Balanceamento do rotor de roçadeiras de martelo e trituradores florestais: O Guia de Campo Completo
Os rolamentos do seu triturador duram duas semanas em vez de dois anos. A cabine do trator vibra tanto que os painéis do painel chacoalham. Você já tentou rolamentos mais baratos, parafusos mais apertados e até reforços de solda — nada funciona. O rotor está desbalanceado. Este guia mostra exatamente como corrigir o problema, com números reais obtidos em campo.
O que o balanceamento de rotores realmente faz
Todo objeto em rotação possui uma distribuição de massa. Se essa massa não for simétrica em relação ao eixo de rotação, o rotor tende a se deslocar para um lado enquanto gira. A 2.000 RPM — uma velocidade típica de tomada de força (TDF) — mesmo um deslocamento de 35 gramas em um raio de 15 cm gera um torque superior a 100%. 22 kg de força centrífuga nos rolamentos, uma vez por revolução, 33 vezes por segundo.
Balanceamento do rotor Significa ajustar essa distribuição de massa — adicionando ou removendo pequenos pesos — até que as forças centrífugas se anulem. O rotor gira em torno de seu centro geométrico em vez de oscilar em torno de seus pontos de maior peso. A vibração diminui, as cargas nos mancais diminuem e a máquina para de tentar se desmontar.
Em roçadeiras de martelo e trituradores florestais, o rotor é um longo tambor de aço que suporta de 20 a 80 martelos oscilantes ou dentes fixos. Esses rotores são grandes, pesados e praticamente impossíveis de fabricar com perfeição. Cada cordão de solda, cada suporte de martelo, cada variação na espessura da parede cria uma pequena assimetria de massa. A soma dessas assimetrias é o desequilíbrio.
Por que isso importa: forças, fracassos e dinheiro
O desequilíbrio não é um mero incômodo — é uma força destrutiva. A força centrífuga de um rotor desequilibrado aumenta com a rotação. quadrado da rotação por minuto (RPM). Dobre a velocidade, quadruplique a força. Na velocidade de operação, um desequilíbrio moderado submete todos os componentes da máquina a uma carga cíclica intensa.
O que quebra primeiro (e quanto custa)
- Rolamentos Leve o impacto direto. Um rotor desbalanceado pode reduzir a vida útil dos rolamentos em 30% ou mais. Conjuntos de rolamentos de qualidade custam de €50 a €100 cada, mas o verdadeiro prejuízo está nas 2 a 4 horas de inatividade por substituição. Alguns operadores trocam os rolamentos a cada poucos dias.
- Caixas de rolamentos O desgaste causado pelo excesso de folga pode causar deformações. Uma vez que a sede da válvula esteja ovalizada, mesmo um rolamento novo não funcionará corretamente. Reparo ou substituição da caixa de rolamentos: €200–€500.
- Parafusos e fixadores Os parafusos se soltam constantemente. Cada parafuso em uma máquina vibratória está sempre tentando se desaparafusar. Parafusos soltos significam perda de lâminas, perda de proteções, perda de produção — e um risco à segurança.
- As soldas da estrutura apresentam rachaduras. A fadiga por vibração prolongada causa fissuras na estrutura do cortador de grama. Começam a aparecer placas de reforço soldadas sobre placas de reforço anteriores — uma máquina Frankenstein que perde a integridade estrutural a cada reparo.
- Vazamento nas conexões hidráulicas. A vibração afrouxa as conexões e endurece as superfícies de vedação. A perda de fluido leva ao superaquecimento e danos à bomba.
- O trator também sofre. A vibração se propaga pelo eixo da tomada de força e pelo engate de três pontos até o trator. Os suportes da cabine, as juntas universais da transmissão e até mesmo os corpos das válvulas hidráulicas do trator podem se deteriorar.
- O operador efetua o pagamento fisicamente. A exposição prolongada à vibração de corpo inteiro está associada a lesões musculoesqueléticas. Alguns operadores relatam sentir vibrações nas mãos por horas após o término do trabalho.
Normas ISO de vibração para rotores agrícolas
Aqui, dois padrões são importantes. ISO 1940-1 Define os níveis de qualidade do balanceamento — o quanto de desbalanceamento residual é aceitável para um determinado tipo de rotor. ISO 10816-3 (agora ISO 20816-3) define zonas de severidade de vibração — quanta vibração é aceitável nas caixas de rolamentos.
| Grau ISO 1940 | Aplicativo | Exemplo de equipamento |
|---|---|---|
| G40 | Maquinaria agrícola grosseira | Máquinas acionadas por virabrequim, rotores rígidos com baixa rotação. |
| G16 | Máquinas agrícolas, em geral | Roçadeiras de martelo, trituradores florestais, moinhos de martelo |
| G6.3 | Máquinas agrícolas, funcionamento suave | Trituradores de alta rotação, bombas centrífugas, ventiladores |
| G2.5 | Motores elétricos, acionamentos de precisão | Ventiladores de processo, rotores de bombas, induzidos de motores |
| Zona | Vibração (mm/s RMS) | Significado | Ação necessária |
|---|---|---|---|
| A | < 2.8 | Máquina nova em perfeitas condições. | Nenhum — excelente |
| B | 2,8 – 7,1 | Aceitável para operação de longo prazo | Monitore periodicamente |
| C | 7,1 – 11,2 | Aceitável apenas por curtos períodos. | Planeje a manutenção em breve |
| D | > 11,2 | Perigoso — risco de danos | Pare a máquina. Conserte imediatamente. |
A substituição de um único rolamento em uma roçadeira de martelos leva de 2 a 3 horas e custa €50-€100 em algumas partes. Se a vibração obrigar a substituições a cada 2 semanas em vez de a cada 12 meses, isso representa aproximadamente 24 substituições extras por ano — € 1.200 a € 2.400 em peças, mais 48 a 72 horas de trabalho perdido..
Um dia de inatividade durante a temporada de contratos pode custar caro. €500–€1.000 em perda de receita. Falha catastrófica (eixo rachado, rotor destruído) significa € 1.500 – € 3.000+ para peças de reposição e semanas de espera.
Um Balanset-1A custa €1,975 Uma única vez. A prevenção de uma ou duas falhas em rolamentos já paga o investimento. Cada serviço subsequente representa economia pura.
Tipos de equipamentos e suas peculiaridades de balanceamento
Nem todos os cortadores de grama ou trituradores se comportam da mesma maneira. A geometria do rotor, o tipo de lâmina e a rotação de operação influenciam o desenvolvimento do desequilíbrio e a forma de corrigi-lo.
Roçadeira de martelos (acionada por tomada de força)
O tipo mais comum. Tambor horizontal com lâminas em Y ou martelos em suportes pivotantes. O desequilíbrio geralmente ocorre devido ao desgaste irregular dos martelos, perda de martelos ou acúmulo de lama. O balanceamento em dois planos é necessário para tambores com mais de 1,2 m de comprimento. Substitua os martelos desgastados em pares opostos antes do balanceamento.
Triturador florestal (montado em escavadeira)
Rotores mais pesados com dentes fixos de carboneto. O desequilíbrio ocorre devido ao desgaste irregular dos dentes ou à sua quebra durante o impacto com pedras e metal enterrado. Esses rotores funcionam com acionamento hidráulico — a rotação pode variar, portanto, mantenha a velocidade constante durante a medição. São necessários pesos de teste maiores (tipicamente entre 100 e 200 g).
Roçadeira de martelo para acostamento/beira de estrada
Rotações mais altas para cortes finos, o que as torna mais sensíveis ao desequilíbrio. Geralmente possuem um rotor mais leve com muitas lâminas pequenas. Mesmo um leve desequilíbrio produz vibração perceptível. Recomenda-se a classificação G6.3 para uma operação suave. Tambores ocos podem acumular detritos em seu interior — limpe-os antes de balancear.
Triturador de tocos / Tambor para limpeza de terrenos
Os rotores mais pesados desta categoria. Baixa rotação, mas forças centrífugas enormes devido ao peso. Desequilíbrio causado por dentes quebrados e reparos de solda. Frequentemente requer dois operadores — um para operar a máquina e outro para monitorar o balanceador. Os pesos corretivos podem variar de 200 a 500 g por rotor.
Desequilíbrio estático versus dinâmico: por que o método da "ponta de faca" não é suficiente.
A abordagem tradicional é simples: apoie o rotor em dois suportes com arestas afiadas (ou um par de barras redondas), deixe-o girar livremente e contrapese o lado mais pesado. Quando o rotor não girar mais sozinho, estará "balanceado". Isso funciona para desequilíbrio estático — onde o centro de massa está deslocado em relação ao eixo de rotação.
Para rotores curtos (comprimento inferior a cerca de 25% do diâmetro), o balanceamento estático pode ser adequado. Pense em uma polia de correia simples ou em uma rebolo — o erro de distribuição de peso ocorre essencialmente em um único plano.
Os tambores das roçadeiras de martelo são longos. Um tambor de 1,5 m em uma roçadeira típica acionada por tomada de força (TDF) tem uma relação comprimento/diâmetro de 3:1 ou mais. Imagine que uma extremidade do tambor tenha um ponto pesado na posição das 12 horas e a outra extremidade tenha um ponto pesado na posição das 6 horas. Em suportes com bordas afiadas, esses dois pontos se contrabalançam — o rotor fica nivelado e parece "balanceado"."
Gire esse mesmo rotor a 2.000 RPM e cada ponto pesado gerará uma força centrífuga que o puxará para fora em sua própria direção. O resultado é um casal — uma força de torção que balança o rotor de uma extremidade à outra. Isto é desequilíbrio dinâmico, E é invisível quando o rotor está parado.
Regra prática: Se o comprimento do rotor for superior a 25% do seu diâmetro, assuma a presença de desequilíbrio dinâmico e utilize o balanceamento em dois planos. Para praticamente todos os tambores de roçadeiras de martelo, tambores de trituradores florestais e rotores de trituradores, isto significa que o balanceamento dinâmico é a única abordagem eficaz.
Por que o balanceamento de estoque não é suficiente
Alguns operadores enviam seus rotores para uma oficina mecânica para balanceamento em bancada. A oficina monta o rotor em uma máquina de balanceamento com seus próprios rolamentos de precisão e mede o desbalanceamento. Eles adicionam pesos, verificam e o enviam de volta. O rotor retorna "perfeitamente balanceado"."
Você reinstala. Ainda vibra. Por quê?
- Rolamentos diferentes. A máquina de balanceamento da oficina possui rolamentos de precisão com folga praticamente nula. Os rolamentos do seu cortador de grama têm folga de trabalho, algum desgaste e podem estar alojados em alojamentos que sofreram desgaste irregular. O rotor gira em um centro ligeiramente diferente na sua máquina em comparação com a deles.
- Tolerâncias de ajuste. Ao reinstalar o rotor, o encaixe do eixo no rolamento, o alinhamento da chaveta e a posição da polia ou do acoplamento podem não ser idênticos à configuração original de fábrica. Mesmo uma excentricidade de 0,01 mm no acoplamento introduz desequilíbrio.
- Condições de funcionamento. Sob carga, as lâminas oscilam para fora e sua distribuição de massa se altera. A expansão térmica do tubo do rotor na temperatura de operação desloca o ponto de equilíbrio. O alinhamento do eixo da tomada de força e a tensão da correia de transmissão afetam as cargas nos mancais.
Balanceamento in situ (O balanceamento do rotor enquanto ele está instalado na máquina) leva em consideração todos esses fatores do mundo real. Os sensores medem o que os rolamentos realmente experimentam em condições reais de operação. É por isso que os resultados obtidos in situ são normalmente melhores do que os resultados obtidos em oficina — e o rotor nunca precisa sair da máquina.
Preparação: Lista de verificação pré-balanceamento
O balanceamento corrige a distribuição de massa. Não conserta peças quebradas. Cada minuto gasto na preparação economiza dez minutos de solução de problemas mais tarde.
- Limpe o rotor. Remova toda a lama incrustada, fios enrolados, vegetação e detritos — tanto da parte externa quanto da interna (tambores ocos). Mesmo 50 g de lama seca atuam como um contrapeso não intencional.
- Inspecione os rolamentos. Segure o eixo do rotor próximo a cada rolamento e verifique se há folga — qualquer folga radial ou axial significa que o rolamento precisa ser substituído primeiro. Preste atenção a ruídos de atrito ou estalos durante a rotação lenta.
- Verifique cada mangual e martelo. Todas as lâminas devem estar presentes, girar livremente e ter aproximadamente o mesmo peso. Se uma estiver quebrada ou muito desgastada, substitua-a, juntamente com a lâmina diametralmente oposta. A ausência das lâminas é a principal causa de desequilíbrio em roçadeiras de martelo.
- Inspecione se há rachaduras. Examine o tubo do rotor, as placas terminais, os suportes do rotor principal e as soldas da estrutura. Um rotor trincado produzirá vibrações erráticas que não podem ser equilibradas — a trinca muda de forma sob a carga centrífuga.
- Verificar a tensão da correia / alinhamento da tomada de força. Uma correia frouxa desliza e causa rotações inconsistentes. Um eixo da tomada de força desalinhado introduz vibração que não é causada por desequilíbrio. Corrija esses problemas primeiro.
- Verifique se o pé está macio. Todos os parafusos de fixação estão apertados? O cortador de grama está nivelado? Uma montagem desnivelada cria uma condição de ressonância que amplifica a vibração.
- Antes de tocar no rotor, bloqueie/etiquete o motor. Retire a chave. Acione o freio da tomada de força (TDF), se equipado.
- Use proteção ocular ao soldar, esmerilhar ou durante qualquer teste.
- Durante os testes (rotor girando), todo o pessoal deve ficar afastado do plano de rotação. Um peso solto de teste a 2.000 RPM pode ser projetado como um projétil.
- Use proteção auricular — os tambores expostos das roçadeiras de martelo, em rotação de funcionamento, ultrapassam facilmente os 95 dB.
- Nunca coloque as mãos na área do rotor enquanto a tomada de força estiver acionada. Se necessário, use uma corda ou um pedaço de pau para aplicar fita refletora com o rotor parado.
Procedimento de balanceamento de campo em 7 etapas com Balanset-1A
Este é o método do coeficiente de influência, que o Conjunto de equilíbrio-1a O processo é automatizado. Você fará três medições e, em seguida, instalará pesos corretivos permanentes. O software cuida de toda a trigonometria.
Inspeção prévia e preparação
Complete a lista de verificação acima. Marque o Plano 1 (próximo ao rolamento 1, geralmente a extremidade de acionamento) e o Plano 2 (próximo ao rolamento 2, a extremidade livre). É nesses pontos que você fixará os pesos de teste e as correções permanentes.
Pese o peso de teste em uma balança de precisão. Um bom ponto de partida é 1–3% da massa da seção do rotor. Para um tambor de 30 kg, isso corresponde a 300–900 g. Para uma seção de rotor de 5 kg, 50–150 g. O objetivo é causar uma mudança mensurável de 20–30% na amplitude de vibração.
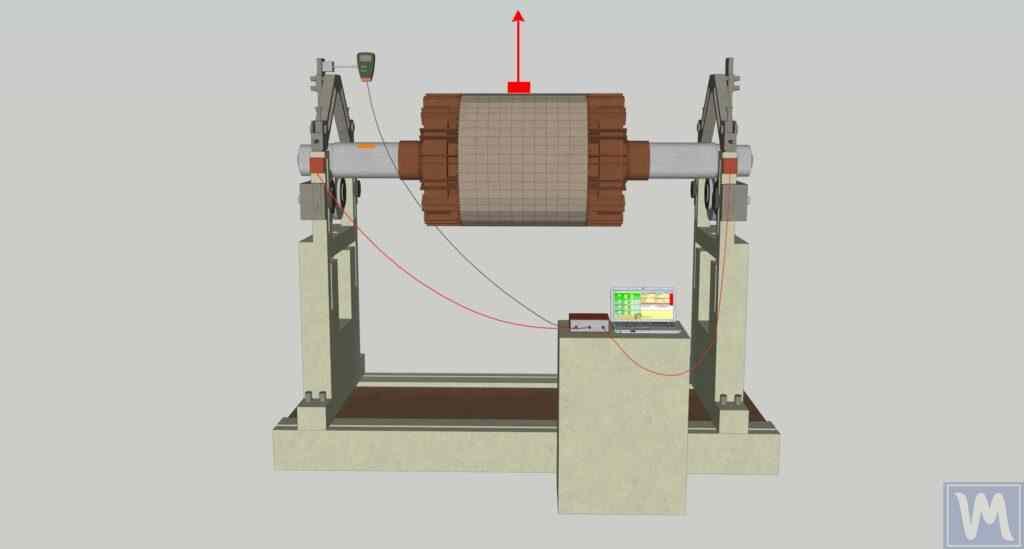
Instale os sensores e o tacômetro.
Fixe o sensor de vibração 1 à caixa do rolamento no Plano 1 e o sensor 2 no Plano 2. Utilize as bases magnéticas para orientar os sensores. perpendicular ao eixo do rotor (A direção horizontal geralmente fornece o sinal mais forte). Limpe a superfície de montagem — óleo e tinta reduzem a aderência magnética.
Cole fita refletora no rotor ou na polia. Monte o tacômetro a laser em seu suporte magnético, apontando-o de forma que o laser incida sobre a fita durante toda a rotação. Conecte os sensores às entradas do Balanset-1A (X1, X2, X3 para o tacômetro). Conecte-o ao laptop via USB.
Execução 0 — Registrar vibração inicial
Inicie o software Balanset. Selecione Balanceamento de dois planos Modo. Crie um novo registro. Ligue o rotor na rotação de operação (normalmente 2.000 RPM via tomada de força). Aguarde de 5 a 10 segundos para que a velocidade se estabilize. Registre a amplitude de vibração de linha de base (mm/s) e o ângulo de fase em ambos os sensores.
Observe esses valores — eles são os seus números "antes". Qualquer valor acima de 7 mm/s indica um desequilíbrio grave. Acima de 11 mm/s, a situação está na zona de perigo, de acordo com a norma ISO 10816-3.
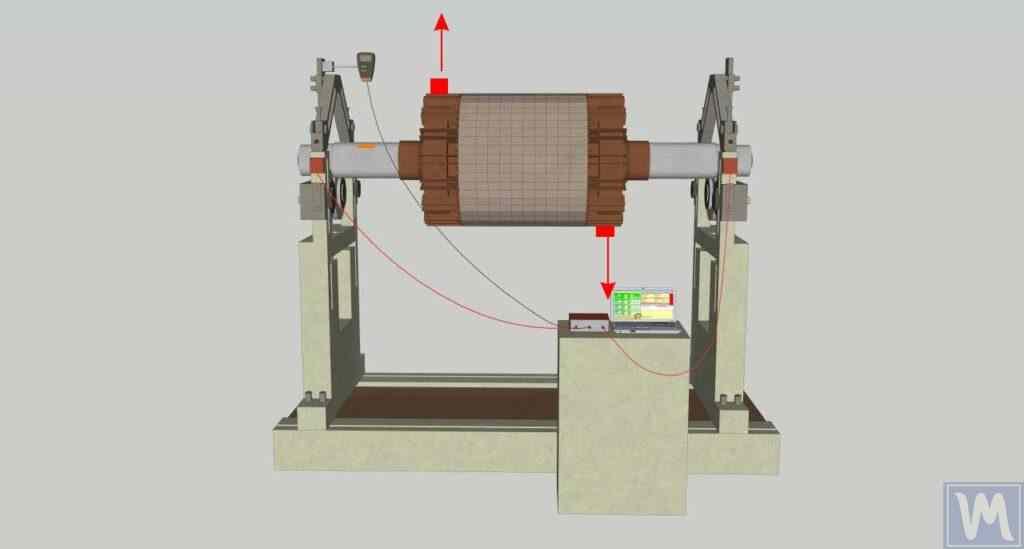
Execução 1 — Peso de teste no plano 1
Pare o rotor. Insira a massa (em gramas) e o raio (em mm) do peso de teste no software. Fixe o peso de teste firmemente a um suporte de martelo ou solde-o temporariamente ao tambor. Plano 1. Marque a posição angular (meça a partir da marca da fita refletora, na direção da rotação).
Ligue o rotor. Registre a vibração com o peso de teste instalado. Pare o rotor. Remova o peso de teste.
Verifique: a amplitude ou a fase da vibração mudou em pelo menos 20%? Caso contrário, use um peso de teste mais pesado e repita o teste.
Execução 2 — Peso de teste no plano 2
Instale o mesmo peso de teste no Avião 2 (próximo ao outro rolamento). Marque a posição angular. Ligue o rotor e registre as leituras. Pare. Remova o peso de teste.
Após essa execução, o software possui todos os dados necessários — três medições de vibração (Execução 0, Execução 1, Execução 2) com posições de peso de teste conhecidas. Ele calcula os coeficientes de influência e determina as massas corretivas exatas.
Instalar pesos corretivos permanentes
O software exibe dois resultados: massa e ângulo de correção para o Plano 1 e massa e ângulo de correção para o Plano 2. Corte as peças de aço nas massas calculadas (use uma balança — a precisão é importante). Meça os ângulos a partir da sua marca de referência na direção da rotação.
Solde os contrapesos corretivos nas posições calculadas. Utilize soldas de boa penetração — esses contrapesos devem resistir a anos de vibração e impactos da tomada de força.
Verificar e documentar
Execute o rotor uma última vez. O software compara a nova vibração com a original. Objetivo: abaixo de 2,8 mm/s para excelente (Zona A), abaixo de 4,5 mm/s para bom. Se a vibração residual for muito alta, o software oferece uma equilíbrio de acabamento — uma execução adicional para refinar as correções.
Salve o relatório no software Balanset. Anote a data de balanceamento e a vibração residual em uma etiqueta fixada na máquina. Essa será sua linha de base para manutenção.
Feito. Todo o procedimento geralmente leva de 45 a 90 minutos, depois de realizado algumas vezes. A máquina deverá funcionar visivelmente mais suavemente — os operadores costumam dizer que parece uma máquina diferente.
Relatório de Campo: Triturador Florestal, Portugal Central
Máquina: Triturador florestal hidráulico montado em uma escavadeira de 20 toneladas. Diâmetro do rotor de 500 mm, comprimento de 1.200 mm, aproximadamente 380 kg. 48 dentes fixos de metal duro. Operação a 1.800 RPM por meio de motor hidráulico.
Problema: O operador vinha substituindo os rolamentos principais a cada 10 a 14 dias durante três meses. A estrutura do triturador apresentava rachaduras visíveis nos pontos de montagem — que haviam sido soldados duas vezes anteriormente. O operador da escavadeira relatou vibração excessiva na cabine. O contratante estava perdendo, em média, € 400 por semana em custos com rolamentos e tempo de inatividade.
O que descobrimos: Faltavam dois dentes em uma das extremidades do tambor (devido a impacto com concreto enterrado). Um dos dentes estava rachado e parcialmente solto. Após a substituição dos três dentes e a limpeza da lama seca do interior do tambor oco, a vibração inicial foi medida. 12,8 mm/s no rolamento da extremidade de acionamento e 9,4 mm/s na extremidade livre — em plena Zona ISO D (perigosa).
Procedimento de balanceamento: Balanceamento dinâmico em dois planos com Balanset-1A. Peso de teste: parafuso de 120 g. Pesos corretivos: 85 g a 142° no Plano 1, 110 g a 267° no Plano 2. Soldado às placas de extremidade do tambor.
Resultado: A vibração residual diminuiu para 1,2 mm/s na extremidade da unidade e 1,6 mm/s na extremidade livre — firmemente na Zona A. Tempo total do procedimento, incluindo a substituição do dente: 2,5 horas. Somente o procedimento de balanceamento: 55 minutos.










Solução de problemas: Ainda vibra após o balanceamento?
Você seguiu o procedimento, instalou os pesos corretivos e a vibração praticamente não mudou. Antes de questionar o equipamento, verifique sistematicamente estas três categorias.
1. Problemas mecânicos (mais comuns)
- Rolamentos gastos ou danificados — mesmo rolamentos novos e baratos podem apresentar folga interna excessiva. Verifique se há folga após a instalação.
- Eixo curvado — Um eixo torto cria uma vibração de 1× RPM que parece ser desbalanceada, mas não pode ser corrigida adicionando pesos. Verifique a excentricidade do eixo com um relógio comparador: mais de 0,05 mm de excentricidade total indicada (TIR) é um problema.
- Mangais ausentes ou desiguais — a falta de um único martelo de 500 g em um raio de 200 mm cria um desequilíbrio de 500 × 0,2 = 100 g·mm — potencialmente mais do que todo o rotor tinha antes do balanceamento.
- Detritos dentro do tambor — Sujeira, cascalho ou vegetação presos dentro de um rotor oco se deslocam com a rotação, tornando as leituras de vibração erráticas e não repetíveis.
- Estrutura ou suporte rachados — Rachaduras alteram a rigidez da máquina e podem criar ressonância. Pressione a estrutura em diferentes pontos e ouça se há mudanças no tom da vibração.
- Parafusos soltos em qualquer lugar — Verifique todos os fixadores do cortador de grama, do engate de três pontos e da conexão da tomada de força (PTO).
2. Condições durante o balanceamento
- Ressonância — Se a rotação de operação coincidir com uma frequência natural da máquina (ressonância estrutural), mesmo um rotor perfeitamente balanceado produzirá alta vibração. Tente balancear em uma rotação ligeiramente diferente (±10%), se possível.
- RPM inconsistente — a rotação do motor do trator deve permanecer estável em todas as três medições. Se a rotação da TDP variar em mais de 5%, os dados de fase não são confiáveis.
- Algo mudou entre as corridas. — um sensor se deslocou, o trator se moveu, uma lâmina se soltou, a correia deslizou. Se alguma condição de medição mudou, recomece a partir da Execução 0.
3. Erros no Procedimento de Balanceamento
- Peso de teste muito leve — Se a variação de vibração entre a Execução 0 e a Execução 1 for inferior a 20%, a precisão de cálculo do software diminui. Utilize um peso de teste mais pesado.
- Esqueci de remover o peso de teste. — Antes de instalar as correções permanentes, verifique se o peso de teste foi removido. Este é o erro mais comum.
- Ângulo medido incorretamente — Os ângulos devem ser medidos a partir da marca da fita refletora na direção da rotação. A medição em contrarotação coloca o peso a 180° de distância.
- desalinhamento do tacômetro — Se o laser se deslocar entre as medições, as leituras de fase estarão incorretas. Fixe-o firmemente.
- Interferência da luz solar — Tacômetros ópticos podem não detectar eventos sob luz solar direta. Proteja o sensor da luz solar direta.
- Peso corretivo colocado no raio errado — o software calcula para um raio específico. Se você soldar o peso em um raio diferente, a correção efetiva muda proporcionalmente.







Perguntas frequentes
Posso balancear o rotor sem removê-lo do cortador de grama?
Sim — e é o método preferido. O balanceamento in situ (no local) significa que o rotor permanece na máquina. Você conecta sensores às caixas de rolamentos, aciona o rotor pela tomada de força (TDF) e o Balanset-1A calcula as correções. O resultado costuma ser melhor do que o balanceamento em oficina, pois leva em consideração as folgas reais dos rolamentos, o alinhamento das caixas e as cargas de operação. A maioria dos serviços em campo leva de 45 a 90 minutos.
Qual o grau de balanceamento ISO 1940 que meu cortador de grama precisa?
A maioria das roçadeiras de martelo e trituradores florestais se enquadram nessa categoria. Grau G16 (máquinas agrícolas em geral). Cortadores de grama de alta rotação e trituradores de precisão podem se beneficiar de G6.3. O software Balanset-1A calcula o desequilíbrio residual permitido exato em gramas com base na massa do rotor e na rotação por minuto (RPM) — você não precisa consultar tabelas manualmente.
Com que frequência devo reequilibrar o rotor?
Depende do seu ambiente de trabalho. Em atividades florestais e de desmatamento (pedras, detritos enterrados, trabalhos de alto impacto), verifique o balanceamento a cada [tempo não especificado]. 100–200 horas de funcionamento ou sempre que você trocar os dentes. Em cortes de pastagem mais leves, uma vez por temporada Geralmente é suficiente. Sempre faça o rebalanceamento após substituir as lâminas, os rolamentos ou realizar qualquer alteração mecânica no rotor.
Por que meu cortador de grama ainda vibra depois que a oficina balanceou o rotor?
A oficina balanceou o rotor em sua máquina com seus rolamentos de precisão — não os seus. Ao reinstalar o rotor, as diferenças no ajuste do rolamento, no desgaste da carcaça, no alinhamento da chaveta e na excentricidade da tomada de força reintroduzem o desbalanceamento que não existia na bancada. O balanceamento in situ após a reinstalação normalmente reduz ainda mais a vibração, pois corrige todos os fatores presentes no ambiente operacional real.
É seguro usar pesos de teste na rotação operacional?
Sim, quando devidamente fixado. O peso de teste deve ser aparafusado ou soldado — nunca prenda com fita adesiva ou abraçadeiras. Dimensione-o em 1–3% da massa da seção do rotor. O Balanset-1A mostra a vibração em tempo real durante cada teste, permitindo monitorar se o peso de teste está melhorando ou piorando o desempenho e interromper o teste imediatamente, se necessário. Todos os participantes devem manter-se afastados do plano de rotação durante os testes.
Preciso de treinamento especial para usar o Balanset-1A?
Não é necessária nenhuma certificação formal. O software guia você por cada etapa — montar os sensores, acionar o rotor, fixar o peso de teste, executar novamente e instalar as correções. A maioria dos operadores se sente confiante após 2 a 3 trabalhos de prática. A Vibromera oferece tutoriais em vídeo, O produto inclui um manual detalhado e suporte técnico direto via WhatsApp. O dispositivo realiza todos os cálculos — você segue as instruções e solda onde ele indica.
Seu cortador de grama não precisa vibrar.
Um rotor desbalanceado é uma fonte constante de danos — aos rolamentos, soldas, parafusos, ao trator e ao operador. Mas é um problema solucionável. Com a preparação adequada e um balanceador portátil como o Conjunto de equilíbrio-1a, você pode pegar uma máquina de Vibração de 12,8 mm/s reduzida para 1,2 mm/s Em menos de uma hora, ali mesmo no campo, sem remover o rotor.
O investimento se paga após uma ou duas falhas de rolamento evitadas. O verdadeiro retorno são os meses de operação sem problemas que se seguem — nada de trocas diárias de rolamentos, nada de chassis trincados, nada de painéis da cabine vibrando.
Equilibre o rotor. Corrija o problema na sua origem. Todo o resto vem a seguir.

0 Comments