Динамичко балансирање поља
Део I: Теоријске и регулаторне основе динамичког балансирања
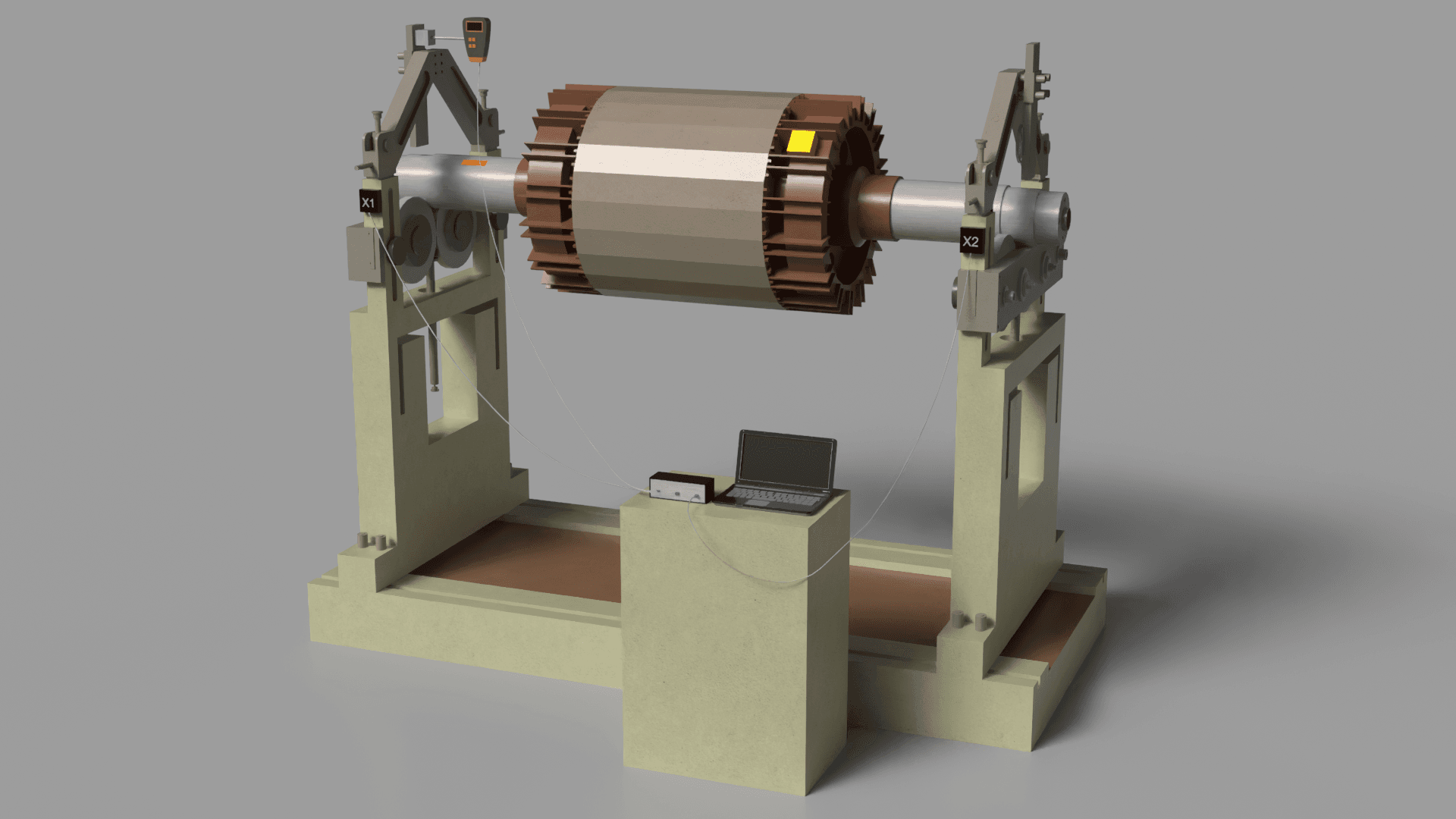
Динамичко балансирање на терену једна је од кључних операција у технологији подешавања вибрација, усмерена на продужење века трајања индустријске опреме и спречавање ванредних ситуација. Употреба преносивих инструмената као што је Balanset-1A омогућава да се ове операције обављају директно на месту рада, минимизирајући време застоја и трошкове повезане са демонтажом. Међутим, успешно балансирање захтева не само способност рада са инструментом, већ и дубоко разумевање физичких процеса који леже у основи вибрација, као и познавање регулаторног оквира који регулише квалитет рада.
Принцип методологије заснива се на постављању пробних тегова и израчунавању коефицијената утицаја неравнотеже. Једноставно речено, инструмент мери вибрације (амплитуду и фазу) ротирајућег ротора, након чега корисник секвенцијално додаје мале пробне тегове у одређеним равнима како би „калибрисао“ утицај додатне масе на вибрације. На основу промена амплитуде и фазе вибрација, инструмент аутоматски израчунава потребну масу и угао постављања корективних тегова како би се елиминисала неравнотежа.
Овај приступ имплементира тзв. метода са три пролаза за балансирање у две равни: почетно мерење и два мерења са пробним теговима (по један у свакој равни). За балансирање у једној равни, обично су довољна два мерења - без тега и са једним пробним тегом. Код савремених инструмената, сви потребни прорачуни се врше аутоматски, што значајно поједностављује процес и смањује захтеве за квалификацијом оператера.
Одељак 1.1: Физика неравнотеже: Детаљна анализа
У сржи сваке вибрације у ротирајућој опреми лежи неравнотежа, или неуравнотеженост. Неравнотежа је стање у којем је маса ротора неравномерно распоређена у односу на његову осу ротације. Ова неравномерна расподела доводи до појаве центрифугалних сила, које заузврат изазивају вибрације носача и целе машинске структуре. Последице нерешене неравнотеже могу бити катастрофалне: од превременог хабања и уништења лежајева до оштећења темеља и саме машине. За ефикасну дијагнозу и отклањање неравнотеже, потребно је јасно разликовати њене врсте.
Врсте неравнотеже

Статичка неравнотежа (једна раван): Ова врста неравнотеже карактерише се померањем центра масе ротора паралелно са осом ротације. У статичком стању, такав ротор, постављен на хоризонталне призме, увек ће се окретати са тешком страном надоле. Статичка неравнотежа је доминантна код танких ротора у облику диска где је однос дужине и пречника (L/D) мањи од 0,25, на пример, брусни точкови или уска импелера вентилатора. Елиминација статичке неравнотеже је могућа постављањем једног корективног тега у једној корекционој равни, дијаметрално супротној од тешке тачке.
Пар (момента) неравнотеже: Овај тип се јавља када главна оса инерције ротора сече осу ротације у центру масе, али није паралелна са њом. Спој неравнотеже може се представити као две једнаке по величини, али супротно усмерене неуравнотежене масе које се налазе у различитим равнима. У статичком стању, такав ротор је у равнотежи, а неравнотежа се манифестује само током ротације у облику „љуљања“ или „климања“. Да би се то компензовало, потребна је уградња најмање два корективна тега у две различите равни, стварајући компензациони момент.

Динамичка неравнотежа: Ово је најчешћи тип неравнотеже у реалним условима, који представља комбинацију статичке и парне неравнотеже. У овом случају, главна централна оса инерције ротора се не поклапа са осом ротације и не сече је у центру масе. Да би се елиминисао динамички неравнотежа, неопходна је корекција масе у најмање две равни. Двоканални инструменти као што је Balanset-1A су посебно дизајнирани да реше овај проблем.
Квазистатички дисбаланс: Ово је посебан случај динамичке неравнотеже где главна оса инерције сече осу ротације, али не у центру масе ротора. Ово је суптилна, али важна разлика за дијагностиковање сложених роторских система.
Крути и флексибилни ротори: критична разлика
Један од основних концепата у балансирању је разлика између крутих и флексибилних ротора. Ова разлика одређује саму могућност и методологију успешног балансирања.
Крути ротор: Ротор се сматра крутим ако је његова радна фреквенција обртања знатно нижа од његове прве критичне фреквенције и не подлеже значајним еластичним деформацијама (угибима) под дејством центрифугалних сила. Балансирање таквог ротора се обично успешно врши у две корекционе равни. Инструменти Balanset-1A су првенствено дизајнирани за рад са крутим роторима.
Флексибилни ротор: Ротор се сматра флексибилним ако ради на фреквенцији ротације близу једне од својих критичних фреквенција или је изнад ње. У овом случају, еластично отклон вратила постаје упоредиво са померањем центра масе и само по себи значајно доприноси укупним вибрацијама.
Покушај балансирања флексибилног ротора коришћењем методологије за круте роторе (у две равни) често доводи до квара. Постављање корективних тегова може компензовати вибрације при малој, субрезонантној брзини, али када се достигне радна брзина, када се ротор савије, исти ти тегови могу повећати вибрације побуђивањем једног од модова вибрација савијања. Ово је један од кључних разлога зашто балансирање "не функционише", иако се све радње са инструментом изводе исправно.
Пре почетка рада, изузетно је важно класификовати ротор корелацијом његове радне брзине са познатим (или израчунатим) критичним фреквенцијама. Ако је немогуће заобићи резонанцу, препоручује се привремена промена услова монтаже јединице током балансирања како би се померила резонанција.
Одељак 1.2: Регулаторни оквир: ISO стандарди
Стандарди у области балансирања обављају неколико кључних функција: успостављају јединствену техничку терминологију, дефинишу захтеве квалитета и, што је важно, служе као основа за компромис између техничке нужности и економске изводљивости.
ISO 1940-1-2007 (ISO 1940-1): Захтеви квалитета за балансирање крутих ротора
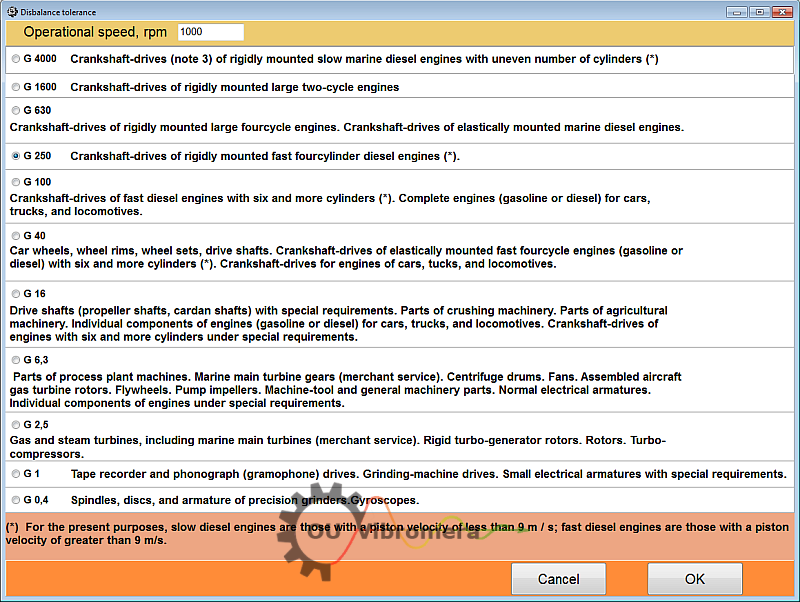
Овај стандард је основни документ за одређивање дозвољене преостале неуравнотежености. Он уводи концепт степена квалитета балансирања (G), који зависи од типа машине и њене радне фреквенције обртања.
Оцена квалитета Г: Сваки тип опреме одговара одређеном степену квалитета који остаје константан без обзира на брзину ротације. На пример, степен G6.3 се препоручује за дробилице, а G2.5 за арматуре електромотора и турбине.
Израчунавање дозвољене преостале неуравнотежености (Uпо): Стандард дозвољава израчунавање специфичне дозвољене вредности неуравнотежености која служи као циљни индикатор током балансирања. Израчунавање се врши у две фазе:
- Одређивање дозвољене специфичне неуравнотежености (епо) користећи формулу:
е по = (G × 9549) / n
где је G степен квалитета балансирања (нпр. 2,5), n је радна фреквенција ротације, о/мин. Јединица мере за eпо је g·mm/kg или μm. - Одређивање дозвољене преостале неуравнотежености (Uпо) за цео ротор:
U по = e по × M
где је M маса ротора, kg. Јединица мере за Uпо је г·мм.
Пример: За ротор електромотора масе 5 кг, који ради на 3000 о/мин са степеном квалитета G2.5:
епо = (2,5 × 9549) / 3000 ≈ 7,96 μm
Упо = 7,96 × 5 = 39,8 г·мм
То значи да након балансирања, преостали дисбаланс не би требало да пређе 39,8 г·мм.
ISO 20806-2007 (ISO 20806): Балансирање на месту
Овај стандард директно регулише процес балансирања поља.
Предности: Главна предност балансирања на месту је у томе што је ротор балансиран у реалним радним условима, на својим носачима и под радним оптерећењем. Ово аутоматски узима у обзир динамичка својства система носача и утицај повезаних компоненти вратила.
Недостаци и ограничења:
- Ограничен приступ: Често је приступ корекционим равнима на склопљеној машини отежан, што ограничава могућности за уградњу тегова.
- Потреба за пробним вожњама: Процес балансирања захтева неколико циклуса "старт-стоп" машине.
- Тешкоће са тешким поремећајем равнотеже: У случајевима веома велике почетне неравнотеже, ограничења у избору равни и масе корективног тега можда неће дозволити постизање потребног квалитета балансирања.
Део II: Практични водич за балансирање помоћу инструмената Balanset-1A
Успех балансирања зависи 80% од темељности припремног рада. Већина кварова није повезана са кваром инструмента, већ са игнорисањем фактора који утичу на поновљивост мерења. Главни принцип припреме је искључивање свих других могућих извора вибрација како би инструмент мерио само ефекат неравнотеже.
Одељак 2.1: Темељ успеха: Дијагностика пре балансирања и припрема машине
Корак 1: Примарна дијагностика вибрација (Да ли је заиста неуравнотеженост?)
Пре балансирања, корисно је извршити прелиминарно мерење вибрација у режиму виброметра. Софтвер Balanset-1A има режим "Мерач вибрација" (дугме F5) где можете измерити укупне вибрације и посебно компоненту на фреквенцији ротације (1×) пре инсталирања било каквих тегова.
Класичан знак неравнотеже: Спектар вибрација треба да буде доминиран врхом на фреквенцији ротације ротора (врх на фреквенцији од 1x RPM). Амплитуда ове компоненте у хоризонталном и вертикалном правцу треба да буде упоредива, а амплитуде осталих хармоника треба да буду знатно ниже.
Знаци других недостатака: Ако спектар садржи значајне врхове на другим фреквенцијама (нпр. 2x, 3x RPM) или на фреквенцијама које нису вишеструке, то указује на присуство других проблема које треба елиминисати пре балансирања.
Корак 2: Свеобухватни механички преглед (Контролна листа)
- Ротор: Пажљиво очистите све површине ротора од прљавштине, рђе, залепљеног производа. Чак и мала количина прљавштине на великом радијусу ствара значајан дисбаланс. Проверите да ли постоје поломљени или недостајући елементи.
- Лежајеви: Проверите склопове лежајева на прекомерни зазор, страни шум и прегревање. Истрошени лежајеви неће омогућити добијање стабилних очитавања.
- Темељ и оквир: Уверите се да је јединица постављена на чврст темељ. Проверите затегнутост анкерних вијака, одсуство пукотина у раму.
- Погон: За каишне погоне, проверите затегнутост и стање каиша. За спојнице - поравнање вратила.
- безбедност: Обезбедите присуство и исправност свих заштитних ограђивача.
Одељак 2.2: Подешавање и конфигурација инструмента
Инсталација хардвера
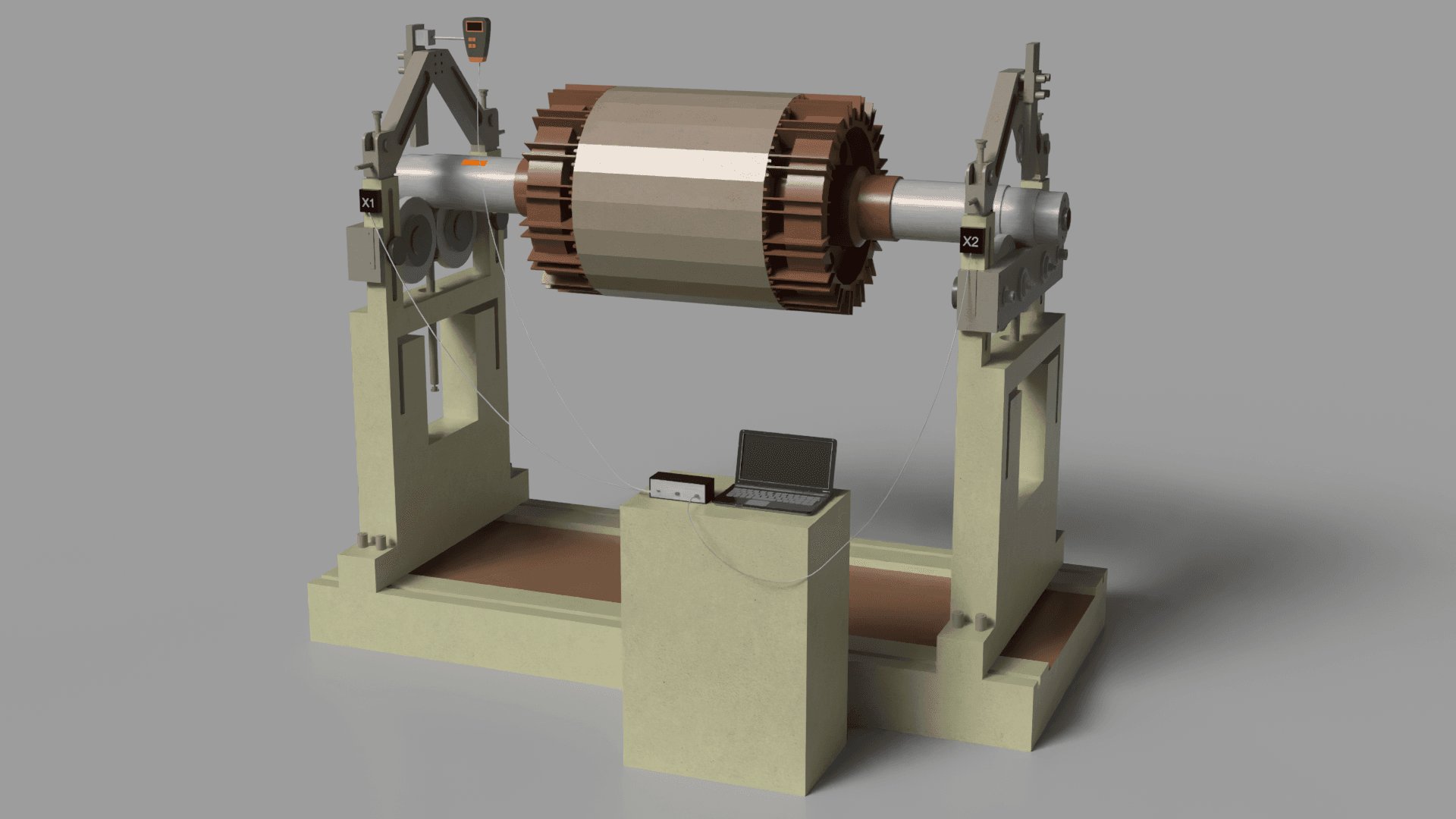
Сензори вибрација (акцелерометри):
- Повежите каблове сензора са одговарајућим конекторима инструмента (нпр. X1 и X2 за Balanset-1A).
- Инсталирајте сензоре на кућишта лежајева што је могуће ближе ротору.
- Кључна пракса: Да би се добио максималан сигнал, сензоре треба инсталирати у смеру где су вибрације максималне. Користите снажну магнетну базу или навојни носач да бисте осигурали чврст контакт.
Фазни сензор (ласерски тахометар):
- Повежите сензор на посебан улаз (X3 за Balanset-1A).
- Причврстите мали комад рефлектујуће траке на осовину или други ротирајући део ротора.
- Инсталирајте тахометар тако да ласерски зрак стабилно удара у ознаку током целог обртаја.
Конфигурација софтвера (Balanset-1A)
- Покрените софтвер (као администратор) и повежите УСБ интерфејс модул.
- Идите на модул за балансирање. Направите нови запис за јединицу која се балансира.
- Изаберите тип балансирања: једноравно (статичко) за уске роторе или дворавно (динамичко) за већину осталих случајева.
- Дефинишите корекционе равни: изаберите места на ротору где се корективни тегови могу безбедно инсталирати.
Одељак 2.3: Поступак балансирања: Водич корак по корак
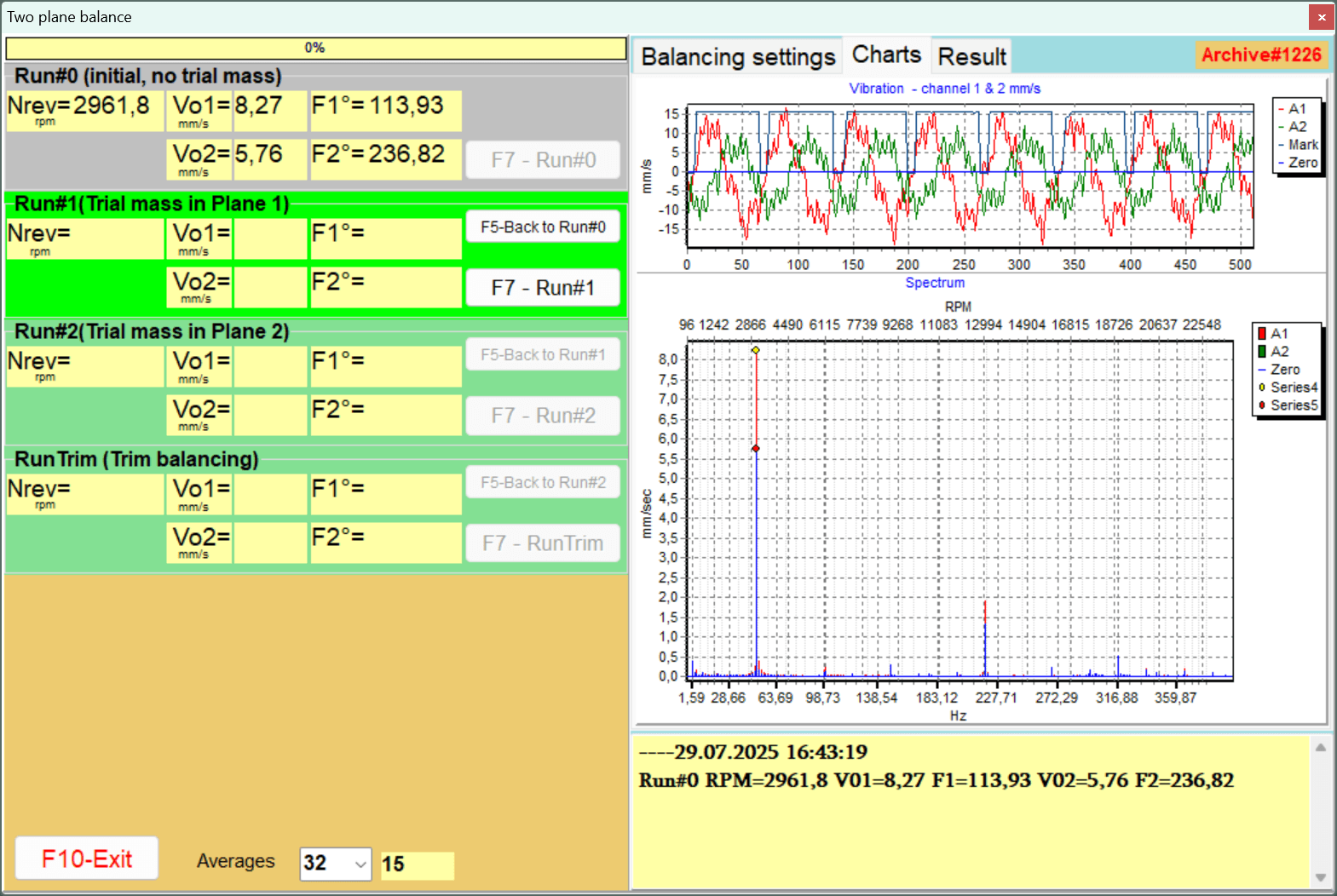
Трчање 0: Почетно мерење
- Покрените машину и доведите је до стабилне радне брзине. Изузетно је важно да брзина ротације буде иста у свим наредним покретањима.
- У програму, покрените мерење. Инструмент ће забележити почетне вредности амплитуде и фазе вибрација.
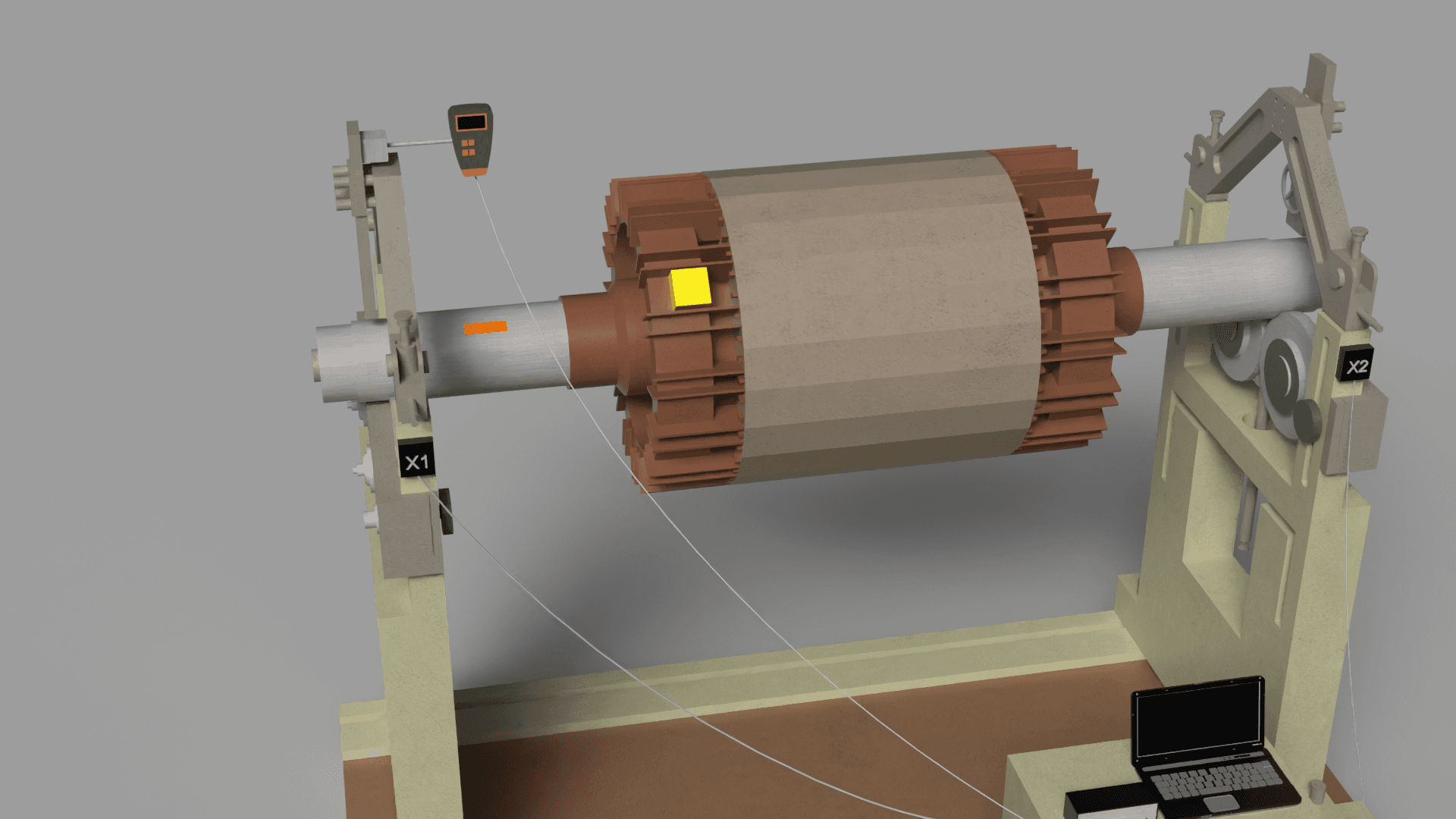
Трчање 1: Пробна тежина у равни 1
- Зауставите машину.
- Избор пробне тежине: Маса пробног тега треба да буде довољна да изазове приметну промену параметара вибрација (промена амплитуде од најмање 20-30% ИЛИ промена фазе од најмање 20-30 степени).
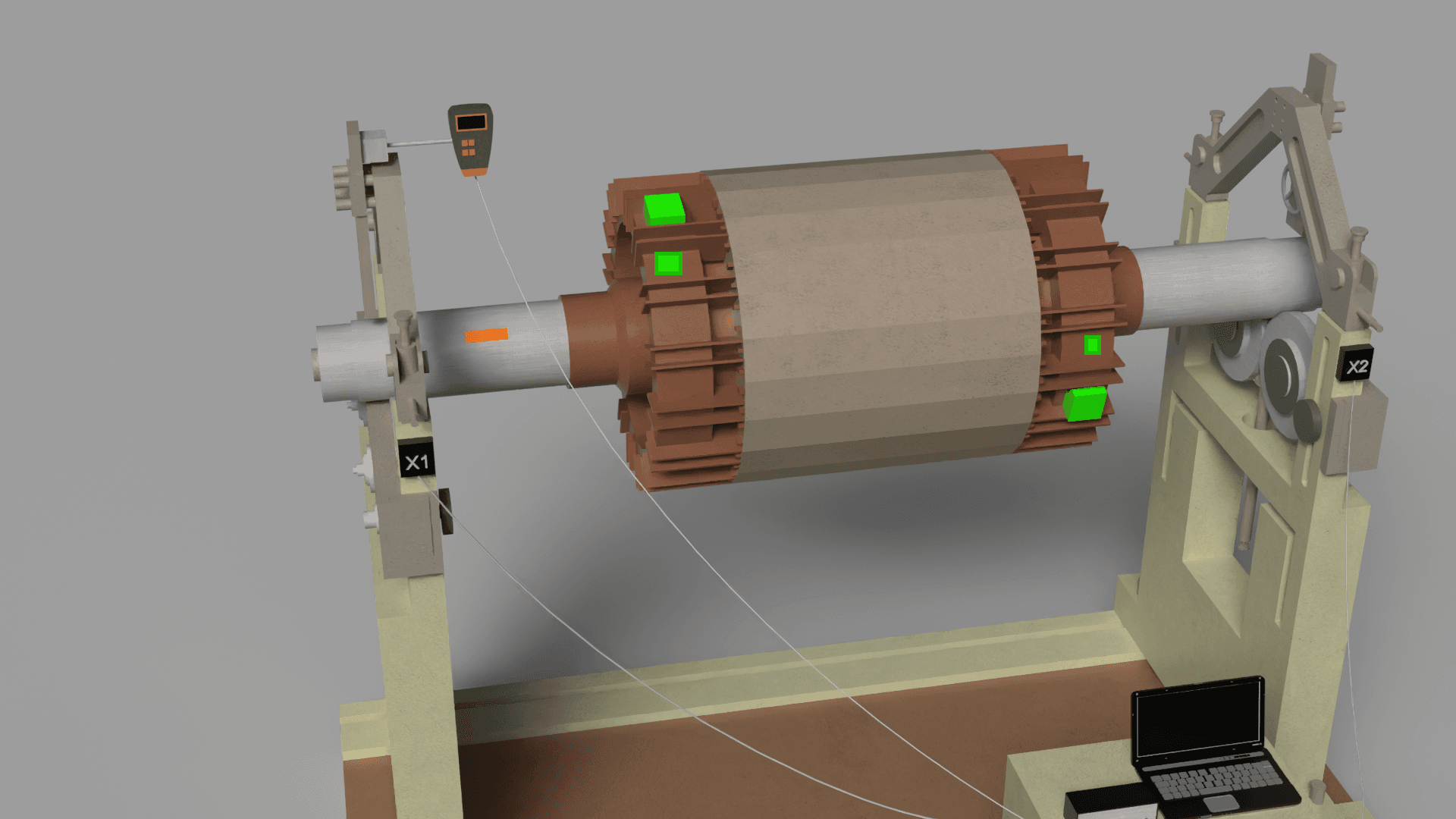
- Инсталација пробне тежине: Чврсто причврстите измерјени пробни тег на познатом радијусу у равни 1. Забележите угаони положај.
- Покрените машину истом стабилном брзином.
- Извршите друго мерење.
- Stop the machine and УКЛОНИТЕ пробни тег.
Трчање 2: Пробна тежина у равни 2 (за балансирање у 2 равни)
- Поновите тачно поступак из корака 2, али инсталирајте пробни тег у равни 2.
- Покрени, измери, заустави и УКЛОНИТЕ пробни тег.
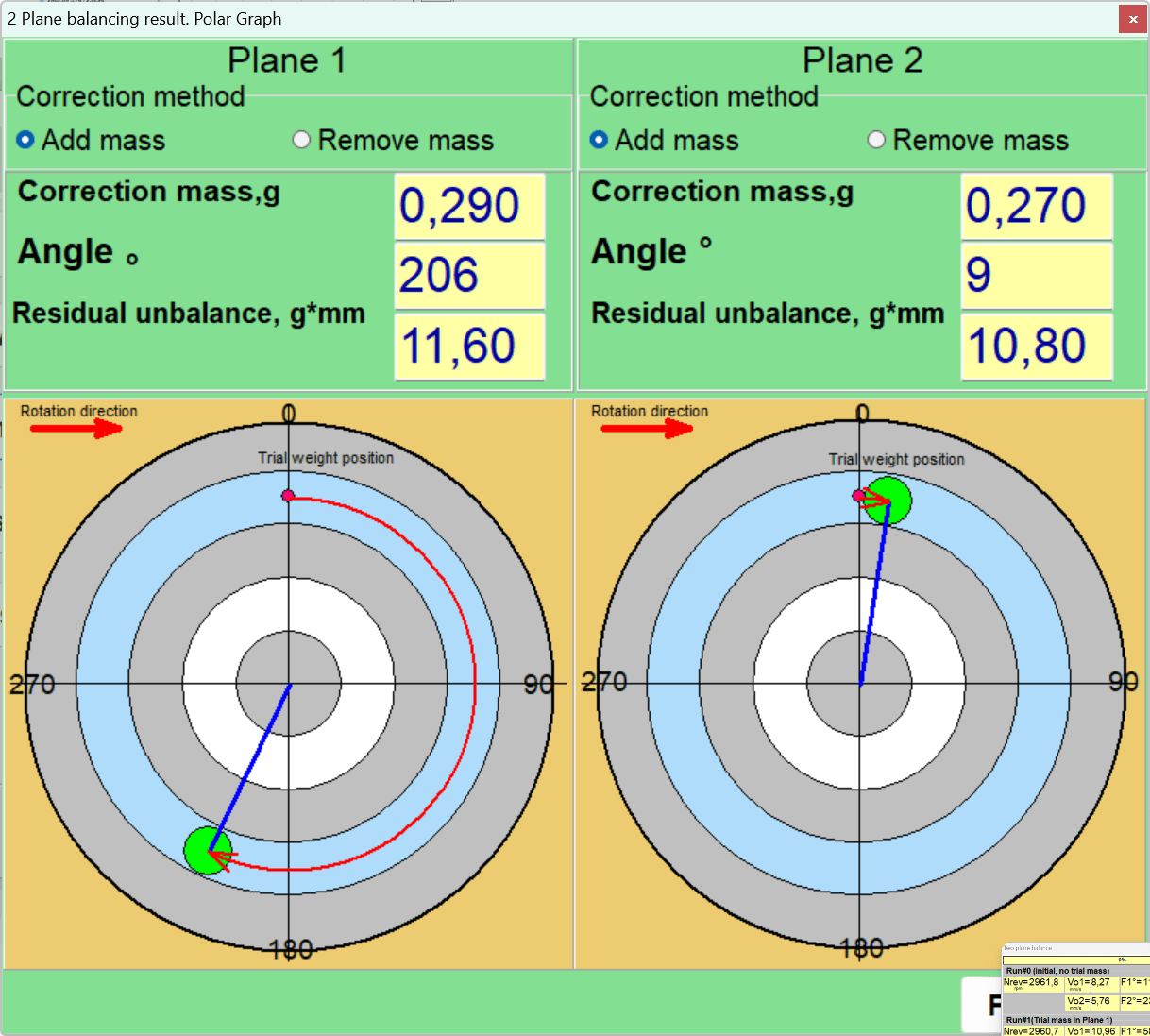
Израчунавање и уградња корективних тегова
- На основу промена вектора забележених током пробних вожњи, програм ће аутоматски израчунати масу и угао уградње корективног тега за сваку раван.
- Угао уградње се обично мери од места пробног тега у смеру ротације ротора.
- Безбедно причврстите трајне корективне тегове. Приликом заваривања, имајте на уму да и сам завар има масу.
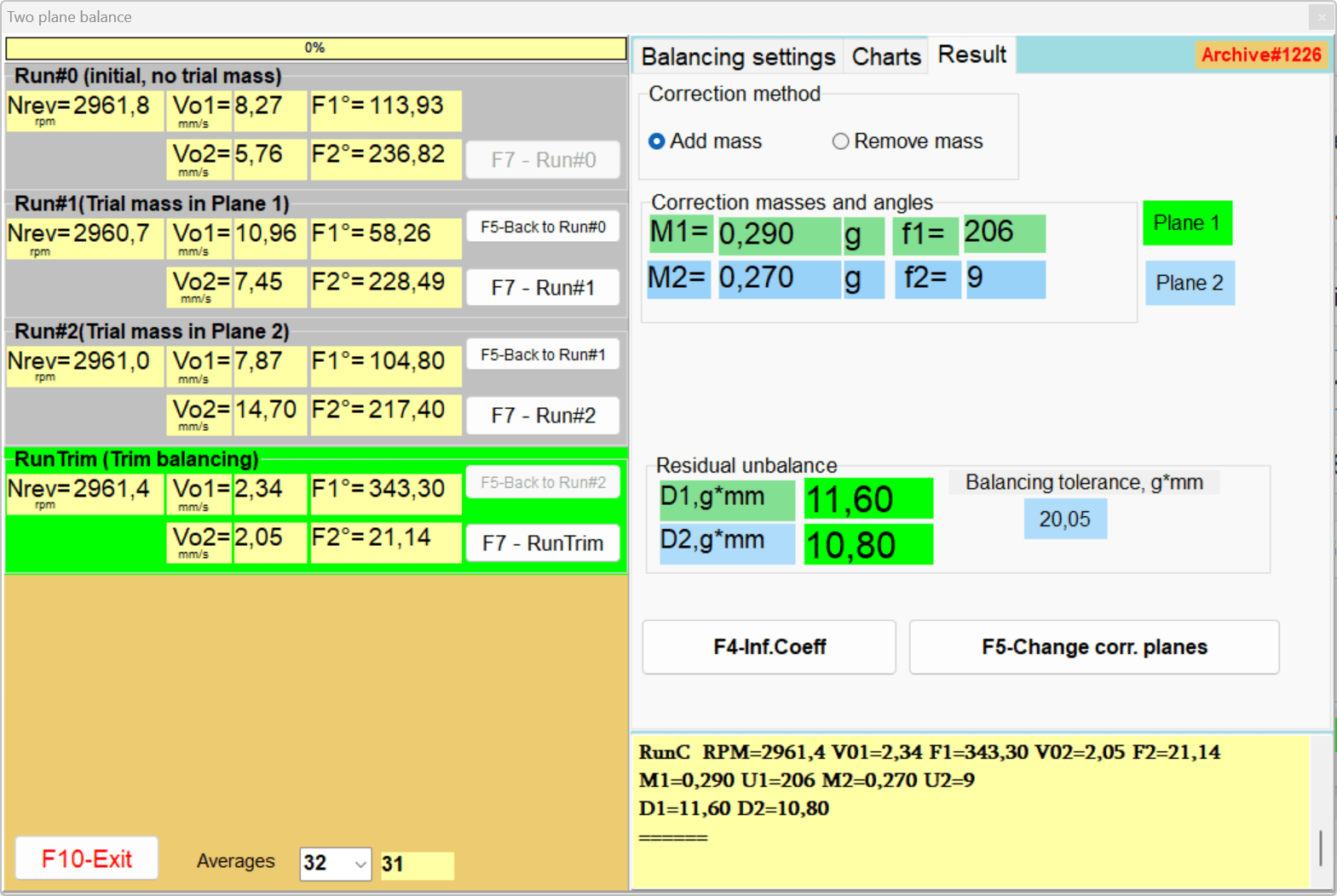
Трка 3: Верификационо мерење и фино балансирање
- Поново покрените машину.
- Извршите контролно мерење да бисте проценили ниво заосталих вибрација.
- Упоредите добијену вредност са толеранцијом израчунатом према ISO 1940-1.
- Ако вибрације и даље прелазе толеранцију, инструмент ће израчунати малу "фину" (подрезивање) корекцију.
- Након завршетка, сачувајте извештај и коефицијенте утицаја за могућу будућу употребу.
Део III: Напредно решавање проблема и решавање проблема
Овај одељак је посвећен најсложенијим аспектима балансирања поља - ситуацијама где стандардни поступак не даје резултате.
Мере безбедности
Спречавање случајног покретања (Блокада/Означавање): Пре почетка рада, искључите напајање и искључите погон ротора. На уређајима за покретање окачени су упозоравајући знакови како нико не би грешком покренуо машину.
Лична заштитна опрема: Заштитне наочаре или заштитни штитник за лице су обавезни. Одећа треба да буде уска, без слободних ивица. Дуга коса треба да буде увучена испод покривала за главу.
Опасна зона око машине: Ограничити приступ неовлашћених лица зони балансирања. Током пробних радова, око јединице се постављају баријере или упозоравајуће траке. Радијус опасне зоне је најмање 3-5 метара.
Поуздано причвршћивање тежине: Приликом причвршћивања пробних или трајних корективних тегова, обратите посебну пажњу на њихово фиксирање. Избачени тег постаје опасан пројектил.
Електрична безбедност: Поштујте опште мере електричне безбедности - користите исправну уземљену утичницу, немојте водити каблове кроз влажне или вруће зоне.
Одељак 3.1: Дијагноза и превазилажење нестабилности мерења
Симптом: Током поновљених мерења под идентичним условима, очитавања амплитуде и/или фазе значајно се мењају („плутање“, „скок“). Због тога је израчунавање корекције немогуће.
Основни узрок: Инструмент није неисправан. Он тачно извештава да је вибрациони одзив система нестабилан и непредвидив.
Систематски дијагностички алгоритам:
- Механичка лабавост: Ово је најчешћи узрок. Проверите затегнутост вијака за монтажу кућишта лежаја, вијака за анкер рама. Проверите да ли има пукотина у темељу или раму.
- Дефекти лежаја: Прекомерни унутрашњи зазор у котрљајућим лежајевима или хабање кућишта лежаја омогућава осовини да се хаотично креће унутар носача.
- Нестабилност повезана са процесом:
- Аеродинамички (вентилатори): Турбулентни проток ваздуха, одвајање протока од лопатица може изазвати случајне ефекте силе.
- Хидраулика (пумпе): Кавитација ствара снажне, случајне хидрауличне ударе који маскирају периодични сигнал од неравнотеже.
- Унутрашње кретање масе (дробилице, млинови): Материјал се може прерасподелити унутар ротора, делујући као "мобилни дисбаланс".
- Резонанција: Ако је радна брзина веома близу природној фреквенцији структуре, чак и мале варијације брзине узрокују огромне промене у амплитуди и фази вибрација.
- Термички ефекти: Како се машина загрева, термичко ширење може проузроковати савијање вратила или промене поравнања.
Одељак 3.2: Када балансирање не помаже: Идентификација коренских недостатака
Симптом: Поступак балансирања је извршен, очитавања су стабилна, али коначна вибрација остаје висока.
Коришћење спектралног анализатора за диференцијалну дијагнозу:
- Неусклађеност осовине: Главни знак - висок врх вибрација на фреквенцији од 2x RPM. Карактеристична је висока аксијална вибрација.
- Дефекти котрљајућих лежајева: Манифестују се као високофреквентне вибрације на карактеристичним "лежећим" фреквенцијама (BPFO, BPFI, BSF, FTF).
- Лук осовине: Манифестује се као висок врх на 1x RPM, али често праћен приметном компонентом на 2x RPM.
- Електрични проблеми (електромотори): Асиметрија магнетног поља може изазвати вибрације на двоструко већој фреквенцији напајања (100 Hz за мрежу од 50 Hz).
Уобичајене грешке при балансирању и савети за превенцију
- Балансирање неисправног или прљавог ротора: Увек проверите стање механизма пре балансирања.
- Пробна тежина је премала: Циљајте на правило промене вибрација 20-30%.
- Непоштовање сталности режима: Увек одржавајте стабилну и идентичну брзину ротације током свих мерења.
- Грешке у фази и маркирању: Пажљиво пратите одређивање угла. Угао корективног тега се обично мери од положаја пробног тега у смеру ротације.
- Неправилно причвршћивање или губитак тегова: Строго се придржавајте методологије - ако је потребно уклонити пробни тег, уклоните га.
Уравнотежење стандарда квалитета
| Оцена квалитета Г | Дозвољена специфична неуравнотеженост eпо (мм/с) | Типови ротора (примери) |
|---|---|---|
| Г4000 | 4000 | Круто постављене радилице спорих бродских дизел мотора |
| G16 | 16 | Радилице великих двотактних мотора |
| G6.3 | 6.3 | Ротори пумпи, импелери вентилатора, арматуре електромотора, ротори дробилица |
| G2.5 | 2.5 | Ротори гасних и парних турбина, турбокомпресори, погони машинских алата |
| Г1 | 1 | Погони, вретена за брусилице |
| Г0.4 | 0.4 | Вретена прецизних брусилица, жироскопи |
| Тип дефекта | Доминантна фреквенција спектра | Фазна карактеристика | Остали симптоми |
|---|---|---|---|
| Неравнотежа | 1x обртај у минути | Штала | Радијалне вибрације преовлађују |
| Неусклађеност вратила | 1x, 2x, 3x обртаји у минути | Може бити нестабилно | Висока аксијална вибрација - кључни знак |
| Механичка лабавост | 1x, 2x и вишеструки хармоници | Нестабилан, „скачући“ | Визуелно приметно кретање |
| Дефект котрљајућег лежаја | Високе фреквенције (BPFO, BPFI, итд.) | Није синхронизовано са RPM-ом | Спољашња бука, повишена температура |
| Резонанција | Радна брзина се поклапа са природном фреквенцијом | Фаза се мења за 180° при проласку кроз резонанцу | Амплитуда вибрација нагло се повећава при одређеној брзини |
Део IV: Често постављана питања и напомене о примени
Одељак 4.1: Општа често постављана питања (ЧПП)
Када користити балансирање у једној, а када у две равни?
Користите једноравно (статичко) балансирање за уске роторе у облику диска (однос L/D < 0,25). Користите балансирање у 2 равни (динамичко) за практично све остале роторе, посебно са L/D > 0.25.
Шта урадити ако пробни тег изазива опасно повећање вибрација?
Одмах зауставите машину. То значи да је пробни тег постављен близу постојеће тешке тачке. Решење: померите пробни тег за 180 степени у односу на његов првобитни положај.
Да ли се сачувани коефицијенти утицаја могу користити за другу машину?
Да, али само ако је друга машина апсолутно идентична - исти модел, исти ротор, иста основа, исти лежајеви. Било каква промена у структурној крутости учиниће их неважећим.
Како узети у обзир жлебове за клинове? (ISO 8821)
Стандардна пракса је да се користи "полу-кључ" у жлебу вратила приликом балансирања без одговарајућег дела. Ово компензује масу оног дела кључа који испуњава жлеб на вратилу.
| Симптом | Вероватни узроци | Препоручене акције |
|---|---|---|
| Нестабилна/„плутајућа“ очитавања | Механичка лабавост, хабање лежајева, резонанција, нестабилност процеса, спољашње вибрације | Затегните све вијчане спојеве, проверите зазор лежајева, спроведите тест кочења, стабилизујте режим рада |
| Не може се постићи толеранција након неколико циклуса | Нетачни коефицијенти утицаја, ротор је флексибилан, присуство скривеног дефекта (неусклађеност) | Поновите пробни рад са правилно одабраном тежином, проверите да ли је ротор флексибилан, користите FFT за тражење других недостатака |
| Вибрација је нормална након балансирања, али се брзо враћа | Избацивање корективне тежине, нагомилавање производа на ротору, термичке деформације | Користите поузданије причвршћивање тегова (заваривање), спроведите редован распоред чишћења ротора |
Одељак 4.2: Водич за балансирање за одређене типове опреме
Индустријски вентилатори и уређаји за одвод дима:
- Проблем: Најосетљивији на неравнотежу због накупљања производа на сечивима или абразивног хабања.
- Procedure: Увек темељно очистите импелер пре почетка рада. Обратите пажњу на аеродинамичке силе које могу изазвати нестабилност.
Пумпе:
- Проблем: Главни непријатељ - кавитација.
- Procedure: Пре балансирања, обезбедите довољну маргину кавитације на улазу (NPSHa). Проверите да усисни цевовод није зачепљен.
Дробилице, млевење и малчери:
- Проблем: Екстремно хабање, могућност великих промена неравнотеже услед лома или хабања чекића.
- Procedure: Проверите интегритет и причвршћивање радних елемената. Можда ће бити потребно додатно учвршћивање оквира машине.
Арматуре електромотора:
- Проблем: Може имати и механичке и електричне изворе вибрација.
- Procedure: Користите анализатор спектра да проверите вибрације на двоструко већој фреквенцији напајања. Њено присуство указује на електрични квар, а не на неуравнотеженост.
Conclusion
Динамичко балансирање ротора на месту помоћу преносних инструмената као што је Balanset-1A је моћан алат за повећање поузданости и ефикасности рада индустријске опреме. Међутим, успех овог поступка не зависи толико од самог инструмента колико од квалификација стручњака и способности примене систематског приступа.
Кључни принципи:
- Припрема одређује резултат: Темељно чишћење ротора, провера стања лежајева и темеља и прелиминарна дијагностика вибрација су обавезни услови за успешно балансирање.
- Усклађеност са стандардима је основа квалитета: Примена ISO 1940-1 трансформише субјективну процену у објективан, мерљив и правно значајан резултат.
- Инструмент није само балансер већ и дијагностички алат: Немогућност одржавања равнотеже или нестабилност читања су важни дијагностички знаци који указују на озбиљније проблеме.
- Разумевање физике процеса је кључно за решавање нестандардних задатака: Познавање разлика између крутих и флексибилних ротора, разумевање утицаја резонанције омогућава стручњацима да доносе исправне одлуке.
Праћење препорука наведених у овом водичу омогућиће техничким стручњацима не само да успешно обављају типичне задатке, већ и да ефикасно дијагностикују и реше сложене, нетривијалне проблеме вибрација ротирајуће опреме.
