Feltdynamisk afbalancering
Del I: Teoretiske og regulatoriske grundlag for dynamisk balancering
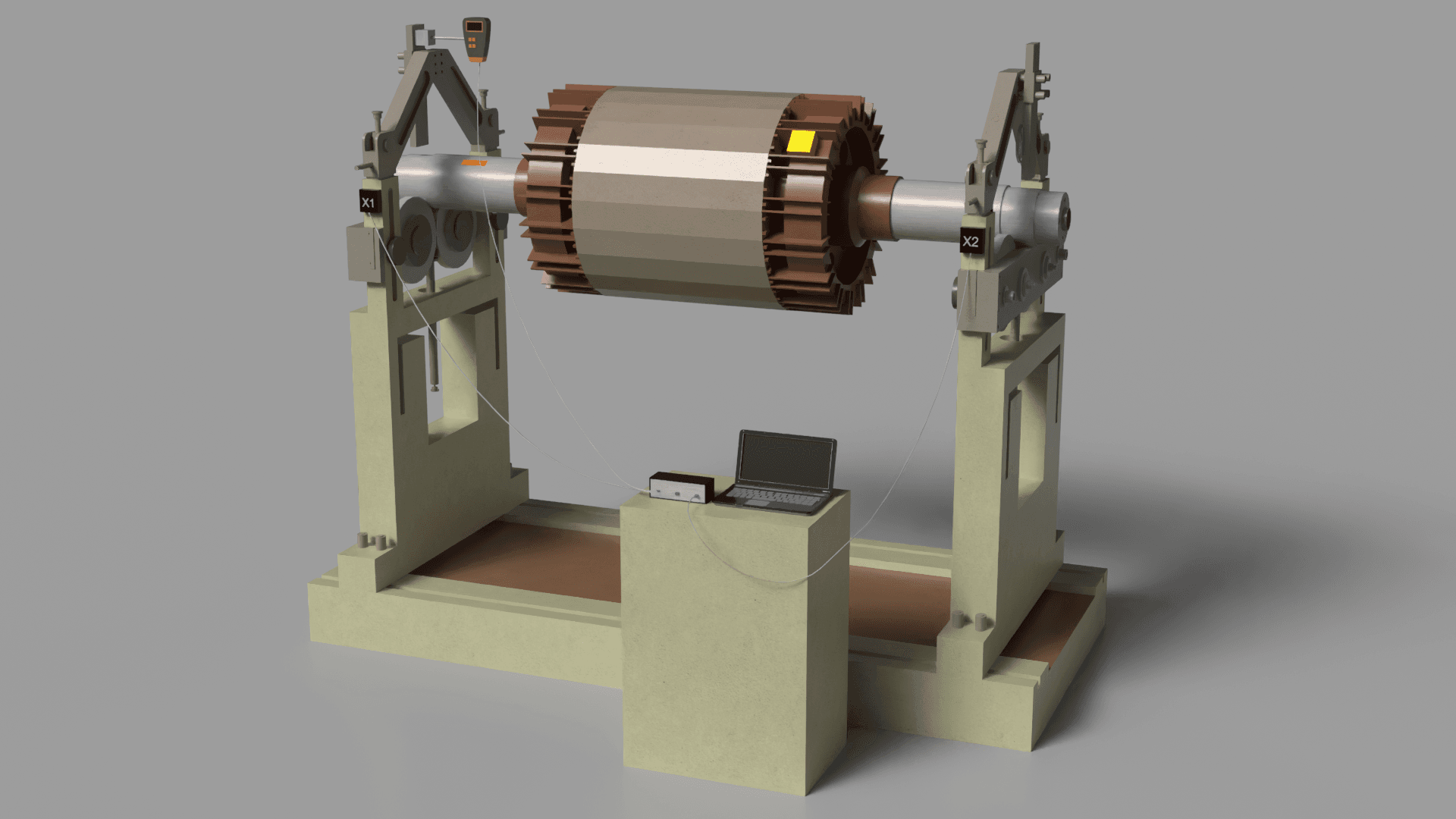
Feltdynamisk afbalancering er en af nøgleoperationerne inden for vibrationsjusteringsteknologi, der har til formål at forlænge levetiden for industrielt udstyr og forebygge nødsituationer. Brugen af bærbare instrumenter som Balanset-1A gør det muligt at udføre disse operationer direkte på driftsstedet, hvilket minimerer nedetid og omkostninger forbundet med demontering. En vellykket afbalancering kræver dog ikke kun evnen til at arbejde med instrumentet, men også en dyb forståelse af de fysiske processer, der ligger til grund for vibrationer, samt kendskab til de lovgivningsmæssige rammer, der styrer arbejdets kvalitet.
Metodologiprincippet er baseret på installation af prøvelodder og beregning af ubalancepåvirkningskoefficienter. Kort sagt måler instrumentet vibrationen (amplitude og fase) af en roterende rotor, hvorefter brugeren sekventielt tilføjer små prøvelodder i specifikke planer for at "kalibrere" indflydelsen af yderligere masse på vibration. Baseret på ændringer i vibrationsamplitude og -fase beregner instrumentet automatisk den nødvendige masse og installationsvinkel for korrektionslodder for at eliminere ubalance.
Denne tilgang implementerer den såkaldte tre-run metode Til afbalancering i to planer: indledende måling og to kørsler med prøvelodder (en i hvert plan). Til afbalancering i et plan er to kørsler normalt tilstrækkelige - uden lod og med en prøvelod. I moderne instrumenter udføres alle nødvendige beregninger automatisk, hvilket forenkler processen betydeligt og reducerer kravene til operatørkvalifikationer.
Afsnit 1.1: Ubalancens fysik: Dybdegående analyse
Kernen i enhver vibration i roterende udstyr ligger i ubalance eller ubalance. Ubalance er en tilstand, hvor rotorens masse er ujævnt fordelt i forhold til dens rotationsakse. Denne ujævne fordeling fører til forekomsten af centrifugalkræfter, som igen forårsager vibrationer i understøtninger og hele maskinstrukturen. Konsekvenserne af uadresseret ubalance kan være katastrofale: fra for tidligt slid og ødelæggelse af lejer til skader på fundamentet og selve maskinen. For effektiv diagnose og eliminering af ubalance er det nødvendigt at skelne tydeligt mellem dens typer.
Typer af ubalance

Statisk ubalance (enkeltplan): Denne type ubalance er karakteriseret ved forskydning af rotorens massemidtpunkt parallelt med rotationsaksen. I en statisk tilstand vil en sådan rotor, monteret på vandrette prismer, altid dreje med den tunge side nedad. Statisk ubalance er dominerende for tynde, skiveformede rotorer, hvor forholdet mellem længde og diameter (L/D) er mindre end 0,25, for eksempel slibeskiver eller smalle ventilatorhjul. Eliminering af statisk ubalance er mulig ved at installere en korrektionsvægt i et korrektionsplan, diametralt modsat det tunge punkt.
Par (øjeblik) ubalance: Denne type opstår, når rotorens hovedinertiakse skærer rotationsaksen i massemidtpunktet, men ikke er parallel med den. Parubalance kan repræsenteres som to ubalancerede masser af samme størrelse, men modsat rettede, placeret i forskellige planer. I en statisk tilstand er en sådan rotor i ligevægt, og ubalancen manifesterer sig kun under rotation i form af "rokken" eller "slingren". For at kompensere for dette kræves der installation af mindst to korrektionsvægte i to forskellige planer, hvilket skaber et kompenserende moment.

Dynamisk ubalance: Dette er den mest almindelige type ubalance under reelle forhold og repræsenterer en kombination af statiske og parvise ubalancer. I dette tilfælde falder rotorens primære centrale inertiakse ikke sammen med rotationsaksen og skærer den ikke i massemidtpunktet. For at eliminere dynamisk ubalance er massekorrektion i mindst to planer nødvendig. Tokanalsinstrumenter som Balanset-1A er designet specifikt til at løse dette problem.
Kvasistatisk ubalance: Dette er et særligt tilfælde af dynamisk ubalance, hvor hovedinertiaksen skærer rotationsaksen, men ikke i rotorens massemidtpunkt. Dette er en subtil, men vigtig sondring til diagnosticering af komplekse rotorsystemer.
Stive og fleksible rotorer: Afgørende forskel
Et af de grundlæggende begreber inden for afbalancering er sondringen mellem stive og fleksible rotorer. Denne sondring bestemmer selve muligheden og metodologien for vellykket afbalancering.
Stiv rotor: En rotor betragtes som stiv, hvis dens driftsrotationsfrekvens er betydeligt lavere end dens første kritiske frekvens, og den ikke undergår betydelige elastiske deformationer (udbøjninger) under påvirkning af centrifugalkræfter. Afbalancering af en sådan rotor udføres typisk med succes i to korrektionsplaner. Balanset-1A-instrumenter er primært designet til at arbejde med stive rotorer.
Fleksibel rotor: En rotor betragtes som fleksibel, hvis den opererer ved en rotationsfrekvens tæt på eller overstiger en af dens kritiske frekvenser. I dette tilfælde bliver den elastiske akseludbøjning sammenlignelig med tyngdepunktets forskydning og bidrager i sig selv væsentligt til den samlede vibration.
Forsøg på at afbalancere en fleksibel rotor ved hjælp af metoden for stive rotorer (i to planer) fører ofte til fiasko. Installation af korrektionsvægte kan kompensere for vibrationer ved lav, subresonant hastighed, men når driftshastigheden nås, og rotoren bøjer, kan disse samme vægte øge vibrationerne ved at excitere en af bøjningsvibrationstilstandene. Dette er en af hovedårsagerne til, at afbalancering "ikke virker", selvom alle handlinger med instrumentet udføres korrekt.
Før arbejdet påbegyndes, er det yderst vigtigt at klassificere rotoren ved at korrelere dens driftshastighed med kendte (eller beregnede) kritiske frekvenser. Hvis det er umuligt at omgå resonans, anbefales det midlertidigt at ændre enhedens monteringsforhold under afbalancering for at forskyde resonansen.
Afsnit 1.2: Reguleringsramme: ISO-standarder
Standarder inden for balancering udfører flere nøglefunktioner: de etablerer ensartet teknisk terminologi, definerer kvalitetskrav og, vigtigst af alt, fungerer som grundlag for et kompromis mellem teknisk nødvendighed og økonomisk gennemførlighed.
ISO 1940-1-2007 (ISO 1940-1): Kvalitetskrav til afbalancering af stive rotorer
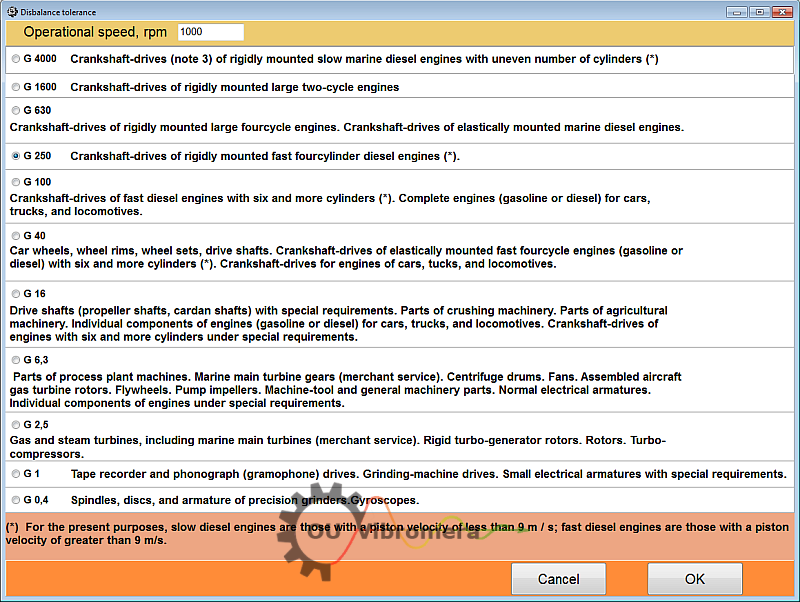
Denne standard er det grundlæggende dokument til bestemmelse af tilladt restubalance. Den introducerer konceptet for afbalanceringskvalitetsgrad (G), som afhænger af maskintypen og dens driftsrotationsfrekvens.
Kvalitetsklasse G: Hver type udstyr svarer til en specifik kvalitetsklasse, der forbliver konstant uanset rotationshastighed. For eksempel anbefales klasse G6.3 til knusere og G2.5 til elmotorarmaturer og turbiner.
Beregning af tilladt restubalance (Uom): Standarden tillader beregning af en specifik tilladt ubalanceværdi, der fungerer som en målindikator under afbalancering. Beregningen udføres i to trin:
- Bestemmelse af tilladt specifik ubalance (f.eks.om) ved hjælp af formlen:
e pr. = (G × 9549) / n
hvor G er afbalanceringskvalitetsgraden (f.eks. 2,5), n er driftsrotationsfrekvensen, rpm. Måleenheden for eom er g·mm/kg eller μm. - Bestemmelse af tilladt restubalance (Uom) for hele rotoren:
U pr. = e pr. × M
hvor M er rotormassen i kg. Måleenheden for Uom er g·mm.
Eksempel: For en elektrisk motorrotor med en masse på 5 kg, der arbejder ved 3000 o/min med kvalitetsklasse G2.5:
eom = (2,5 × 9549) / 3000 ≈ 7,96 μm
Uom = 7,96 × 5 = 39,8 g·mm
Det betyder, at den resterende ubalance efter afbalancering ikke bør overstige 39,8 g·mm.
ISO 20806-2007 (ISO 20806): Balancering på plads
Denne standard regulerer direkte feltbalanceringsprocessen.
Fordele: Den største fordel ved at afbalancere på stedet er, at rotoren er afbalanceret under reelle driftsforhold, på dens understøtninger og under driftsbelastning. Dette tager automatisk højde for understøtningssystemets dynamiske egenskaber og indflydelsen fra tilsluttede akseltogkomponenter.
Ulemper og begrænsninger:
- Begrænset adgang: Det er ofte vanskeligt at få adgang til korrektionsplaner på en samlet maskine, hvilket begrænser mulighederne for vægtmontering.
- Behov for prøvekørsler: Afbalanceringsprocessen kræver flere "start-stop"-cyklusser af maskinen.
- Vanskeligheder med alvorlig ubalance: I tilfælde af meget stor initial ubalance kan begrænsninger i planvalg og korrigerende vægtmasse muligvis ikke tillade at opnå den nødvendige afbalanceringskvalitet.
Del II: Praktisk guide til afbalancering med Balanset-1A instrumenter
En vellykket afbalancering afhænger af grundigheden af det forberedende arbejde. De fleste fejl er ikke relateret til instrumentfejl, men til at ignorere faktorer, der påvirker målingens repeterbarhed. Hovedprincippet for forberedelse er at udelukke alle andre mulige vibrationskilder, så instrumentet kun måler effekten af ubalance.
Afsnit 2.1: Fundamentet for succes: Diagnostik før afbalancering og maskinforberedelse
Trin 1: Primær vibrationsdiagnostik (Er der virkelig ubalance?)
Før afbalancering er det nyttigt at udføre en indledende vibrationsmåling i vibrometertilstand. Balanset-1A-softwaren har en "Vibrationsmåler"-tilstand (F5-knap), hvor du kan måle den samlede vibration og komponenten separat ved rotationsfrekvens (1×), før du monterer vægte.
Klassisk ubalancetegn: Vibrationsspektret bør domineres af en top ved rotorens rotationsfrekvens (top ved 1x omdrejningsfrekvensen). Amplituden af denne komponent i horisontal og vertikal retning bør være sammenlignelig, og amplituden af andre harmoniske bør være betydeligt lavere.
Tegn på andre defekter: Hvis spektret indeholder betydelige toppe ved andre frekvenser (f.eks. 2x, 3x RPM) eller ved ikke-multiple frekvenser, indikerer dette tilstedeværelsen af andre problemer, der skal elimineres før balancering.
Trin 2: Omfattende mekanisk inspektion (tjekliste)
- Rotor: Rengør grundigt alle rotoroverflader for snavs, rust og fastsiddende produkter. Selv en lille mængde snavs i en stor radius skaber betydelig ubalance. Kontroller, om der er ødelagte eller manglende elementer.
- Lejer: Kontroller lejeaggregaterne for for meget slør, uvedkommende støj og overophedning. Slidte lejer giver ikke mulighed for stabile aflæsninger.
- Fundament og ramme: Sørg for, at enheden er installeret på et stift fundament. Kontroller fastspænding af ankerbolte og at der ikke er revner i rammen.
- Køre: For remdrev, kontroller remspænding og tilstand. For koblingsforbindelser - akseljustering.
- Sikkerhed: Sørg for tilstedeværelsen og funktionsdygtigheden af alle beskyttelsesanordninger.
Afsnit 2.2: Instrumentopsætning og -konfiguration
Hardwareinstallation
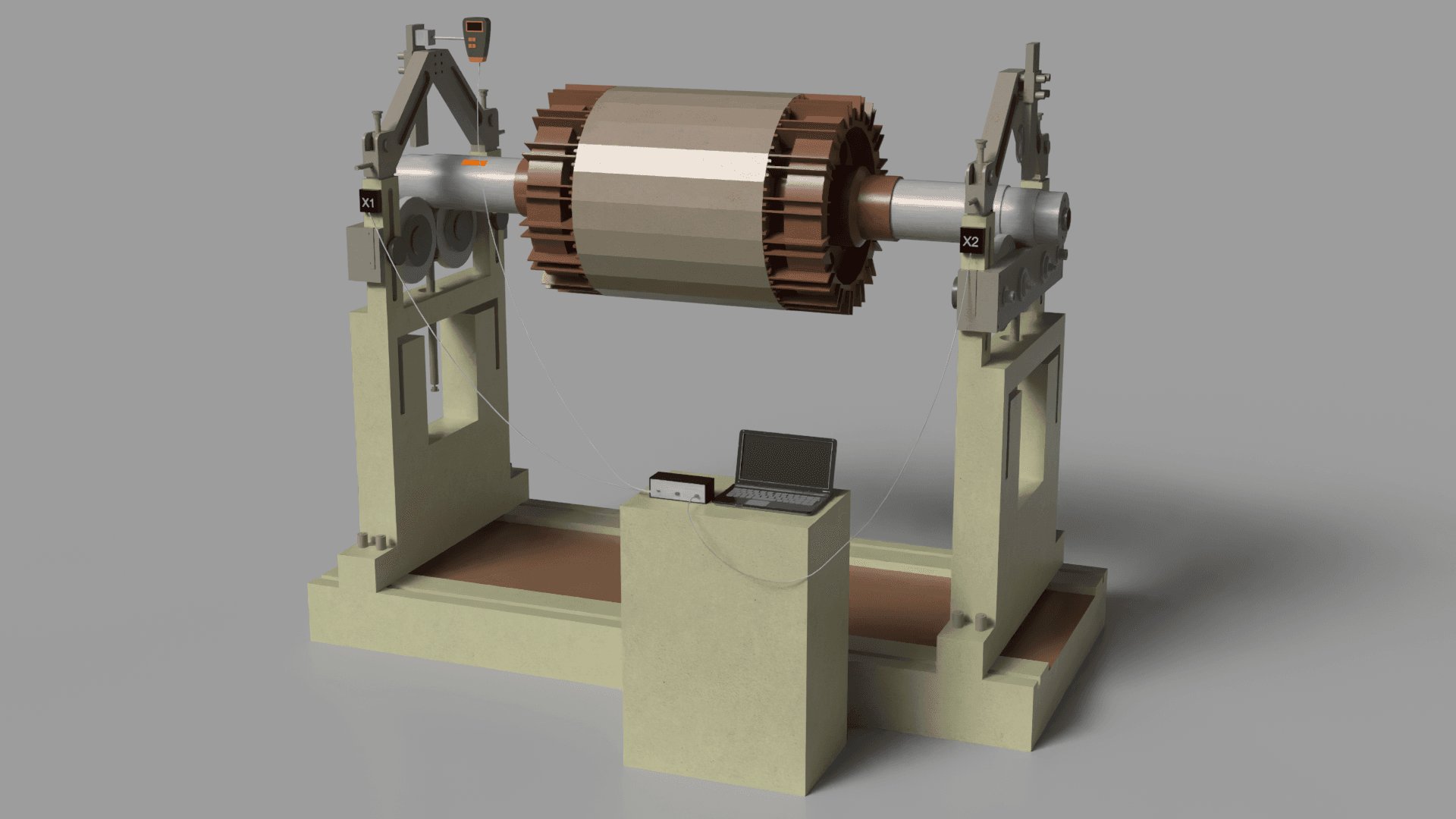
Vibrationssensorer (accelerometre):
- Tilslut sensorkablerne til de tilsvarende instrumentstik (f.eks. X1 og X2 for Balanset-1A).
- Installer sensorer på lejehuse så tæt på rotoren som muligt.
- Nøglepraksis: For at opnå maksimalt signal skal sensorer installeres i den retning, hvor vibrationerne er maksimale. Brug en kraftig magnetisk base eller gevindbeslag for at sikre stabil kontakt.
Fasesensor (laser-tachometer):
- Tilslut sensoren til den specielle indgang (X3 for Balanset-1A).
- Fastgør et lille stykke reflekterende tape til akslen eller en anden roterende del af rotoren.
- Installer omdrejningstælleren, så laserstrålen rammer mærket stabilt under hele omdrejningen.
Softwarekonfiguration (Balanset-1A)
- Start softwaren (som administrator) og tilslut USB-interfacemodulet.
- Gå til afbalanceringsmodulet. Opret en ny post for den enhed, der skal afbalanceres.
- Vælg afbalanceringstype: 1-plan (statisk) til smalle rotorer eller 2-plan (dynamisk) til de fleste andre tilfælde.
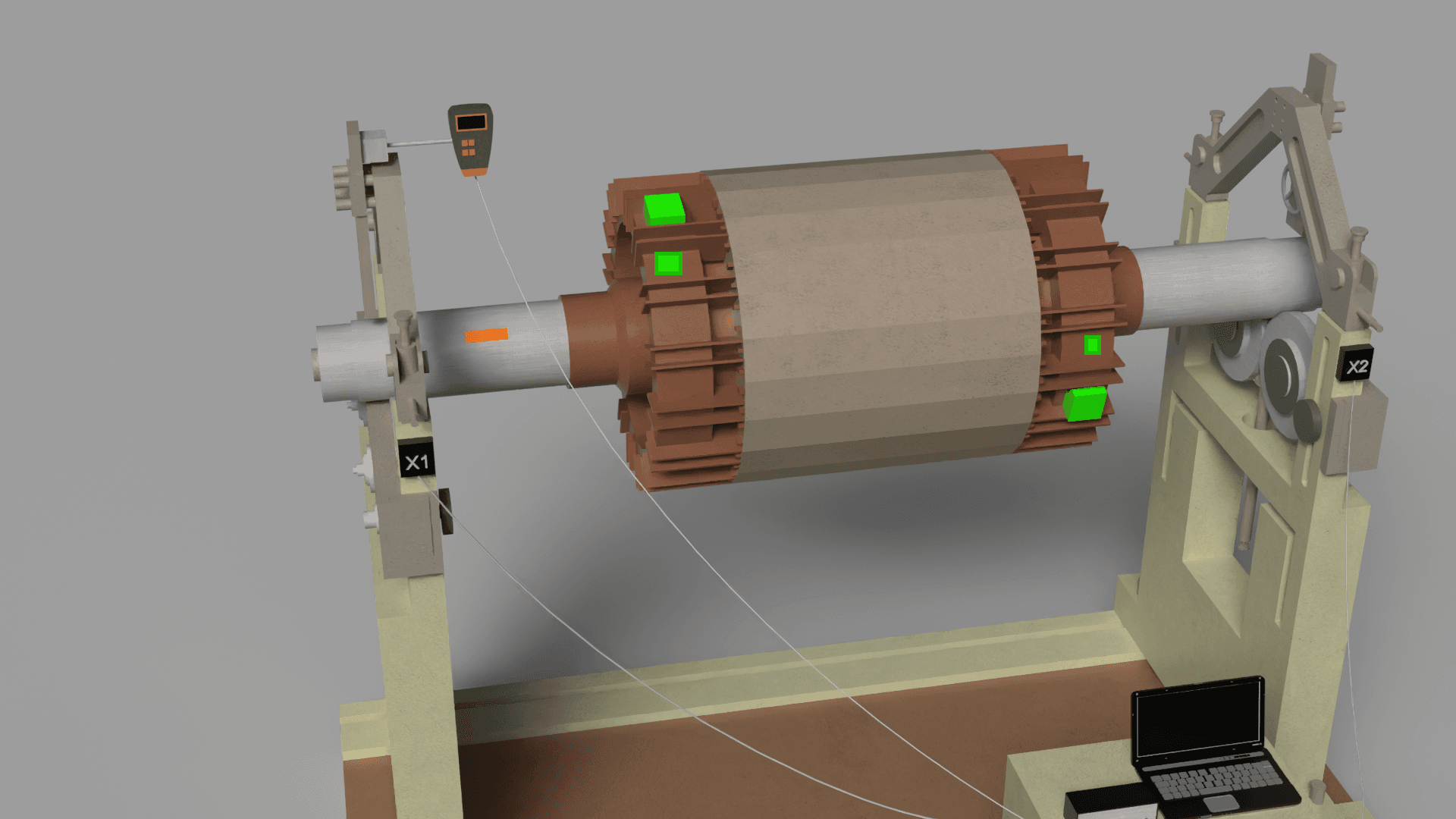
- Definer korrektionsplaner: vælg steder på rotoren, hvor korrektionsvægte sikkert kan installeres.
Afsnit 2.3: Afbalanceringsprocedure: Trin-for-trin vejledning
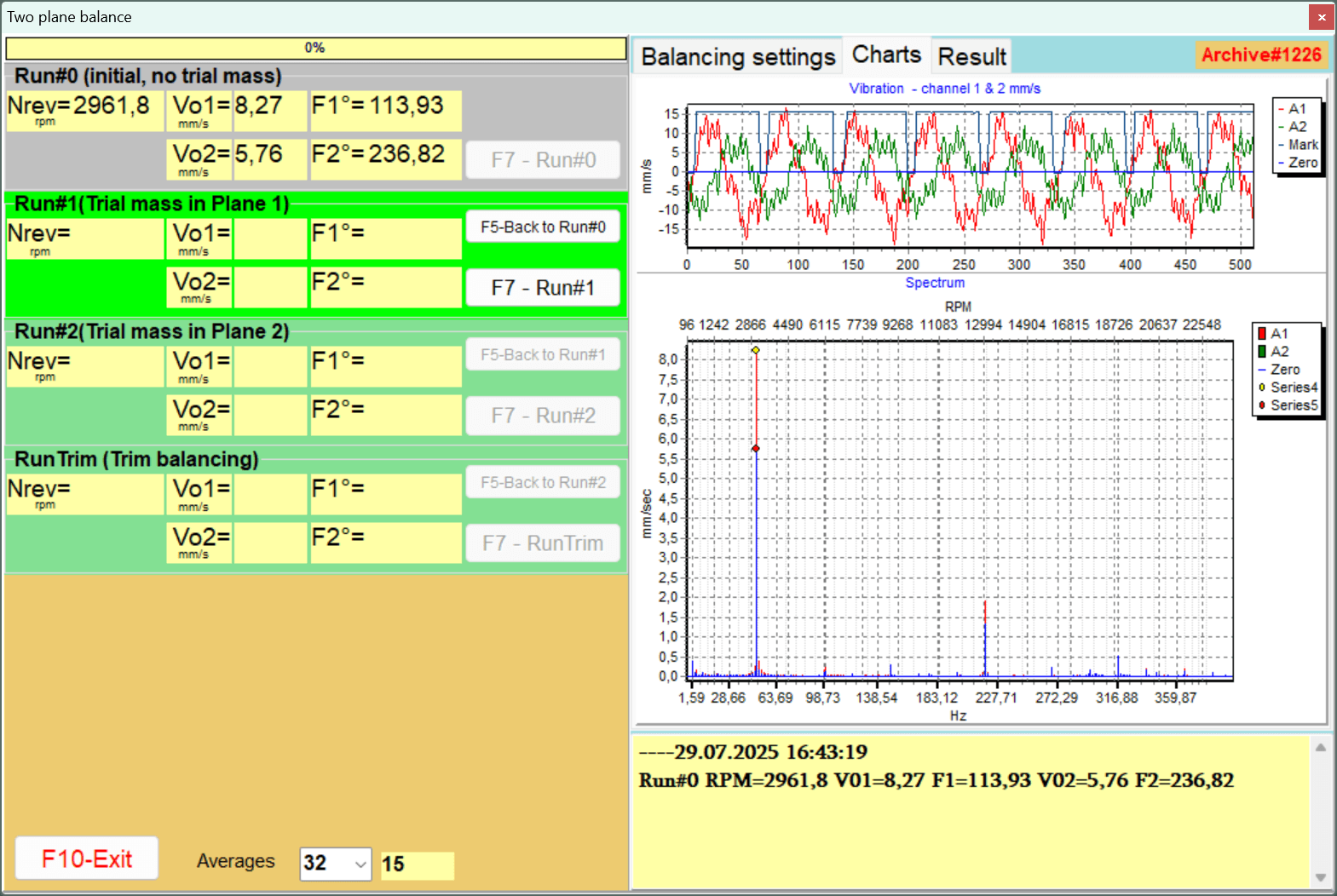
Kørsel 0: Indledende måling
- Start maskinen, og bring den til en stabil driftshastighed. Det er yderst vigtigt, at rotationshastigheden er den samme i alle efterfølgende kørsel.
- Start målingen i programmet. Instrumentet vil registrere den indledende vibrationsamplitude og faseværdier.
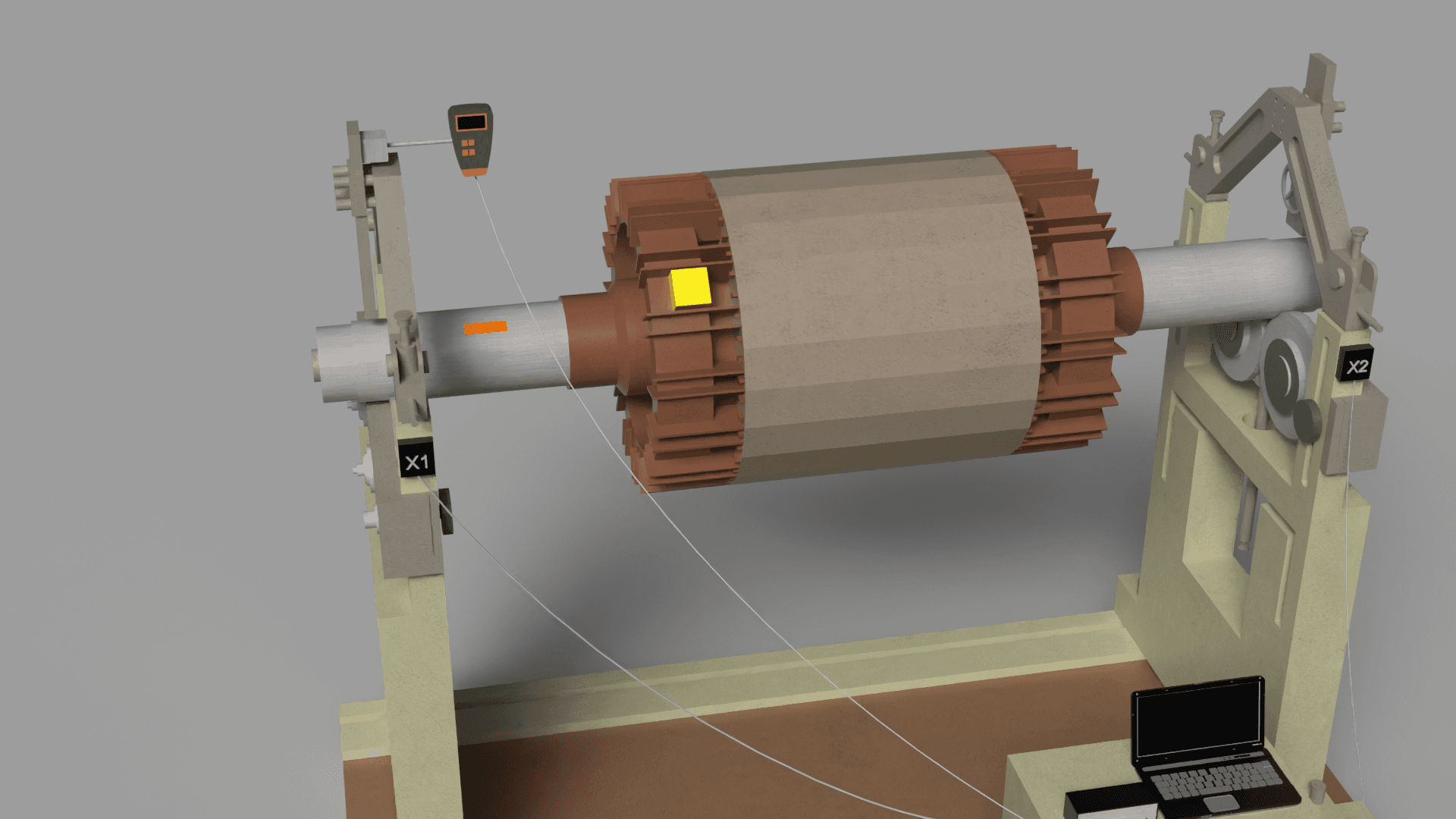
Kørsel 1: Prøvevægt i plan 1
- Stop maskinen.
- Valg af prøvevægt: Prøvevægtens masse skal være tilstrækkelig til at forårsage en mærkbar ændring i vibrationsparametrene (amplitudeændring på mindst 20-30°C ELLER faseændring på mindst 20-30°C).
- Montering af prøvevægt: Fastgør den vejede prøvevægt sikkert ved en kendt radius i plan 1. Registrer vinkelpositionen.
- Start maskinen med samme stabile hastighed.
- Udfør den anden måling.
- Stop maskinen, og FJERN prøvevægten.
Kørsel 2: Prøvevægt i plan 2 (til 2-plans afbalancering)
- Gentag præcis samme procedure som fra trin 2, men monter prøvevægten i plan 2.
- Start, mål, stop og FJERN prøvevægten.
Beregning og montering af korrektionsvægte
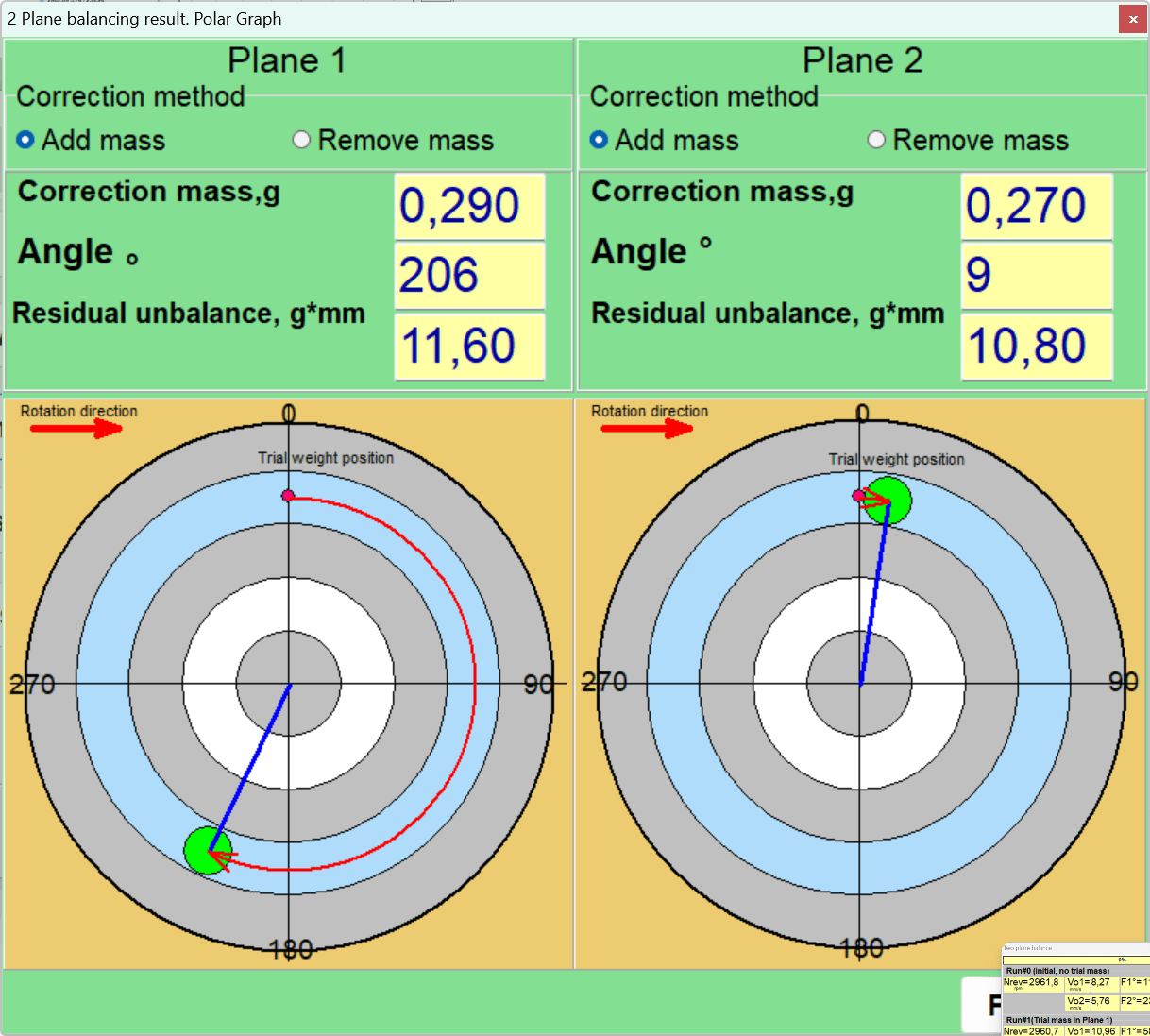
- Baseret på vektorændringer registreret under prøvekørsler, beregner programmet automatisk massen og installationsvinklen for den korrektive vægt for hvert plan.
- Installationsvinklen måles normalt fra prøvevægtens placering i rotorens rotationsretning.
- Fastgør permanente korrektionsvægte sikkert. Husk, at selve svejsningen også har masse, når du bruger svejsning.
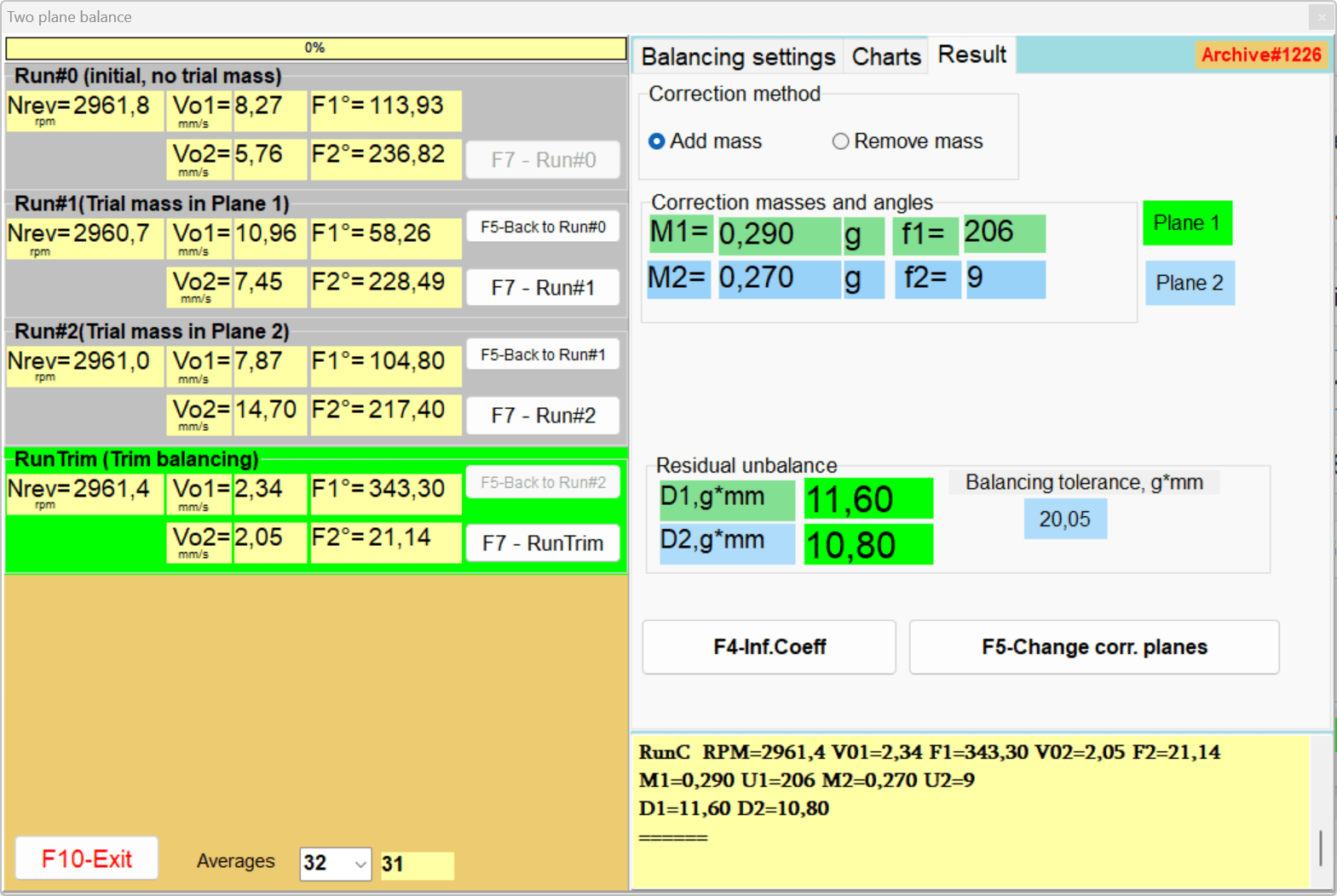
Kørsel 3: Verifikationsmåling og finbalancering
- Start maskinen igen.
- Udfør en kontrolmåling for at vurdere niveauet af restvibrationer.
- Sammenlign den opnåede værdi med den tolerance, der er beregnet i henhold til ISO 1940-1.
- Hvis vibrationen stadig overstiger tolerancen, beregner instrumentet en lille "fin" (trim) korrektion.
- Gem rapporten og påvirkningskoefficienterne til eventuel senere brug, når du er færdig.
Del III: Avanceret problemløsning og fejlfinding
Dette afsnit er dedikeret til de mest komplekse aspekter af feltbalancering - situationer hvor standardproceduren ikke giver resultater.
Sikkerhedsforanstaltninger
Forebyggelse af utilsigtet start (Lockout/Tagout): Før arbejdet påbegyndes, skal rotordrevet afbrydes og strømmen er afbrudt. Der er ophængt advarselsskilte på startanordningerne, så ingen kan starte maskinen ved et uheld.
Personligt beskyttelsesudstyr: Sikkerhedsbriller eller ansigtsskærm er obligatorisk. Tøjet skal være tætsiddende uden løse kanter. Langt hår skal være gemt under en hovedbeklædning.
Farezone omkring maskinen: Begræns uautoriserede personers adgang til afbalanceringszonen. Under testkørsler installeres afspærringer eller advarselsbånd omkring enheden. Farezonens radius er mindst 3-5 meter.
Pålidelig vægtfastgørelse: Vær særlig opmærksom på, hvordan du fastgør prøvelodder eller permanente korrektionslodder. Et udkastet lod bliver et farligt projektil.
Elektrisk sikkerhed: Overhold generelle elektriske sikkerhedsforanstaltninger - brug en brugbar jordet stikkontakt, og træk ikke kabler gennem våde eller varme områder.
Afsnit 3.1: Diagnose og overvindelse af måleinstabilitet
Symptom: Under gentagne målinger under identiske forhold ændrer amplitude- og/eller faseaflæsninger sig betydeligt ("float", "jump"). Dette gør korrektionsberegning umulig.
Grundårsag: Instrumentet fungerer ikke som det skal. Det rapporterer nøjagtigt, at systemets vibrationsrespons er ustabil og uforudsigelig.
Systematisk diagnostisk algoritme:
- Mekanisk løshed: Dette er den hyppigste årsag. Kontroller tilspændingen af lejehusets monteringsbolte og rammens ankerbolte. Kontroller for revner i fundament eller ramme.
- Lejefejl: For stort indvendigt spillerum i rullelejer eller slid på lejeskålen gør det muligt for akslen at bevæge sig kaotisk inde i lejet.
- Procesrelateret ustabilitet:
- Aerodynamisk (ventilatorer): Turbulent luftstrøm, strømningsadskillelse fra vinger kan forårsage tilfældige krafteffekter.
- Hydraulik (pumper): Kavitation skaber kraftige, tilfældige hydrauliske stød, der maskerer det periodiske signal fra ubalance.
- Intern massebevægelse (knusere, møller): Materiale kan omfordeles inde i rotoren og fungere som "mobil ubalance".
- Resonans: Hvis driftshastigheden er meget tæt på konstruktionens naturlige frekvens, forårsager selv små hastighedsvariationer store ændringer i vibrationsamplitude og -fase.
- Termiske effekter: Når maskinen varmes op, kan termisk udvidelse forårsage akselbøjning eller ændringer i justeringen.
Afsnit 3.2: Når balancering ikke hjælper: Identificering af rodfejl
Symptom: Afbalanceringsproceduren er udført, aflæsningerne er stabile, men den endelige vibration forbliver høj.
Brug af spektrumanalysator til differentialdiagnose:
- Forskydning af akslen: Hovedtegn - høj vibrationstopp ved 2x omdr./min. frekvens. Høj aksial vibration er karakteristisk.
- Defekter i rullelejer: Manifesterer sig som højfrekvente vibrationer ved karakteristiske "lejefrekvenser" (BPFO, BPFI, BSF, FTF).
- Skaftbøjle: Manifesterer sig som en høj peak ved 1x omdr./min., men ofte ledsaget af en mærkbar komponent ved 2x omdr./min.
- Elektriske problemer (elmotorer): Magnetisk feltasymmetri kan forårsage vibrationer ved dobbelt så høj forsyningsfrekvens (100 Hz for 50 Hz-netværk).
Almindelige afbalanceringsfejl og tips til forebyggelse
- Afbalancering af en defekt eller snavset rotor: Kontrollér altid mekanismens tilstand før afbalancering.
- Prøvevægt for lille: Sigt efter 20-30% vibrationsændringsreglen.
- Manglende overholdelse af regimekonstans: Oprethold altid en stabil og identisk rotationshastighed under alle målinger.
- Fase- og markeringsfejl: Overvåg nøje vinkelbestemmelsen. Den korrektive vægtvinkel måles normalt fra prøvevægtens position i rotationsretningen.
- Forkert fastgørelse eller vægttab: Følg metoden nøje - hvis det kræver fjernelse af prøvevægten, så fjern den.
Balancering af kvalitetsstandarder
| Kvalitetsklasse G | Tilladt specifik ubalance eom (mm/s) | Rotortyper (eksempler) |
|---|---|---|
| G4000 | 4000 | Fast monterede krumtapaksler på langsomme marine dieselmotorer |
| G16 | 16 | Krumtapaksler på store totaktsmotorer |
| G6.3 | 6.3 | Pumperotorer, ventilatorhjul, elmotorankere, knuserrotorer |
| G2.5 | 2.5 | Gas- og dampturbinrotorer, turbokompressorer, maskindrev |
| G1 | 1 | Slibemaskinedrev, spindler |
| G0.4 | 0.4 | Spindler, gyroskoper til præcisionsslibemaskiner |
| Fejltype | Dominerende spektrumfrekvens | Faseegenskab | Andre symptomer |
|---|---|---|---|
| Ubalance | 1x omdrejninger i minuttet | Stabil | Radial vibration dominerer |
| Forskydning af aksel | 1x, 2x, 3x omdrejninger i minuttet | Kan være ustabil | Høj aksial vibration - nøglesignal |
| Mekanisk løshed | 1x, 2x og flere harmoniske | Ustabil, "hoppende" | Visuelt mærkbar bevægelse |
| Defekt rulleleje | Høje frekvenser (BPFO, BPFI osv.) | Ikke synkroniseret med omdrejningstallet | Uvedkommende støj, forhøjet temperatur |
| Resonans | Driftshastigheden falder sammen med den naturlige frekvens | Faseændringer 180° ved passage gennem resonans | Vibrationsamplituden stiger kraftigt ved en specifik hastighed |
Del IV: Ofte stillede spørgsmål og applikationsnoter
Afsnit 4.1: Generelle ofte stillede spørgsmål (FAQ)
Hvornår skal man bruge 1-plans og hvornår 2-plans balancering?
Brug 1-plans (statisk) afbalancering til smalle, skiveformede rotorer (L/D-forhold < 0,25). Brug 2-plans (dynamisk) afbalancering til stort set alle andre rotorer, især med L/D > 0.25.
Hvad skal man gøre, hvis prøvevægten forårsager en farlig vibrationsforøgelse?
Stop maskinen øjeblikkeligt. Det betyder, at prøveloddet blev installeret tæt på det eksisterende tunge punkt. Løsningen: Flyt prøveloddet 180 grader fra dets oprindelige position.
Kan gemte indflydelseskoefficienter bruges til en anden maskine?
Ja, men kun hvis den anden maskine er fuldstændig identisk - samme model, samme rotor, samme fundament, samme lejer. Enhver ændring i strukturel stivhed vil gøre dem ugyldige.
Hvordan tager man højde for kilespor? (ISO 8821)
Standardpraksis er at bruge en "halv pasnøgle" i akselnoten, når der afbalanceres uden modstykket. Dette kompenserer for massen af den del af pasnøglen, der udfylder sporet på akslen.
| Symptom | Sandsynlige årsager | Anbefalede handlinger |
|---|---|---|
| Ustabile/"flydende" aflæsninger | Mekanisk løshed, lejeslid, resonans, procesustabilitet, ekstern vibration | Spænd alle bolteforbindelser, kontroller lejeslør, udfør friløbstest, stabiliser driftsregimet |
| Kan ikke opnå tolerance efter flere cyklusser | Forkerte påvirkningskoefficienter, rotoren er fleksibel, tilstedeværelse af skjult defekt (forskydning) | Gentag prøvekørslen med korrekt valgt vægt, kontroller om rotoren er fleksibel, brug FFT til at søge efter andre defekter |
| Vibration normal efter afbalancering, men vender hurtigt tilbage | Korrigerende vægtudkastning, produktophobning på rotoren, termiske deformationer | Brug mere pålidelig vægttilbehør (svejsning), implementer regelmæssig rotorrengøringsplan |
Afsnit 4.2: Afbalanceringsvejledning for specifikke udstyrstyper
Industrielle ventilatorer og røgudsugere:
- Problem: Mest modtagelig for ubalance på grund af produktophobning på knive eller slibende slid.
- Fremgangsmåde: Rengør altid impelleren grundigt inden arbejdet påbegyndes. Vær opmærksom på aerodynamiske kræfter, der kan forårsage ustabilitet.
Pumper:
- Problem: Hovedfjende - kavitation.
- Fremgangsmåde: Før afbalancering skal der sikres tilstrækkelig kavitationsmargen ved indløbet (NPSHa). Kontroller, at sugeledningen ikke er tilstoppet.
Knusere, kværne og mulchmaskiner:
- Problem: Ekstremt slid, mulighed for store ubalanceændringer på grund af hammerbrud eller slitage.
- Fremgangsmåde: Kontroller arbejdselementernes integritet og fastgørelse. Yderligere forankring af maskinrammen kan være nødvendig.
Elektriske motorankere:
- Problem: Kan have både mekaniske og elektriske vibrationskilder.
- Fremgangsmåde: Brug en spektrumanalysator til at kontrollere for vibrationer ved dobbelt så høj forsyningsfrekvens. Tilstedeværelsen af vibrationer indikerer en elektrisk fejl, ikke ubalance.
Konklusion
Dynamisk afbalancering af rotorer på plads ved hjælp af bærbare instrumenter som Balanset-1A er et effektivt værktøj til at øge pålideligheden og effektiviteten af industrielt udstyrs drift. Succesen med denne procedure afhænger dog ikke så meget af selve instrumentet som af specialistkvalifikationer og evne til at anvende en systematisk tilgang.
Nøgleprincipper:
- Forberedelse bestemmer resultatet: Grundig rengøring af rotor, kontrol af lejer og fundament samt indledende vibrationsdiagnostik er obligatoriske betingelser for vellykket afbalancering.
- Overholdelse af standarder er grundlaget for kvalitet: Anvendelse af ISO 1940-1 omdanner subjektiv vurdering til objektive, målbare og juridisk signifikante resultater.
- Instrumentet er ikke kun en balancer, men også et diagnostisk værktøj: Manglende evne til at balancere eller ustabilitet i læseevnen er vigtige diagnostiske tegn, der indikerer mere alvorlige problemer.
- Forståelse af procesfysik er nøglen til at løse ikke-standardiserede opgaver: Kendskab til forskellene mellem stive og fleksible rotorer og forståelse af resonanspåvirkning gør det muligt for specialister at træffe korrekte beslutninger.
Ved at følge anbefalingerne i denne vejledning kan tekniske specialister ikke blot håndtere typiske opgaver med succes, men også effektivt diagnosticere og løse komplekse, ikke-trivielle problemer med vibrationer i roterende udstyr.
