Cân bằng động trường
Phần I: Cơ sở lý thuyết và quy định của cân bằng động
Cân bằng động tại hiện trường là một trong những hoạt động then chốt trong công nghệ điều chỉnh rung động, nhằm kéo dài tuổi thọ thiết bị công nghiệp và ngăn ngừa các tình huống khẩn cấp. Việc sử dụng các thiết bị di động như Balanset-1A cho phép thực hiện các hoạt động này trực tiếp tại nơi vận hành, giảm thiểu thời gian ngừng hoạt động và chi phí liên quan đến việc tháo dỡ. Tuy nhiên, để cân bằng thành công, không chỉ cần khả năng sử dụng thiết bị mà còn cần hiểu biết sâu sắc về các quá trình vật lý cơ bản của rung động, cũng như kiến thức về khuôn khổ quy định quản lý chất lượng công việc.
Nguyên lý phương pháp dựa trên việc lắp đặt các quả cân thử và tính toán hệ số ảnh hưởng mất cân bằng. Nói một cách đơn giản, thiết bị đo độ rung (biên độ và pha) của rô-to quay, sau đó người dùng lần lượt thêm các quả cân thử nhỏ vào các mặt phẳng cụ thể để "hiệu chuẩn" ảnh hưởng của khối lượng bổ sung lên độ rung. Dựa trên sự thay đổi về biên độ và pha rung, thiết bị tự động tính toán khối lượng và góc lắp đặt cần thiết của các quả cân hiệu chỉnh để loại bỏ mất cân bằng.
Cách tiếp cận này thực hiện cái gọi là phương pháp ba lần chạy Đối với cân bằng hai mặt phẳng: cần đo ban đầu và hai lần chạy với quả cân thử (một lần cho mỗi mặt phẳng). Đối với cân bằng một mặt phẳng, thông thường hai lần chạy là đủ - một lần không có quả cân và một lần với một quả cân thử. Trong các thiết bị hiện đại, tất cả các phép tính cần thiết đều được thực hiện tự động, giúp đơn giản hóa đáng kể quy trình và giảm yêu cầu về trình độ chuyên môn của người vận hành.
Phần 1.1: Vật lý mất cân bằng: Phân tích chuyên sâu
Nguyên nhân cốt lõi của bất kỳ rung động nào trong thiết bị quay là sự mất cân bằng. Mất cân bằng là tình trạng khối lượng rotor phân bố không đều so với trục quay của nó. Sự phân bố không đều này dẫn đến sự xuất hiện của lực ly tâm, từ đó gây ra rung động cho các giá đỡ và toàn bộ cấu trúc máy. Hậu quả của tình trạng mất cân bằng không được xử lý có thể rất thảm khốc: từ việc mòn sớm và phá hủy ổ trục đến hư hỏng nền móng và bản thân máy móc. Để chẩn đoán và loại bỏ mất cân bằng hiệu quả, cần phân biệt rõ các loại mất cân bằng.
Các loại mất cân bằng

Mất cân bằng tĩnh (mặt phẳng đơn): Loại mất cân bằng này được đặc trưng bởi sự dịch chuyển của khối tâm rotor song song với trục quay. Ở trạng thái tĩnh, rotor như vậy, được lắp trên các lăng trụ nằm ngang, sẽ luôn quay với mặt nặng hướng xuống dưới. Mất cân bằng tĩnh thường xảy ra ở rotor mỏng, hình đĩa, nơi tỷ lệ chiều dài trên đường kính (L/D) nhỏ hơn 0,25, ví dụ như bánh mài hoặc cánh quạt hẹp. Có thể loại bỏ mất cân bằng tĩnh bằng cách lắp một trọng lượng hiệu chỉnh vào một mặt phẳng hiệu chỉnh, đối diện hoàn toàn với điểm nặng.
Sự mất cân bằng của cặp đôi (khoảnh khắc): Loại này xảy ra khi trục quán tính chính của rotor giao với trục quay tại tâm khối lượng nhưng không song song với trục này. Sự mất cân bằng cặp có thể được biểu diễn bằng hai khối lượng không cân bằng có cùng độ lớn nhưng ngược hướng nằm trên các mặt phẳng khác nhau. Ở trạng thái tĩnh, rotor như vậy ở trạng thái cân bằng, và sự mất cân bằng chỉ biểu hiện trong quá trình quay dưới dạng "lắc lư" hoặc "lắc lư". Để bù trừ cho sự mất cân bằng này, cần lắp đặt ít nhất hai quả cân hiệu chỉnh trên hai mặt phẳng khác nhau, tạo ra một mô men bù.

Mất cân bằng động: Đây là loại mất cân bằng phổ biến nhất trong điều kiện thực tế, thể hiện sự kết hợp giữa mất cân bằng tĩnh và mất cân bằng kép. Trong trường hợp này, trục quán tính trung tâm chính của rôto không trùng với trục quay và không cắt trục quay tại tâm khối lượng. Để loại bỏ mất cân bằng động, cần hiệu chỉnh khối lượng trên ít nhất hai mặt phẳng. Các thiết bị hai kênh như Balanset-1A được thiết kế đặc biệt để giải quyết vấn đề này.
Mất cân bằng tĩnh gần đúng: Đây là một trường hợp đặc biệt của mất cân bằng động, trong đó trục quán tính chính giao với trục quay nhưng không giao với khối tâm của rô-to. Đây là một điểm khác biệt tinh tế nhưng quan trọng để chẩn đoán các hệ thống rô-to phức tạp.
Rotor cứng và linh hoạt: Sự khác biệt quan trọng
Một trong những khái niệm cơ bản trong cân bằng là sự phân biệt giữa rotor cứng và rotor mềm. Sự phân biệt này quyết định khả năng và phương pháp cân bằng thành công.
Roto cứng: Một rotor được coi là cứng nếu tần số quay hoạt động của nó thấp hơn đáng kể so với tần số tới hạn đầu tiên và không bị biến dạng đàn hồi (độ võng) đáng kể dưới tác động của lực ly tâm. Việc cân bằng rotor như vậy thường được thực hiện thành công trên hai mặt phẳng hiệu chỉnh. Thiết bị Balanset-1A chủ yếu được thiết kế để làm việc với rotor cứng.
Rotor linh hoạt: Một rô-to được coi là linh hoạt nếu nó hoạt động ở tần số quay gần hoặc vượt quá một trong các tần số quan trọng của nó. Trong trường hợp này, độ lệch trục đàn hồi trở nên tương đương với độ dịch chuyển khối tâm và bản thân nó góp phần đáng kể vào độ rung tổng thể.
Việc cố gắng cân bằng rôto mềm bằng phương pháp dành cho rôto cứng (trong hai mặt phẳng) thường dẫn đến thất bại. Việc lắp đặt các quả cân hiệu chỉnh có thể bù lại độ rung ở tốc độ thấp, dưới tốc độ cộng hưởng, nhưng khi đạt đến tốc độ hoạt động, khi rôto bị uốn cong, chính những quả cân này lại có thể làm tăng độ rung bằng cách kích thích một trong các chế độ dao động uốn cong. Đây là một trong những lý do chính khiến việc cân bằng "không hiệu quả", mặc dù tất cả các thao tác với dụng cụ đều được thực hiện chính xác.
Trước khi bắt đầu công việc, điều cực kỳ quan trọng là phải phân loại rôto bằng cách đối chiếu tốc độ hoạt động của nó với các tần số tới hạn đã biết (hoặc được tính toán). Nếu không thể bỏ qua hiện tượng cộng hưởng, nên tạm thời thay đổi điều kiện lắp đặt của thiết bị trong quá trình cân bằng để dịch chuyển điểm cộng hưởng.
Mục 1.2: Khung pháp lý: Tiêu chuẩn ISO
Các tiêu chuẩn trong lĩnh vực cân bằng thực hiện một số chức năng chính: chúng thiết lập thuật ngữ kỹ thuật thống nhất, xác định các yêu cầu về chất lượng và quan trọng hơn, đóng vai trò là cơ sở cho sự thỏa hiệp giữa sự cần thiết về kỹ thuật và tính khả thi về kinh tế.
ISO 1940-1-2007 (ISO 1940-1): Yêu cầu chất lượng để cân bằng rotor cứng
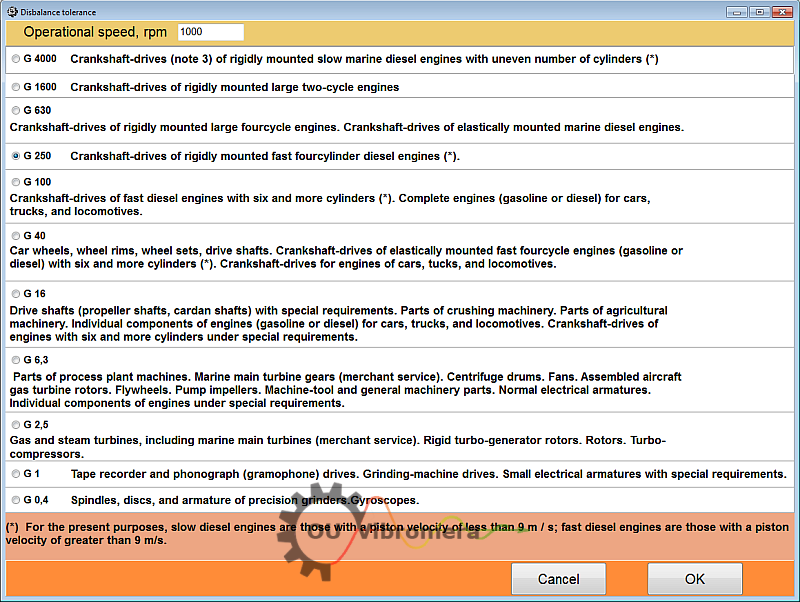
Tiêu chuẩn này là tài liệu cơ bản để xác định độ mất cân bằng dư cho phép. Tiêu chuẩn này giới thiệu khái niệm về cấp chất lượng cân bằng (G), tùy thuộc vào loại máy và tần suất quay của máy.
Chất lượng loại G: Mỗi loại thiết bị tương ứng với một cấp chất lượng cụ thể, không đổi bất kể tốc độ quay. Ví dụ, cấp G6.3 được khuyến nghị cho máy nghiền, và cấp G2.5 cho phần ứng động cơ điện và tua bin.
Tính toán độ mất cân bằng dư cho phép (Umỗi): Tiêu chuẩn này cho phép tính toán giá trị mất cân bằng cho phép cụ thể, đóng vai trò là chỉ số mục tiêu trong quá trình cân bằng. Việc tính toán được thực hiện theo hai giai đoạn:
- Xác định độ mất cân bằng riêng cho phép (emỗi) sử dụng công thức:
e trên = (G × 9549) / n
trong đó G là cấp chất lượng cân bằng (ví dụ: 2,5), n là tần số quay hoạt động, vòng/phút. Đơn vị đo lường cho emỗi là g·mm/kg hoặc μm. - Xác định độ mất cân bằng dư cho phép (Umỗi) cho toàn bộ rôto:
U trên mỗi = e trên mỗi × M
trong đó M là khối lượng rôto, kg. Đơn vị đo lường cho Umỗi là g·mm.
Ví dụ: Đối với rôto động cơ điện có khối lượng 5 kg, hoạt động ở tốc độ 3000 vòng/phút, chất lượng cấp G2.5:
emỗi = (2,5 × 9549) / 3000 ≈ 7,96 μm
Bạnmỗi = 7,96 × 5 = 39,8 g·mm
Điều này có nghĩa là sau khi cân bằng, độ mất cân bằng còn lại không được vượt quá 39,8 g·mm.
ISO 20806-2007 (ISO 20806): Cân bằng tại chỗ
Tiêu chuẩn này điều chỉnh trực tiếp quá trình cân bằng trường.
Thuận lợi: Ưu điểm chính của việc cân bằng tại chỗ là rôto được cân bằng trong điều kiện hoạt động thực tế, trên các giá đỡ và dưới tải trọng vận hành. Điều này tự động tính đến các đặc tính động của hệ thống giá đỡ và ảnh hưởng của các thành phần truyền động trục được kết nối.
Nhược điểm và hạn chế:
- Quyền truy cập hạn chế: Thông thường, việc tiếp cận các mặt phẳng hiệu chỉnh trên máy đã lắp ráp rất khó khăn, hạn chế khả năng lắp đặt trọng lượng.
- Nhu cầu chạy thử: Quá trình cân bằng đòi hỏi máy móc phải thực hiện một số chu kỳ "khởi động - dừng".
- Khó khăn khi mất cân bằng nghiêm trọng: Trong trường hợp mất cân bằng ban đầu rất lớn, những hạn chế về lựa chọn mặt phẳng và khối lượng trọng lượng hiệu chỉnh có thể không cho phép đạt được chất lượng cân bằng cần thiết.
Phần II: Hướng dẫn thực hành cân bằng với nhạc cụ Balanset-1A
Sự thành công của việc cân bằng 80% phụ thuộc vào sự kỹ lưỡng của công tác chuẩn bị. Hầu hết các lỗi không liên quan đến trục trặc của thiết bị, mà là do bỏ qua các yếu tố ảnh hưởng đến độ lặp lại của phép đo. Nguyên tắc chuẩn bị chính là loại trừ tất cả các nguồn rung động có thể có khác để thiết bị chỉ đo lường tác động của sự mất cân bằng.
Mục 2.1: Nền tảng của thành công: Chẩn đoán cân bằng trước và Chuẩn bị máy
Bước 1: Chẩn đoán rung động cơ bản (Liệu rung động có thực sự mất cân bằng không?)
Trước khi cân bằng, nên thực hiện đo độ rung sơ bộ ở chế độ máy đo độ rung. Phần mềm Balanset-1A có chế độ "Máy đo độ rung" (nút F5) cho phép bạn đo độ rung tổng thể và riêng biệt của từng bộ phận ở tần số quay (1×) trước khi lắp đặt bất kỳ quả cân nào.
Dấu hiệu mất cân bằng cổ điển: Phổ rung động phải có đỉnh ở tần số quay của rô-to (đỉnh ở tần số 1x vòng/phút). Biên độ của thành phần này theo phương ngang và phương thẳng đứng phải tương đương nhau, và biên độ của các sóng hài khác phải thấp hơn đáng kể.
Dấu hiệu của các khiếm khuyết khác: Nếu phổ tín hiệu chứa các đỉnh đáng kể ở các tần số khác (ví dụ: 2x, 3x RPM) hoặc ở các tần số không phải bội số, điều này cho thấy sự hiện diện của các vấn đề khác cần được loại bỏ trước khi cân bằng.
Bước 2: Kiểm tra cơ khí toàn diện (Danh sách kiểm tra)
- Rotor: Làm sạch kỹ lưỡng tất cả các bề mặt rôto khỏi bụi bẩn, rỉ sét và các chất bám dính. Ngay cả một lượng nhỏ bụi bẩn ở bán kính lớn cũng tạo ra sự mất cân bằng đáng kể. Kiểm tra xem có bộ phận nào bị hỏng hoặc thiếu hay không.
- Vòng bi: Kiểm tra các cụm ổ bi xem có bị rơ quá mức, phát ra tiếng ồn bất thường hoặc quá nhiệt hay không. Ổ bi bị mòn sẽ không cho phép thu được các số liệu ổn định.
- Nền móng và khung: Đảm bảo thiết bị được lắp đặt trên nền móng vững chắc. Kiểm tra độ siết chặt của các bu lông neo, đảm bảo không có vết nứt trên khung.
- Lái xe: Đối với hệ truyền động bằng dây đai, kiểm tra độ căng và tình trạng của dây đai. Đối với các khớp nối, kiểm tra độ thẳng hàng của trục.
- Safety: Đảm bảo sự hiện diện và khả năng hoạt động của tất cả các thiết bị bảo vệ.
Phần 2.2: Thiết lập và cấu hình thiết bị
Cài đặt phần cứng
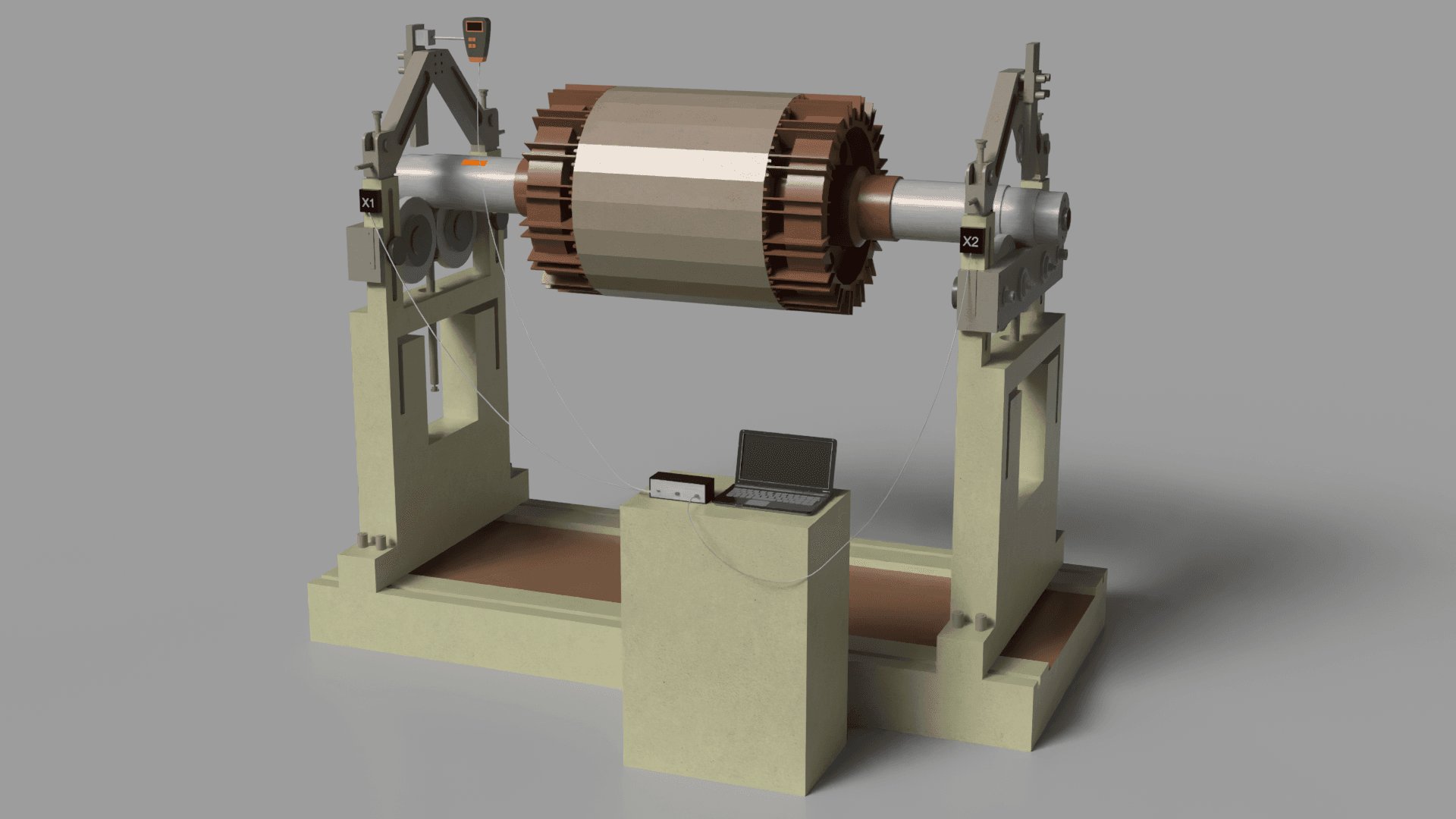
Cảm biến rung động (gia tốc kế):
- Kết nối cáp cảm biến với các đầu nối thiết bị tương ứng (ví dụ: X1 và X2 cho Balanset-1A).
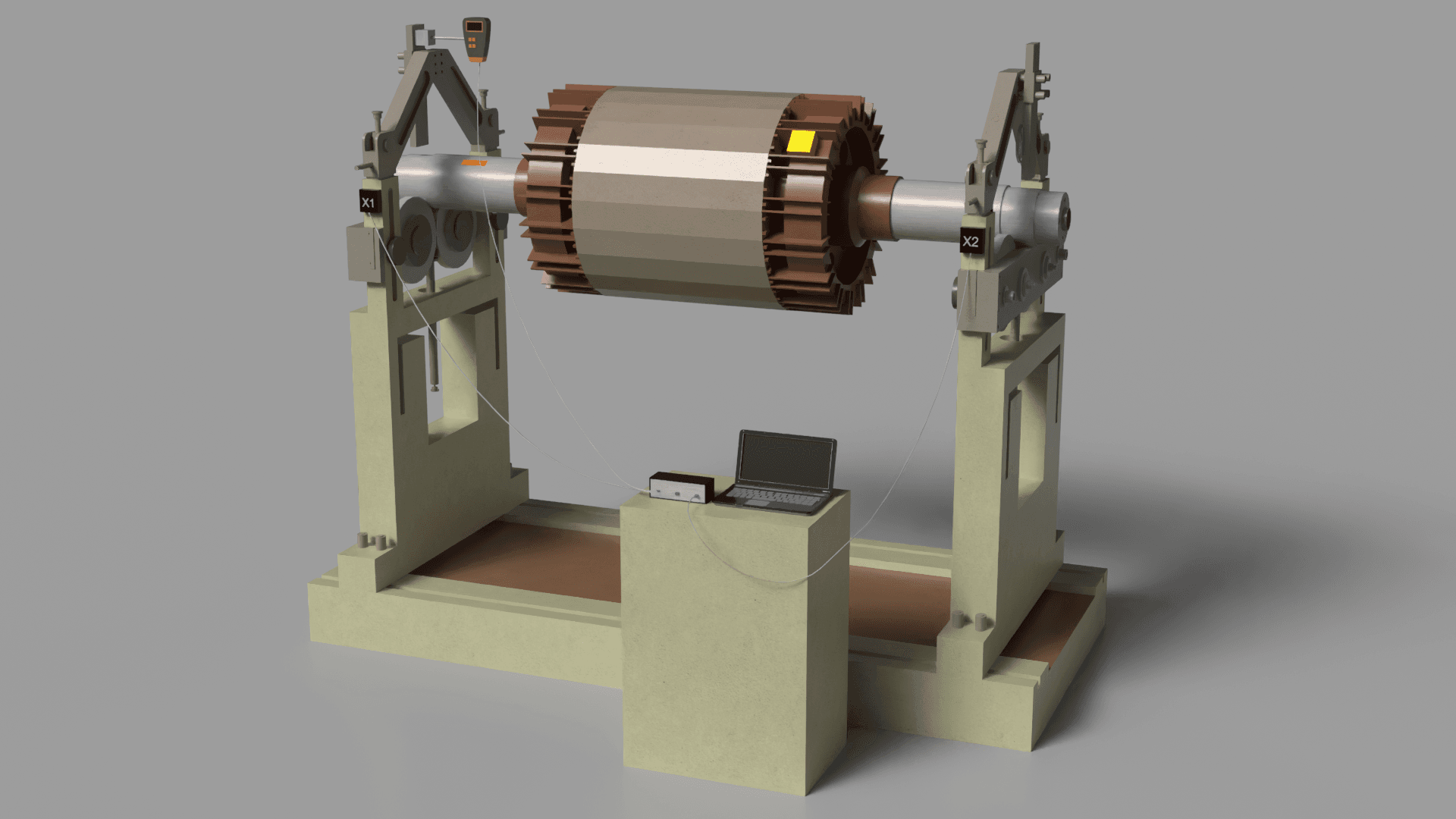
- Lắp đặt cảm biến vào vỏ ổ trục càng gần rôto càng tốt.
- Nguyên tắc chính: Để thu được tín hiệu tối đa, các cảm biến nên được lắp đặt theo hướng có độ rung mạnh nhất. Sử dụng đế từ mạnh hoặc giá đỡ có ren để đảm bảo tiếp xúc chắc chắn.
Cảm biến pha (máy đo tốc độ laser):
- Kết nối cảm biến với đầu vào đặc biệt (X3 cho Balanset-1A).
- Gắn một miếng băng phản quang nhỏ vào trục hoặc bộ phận quay khác của rôto.
- Lắp đặt máy đo tốc độ sao cho tia laser chiếu ổn định vào điểm đánh dấu trong suốt toàn bộ vòng quay.
Cấu hình phần mềm (Balanset-1A)
- Khởi chạy phần mềm (với tư cách quản trị viên) và kết nối mô-đun giao diện USB.
- Vào mô-đun cân bằng. Tạo bản ghi mới cho thiết bị cần cân bằng.
- Chọn loại cân bằng: 1 mặt phẳng (tĩnh) cho rôto hẹp hoặc 2 mặt phẳng (động) cho hầu hết các trường hợp khác.
- Xác định các mặt phẳng hiệu chỉnh: chọn các vị trí trên rôto nơi có thể lắp đặt các quả cân hiệu chỉnh một cách an toàn.
Phần 2.3: Quy trình cân bằng: Hướng dẫn từng bước
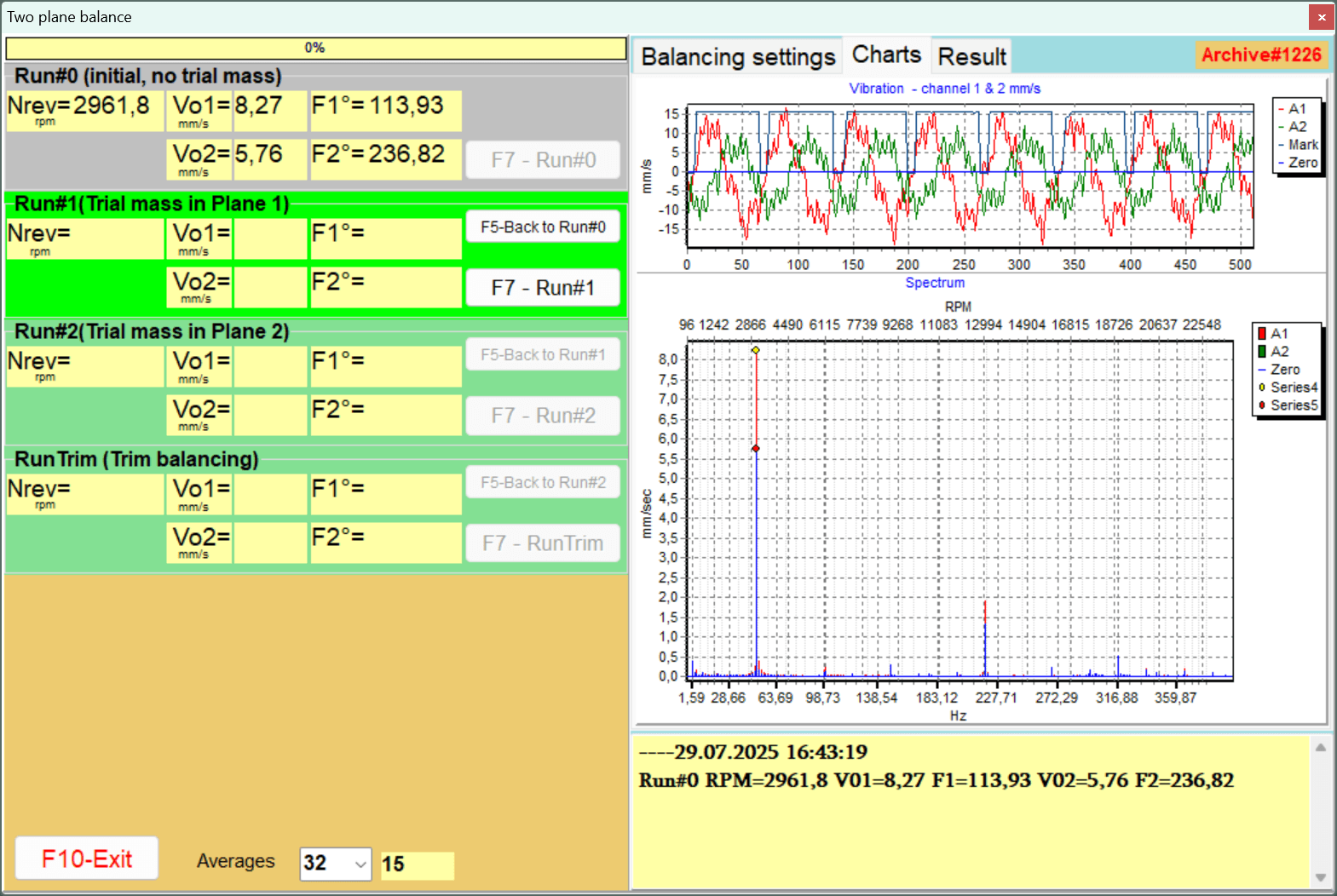
Chạy 0: Đo lường ban đầu
- Khởi động máy và đưa máy về tốc độ vận hành ổn định. Điều cực kỳ quan trọng là tốc độ quay phải giống nhau trong tất cả các lần vận hành tiếp theo.
- Trong chương trình, hãy bắt đầu đo. Thiết bị sẽ ghi lại các giá trị biên độ và pha dao động ban đầu.
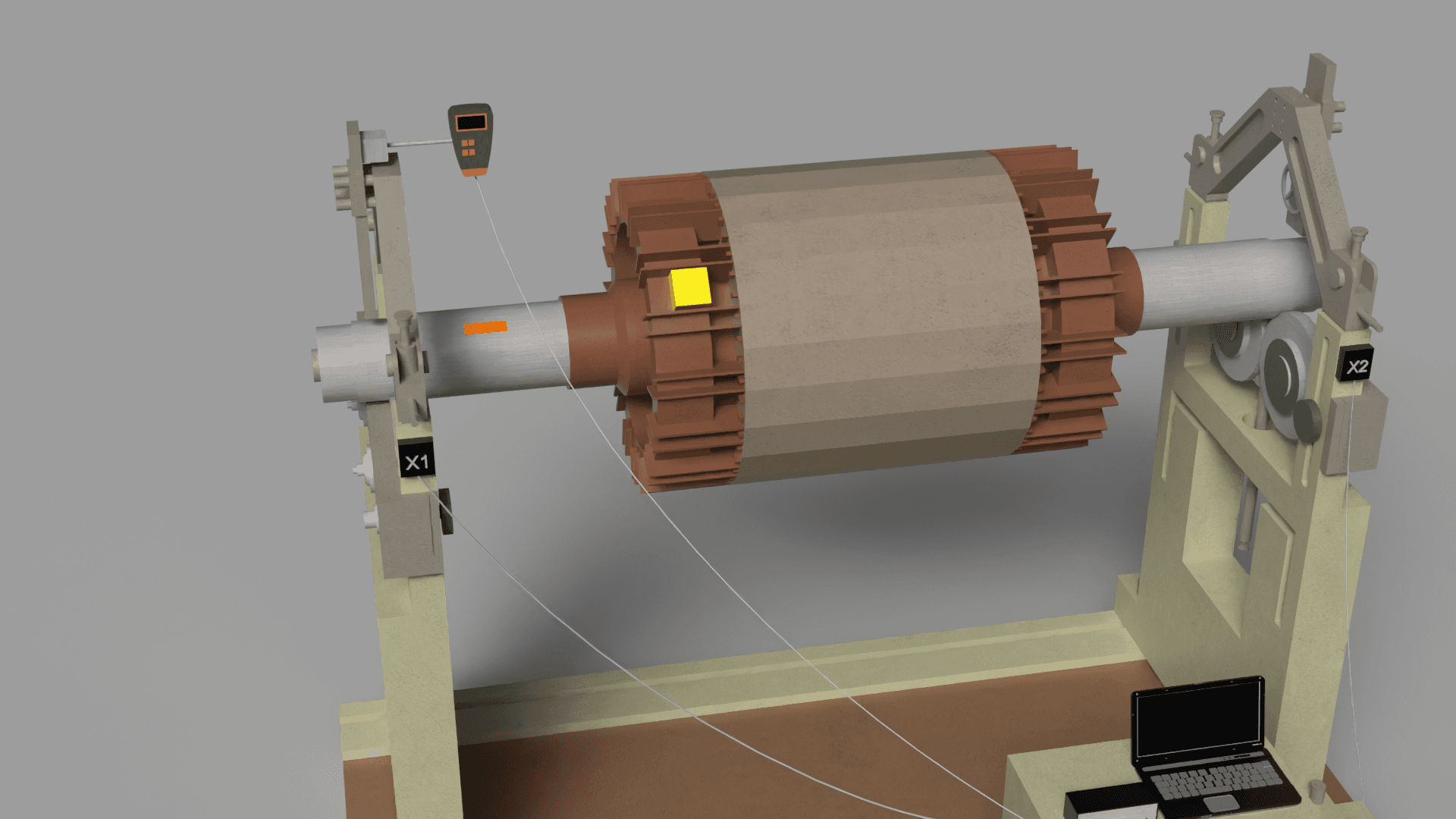
Chạy 1: Thử nghiệm trọng lượng trong máy bay 1
- Dừng máy lại.
- Lựa chọn trọng lượng thử nghiệm: Khối lượng vật thử phải đủ lớn để gây ra sự thay đổi đáng kể về các thông số dao động (thay đổi biên độ ít nhất 20-30 độ HOẶC thay đổi pha ít nhất 20-30 độ).
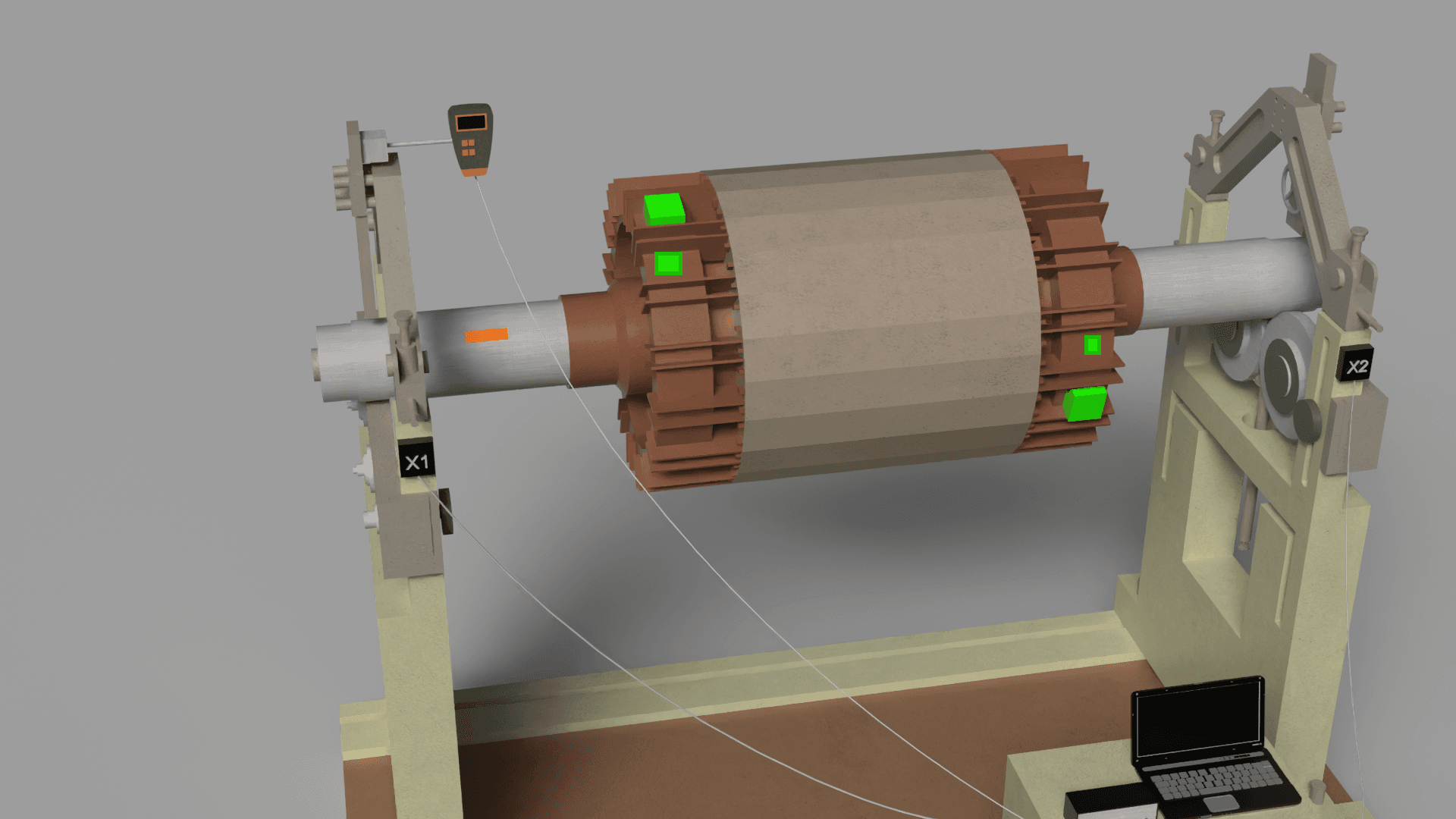
- Lắp đặt trọng lượng thử nghiệm: Gắn chặt quả cân thử đã được cân vào một bán kính xác định trong mặt phẳng 1. Ghi lại vị trí góc.
- Khởi động máy ở tốc độ ổn định như cũ.
- Tiến hành phép đo thứ hai.
- Stop the machine and BỎ quả cân thử nghiệm.
Chạy 2: Thử nghiệm trọng lượng trong mặt phẳng 2 (để cân bằng 2 mặt phẳng)
- Lặp lại chính xác quy trình từ bước 2, nhưng lắp đặt quả cân thử nghiệm vào mặt phẳng 2.
- Bắt đầu, đo lường, dừng lại và BỎ quả cân thử nghiệm.
Tính toán và lắp đặt trọng số hiệu chỉnh
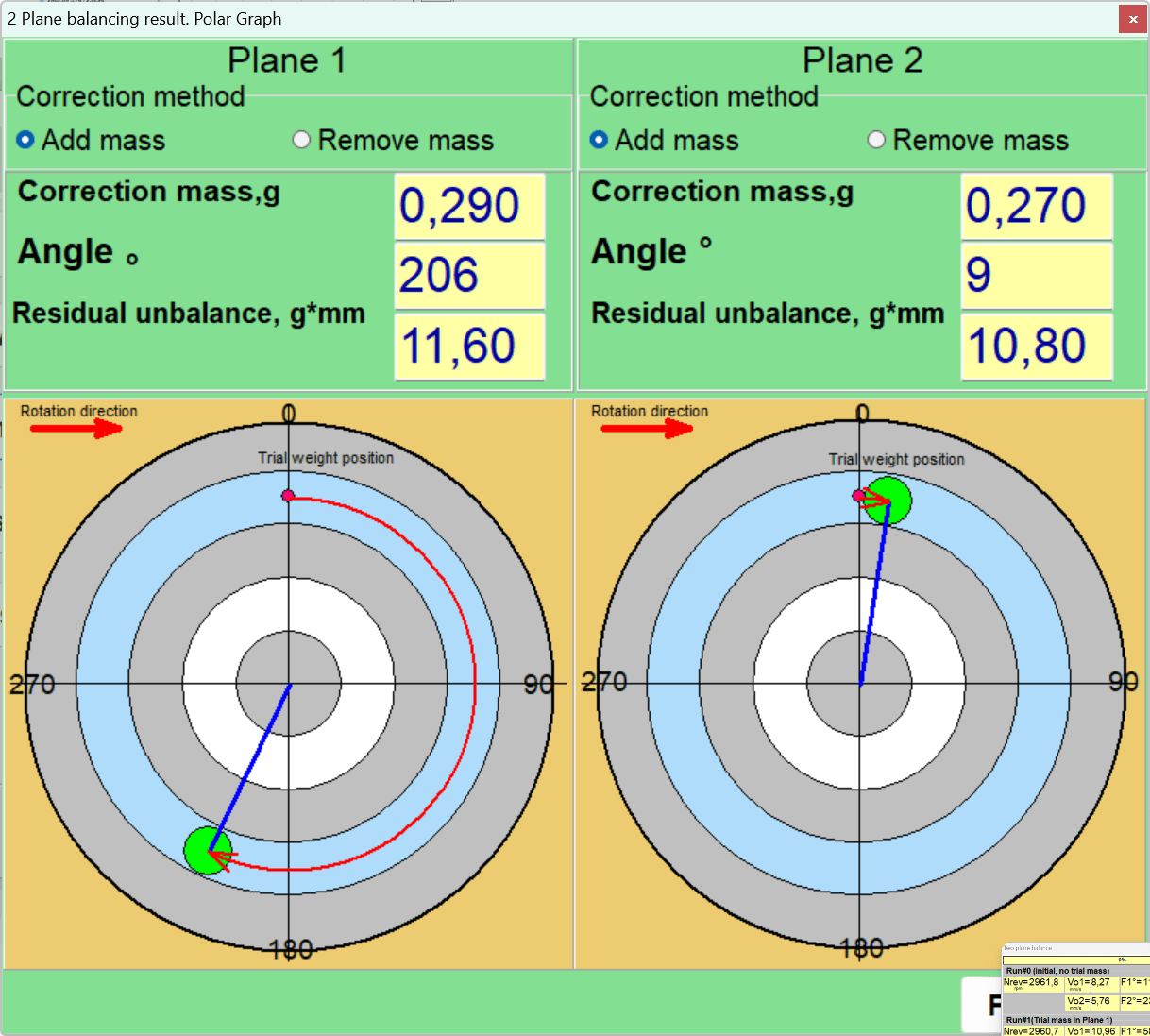
- Dựa trên những thay đổi vectơ được ghi lại trong quá trình chạy thử, chương trình sẽ tự động tính toán khối lượng và góc lắp đặt của trọng lượng hiệu chỉnh cho mỗi mặt phẳng.
- Góc lắp đặt thường được đo từ vị trí thử tải theo hướng quay của rôto.
- Gắn chắc chắn các quả tạ chỉnh hình cố định. Khi sử dụng phương pháp hàn, hãy nhớ rằng bản thân mối hàn cũng có khối lượng.
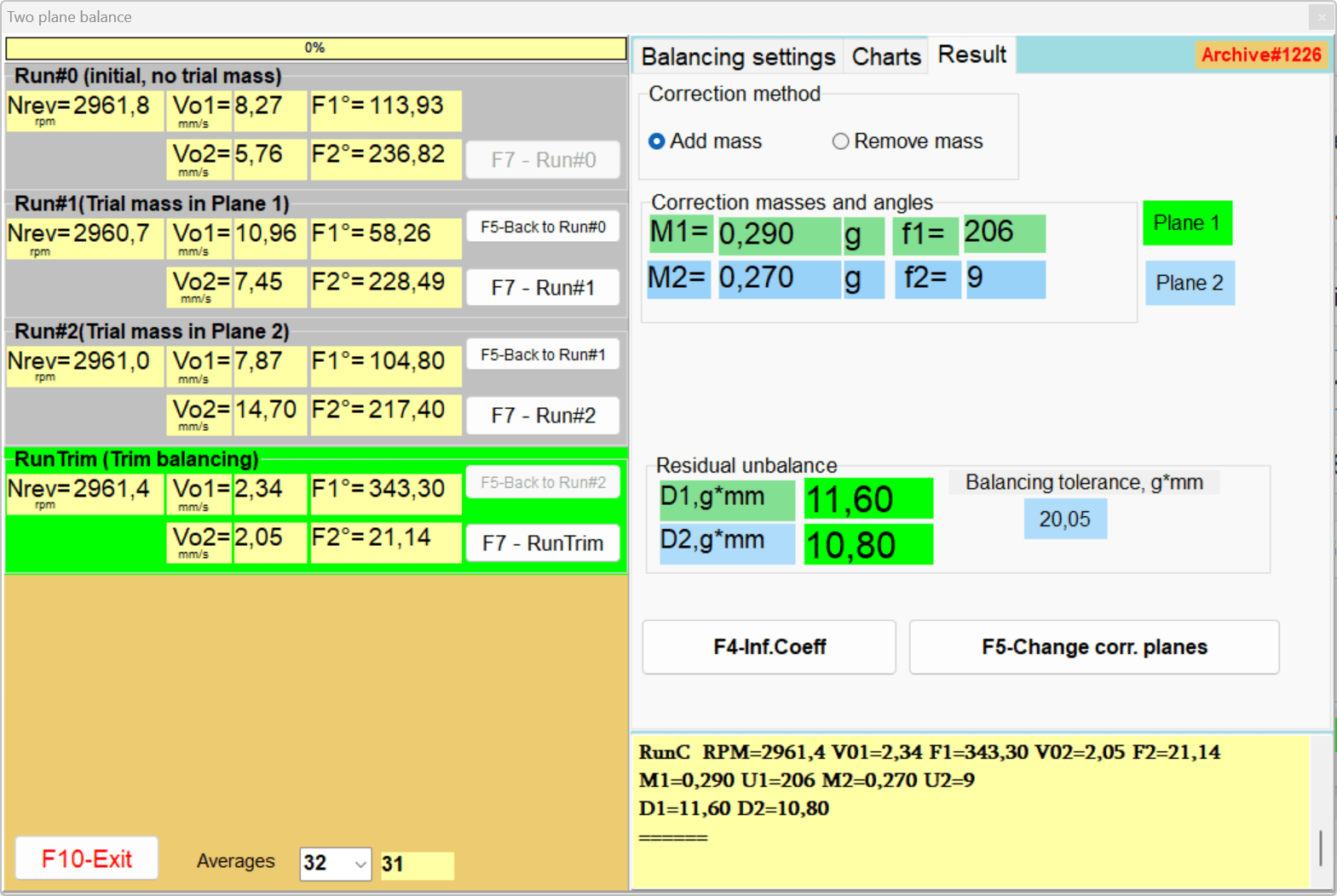
Chạy 3: Đo kiểm tra và cân bằng chính xác
- Khởi động lại máy.
- Thực hiện phép đo kiểm soát để đánh giá mức độ rung động còn lại.
- So sánh giá trị thu được với dung sai tính toán theo ISO 1940-1.
- Nếu độ rung vẫn vượt quá mức cho phép, thiết bị sẽ tính toán một hiệu chỉnh nhỏ để "tinh chỉnh" (hiệu chỉnh sơ bộ).
- Sau khi hoàn thành, hãy lưu báo cáo và hệ số ảnh hưởng để có thể sử dụng trong tương lai.
Phần III: Giải quyết vấn đề và khắc phục sự cố nâng cao
Phần này dành riêng cho những khía cạnh phức tạp nhất của việc cân bằng tại hiện trường - những tình huống mà quy trình tiêu chuẩn không mang lại kết quả.
Các biện pháp an toàn
Ngăn ngừa khởi động ngẫu nhiên (Khóa/Gắn thẻ): Trước khi bắt đầu công việc, hãy ngắt điện và tháo rời bộ truyền động rôto. Các biển báo cảnh báo được treo trên các thiết bị khởi động để tránh trường hợp ai đó vô tình khởi động máy.
Thiết bị bảo vệ cá nhân: Kính bảo hộ hoặc tấm chắn bảo vệ mặt là bắt buộc. Quần áo phải bó sát, không rộng thùng thình. Tóc dài phải được búi gọn dưới mũ.
Khu vực nguy hiểm xung quanh máy: Hạn chế sự tiếp cận của người không được phép vào khu vực cân bằng. Trong quá trình chạy thử, các rào chắn hoặc băng cảnh báo được lắp đặt xung quanh thiết bị. Bán kính vùng nguy hiểm tối thiểu là 3-5 mét.
Đính kèm trọng lượng đáng tin cậy: Khi gắn các quả tạ chỉnh hình thử nghiệm hoặc cố định, cần đặc biệt chú ý đến việc cố định chúng. Quả tạ bị rơi ra có thể trở thành vật phóng nguy hiểm.
An toàn điện: Hãy tuân thủ các biện pháp an toàn điện chung - sử dụng ổ cắm nối đất hoạt động tốt, không luồn dây cáp qua các khu vực ẩm ướt hoặc nóng.
Phần 3.1: Chẩn đoán và khắc phục sự không ổn định trong đo lường
Triệu chứng: Trong quá trình đo lặp lại trong điều kiện giống hệt nhau, biên độ và/hoặc pha thay đổi đáng kể ("trôi", "nhảy"). Điều này khiến việc tính toán hiệu chỉnh trở nên bất khả thi.
Nguyên nhân gốc rễ: Thiết bị không bị trục trặc. Nó báo cáo chính xác rằng phản ứng rung động của hệ thống không ổn định và khó dự đoán.
Thuật toán chẩn đoán có hệ thống:
- Độ lỏng cơ học: Đây là nguyên nhân thường gặp nhất. Kiểm tra độ siết chặt của các bu lông lắp vỏ ổ trục, các bu lông neo khung. Kiểm tra xem có vết nứt nào trên móng hoặc khung xe không.
- Lỗi ổ trục: Khe hở bên trong quá lớn ở ổ bi hoặc sự mài mòn vỏ ổ bi cho phép trục chuyển động hỗn loạn bên trong giá đỡ.
- Sự bất ổn liên quan đến quá trình:
- Khí động học (quạt): Luồng không khí hỗn loạn, sự tách dòng chảy khỏi cánh quạt có thể gây ra các hiệu ứng lực ngẫu nhiên.
- Thủy lực (bơm): Hiện tượng xâm thực tạo ra các xung động thủy lực mạnh mẽ, ngẫu nhiên, che khuất tín hiệu tuần hoàn do mất cân bằng.
- Chuyển động khối lượng bên trong (máy nghiền, máy xay): Vật liệu có thể phân bố lại bên trong rôto, hoạt động như một "sự mất cân bằng di động".
- Cộng hưởng: Nếu tốc độ vận hành rất gần với tần số dao động tự nhiên của cấu trúc, ngay cả những thay đổi nhỏ về tốc độ cũng gây ra những biến đổi lớn về biên độ và pha dao động.
- Hiệu ứng nhiệt: Khi máy nóng lên, sự giãn nở nhiệt có thể gây ra hiện tượng cong trục hoặc thay đổi độ thẳng hàng.
Phần 3.2: Khi việc cân bằng không có tác dụng: Xác định các khuyết tật gốc
Triệu chứng: Quy trình cân bằng đã được thực hiện, các chỉ số ổn định, nhưng độ rung cuối cùng vẫn còn cao.
Sử dụng máy phân tích phổ để chẩn đoán phân biệt:
- Độ lệch trục: Dấu hiệu chính - đỉnh rung động cao ở tần số gấp 2 lần RPM. Rung động dọc trục cao là đặc trưng.
- Lỗi ổ trục lăn: Biểu hiện dưới dạng rung động tần số cao ở các tần số "ổ trục" đặc trưng (BPFO, BPFI, BSF, FTF).
- Mũi trục: Biểu hiện là đỉnh cao ở tốc độ quay 1x RPM nhưng thường đi kèm với thành phần đáng chú ý ở tốc độ quay 2x RPM.
- Sự cố về điện (động cơ điện): Sự bất đối xứng của từ trường có thể gây ra rung động ở tần số gấp đôi tần số nguồn cung cấp (100 Hz đối với mạng 50 Hz).
Các lỗi cân bằng thường gặp và mẹo phòng ngừa
- Cân bằng rotor bị lỗi hoặc bẩn: Luôn kiểm tra tình trạng của cơ cấu trước khi cân bằng.
- Trọng lượng thử quá nhỏ: Hãy hướng đến quy tắc thay đổi độ rung 20-30%.
- Vi phạm nguyên tắc ổn định chế độ: Luôn duy trì tốc độ quay ổn định và giống nhau trong suốt quá trình đo.
- Lỗi pha và lỗi đánh dấu: Theo dõi cẩn thận việc xác định góc. Góc trọng lượng hiệu chỉnh thường được đo từ vị trí trọng lượng thử nghiệm theo hướng quay.
- Gắn sai hoặc mất trọng lượng: Tuân thủ nghiêm ngặt phương pháp luận - nếu cần phải loại bỏ trọng lượng thử nghiệm, hãy loại bỏ nó.
Cân bằng tiêu chuẩn chất lượng
| Chất lượng hạng G | Độ mất cân bằng riêng cho phép emỗi (mm/giây) | Các loại rotor (Ví dụ) |
|---|---|---|
| G4000 | 4000 | Trục khuỷu được lắp cố định của động cơ diesel hàng hải tốc độ chậm |
| G16 | 16 | Trục khuỷu của động cơ hai thì lớn |
| G6.3 | 6.3 | Roto bơm, cánh quạt, phần ứng động cơ điện, rotor máy nghiền |
| G2.5 | 2.5 | Rôto tuabin khí và hơi nước, máy nén tuabin, bộ truyền động máy công cụ |
| G1 | 1 | Ổ đĩa máy mài, trục chính |
| G0.4 | 0.4 | Trục chính máy mài chính xác, con quay hồi chuyển |
| Loại lỗi | Tần số phổ ưu thế | Đặc điểm pha | Các triệu chứng khác |
|---|---|---|---|
| Mất cân bằng | 1 vòng/phút | Ổn định | Rung động hướng tâm chiếm ưu thế |
| Trục không thẳng hàng | 1x, 2x, 3x vòng/phút | Có thể không ổn định | Độ rung trục cao - dấu hiệu quan trọng |
| Độ lỏng cơ học | 1x, 2x và nhiều sóng hài | Không ổn định, "nhảy" | Chuyển động có thể nhận thấy bằng mắt thường |
| Lỗi ổ trục lăn | Tần số cao (BPFO, BPFI, v.v.) | Không đồng bộ với RPM | Tiếng ồn lạ, nhiệt độ tăng cao |
| Sự cộng hưởng | Tốc độ hoạt động trùng với tần số tự nhiên | Pha thay đổi 180° khi đi qua cộng hưởng | Biên độ rung động tăng mạnh ở tốc độ cụ thể |
Phần IV: Những câu hỏi thường gặp và Ghi chú về đơn đăng ký
Mục 4.1: Câu hỏi thường gặp chung (FAQ)
Khi nào sử dụng cân bằng 1 mặt phẳng và khi nào sử dụng cân bằng 2 mặt phẳng?
Sử dụng cân bằng 1 mặt phẳng (tĩnh) cho rôto hình đĩa hẹp (tỷ lệ L/D < 0,25). Sử dụng cân bằng động 2 mặt phẳng cho hầu hết các rôto khác, đặc biệt là với L/D > 0.25.
Phải làm gì nếu trọng lượng thử nghiệm gây ra rung động nguy hiểm?
Dừng máy ngay lập tức. Điều này có nghĩa là quả cân thử nghiệm được lắp đặt gần điểm chịu lực nặng hiện có. Giải pháp: xoay quả cân thử nghiệm 180 độ so với vị trí ban đầu.
Hệ số ảnh hưởng đã lưu có thể được sử dụng cho máy khác không?
Đúng vậy, nhưng chỉ khi máy kia hoàn toàn giống hệt - cùng kiểu máy, cùng rôto, cùng đế, cùng ổ trục. Bất kỳ thay đổi nào về độ cứng kết cấu đều sẽ khiến chúng không hợp lệ.
Làm thế nào để tính toán rãnh then? (ISO 8821)
Thông lệ tiêu chuẩn là sử dụng "nửa then" trong rãnh then của trục khi cân bằng mà không có chi tiết ghép nối. Điều này bù lại khối lượng của phần then lấp đầy rãnh trên trục.
| Triệu chứng | Nguyên nhân có thể xảy ra | Hành động được đề xuất |
|---|---|---|
| Số đọc không ổn định/"nổi" | Độ lỏng cơ học, mài mòn ổ trục, cộng hưởng, sự không ổn định của quy trình, rung động bên ngoài | Siết chặt tất cả các mối nối bu lông, kiểm tra độ rơ của ổ bi, tiến hành thử nghiệm giảm tốc, ổn định chế độ vận hành. |
| Không thể đạt được sự dung nạp sau một vài chu kỳ | Hệ số ảnh hưởng không chính xác, rôto bị uốn cong, có khuyết tật ẩn (lệch trục). | Lặp lại quá trình chạy thử với trọng lượng được chọn phù hợp, kiểm tra xem rôto có linh hoạt không, sử dụng FFT để tìm kiếm các khuyết tật khác. |
| Rung động bình thường sau khi cân bằng nhưng nhanh chóng trở lại | Loại bỏ trọng lượng dư thừa để điều chỉnh, tích tụ sản phẩm trên rôto, biến dạng nhiệt. | Sử dụng phương pháp gắn tạ chắc chắn hơn (hàn), thực hiện lịch vệ sinh rôto định kỳ. |
Mục 4.2: Hướng dẫn cân bằng cho các loại thiết bị cụ thể
Quạt công nghiệp và máy hút khói:
- Vấn đề: Dễ bị mất cân bằng nhất do cặn bẩn tích tụ trên lưỡi dao hoặc do mài mòn.
- Procedure: Luôn vệ sinh kỹ lưỡng cánh quạt trước khi bắt đầu công việc. Chú ý đến các lực khí động học có thể gây mất ổn định.
Máy bơm:
- Vấn đề: Kẻ thù chính là hiện tượng sủi bọt.
- Procedure: Trước khi cân bằng, hãy đảm bảo có đủ biên độ an toàn chống xâm thực tại cửa hút (NPSHa). Kiểm tra xem đường ống hút có bị tắc nghẽn hay không.
Máy nghiền, máy xay và máy băm:
- Vấn đề: Mức độ hao mòn cực độ, khả năng xảy ra những thay đổi mất cân bằng lớn do búa bị gãy hoặc mòn.
- Procedure: Kiểm tra độ bền và sự gắn kết của các bộ phận làm việc. Có thể cần thêm biện pháp neo giữ khung máy.
Phần ứng động cơ điện:
- Vấn đề: Có thể có cả nguồn rung động cơ học và điện.
- Procedure: Sử dụng máy phân tích phổ để kiểm tra độ rung ở tần số gấp đôi tần số nguồn cung cấp. Sự xuất hiện của nó cho thấy sự trục trặc về điện, chứ không phải là mất cân bằng.
Conclusion
Cân bằng động rôto tại chỗ bằng các thiết bị cầm tay như Balanset-1A là một công cụ mạnh mẽ để tăng độ tin cậy và hiệu quả hoạt động của thiết bị công nghiệp. Tuy nhiên, sự thành công của quy trình này không chỉ phụ thuộc vào bản thân thiết bị mà còn vào trình độ chuyên môn và khả năng áp dụng phương pháp tiếp cận có hệ thống.
Nguyên tắc chính:
- Sự chuẩn bị quyết định kết quả: Vệ sinh rôto kỹ lưỡng, kiểm tra tình trạng ổ trục và đế, và chẩn đoán rung động sơ bộ là những điều kiện bắt buộc để cân bằng thành công.
- Tuân thủ tiêu chuẩn là nền tảng của chất lượng: Việc áp dụng tiêu chuẩn ISO 1940-1 chuyển đổi đánh giá chủ quan thành kết quả khách quan, có thể đo lường và có ý nghĩa pháp lý.
- Thiết bị này không chỉ là một thiết bị cân bằng mà còn là một công cụ chẩn đoán: Mất thăng bằng hoặc cảm giác không vững là những dấu hiệu chẩn đoán quan trọng cho thấy có thể gặp phải các vấn đề nghiêm trọng hơn.
- Hiểu được quá trình vật lý là chìa khóa để giải quyết các nhiệm vụ không chuẩn: Hiểu biết về sự khác biệt giữa rôto cứng và rôto mềm, nắm vững ảnh hưởng của hiện tượng cộng hưởng giúp các chuyên gia đưa ra quyết định chính xác.
Tuân thủ các khuyến nghị được nêu trong hướng dẫn này sẽ cho phép các chuyên gia kỹ thuật không chỉ xử lý thành công các nhiệm vụ thông thường mà còn chẩn đoán và giải quyết hiệu quả các vấn đề phức tạp, không hề đơn giản về rung động của thiết bị quay.
