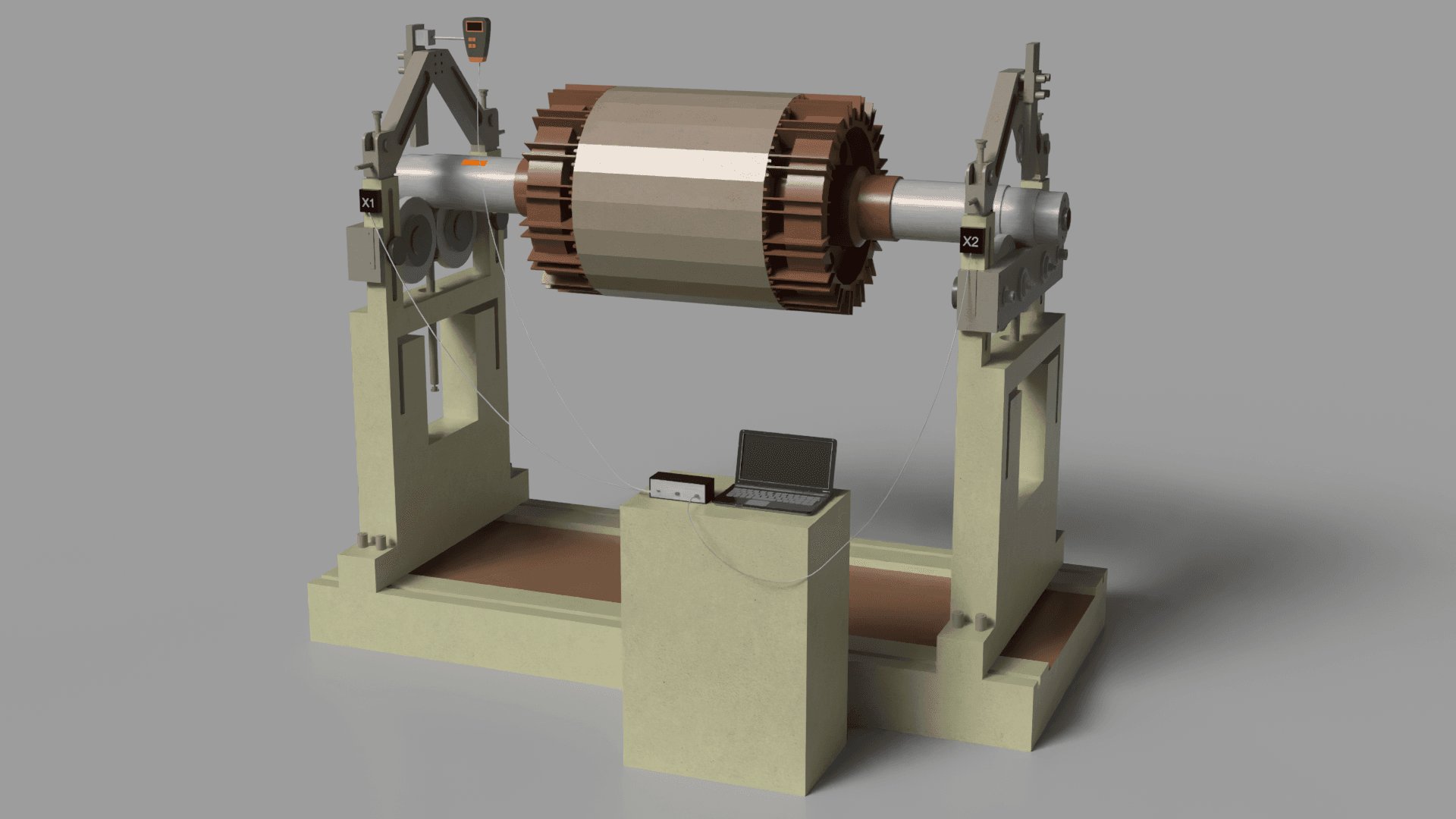
振動センサー(加速度計):
- センサー ケーブルを対応する計測器コネクタ (例: Balanset-1A の場合は X1 および X2) に接続します。
- センサーはできるだけローターに近いベアリングハウジングに設置してください。
- 重要な実践: 最大の信号を得るには、センサーは振動が最大となる方向に設置する必要があります。強力な磁気ベースまたはネジ式マウントを使用して、確実な接触を確保してください。.
位相センサー(レーザータコメーター):
- センサーを特殊入力(Balanset-1Aの場合はX3)に接続します。
- ローターのシャフトまたはその他の回転部分に小さな反射テープを取り付けます。.
- タコメータは、回転全体にわたってレーザー光線が安定してマークに当たるように設置します。.
ソフトウェア構成(Balanset-1A)
- ソフトウェアを(管理者として)起動し、USB インターフェース モジュールを接続します。
- バランス調整モジュールに移動し、バランス調整対象のユニットの新しいレコードを作成します。.
- バランス調整タイプを選択します。狭いローターの場合は 1 プレーン (静的)、その他のほとんどのケースの場合は 2 プレーン (動的)。
- 修正面を定義します。修正ウェイトを安全に設置できるローター上の場所を選択します。.
セクション2.3: バランス調整手順: ステップバイステップガイド
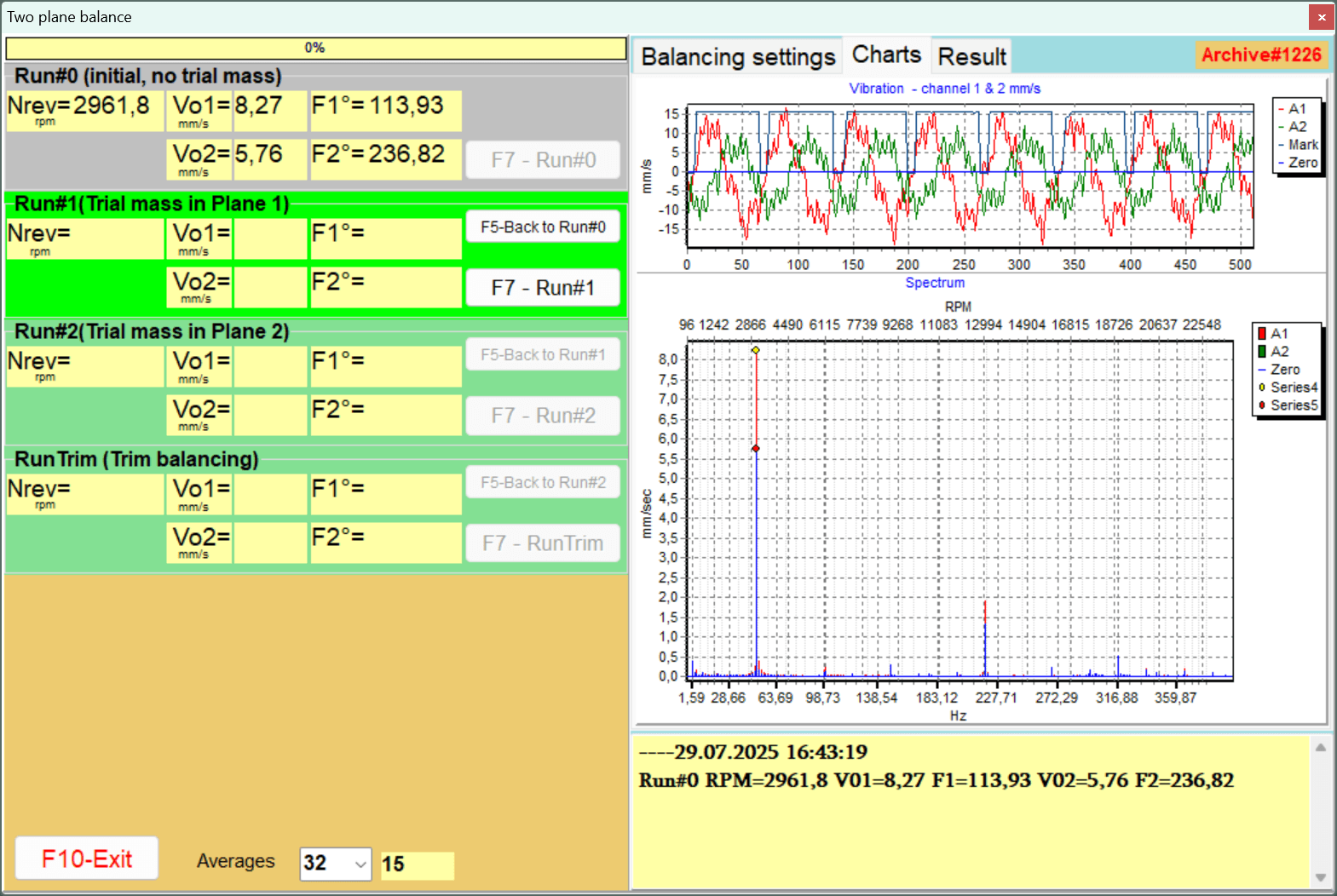
実行0: 初期測定
- 機械を始動し、安定した運転速度まで上げます。その後の運転では、回転速度が常に一定であることが非常に重要です。
- プログラムで測定を開始します。計測器は初期の振動振幅と位相の値を記録します。.
実行1: 平面1の試験重量
- 機械を停止します。
- 試験重量の選択: 試験用重りの質量は、振動パラメータに顕著な変化を引き起こすのに十分な大きさである必要があります (振幅の変化が少なくとも 20 ~ 30%、または位相の変化が少なくとも 20 ~ 30 度)。.
- 試し重りの取り付け: 計量した試験用重りを平面 1 の既知の半径にしっかりと取り付けます。角度位置を記録します。.
- 同じ安定した速度で機械を始動します。
- 2回目の測定を実行します。.
- マシンを停止し 試用重量を取り除く.
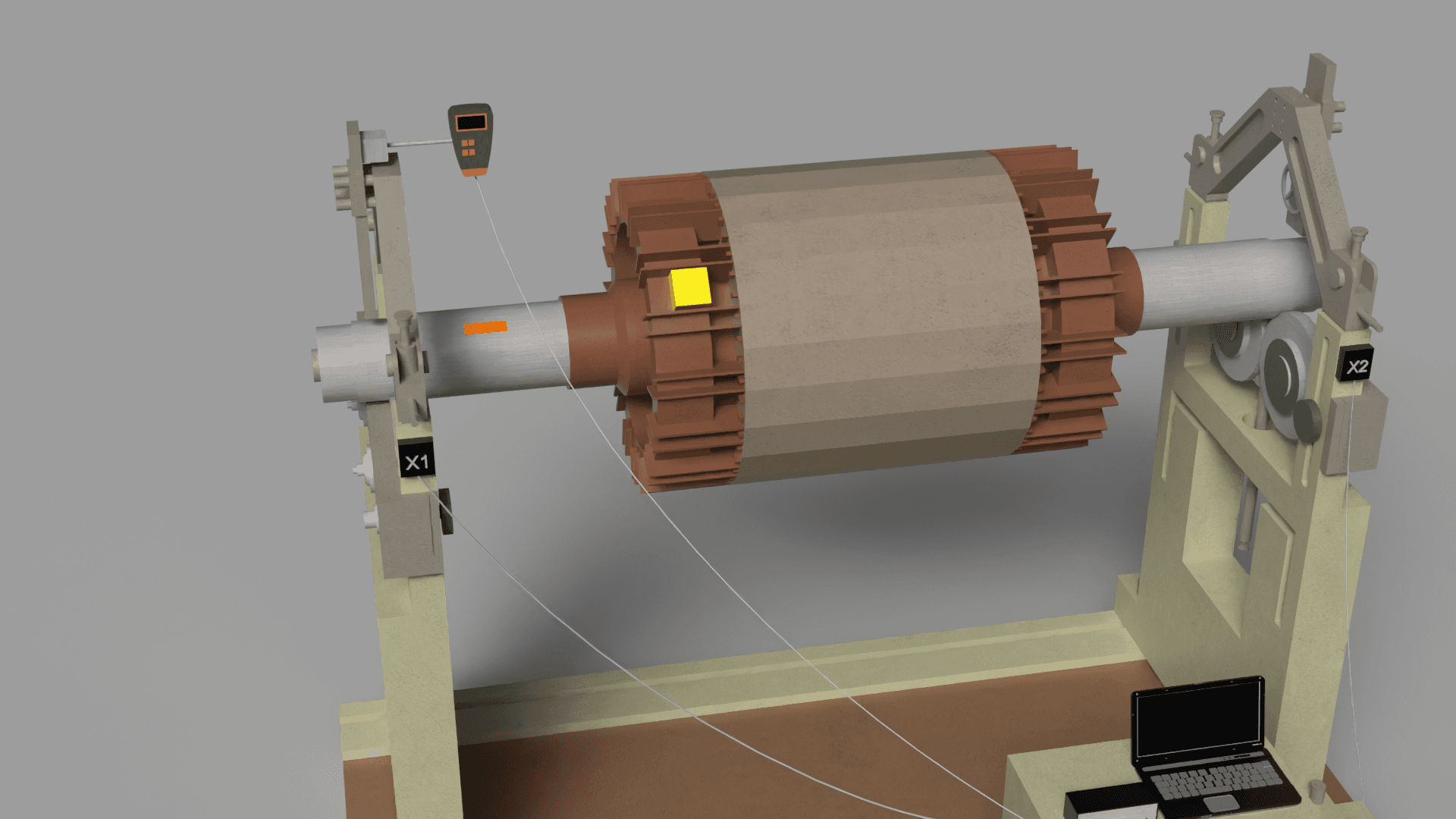
実行2: 平面2の試験重量(2平面バランス調整用)
- 手順 2 とまったく同じ手順を繰り返しますが、試用重量を平面 2 に取り付けます。.
- 開始、測定、停止、そして 試用重量を取り除く.
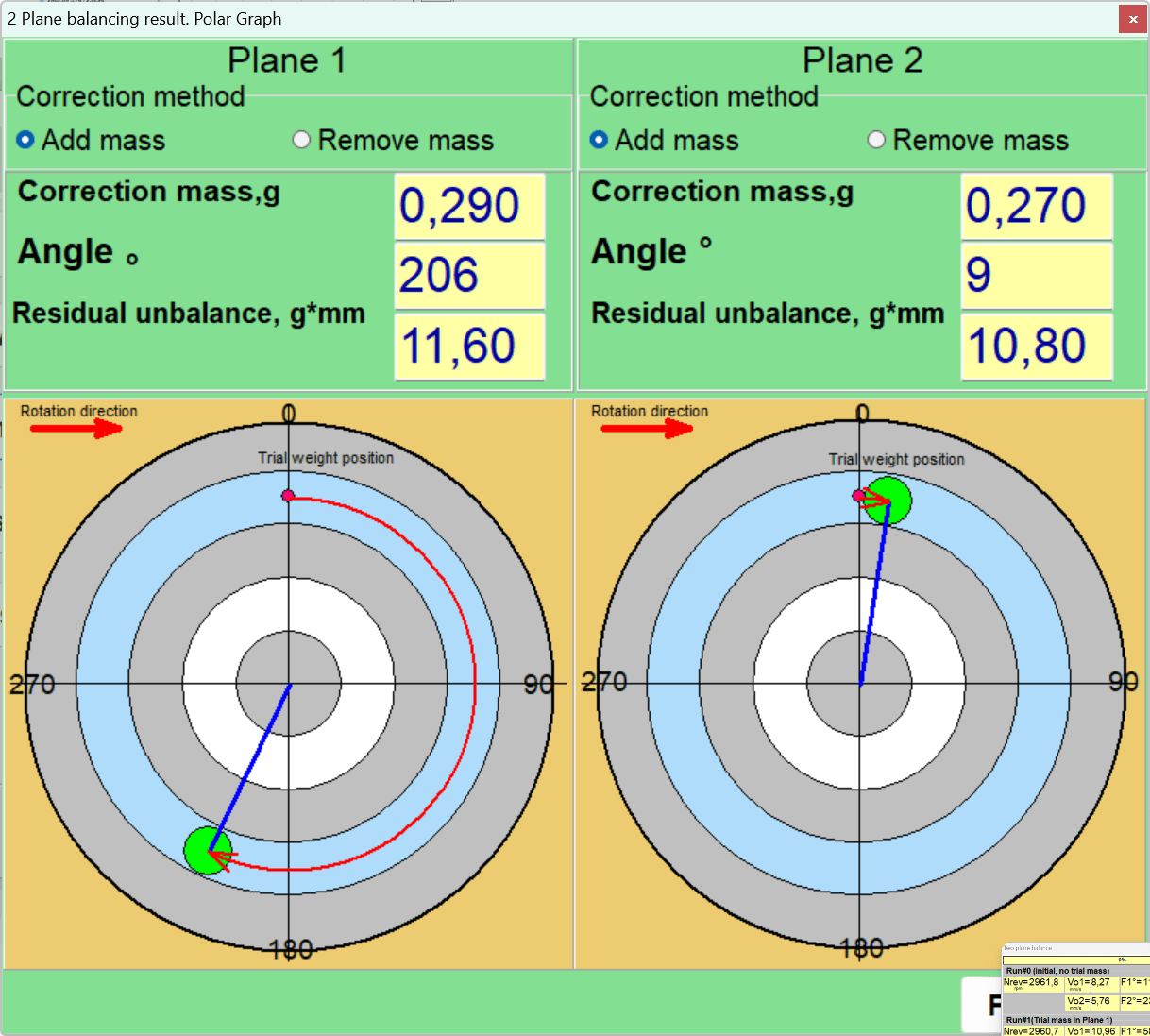
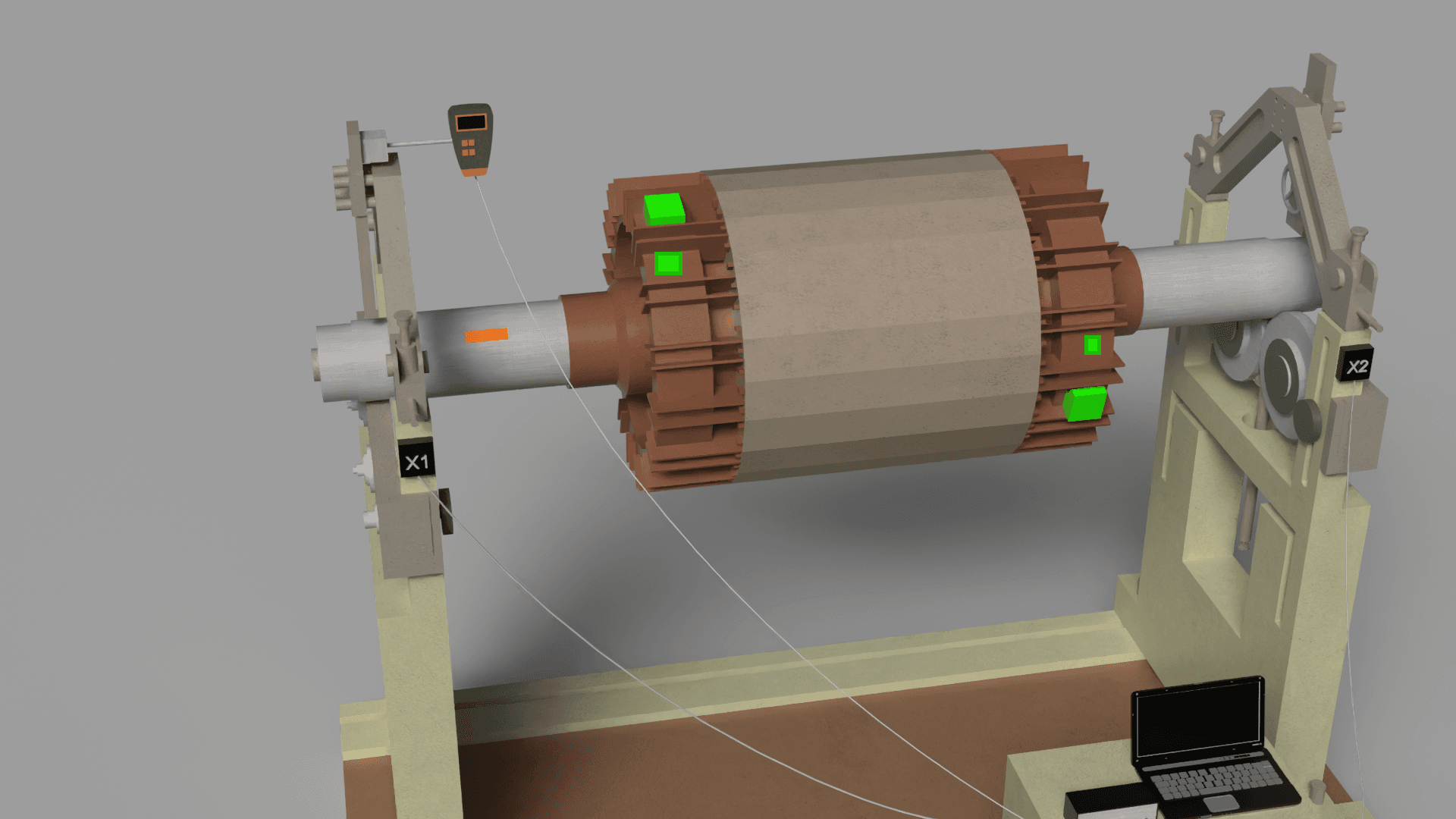
補正重量の計算と設置
- プログラムは、試運転中に記録されたベクトルの変化に基づいて、各飛行機の補正ウェイトの質量と取り付け角度を自動的に計算します。
- 取り付け角度は通常、試験用重りの位置からローターの回転方向に測定されます。
- 恒久的な補正用ウェイトをしっかりと取り付けてください。溶接を行う場合は、溶接部自体にも質量があることに留意してください。.
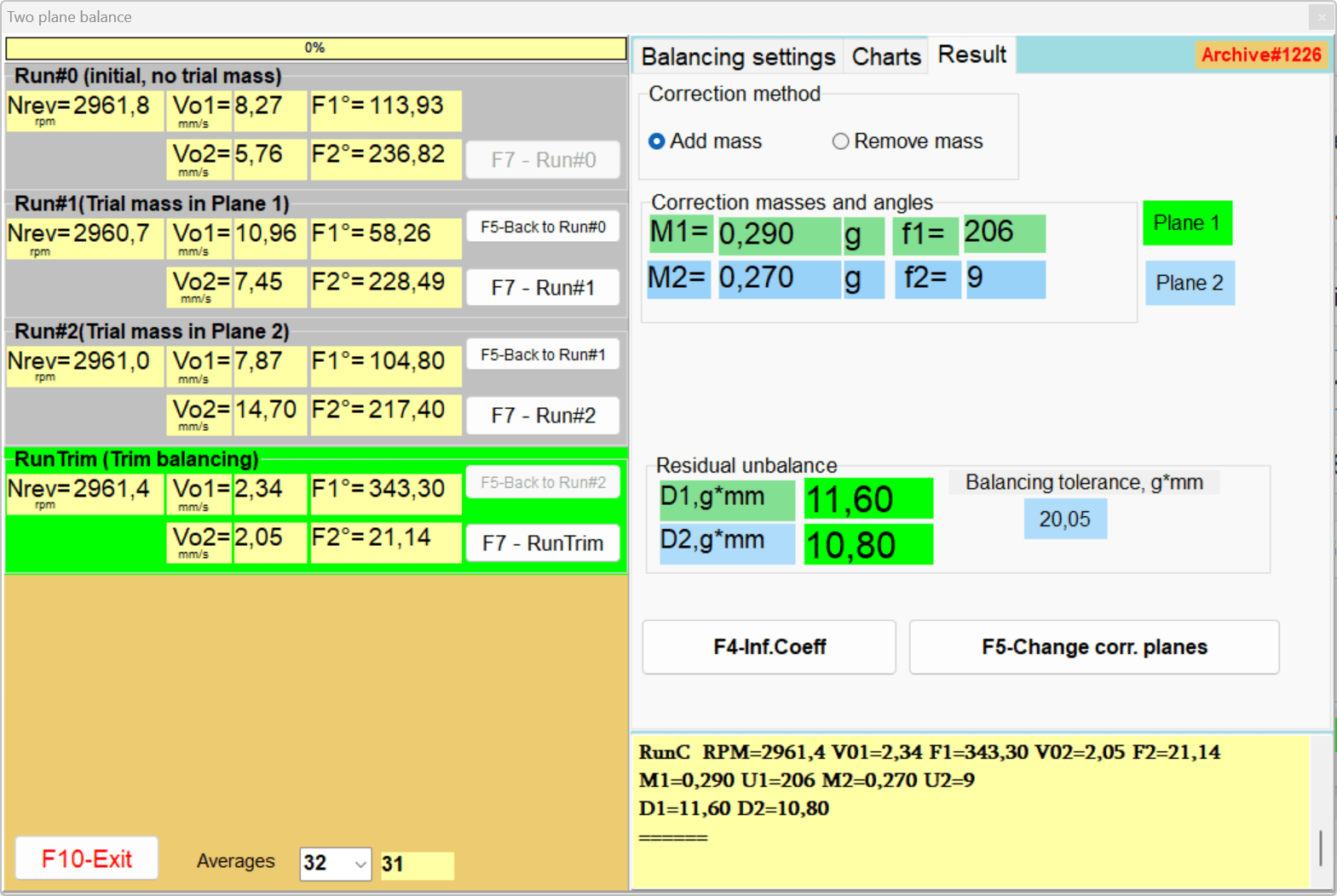
実行3:検証測定と微調整
- マシンを再度起動します。
- 残留振動のレベルを評価するために制御測定を実行します。
- 得られた値を ISO 1940-1 に従って計算された許容値と比較します。
- それでも振動が許容範囲を超える場合、機器は小さな「微調整」(トリム)補正を計算します。.
- 完了したら、将来使用するためにレポートと影響係数を保存します。.
パートIII: 高度な問題解決とトラブルシューティング
このセクションでは、フィールドバランスの最も複雑な側面、つまり標準的な手順では結果が得られない状況について説明します。
安全対策
誤始動防止(ロックアウト/タグアウト) 作業を開始する前に、ローター駆動装置の電源を切り、接続を外してください。誤って機械を始動させないよう、始動装置には警告標識が取り付けられています。.
個人用保護具: 安全メガネまたは保護フェイスシールドの着用が必須です。衣服は体にフィットし、裾がゆったりしていないものを着用してください。長い髪はヘッドカバーの下に隠してください。.
機械周囲の危険ゾーン: バランス調整ゾーンへの関係者以外の立ち入りを制限してください。試運転中は、ユニットの周囲に柵または警告テープを設置してください。危険ゾーンの半径は少なくとも3~5メートルです。.
信頼性の高いウェイトアタッチメント: 試し打ち用または恒久的な矯正用ウェイトを取り付ける際は、固定に特に注意してください。外れたウェイトは危険な飛び道具となります。.
電気安全: 一般的な電気安全対策を守ってください。使用可能な接地コンセントを使用し、ケーブルを湿気の多い場所や高温の場所を通さないでください。.
セクション3.1: 測定の不安定性の診断と克服
症状: 同一条件下で繰り返し測定を行うと、振幅または位相の測定値が大きく変動します(「変動」、「飛び」)。これにより補正計算が不可能になります。
根本的な原因: 機器に故障はありません。システムの振動応答が不安定で予測不可能であることを正確に報告しています。.
体系的な診断アルゴリズム:
- 機械的な緩み: これが最も一般的な原因です。ベアリングハウジングの取り付けボルト、フレームのアンカーボルトの締め付けを確認してください。また、基礎やフレームにひび割れがないか確認してください。.
- ベアリングの欠陥: 転がり軸受の内部クリアランスが過剰であったり、軸受シェルが摩耗していると、シャフトがサポート内で無秩序に動きます。.
- プロセス関連の不安定性:
- 空力(ファン): 乱気流、ブレードからの流れの分離により、ランダムな力の影響が発生する可能性があります。.
- 油圧(ポンプ): キャビテーションは強力でランダムな油圧ショックを発生させ、不均衡による周期的な信号をマスクします。.
- 内部質量移動(破砕機、粉砕機): 材料がローター内部で再分布し、「可動アンバランス」として作用する可能性があります。.
- 共振: 動作速度が構造物の固有振動数に非常に近い場合、わずかな速度の変化でも振動の振幅と位相に大きな変化が生じます。.
- 熱の影響: 機械が温まると、熱膨張によりシャフトが曲がったり、位置が変わったりすることがあります。.
セクション3.2: バランス調整が役に立たない場合: 根本的な欠陥の特定
症状: バランス調整手順が実行され、読み取り値は安定していますが、最終的な振動は高いままです。.
鑑別診断にスペクトルアナライザーを使用する:
- シャフトのミスアライメント: 主な兆候:回転数の2倍の周波数で高い振動ピークが見られます。高い軸方向振動が特徴的です。.
- 転がり軸受の欠陥: 特性「ベアリング」周波数 (BPFO、BPFI、BSF、FTF) での高周波振動として現れます。.
- シャフトボウ: 1x RPM で高いピークとして現れますが、多くの場合、2x RPM でも顕著なコンポーネントが伴います。.
- 電気的な問題(電動モーター): 磁場の非対称性により、供給周波数の 2 倍 (50 Hz ネットワークの場合は 100 Hz) で振動が発生する可能性があります。.
よくあるバランス調整の間違いとその防止策
- 故障したローターや汚れたローターのバランス調整: バランス調整を行う前に必ず機構の状態を確認してください。.
- 試用重量が小さすぎます: 20-30%の振動変化ルールを狙う。.
- 体制の恒常性に違反する行為: すべての測定中は常に安定した同一の回転速度を維持します。.
- 位相およびマークのエラー: 角度の決定を注意深く監視してください。補正ウェイト角度は通常、試験ウェイトの位置から回転方向に測定されます。.
- 不適切な取り付けまたは重量の紛失: 方法論に厳密に従ってください。試用重量を取り除く必要がある場合は取り除いてください。.
品質基準のバランス
| 品質グレードG | 許容特定不均衡eあたり (mm/秒) | ローターの種類(例) |
|---|---|---|
| G4000 | 4000 | 低速船舶ディーゼルエンジンの固定クランクシャフト |
| G16 | 16 | 大型2ストロークエンジンのクランクシャフト |
| G6.3 | 6.3 | ポンプローター、ファンインペラ、電動モーターアーマチュア、破砕機ローター |
| G2.5 | 2.5 | ガスおよび蒸気タービンローター、ターボコンプレッサー、工作機械駆動装置 |
| G1 | 1 | 研削盤の駆動装置、スピンドル |
| G0.4 | 0.4 | 精密研削盤スピンドル、ジャイロスコープ |
| 欠陥の種類 | 支配的なスペクトル周波数 | 位相特性 | その他の症状 |
|---|---|---|---|
| アンバランス | 1倍回転数 | 安定した | ラジアル振動が優勢 |
| シャフトのずれ | 1倍、2倍、3倍回転数 | 不安定になる可能性がある | 高い軸方向振動 - キーサイン |
| 機械的な緩み | 1倍、2倍、および倍数倍高調波 | 不安定、「飛び跳ねる」 | 視覚的に目立つ動き |
| 転がり軸受の欠陥 | 高周波(BPFO、BPFIなど) | RPMと同期していない | 外来ノイズ、温度上昇 |
| 共振 | 動作速度は固有振動数と一致する | 共振点を通過すると位相が180°変化する | 特定の速度で振動振幅が急激に増加する |
パートIV:よくある質問とアプリケーションノート
セクション4.1: 一般的なよくある質問(FAQ)
1 平面バランスと 2 平面バランスはいつ使用すればよいですか?
狭いディスク型ローター(L/D比)には1面(静的)バランス調整を使用する < 0.25)。特にL/D >の場合、他のほとんどのローターには2面(動的)バランス調整を使用してください。 0.25.
試験重量により危険な振動増加が発生した場合はどうすればよいですか?
直ちに機械を停止してください。これは、試験用重りが既存の重り点の近くに設置されていることを意味します。解決策:試験用重りを元の位置から180度移動してください。.
保存した影響係数を別のマシンで使用できますか?
はい、ただし、他の機械が完全に同一である場合に限ります。つまり、同じモデル、同じローター、同じ基盤、同じベアリングです。構造上の剛性に少しでも変化があれば、無効になります。.
キー溝をどのように考慮しますか? (ISO 8821)
標準的な方法としては、相手部品を使わずにバランス調整を行う場合、シャフトのキー溝に「ハーフキー」を使用します。これにより、シャフトの溝を埋めるキー部分の質量を補正します。.
| 症状 | 考えられる原因 | 推奨されるアクション |
|---|---|---|
| 不安定な/「浮動」した測定値 | 機械の緩み、ベアリングの摩耗、共振、プロセスの不安定性、外部振動 | すべてのボルト接続を締め、ベアリングの遊びをチェックし、惰力走行テストを実施し、動作モードを安定させます。 |
| 数サイクル後に耐性を達成できない | 影響係数が正しくない、ローターが柔軟である、隠れた欠陥(ずれ)が存在する | 適切に選択された重量で試運転を繰り返し、ローターが柔軟かどうかを確認し、FFTを使用して他の欠陥を検索します。 |
| バランス調整後、振動は正常だが、すぐに戻る | 修正重量排出、ローター上の製品蓄積、熱変形 | より信頼性の高いウェイトアタッチメント(溶接)を使用し、定期的なローター洗浄スケジュールを実施する |
セクション4.2: 特定の装備タイプのバランス調整ガイド
工業用ファンおよび排煙装置:
- 問題: ブレードへの製品の蓄積や摩耗により、アンバランスが発生しやすくなります。.
- 手続き 作業を始める前に、必ずインペラを徹底的に清掃してください。不安定さを引き起こす可能性のある空気力に注意してください。.
パンプス:
- 問題: 主な敵はキャビテーションです。
- 手続き バランス調整を行う前に、入口(NPSHa)に十分なキャビテーションマージンがあることを確認してください。吸入配管が詰まっていないことを確認してください。.
破砕機、粉砕機、粉砕機:
- 問題: 極度の摩耗、ハンマーの破損や摩耗により大きなアンバランス変化が発生する可能性があります。.
- 手続き 動作要素の完全性と接続状態を確認してください。機械フレームの追加の固定が必要になる場合があります。.
電動モーターアーマチュア:
- 問題: 機械的振動源と電気的振動源の両方が存在する場合があります。
- 手続き スペクトルアナライザを使用して、電源周波数の2倍の振動がないか確認してください。振動がある場合は、不平衡ではなく、電気的な故障を示しています。.
結論
Balanset-1Aのようなポータブル機器を用いたローターの動的バランス調整は、産業機器の運用における信頼性と効率性を向上させる強力なツールです。しかし、この手順の成功は、機器自体よりも、専門家の資格と体系的なアプローチを適用する能力に大きく依存します。.
主な原則:
- 準備が結果を左右する: 徹底したローター洗浄、ベアリングと基礎の状態の確認、予備的な振動診断は、バランス調整を成功させるための必須条件です。.
- 標準への準拠は品質の基盤です。 ISO 1940-1 を適用することで、主観的な評価が客観的で測定可能かつ法的に重要な結果に変換されます。.
- この機器はバランサーであるだけでなく、診断ツールとしても機能します。 バランスを取れないことや読み取ることが不安定であることは、より深刻な問題を示す重要な診断兆候です。.
- プロセスの物理を理解することが、非標準のタスクを解決する鍵となります。 剛性ローターとフレキシブルローターの違いを知り、共振の影響を理解することで、専門家は正しい判断を下すことができます。.
このガイドで概説されている推奨事項に従うことで、技術専門家は一般的なタスクにうまく対処できるだけでなく、回転機器の振動に関する複雑で重要な問題を効果的に診断して解決できるようになります。.
