Industriell avtrekksviftebalansering: Komplett guide fra teori til praksis
Del 1: Grunnleggende prinsipper for ubalanse – Forstå «hvorfor»
Balansering av roterende masser er en av nøkkeloperasjonene i vedlikehold og reparasjon av industrielt utstyr, spesielt viktig for eksosbalansering For effektiv og informert eliminering av problemer knyttet til overdreven vibrasjon er det nødvendig med en dyp forståelse av de fysiske prosessene som ligger til grunn for ubalansen, dens varianter, årsaker og destruktive konsekvenser.
1.1. Fysikk i ubalanse: Vitenskapen om vibrasjon
I en ideell verden ville et roterende legeme, som for eksempel et avtrekksviftehjul, være perfekt balansert. Fra et mekanisk synspunkt betyr dette at dens viktigste sentrale treghetsakse fullstendig sammenfaller med den geometriske rotasjonsaksen. I virkeligheten oppstår imidlertid en tilstand som kalles ubalanse på grunn av produksjonsfeil og driftsfaktorer, der rotorens massesenter er forskjøvet i forhold til rotasjonsaksen.
Når en slik ubalansert rotor begynner å rotere, genererer denne masseforskyvningen sentrifugalkraft. Denne kraften endrer kontinuerlig retning, virker vinkelrett på rotasjonsaksen og overføres gjennom akselen til lagerstøtter og deretter til hele konstruksjonen. Denne sykliske kraften er roten til vibrasjon.
Der F er sentrifugalkraften, m er størrelsen på den ubalanserte massen, ω er vinkelhastigheten, og r er avstanden fra rotasjonsaksen til den ubalanserte massen (eksentrisiteten).
Hovedaspektet ved dette forholdet er at treghetskraften vokser proporsjonalt med kvadratet av rotasjonshastigheten (ω²). Dette har enorm praktisk betydning for eksosbalansering prosedyrer. For eksempel vil en dobling av avtrekksviftehastigheten øke vibrasjonskraften med fire ganger. Denne ikke-lineære veksten forklarer hvorfor en avtrekksvifte som fungerer akseptabelt ved lave hastigheter, kan vise katastrofale vibrasjonsnivåer når den når nominell eller økt hastighet, for eksempel når den styres via frekvensomformere.
1.2. Klassifisering av ubalanse: Tre typer problemer
Rotorubalanse, avhengig av den gjensidige plasseringen av treghetsaksen og rotasjonsaksen, er delt inn i tre hovedtyper:
Statisk ubalanse (kraft/statisk ubalanse)

Oppsett av rotorbalanseringsmaskin med datastyrt overvåkingssystem for måling av statiske og dynamiske krefter for å oppdage ubalanser i roterende elektriske motorkomponenter.
Definisjon: Oppstår når treghetsaksen forskyves parallelt med rotasjonsaksen. Dette kan visualiseres som å ha ett "tungt punkt" på rotoren.
Diagnose: Denne typen ubalanse er unik ved at den manifesterer seg selv i ro. Hvis en slik rotor plasseres på horisontale støtter med lav friksjon (kalt "knivkanter"), vil den alltid rotere under tyngdekraften og stoppe med den tunge spissen nedover.
Korreksjon: Elimineres relativt enkelt ved å legge til (eller fjerne) korrigerende masse i ett plan, 180 grader motsatt det identifiserte tunge punktet. Statisk ubalanse er karakteristisk for smale, skiveformede rotorer med lave lengde-til-diameter-forhold (L/D) (f.eks. mindre enn 0,5).
Ubalanse i parforhold
Definisjon: Oppstår når treghetsaksen skjærer rotasjonsaksen i rotorens massesenter. Fysisk sett tilsvarer dette å ha to like ubalanserte masser plassert i to forskjellige plan langs rotorens lengde og plassert 180 grader fra hverandre.
Diagnose: I statisk posisjon er en slik rotor balansert og vil ikke ha en tendens til å innta noen spesifikk posisjon. Under rotasjon skaper imidlertid dette masseparet et "gyngende" eller "svingende" moment som har en tendens til å dreie rotoren vinkelrett på rotasjonsaksen, noe som forårsaker sterke vibrasjoner ved støttene.
Korreksjon: Krever korreksjon i minst to plan for å kompensere for dette momentet.
Dynamisk ubalanse

Teknisk diagram av et testapparat for elektrisk motorrotor med kobberviklinger montert på presisjonslagre, koblet til elektronisk overvåkingsutstyr for måling av rotasjonsdynamikk.
Definisjon: Dette er det vanligste og hyppigst forekommende tilfellet i praksis, der treghetsaksen verken er parallell med eller skjærer rotasjonsaksen, men skjever med den i rommet. Dynamisk ubalanse er alltid en kombinasjon av statiske og parvise ubalanser.
Diagnose: Manifesterer seg kun under rotorens rotasjon.
Korreksjon: Krever alltid balansering i minst to korreksjonsplan for å samtidig kompensere for både kraft- og momentkomponenter.
1.3. De grunnleggende årsakene til problemer: Hvor kommer ubalansen fra?
Årsakene til ubalanse kan deles inn i to store grupper, spesielt relevante for eksosbalansering applikasjoner:
Driftsfaktorer (vanligste):
- Materialopphopning: Den vanligste årsaken til at avtrekksvifter opererer i forurensede miljøer. Ujevn opphopning av støv, smuss, maling, prosessprodukter eller fuktighet på impellerbladene endrer massefordelingen.
- Slitasje og korrosjon: Ujevn slitasje på blader, dråpeerosjon fra væskeinntrengning eller kjemisk korrosjon fører til massetap i enkelte områder og påfølgende ubalanse.
- Termisk deformasjon: Ujevn oppvarming eller avkjøling av rotoren, spesielt under lengre nedstengninger av varmt utstyr, kan føre til midlertidig eller permanent bøying av akselen eller løpehjulet.
- Tap av balansevekter: Tidligere installerte korrigerende vekter kan løsne på grunn av vibrasjon, korrosjon eller mekanisk påvirkning.
Produksjons- og monteringsfeil:
- Produksjonsfeil: Ujevnheter i materialet (f.eks. støpeporøsitet), unøyaktigheter i maskinering eller dårlig kvalitet på bladmonteringen til løpehjulet.
- Monterings- og installasjonsfeil: Feil montering av løpehjul på aksel, feiljustering, løsning av navfeste, feiljustering av motor- og vifteaksler.
- Relaterte komponentproblemer: Bruk av ikke-standardiserte eller slitte drivreimer, lagerfeil, løsning av enhetsfeste til fundament (tilstand kjent som "myk fot").
1.4. Konsekvenser av ubalanse: Kjedereaksjon av ødeleggelse
Å ignorere ubalanseproblemer fører til en kjedereaksjon med destruktive konsekvenser som påvirker både mekaniske utstyrskomponenter og økonomisk ytelse, spesielt kritisk i eksosanlegg:
Mekaniske konsekvenser:
- Vibrasjon og støy: En kraftig økning i vibrasjoner og støy er den mest åpenbare konsekvensen, noe som fører til forverrede arbeidsforhold og fungerer som det første tegnet på funksjonsfeil.
- Akselerert lagerslitasje: Den hyppigste, dyreste og farligste konsekvensen. Sykliske belastninger fra sentrifugalkraft forårsaker akselerert utmatting og ødeleggelse av rulleelementer og løpebaner, noe som reduserer lagrenes levetid med flere titalls ganger.
- Utmattelsessvikt: Langvarig vibrasjonseksponering fører til utmattingsakkumulering i metall, noe som potensielt kan forårsake ødeleggelse av sjakter, støttekonstruksjoner, sveiser og til og med brudd på ankerbolter som fester enheten til fundamentet.
- Skade på tilstøtende komponenter: Vibrasjon ødelegger også koblingsforbindelser, remdrifter og akseltetninger.
Økonomiske og driftsmessige konsekvenser:
- Økt energiforbruk: En betydelig del av motorenergien brukes ikke på å bevege luft, men på å skape vibrasjoner, noe som fører til direkte økonomiske tap.
- Redusert ytelse: Vibrasjon kan forstyrre løpehjulets aerodynamiske egenskaper, noe som fører til redusert luftstrøm og trykk som skapes av avtrekksviften.
- Nødstilfelle: Til syvende og sist fører ubalanse til nødstans i utstyret, noe som resulterer i dyre reparasjoner og tap på grunn av nedetid i produksjonslinjen.
- Sikkerhetstrusler: I kritiske tilfeller er det mulig at impelleren ødelegges ved høye hastigheter, noe som utgjør en direkte trussel mot personells liv og helse.
Del 2: Vibrasjonsdiagnostikk – Kunsten å stille presis diagnose
Riktig diagnose er hjørnesteinen i vellykket balansering. Før man fortsetter med massekorrigering, er det nødvendig å fastslå med høy sikkerhet at ubalanse faktisk er den primære årsaken til overdreven vibrasjon. Denne delen er viet til instrumentelle metoder som ikke bare tillater problemdeteksjon, men også presis identifisering av problemets natur.
2.1. Hvorfor vibrasjon ikke alltid er ubalanse: Differensialdiagnose
Et viktig prinsipp alle vedlikeholdsspesialister må forstå: overdreven vibrasjon er et symptom, ikke en diagnose. Selv om ubalanse er en av de vanligste årsakene til vibrasjon i avtrekksviften, kan flere andre feil skape lignende mønstre som må utelukkes før man begynner. eksosbalansering arbeid.
Hovedfeil som «forkler seg» som ubalanse:
- Feiljustering: Akselfeiljustering mellom motor og vifte. I vibrasjonsspekteret kjennetegnet av betydelig topp ved dobbel driftsfrekvens (2x), spesielt i aksial retning.
- Mekanisk løshet: Løsning av lagerstøttebolter, sprekker i fundamentrammen. Manifesterer seg som en serie med harmoniske frekvenser (1x, 2x, 3x osv.) og i alvorlige tilfeller subharmoniske (0,5x, 1,5x).
- Defekter i rullelager: Avskalling, sprekker på løpebaner eller rulleelementer. Genererer vibrasjoner ved karakteristiske høyfrekvente, ikke-synkrone (ikke multipler av rotasjonsfrekvens) komponenter beregnet fra lagergeometri.
- Bøyd aksel: Skaper vibrasjon både ved driftsfrekvens (1x) og dobbel driftsfrekvens (2x), noe som kompliserer diagnosen betraktelig og krever obligatorisk faseanalyse for å skille fra ubalanse og feiljustering.
- Resonans: Skarp, multippel vibrasjonsforsterkning når driftsrotasjonsfrekvensen sammenfaller med en av konstruksjonens naturlige frekvenser. Denne ekstremt farlige tilstanden elimineres ikke ved balansering.
2.2. Spesialistens verktøykasse: Ingeniørens øyne og ører
Presis vibrasjonsdiagnostikk og påfølgende eksosbalansering krever spesialutstyr:
- Vibrasjonssensorer (akselerometre): Primære datainnsamlingsmetoder. For et komplett tredimensjonalt bilde av maskinens vibrasjoner, er sensorer installert på lagerhus i tre innbyrdes vinkelrette retninger: horisontal, vertikal og aksial.
- Bærbare vibrasjonsanalysatorer/balanseringsapparater: Moderne instrumenter som Balanset-1A kombinerer funksjonene til et vibrometer (måling av total vibrasjonsnivå), en Fast Fourier Transform (FFT) spektrumanalysator, en fasemåler og en balanseringskalkulator. De muliggjør fullstendig diagnostikk og balansering direkte på utstyrets driftssted.
- Turteller (optisk eller laser): Integrert del av ethvert balanseringssett. Nødvendig for presis måling av rotasjonshastighet og synkronisering av fasemåling. For drift festes et lite stykke reflekterende tape til akselen eller annen roterende del.
- Programvare: Spesialisert programvare gjør det mulig å vedlikeholde utstyrsdatabaser, analysere vibrasjonstrender over tid, utføre grundig spektrumdiagnostikk og automatisk generere arbeidsrapporter.
2.3. Lesing av vibrasjonsspektre (FFT-analyse): Dechiffrering av maskinsignaler
Vibrasjonssignalet målt av akselerometeret representerer en kompleks amplitude-tidsavhengighet. For diagnostikk er et slikt signal lite informativt. Den viktigste analysemetoden er Fast Fourier Transform (FFT), som matematisk dekomponerer komplekse tidssignaler til frekvensspekteret. Spekteret viser nøyaktig hvilke frekvenser som inneholder vibrasjonsenergi, noe som muliggjør identifisering av disse vibrasjonskildene.
Den viktigste ubalanseindikatoren i vibrasjonsspekteret er tilstedeværelsen av en dominerende topp med en frekvens som er nøyaktig lik rotorens rotasjonsfrekvens. Denne frekvensen er betegnet som 1x. Denne toppens amplitude (høyde) er direkte proporsjonal med ubalansens størrelse.
| Mangel | Karakteristiske frekvenser i spekteret | Fasemålingsfunksjoner | Anbefalte handlinger |
|---|---|---|---|
| Statisk ubalanse | Dominant 1x-topp i radielle retninger (horisontal, vertikal) | Stabil fase. Faseforskjell mellom støtter i samme retning ~0° (±30°) | Rengjør impelleren. Utfør balansering i ett plan. |
| Par/Dynamisk ubalanse | Dominant 1x-topp i radial og ofte aksial retning | Stabil fase. Faseforskjell mellom støtter i samme retning ~180° (±30°) | Sjekk for deformasjon ("åttetall"). Utfør toplansbalansering |
| Feiljustering | Høy 2x-topp, ofte ledsaget av 1x og 3x. Spesielt merkbar i aksial retning | Faseforskjell ~180° i aksial retning over koblingen | Utfør laserjustering av motor- og vifteaksler |
| Mekanisk løshet | Serie av harmoniske 1x, 2x, 3x... Ofte subharmoniske tilstede (0,5x, 1,5x) | Ustabil "hoppende" fase | Stram alle boltforbindelser (støtter, fundament). Sjekk for sprekker. |
| Defekt i rullelager | Høyfrekvente, ikke-synkrone topper ved karakteristiske defektfrekvenser | - | Sjekk smøring. Skift lager. |
| Resonans | Ekstremt høy topp ved driftsfrekvens som sammenfaller med egenfrekvens | Fasen endres kraftig med 180° når den passerer gjennom resonansfrekvens | Endre driftshastighet eller strukturell stivhet. Balansering ineffektiv |
2.4. Faseanalysens nøkkelrolle: Bekreftelse av diagnose
Faseanalyse er et kraftig verktøy som muliggjør en definitiv bekreftelse av diagnosen "ubalanse" og skiller den fra andre defekter som også manifesterer seg ved 1x løpefrekvens.
Fase er i hovedsak tidsforholdet mellom to vibrasjonssignaler med identisk frekvens, målt i grader. Den viser hvordan forskjellige maskinpunkter beveger seg i forhold til hverandre og i forhold til det reflekterende merket på akselen.
Bestemme ubalansetype etter fase:
- Statisk ubalanse: Begge lagerstøttene beveger seg synkront, «i fase». Derfor vil fasevinkelforskjellen målt ved to støtter i samme radielle retning være nær 0° (±30°).
- Par- eller dynamisk ubalanse: Støttene utfører oscillerende bevegelse "i motfase". Tilsvarende vil faseforskjellen mellom dem være nær 180° (±30°).







Del 3: Praktisk balanseringsguide – trinnvise metoder og profesjonelle tips
Denne delen presenterer detaljert, trinnvis veiledning for utførelse eksosbalansering arbeid, fra forberedende operasjoner til spesialiserte teknikker for ulike typer avtrekksvifter.
3.1. Forberedende fase – 50% for suksess
God forberedelse er nøkkelen til suksess og trygghet eksosbalanseringÅ neglisjere denne fasen fører ofte til feil resultater og tidstap.
Sikkerhet først:
Før arbeid påbegynnes, må utstyret være fullstendig spenningsløst. Standard prosedyrer for låsing/tagout (LOTO) brukes for å forhindre utilsiktet oppstart. Fravær av spenning ved motorterminalene må bekreftes.
Rengjøring og visuell inspeksjon:
Dette er ikke en innledende, men en primær operasjon. Impelleren må rengjøres grundig for eventuelle opphopninger – smuss, støv, produkter. I mange tilfeller eliminerer eller reduserer kvalitetsrengjøring alene ubalansen fullstendig, noe som gjør ytterligere balansering unødvendig. Etter rengjøring utføres en nøye visuell inspeksjon av blader, skiver og sveiser for sprekker, bulker, deformasjoner og tegn på slitasje.
Mekanisk kontroll ("Intervensjonshierarki"):
Før korrigering av massefordelingen må den mekaniske stabiliteten til hele enheten verifiseres:
- Boltforbindelsestramming: Kontroller og stram om nødvendig boltene som fester løpehjulet til navet, navet til akselen, lagerhusene til rammen og forankringsboltene til rammen til fundamentet.
- Geometrisjekk: Bruk måleur for å kontrollere radial og aksial utslag på aksel og impeller. Kontroller også visuelt eller ved hjelp av maler og måleverktøy bladjusteringen og ensartetheten i angrepsvinkelen.
3.2. Statisk balansering: Enkle metoder for enkle tilfeller
Statisk balansering brukes på smale, skiveformede rotorer (f.eks. løpehjul med lite L/D-forhold) når dynamisk balansering er teknisk umulig eller økonomisk upraktisk.
Knivkantmetoden:
Klassisk og svært presis metode. Rotoren (fjernet fra enheten) plasseres på to perfekt horisontale, parallelle og glatte prismer eller lavfriksjonsstøtter. Under tyngdekraften vil rotorens "tunge punkt" alltid ha en tendens til å innta den nederste posisjonen. Korrigeringsvekten er installert rett overfor (ved 180°) dette punktet. Prosessen gjentas til rotoren forblir i nøytral likevekt i en hvilken som helst posisjon.
Fri rotasjonsmetode ("loddlinje"):
Forenklet metode som kan brukes for vifter med blader direkte på plass. Etter at drivreimer (hvis montert) er fjernet, roteres løpehjulet sakte og slippes. Det tyngste bladet vil falle nedover. Korrigering gjøres ved å legge til små vekter (f.eks. ved bruk av teip eller magneter) på de letteste bladene inntil løpehjulet slutter å søke en bestemt posisjon.
3.3. Dynamisk feltbalansering: Profesjonell tilnærming
Dette er den primære metoden for industriell eksosbalanseringutført ved hjelp av spesialiserte instrumenter som Balanset-1A uten demontering av utstyr. Prosessen består av flere obligatoriske trinn.
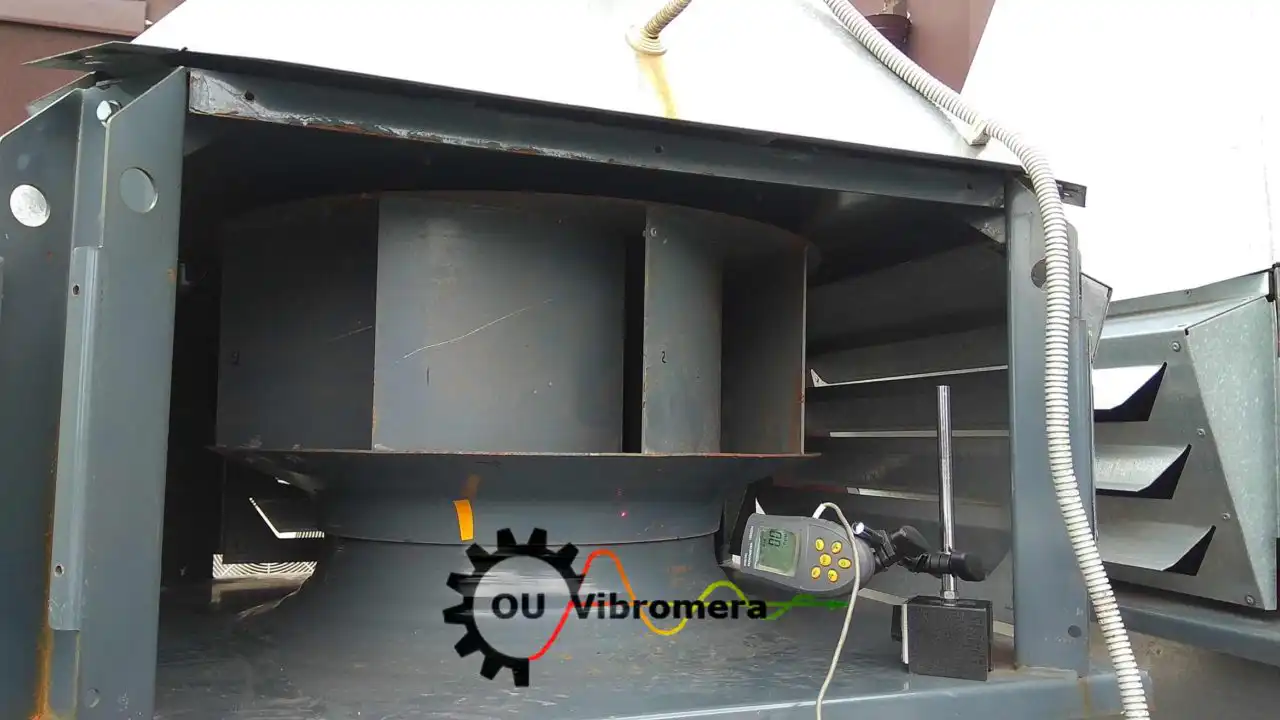
Trinn 1: Innledende måling (innledende kjøring)
- Vibrasjonssensorer er installert på lagerhus, og reflekterende tape er påført akselen for turtelleren.
- Avtrekksviften startes og bringes til nominell driftshastighet.
- Ved hjelp av en vibrasjonsanalysator registreres initialdata: amplitude (vanligvis i mm/s) og fasevinkel (i grader) for vibrasjonen ved driftsfrekvens 1x. Disse dataene representerer den initiale ubalansevektoren.
Trinn 2: Prøvevektløp
Logikk: For at instrumentet skal kunne beregne nøyaktig hvordan ubalansen skal korrigeres, er det nødvendig å introdusere en kjent endring i systemet og observere reaksjonen. Dette er formålet med installasjon av prøvevekter.
- Valg av masse og lokasjon: Prøvevekten velges slik at den forårsaker merkbar, men sikker endring i vibrasjonsvektoren (f.eks. amplitudeendring på 20-30% og/eller faseforskyvning på 20-30°). Vekten festes midlertidig i valgt korreksjonsplan ved kjent vinkelposisjon.
- Mål: Gjenta oppstart og måling utført, registrer nye amplitude- og faseverdier.
Trinn 3: Beregning og installasjon av korrigeringsvekt
Moderne balanseringsinstrumenter som Balanset-1A utfører automatisk vektorsubtraksjon av den innledende vibrasjonsvektoren fra vektoren oppnådd med prøvevekt. Basert på denne differansen (påvirkningsvektor) beregner instrumentet nøyaktig masse og nøyaktig vinkel der permanent korrigerende vekt må installeres for å kompensere for den innledende ubalansen.
Korrigering kan gjøres enten ved å legge til masse (sveise metallplater, montere bolter med muttere) eller fjerne masse (bore hull, slipe). Å legge til masse er å foretrekke da det er en reversibel og mer kontrollert prosess.
Trinn 4: Verifiseringskjøring og trimbalansering
- Etter at den permanente korrigeringsvekten er installert (og prøvevekten er fjernet), utføres en verifiseringskjøring for å evaluere resultatet.
- Hvis vibrasjonsnivået har sunket, men fortsatt overstiger akseptable standarder, utføres trimbalansering. Prosedyren gjentas, men resultatene av verifiseringskjøringen brukes nå som startdata. Dette muliggjør en iterativ, trinnvis tilnærming til ønsket balanseringskvalitet.
3.4. Balansering i ett eller to plan? Praktiske utvalgskriterier
Valget mellom balansering i ett og to plan er en viktig avgjørelse som påvirker hele prosedyrens suksess, spesielt viktig for eksosbalansering applikasjoner.
Hovedkriterium: Forhold mellom rotorlengde (L) og diameter (D).
- Hvis L/D < 0,5 og rotasjonshastighet mindre enn 1000 o/min, dominerer vanligvis statisk ubalanse, og balansering i ett plan er tilstrekkelig.
- Hvis L/D > 0,5 eller rotasjonshastigheten er høy (>1000 o/min), begynner ubalansen i paret å spille en betydelig rolle, og det kreves balansering i to plan for å eliminere.
3.5. Særegenheter ved balansering av overhengende vifte
Overhengsvifter, der arbeidshjulet (impelleren) er plassert utenfor lagerstøttene, gir spesiell kompleksitet for balansering.
Problem: Slike systemer er iboende dynamisk ustabile og ekstremt følsomme for ubalanse, spesielt av partype. Dette manifesterer seg ofte som unormalt høy aksial vibrasjon.
Komplikasjoner: Bruk av standard toplansmetoder på overhengende rotorer fører ofte til utilfredsstillende resultater eller krever installasjon av utilstrekkelig store korrigerende vekter. Systemreaksjon på prøvevekt kan være uintuitiv: for eksempel kan installasjon av vekt på impeller forårsake større vibrasjonsendring ved fjern støtte (ved motor) enn ved nærliggende.
Anbefalinger: Balansering av overhengende avtrekksvifter krever større spesialisert erfaring og forståelse av dynamikk. Det er ofte nødvendig å bruke spesialiserte programvaremoduler i vibrasjonsanalysatorer som bruker statisk/parkraftseparasjonsmetode for mer nøyaktig korrigerende masseberegning.
Seksjon 4: Komplekse saker og profesjonelle teknikker
Selv med streng overholdelse av prosedyrer kan spesialister støte på situasjoner der standardmetoder ikke gir resultater. Disse tilfellene krever dypere analyse og anvendelse av ikke-standardiserte teknikker.
4.1. Typiske feil og hvordan man unngår dem
Feil 1: Feil diagnose
Den vanligste og mest kostbare feilen er forsøk på å balansere vibrasjoner forårsaket av feiljustering, mekanisk løshet eller resonans.
Løsning: Start alltid med full vibrasjonsanalyse (spektrum- og faseanalyse). Hvis spekteret ikke viser tydelig 1x toppdominans, men det er betydelige topper ved andre frekvenser, kan ikke balanseringen starte før hovedårsaken er eliminert.
Feil 2: Ignorering av forberedelsesfasen
Hopper over trinnene for rengjøring av impeller eller kontroll av stramming av boltforbindelser.
Løsning: Følg strengt «intervensjonshierarkiet» beskrevet i avsnitt 3.1. Rengjøring og stramming er ikke alternativer, men obligatoriske første skritt.
Feil 3: Fjerning av alle gamle balansevekter
Denne handlingen ødelegger tidligere (muligens fabrikk-) balanseringsresultater og kompliserer ofte arbeidet betydelig, ettersom den første ubalansen kan bli veldig stor.
Løsning: Fjern aldri alle vekter uten god grunn. Hvis impelleren har samlet mange små vekter fra tidligere balanseringer, kan de fjernes, men kombiner deretter vektorsummen til én ekvivalent vekt og monter den på plass.
Feil 4: Ikke sjekk av dataenes repeterbarhet
Startbalansering med ustabile innledende amplitude- og faseavlesninger.
Løsning: Før montering av prøvevekt, utfør 2–3 kontrollstarter. Hvis amplitude eller fase "flyter" fra start til start, indikerer dette et mer komplekst problem (resonans, termisk bøyning, aerodynamisk ustabilitet). Balansering under slike forhold vil ikke gi stabile resultater.
4.2. Balansering nær resonans: Når fasen ligger
Problem: Når driftshastigheten til avtrekksviften er svært nær en av systemets naturlige vibrasjonsfrekvenser (resonans), blir fasevinkelen ekstremt ustabil og svært følsom for de minste hastighetssvingninger. Dette gjør standard vektorberegninger basert på fasemåling unøyaktige eller helt umulige.
Løsning: Fireløpsmetoden
Essens: Denne unike balanseringsmetoden bruker ikke fasemålinger. Korrigerende vektberegning utføres utelukkende basert på endringer i vibrasjonsamplitude.
Prosess: Metoden krever fire sekvensielle kjøringer:
- Mål den innledende vibrasjonsamplituden
- Mål amplitude med prøvevekt installert i betinget 0°-posisjon
- Mål amplituden med samme vekt flyttet til 120°
- Mål amplituden med samme vekt flyttet til 240°
Basert på fire innhentede amplitudeverdier konstrueres en grafisk løsning (sirkelskjæringsmetode) eller en matematisk beregning utføres, som tillater bestemmelse av nødvendig masse og installasjonsvinkel for korrigerende vekt.
4.3. Når problemet ikke er balanse: Strukturelle og aerodynamiske krefter
Strukturelle problemer:
Svakt eller sprukket fundament, løse støtter kan resonere med avtrekksviftens driftsfrekvens og mangedoble vibrasjonene.
Diagnose: For å bestemme strukturelle naturlige frekvenser i av-tilstand, brukes en støttest (bumptest). Denne utføres med en spesiell modal hammer og akselerometer. Hvis en av de funnet naturlige frekvensene er nær driftsrotasjonsfrekvensen, er problemet faktisk resonans.
Aerodynamiske krefter:
Luftturbulens ved innløpet (på grunn av hindringer eller for lukket spjeld, såkalt "viftemangel") eller utløpet kan forårsake lavfrekvent, ofte ustabil vibrasjon som ikke er relatert til masseubalanse.
Diagnose: Test med aerodynamisk lastendring ved konstant rotasjonshastighet utføres (f.eks. ved gradvis åpning/lukking av spjeldet). Hvis vibrasjonsnivået endres betydelig, er det sannsynligvis aerodynamisk.
4.4. Analyse av virkelige eksempler (casestudier)
Eksempel 1 (Resonans):
I ett dokumentert tilfelle ga ikke balansering av tilluftsviften ved bruk av standardmetoden resultater på grunn av ekstremt ustabile faseavlesninger. Analysen viste at driftshastigheten (29 Hz) var svært nær løpehjulets naturlige frekvens (28 Hz). Bruk av fire-run-metoden, uavhengig av fase, muliggjorde vellykket vibrasjonsreduksjon til et akseptabelt nivå, noe som ga en midlertidig løsning inntil viften ble byttet ut med en mer pålitelig vifte.
Eksempel 2 (flere defekter):
Vibrasjonsanalyse av avtrekksvifter ved sukkerfabrikk avdekket komplekse problemer. Ett viftespektrum indikerte vinkelfeiljustering (høye 1x- og 2x-topper i aksial retning), mens et annet viste mekanisk løshet (uniforme harmoniske 1x, 2x, 3x). Dette demonstrerer viktigheten av sekvensiell feileliminering: først ble justering og festestramming utført, og først deretter, om nødvendig, ble balansering utført.
Avsnitt 5: Standarder, toleranser og forebyggende vedlikehold
Den siste fasen av ethvert teknisk arbeid er å evaluere kvaliteten i henhold til myndighetskrav og utvikle en strategi for å opprettholde utstyr i god stand på lang sikt.
5.1. Oversikt over viktige standarder (ISO)
Flere internasjonale standarder brukes for å evaluere balanseringskvaliteten og vibrasjonstilstanden til avtrekksvifter.
ISO 14694:2003:
Hovedstandard for industrivifter. Fastsetter krav til balanseringskvalitet og maksimalt tillatte vibrasjonsnivåer avhengig av vifteapplikasjonskategori (BV-1, BV-2, BV-3, osv.), effekt og installasjonstype.
ISO 1940-1:2003:
Denne standarden definerer balansekvalitetsgrader (G) for stive rotorer. Kvalitetsgraden karakteriserer tillatt gjenværende ubalanse. For de fleste industrielle avtrekksvifter gjelder følgende grader:
- G6.3: Standard industriell kvalitet, egnet for de fleste generelle industrielle bruksområder.
- G2.5: Forbedret kvalitet, nødvendig for høyhastighets- eller spesielt kritiske avtrekksvifter der vibrasjonskravene er strengere.
ISO 10816-3:2009:
Regulerer evaluering av vibrasjonstilstanden til industrimaskiner basert på målinger på ikke-roterende deler (f.eks. lagerhus). Standarden introduserer fire tilstandssoner:
- Sone A: "Bra" (nytt utstyr)
- Sone B: "Tilfredsstillende" (ubegrenset drift tillatt)
- Sone C: "Akseptabelt i begrenset tid" (årsaksidentifisering og eliminering kreves)
- Sone D: «Uakseptabelt» (vibrasjon kan forårsake skade)
ISO 14695:2003:
Denne standarden etablerer enhetlige metoder og betingelser for måling av vibrasjoner i industrielle vifter, som er nødvendige for å sikre sammenlignbarhet og reproduserbarhet av resultater oppnådd på forskjellige tidspunkter og på ulikt utstyr.
5.2. Langsiktig strategi: Integrering i prediktivt vedlikeholdsprogram
Eksosbalansering bør ikke betraktes som en engangsreparasjon. Det er en integrert del av en moderne strategi for prediktivt vedlikehold.
Implementering av regelmessig vibrasjonsovervåking (f.eks. datainnsamling gjennom ruten ved hjelp av bærbare analysatorer) gjør det mulig å spore utstyrets tilstand over tid. Trendanalyse, spesielt gradvis vekst i vibrasjonsamplitude ved driftsfrekvens 1x, er en pålitelig indikator på utvikling av ubalanse.
Denne tilnærmingen tillater:
- Planlegg balansering på forhånd, før vibrasjonsnivået når kritiske verdier fastsatt av ISO 10816-3-standarden.
- Forebygger sekundærskader på lagre, koblinger og støttestrukturer som uunngåelig oppstår under langvarig drift med overdreven vibrasjon.
- Eliminering av uplanlagt nedetid i nødstilfeller ved å konvertere reparasjonsarbeid til planlagt forebyggende kategori.
Oppretting av en elektronisk database over vibrasjonstilstanden til viktig utstyr og regelmessig trendanalyse danner grunnlaget for å ta teknisk forsvarlige og økonomisk effektive vedlikeholdsbeslutninger, noe som til slutt øker påliteligheten og den generelle produksjonseffektiviteten.