Välja dünaamiline tasakaalustamine
I osa: Dünaamilise tasakaalustamise teoreetilised ja regulatiivsed alused
Dünaamiline tasakaalustamine on vibratsiooni reguleerimise tehnoloogias üks võtmetoiminguid, mille eesmärk on pikendada tööstusseadmete kasutusiga ja vältida hädaolukordi. Kaasaskantavate instrumentide, näiteks Balanset-1A, kasutamine võimaldab neid toiminguid teha otse tööplatsil, minimeerides seisakuid ja demonteerimisega seotud kulusid. Edukas tasakaalustamine nõuab aga lisaks instrumendiga töötamise oskusele ka vibratsiooni aluseks olevate füüsikaliste protsesside sügavat mõistmist ning töö kvaliteeti reguleeriva regulatiivse raamistiku tundmist.
Metoodika põhimõte põhineb katseraskuste paigaldamisel ja tasakaalustamatuse mõjukoefitsientide arvutamisel. Lihtsamalt öeldes mõõdab seade pöörleva rootori vibratsiooni (amplituudi ja faasi), mille järel kasutaja lisab järjestikku kindlates tasapindades väikeseid katseraskusi, et "kalibreerida" lisamassi mõju vibratsioonile. Vibratsiooni amplituudi ja faasi muutuste põhjal arvutab seade automaatselt vajaliku korrigeerivate raskuste massi ja paigaldusnurga tasakaalustamatuse kõrvaldamiseks.
See lähenemisviis rakendab nn. kolmekäiguline meetod Kahe tasapinna tasakaalustamiseks: esialgne mõõtmine ja kaks katsetusvihtidega (üks kummalgi tasapinnal). Ühe tasapinna tasakaalustamiseks piisab tavaliselt kahest katsetusest – ilma raskuseta ja ühe katsetusvihtiga. Kaasaegsetes instrumentides tehakse kõik vajalikud arvutused automaatselt, mis lihtsustab protsessi oluliselt ja vähendab operaatori kvalifikatsiooninõudeid.
Jaotis 1.1: Tasakaalutuse füüsika: põhjalik analüüs
Pöörlevate seadmete vibratsiooni keskmes on tasakaalutus ehk tasakaalutus. Tasakaalutus on seisund, kus rootori mass on pöörlemistelje suhtes ebaühtlaselt jaotunud. See ebaühtlane jaotus põhjustab tsentrifugaaljõudude teket, mis omakorda põhjustavad tugede ja kogu masina konstruktsiooni vibratsiooni. Kõrvaldamata tasakaalustamatuse tagajärjed võivad olla katastroofilised: alates laagrite enneaegsest kulumisest ja hävimisest kuni vundamendi ja masina enda kahjustumiseni. Tasakaalustamatuse tõhusaks diagnoosimiseks ja kõrvaldamiseks on vaja selgelt eristada selle tüüpe.
Tasakaalustamatuse tüübid

Staatiline tasakaalustamatus (ühe tasapinnaga): Seda tüüpi tasakaalustamatust iseloomustab rootori massikeskme nihkumine paralleelselt pöörlemisteljega. Staatilises olekus pöörleb selline horisontaalprismadele paigaldatud rootor alati raskema küljega allapoole. Staatiline tasakaalustamatus on domineeriv õhukeste kettakujuliste rootorite puhul, mille pikkuse ja läbimõõdu suhe (L/D) on väiksem kui 0,25, näiteks lihvketaste või kitsaste ventilaatori tiivikute puhul. Staatilise tasakaalustamatuse kõrvaldamiseks on võimalik paigaldada üks korrigeeriv raskus ühte korrigeerivasse tasapinda, mis on diametraalselt vastas raskele punktile.
Paari (hetke) tasakaalutus: See tüüp tekib siis, kui rootori inertsitelg lõikub pöörlemisteljega massikeskmes, kuid ei ole sellega paralleelne. Paari tasakaalustamatust saab esitada kahe võrdse suurusega, kuid vastassuunas tasakaalustamata massina, mis asuvad eri tasapindadel. Staatilises olekus on selline rootor tasakaalus ja tasakaalustamatus avaldub ainult pöörlemise ajal "kiikuva" või "võnkuva" kujul. Selle kompenseerimiseks on vaja paigaldada vähemalt kaks korrigeerivat raskust kahele erinevale tasapinnale, mis loovad kompenseeriva momendi.

Dünaamiline tasakaalustamatus: See on reaalsetes tingimustes kõige levinum tasakaalustamatuse tüüp, mis esindab staatilise ja paarisbalansseerimise kombinatsiooni. Sellisel juhul ei lange rootori peamine inertsitelg kokku pöörlemisteljega ega lõika seda massikeskmes. Dünaamilise tasakaalustamatuse kõrvaldamiseks on vajalik massi korrigeerimine vähemalt kahes tasapinnas. Kahekanalilised instrumendid, näiteks Balanset-1A, on spetsiaalselt loodud selle probleemi lahendamiseks.
Kvaasistaatiline tasakaalustamatus: See on dünaamilise tasakaalustamatuse erijuhtum, kus inertsi peatelg lõikub pöörlemisteljega, kuid mitte rootori massikeskmes. See on peen, kuid oluline erinevus keerukate rootorisüsteemide diagnoosimisel.
Jäigad ja painduvad rootorid: kriitiline erinevus
Üks tasakaalustamise põhimõisteid on jäikade ja painduvate rootorite eristamine. See eristamine määrab eduka tasakaalustamise võimalikkuse ja metoodika.
Jäik rootor: Rootorit peetakse jäigaks, kui selle tööpöörlemissagedus on oluliselt madalam kui esimene kriitiline sagedus ja see ei läbi tsentrifugaaljõudude mõjul olulisi elastseid deformatsioone (läbipaindeid). Sellise rootori tasakaalustamine toimub tavaliselt edukalt kahes korrektsioonitasandis. Balanset-1A instrumendid on mõeldud peamiselt jäikade rootoritega töötamiseks.
Paindlik rootor: Rootorit peetakse painduvaks, kui selle pöörlemissagedus on lähedal ühele oma kriitilisest sagedusest või ületab seda. Sellisel juhul muutub elastse võlli läbipaine võrreldavaks massikeskme nihkega ja aitab ise oluliselt kaasa üldisele vibratsioonile.
Jäikade rootorite metoodika abil painduva rootori tasakaalustamine (kahes tasapinnas) viib sageli ebaõnnestumiseni. Korrigeerivate raskuste paigaldamine võib küll madalal, subresonantskiirusel vibratsiooni kompenseerida, kuid töökiiruse saavutamisel, kui rootor paindub, võivad samad raskused vibratsiooni suurendada, ergastades ühte painutusvibratsiooni režiimidest. See on üks peamisi põhjuseid, miks tasakaalustamine "ei tööta", kuigi kõik toimingud instrumendiga tehakse õigesti.
Enne töö alustamist on äärmiselt oluline rootor klassifitseerida, korreleerides selle töökiirust teadaolevate (või arvutatud) kriitiliste sagedustega. Kui resonantsi ei ole võimalik mööda hiilida, on soovitatav tasakaalustamise ajal seadme paigaldustingimusi ajutiselt muuta, et resonantsi nihutada.
Jaotis 1.2: Regulatiivne raamistik: ISO standardid
Tasakaalustamise valdkonna standarditel on mitu põhifunktsiooni: need kehtestavad ühtse tehnilise terminoloogia, määratlevad kvaliteedinõuded ja, mis oluline, on aluseks kompromissile tehnilise vajaduse ja majandusliku teostatavuse vahel.
ISO 1940-1-2007 (ISO 1940-1): Jäikade rootorite tasakaalustamise kvaliteedinõuded
See standard on lubatud jääktasakaalustamatuse määramise alusdokument. See tutvustab tasakaalustuskvaliteediklassi (G) kontseptsiooni, mis sõltub masina tüübist ja selle tööpöörlemissagedusest.
Kvaliteediklass G: Igale seadmetüübile vastab kindel kvaliteediklass, mis jääb pöörlemiskiirusest olenemata konstantseks. Näiteks purustitele on soovitatav klass G6.3 ja elektrimootorite armatuuridele ja turbiinidele G2.5.
Lubatud jääktasakaalustamatuse (U) arvutamineiga): Standard lubab arvutada konkreetse lubatud tasakaalustamatuse väärtuse, mis toimib tasakaalustamise ajal sihtindikaatorina. Arvutus tehakse kahes etapis:
- Lubatud eritasakaalustamatuse (e) määramineiga) kasutades valemit:
e kohta = (G × 9549) / n
kus G on tasakaalustuskvaliteedi aste (nt 2,5), n on tööpöörlemissagedus, p/min. Mõõtühik eiga on g·mm/kg või μm. - Lubatud jääktasakaalustamatuse (U) määramineiga) kogu rootori jaoks:
U kohta = e kohta × M kohta
kus M on rootori mass, kg. U mõõtühikiga on g·mm.
Näide: 5 kg massiga elektrimootori rootori puhul, mis töötab kiirusel 3000 p/min ja mille kvaliteediklass on G2.5:
eiga = (2,5 × 9549) / 3000 ≈ 7,96 μm
Uiga = 7,96 × 5 = 39,8 g·mm
See tähendab, et pärast tasakaalustamist ei tohiks jääktasakaalustamatus ületada 39,8 g·mm.
ISO 20806-2007 (ISO 20806): Kohapealne tasakaalustamine
See standard reguleerib otseselt välja tasakaalustamise protsessi.
Eelised: Kohapeal tasakaalustamise peamine eelis on see, et rootor on tasakaalustatud reaalsetes töötingimustes, oma tugedel ja töökoormuse all. See arvestab automaatselt tugisüsteemi dünaamiliste omaduste ja ühendatud võllirongi komponentide mõjuga.
Puudused ja piirangud:
- Piiratud juurdepääs: Sageli on kokkupandud masinal korrektsioonhöövlitele ligipääs keeruline, mis piirab raskuse paigaldamise võimalusi.
- Proovisõitude vajadus: Tasakaalustamisprotsess nõuab masina mitut "käivitus-seiskamis" tsüklit.
- Raskused raske tasakaalutuse korral: Väga suure esialgse tasakaalustamatuse korral ei pruugi tasapinna valiku ja korrigeeriva raskuse piirangud võimaldada nõutava tasakaalustamiskvaliteedi saavutamist.
II osa: Balanset-1A instrumentidega tasakaalustamise praktiline juhend
Tasakaalustamise edukus sõltub 80% ettevalmistustöö põhjalikkusest. Enamik rikkeid ei ole seotud instrumendi rikkega, vaid mõõtmiste korduvust mõjutavate tegurite eiramisega. Peamine ettevalmistuspõhimõte on välistada kõik muud võimalikud vibratsiooniallikad, nii et instrument mõõdab ainult tasakaalustamatuse mõju.
Jaotis 2.1: Edu alus: tasakaalustamiseelne diagnostika ja masina ettevalmistamine
1. samm: esmane vibratsioonidiagnostika (kas tegemist on tõesti tasakaalutusega?)
Enne tasakaalustamist on kasulik teha esialgne vibratsiooni mõõtmine vibromeetri režiimis. Balanset-1A tarkvaral on režiim "Vibratsioonimõõtja" (nupp F5), kus saab mõõta üldist vibratsiooni ja komponendi vibratsiooni eraldi pöörlemissagedusel (1×) enne raskuste paigaldamist.
Klassikaline tasakaalutuse märk: Vibratsioonispektris peaks domineerima tipp rootori pöörlemissagedusel (tipp sagedusel 1x p/min). Selle komponendi amplituud peaks horisontaal- ja vertikaalsuunas olema võrreldav ning teiste harmooniliste amplituudid peaksid olema oluliselt väiksemad.
Muude defektide tunnused: Kui spekter sisaldab olulisi piike ka teistel sagedustel (nt 2x, 3x RPM) või mitte-mitmetel sagedustel, näitab see muude probleemide olemasolu, mis tuleb enne tasakaalustamist kõrvaldada.
2. samm: Põhjalik mehaaniline kontroll (kontrollnimekiri)
- Rootor: Puhastage kõik rootori pinnad põhjalikult mustusest, roostest ja kleepunud toodetest. Isegi väike kogus mustust suurel raadiusel tekitab märkimisväärse tasakaalustamatuse. Kontrollige, et poleks purunenud või puuduvaid elemente.
- Laagrid: Kontrollige laagrikomplekte liigse lõtku, kõrvalise müra ja ülekuumenemise suhtes. Kulunud laagrid ei võimalda stabiilsete näitude saamist.
- Vundament ja raam: Veenduge, et seade on paigaldatud jäigale alusele. Kontrollige ankrupoltide pingutust ja pragude puudumist raamis.
- Draiv: Rihmülekannete puhul kontrollige rihma pinget ja seisukorda. Sidurite ühenduste puhul - võlli joondust.
- Ohutus: Veenduge kõigi kaitsepiirete olemasolus ja töökorras olemises.
Jaotis 2.2: Seadme seadistamine ja konfigureerimine
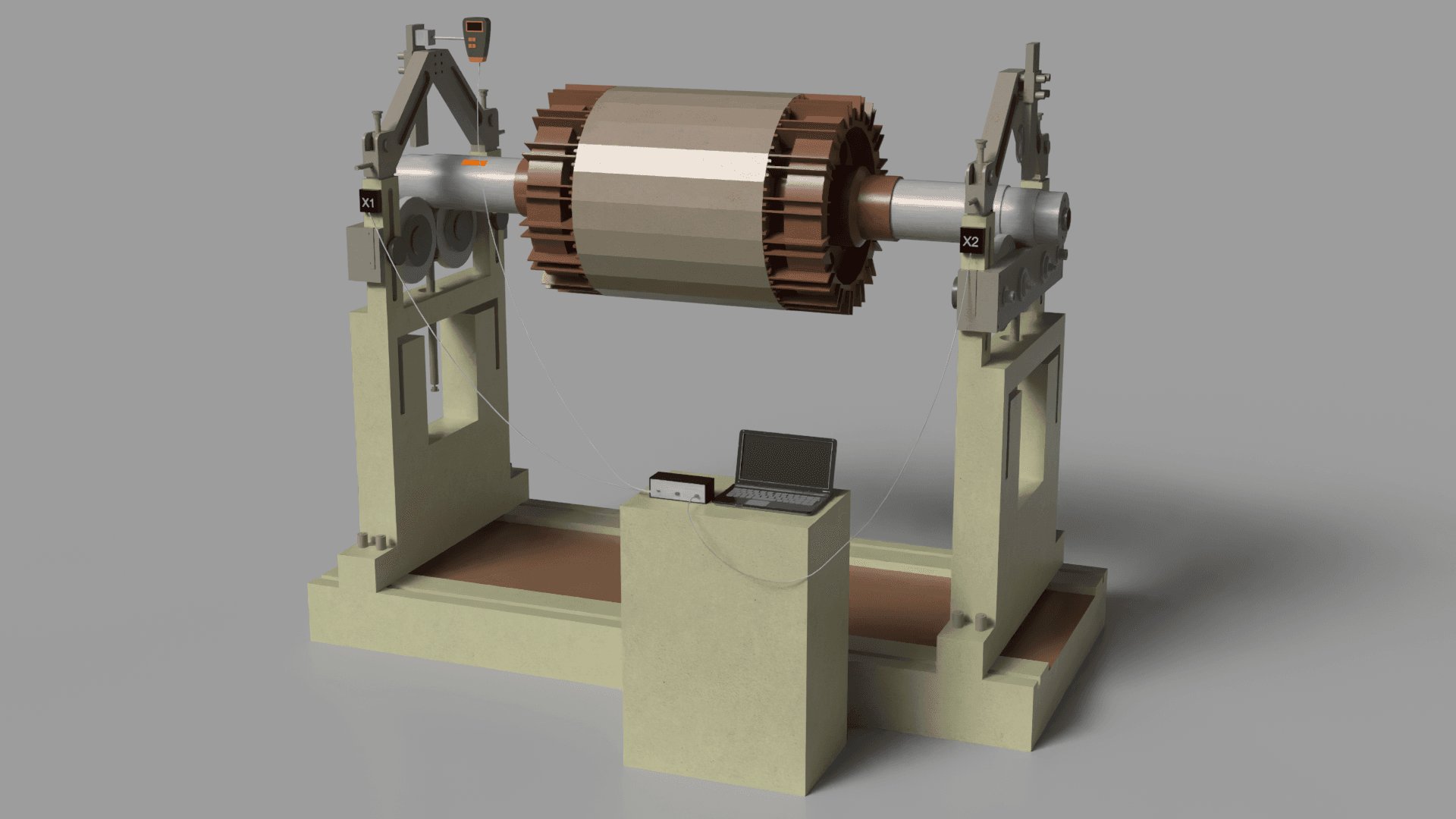
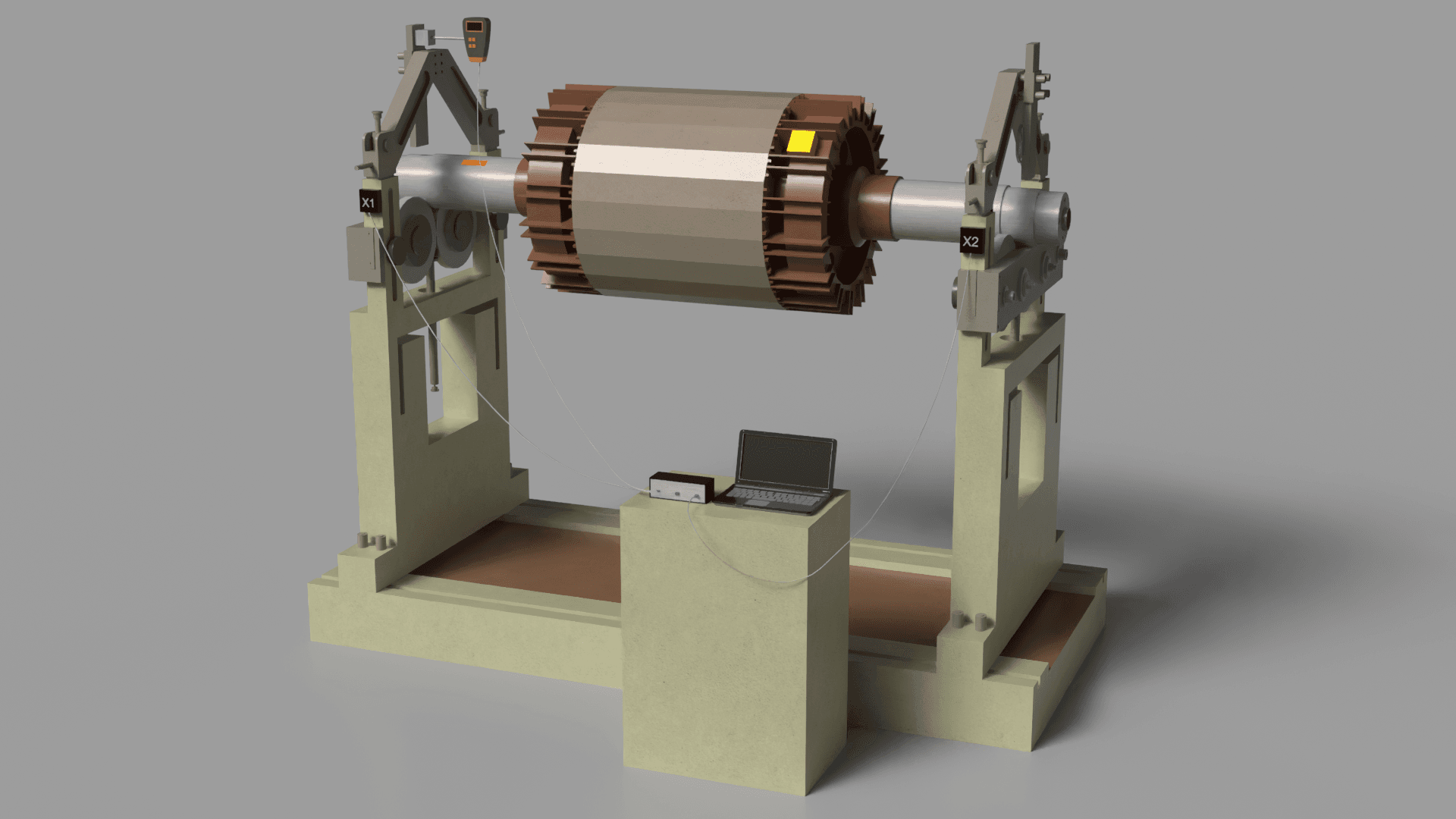
Riistvara paigaldamine
Vibratsiooniandurid (kiirendusmõõturid):
- Ühendage andurikaablid vastavate instrumendipistikutega (nt X1 ja X2 Balanset-1A puhul).
- Paigaldage andurid laagrikorpustele rootorile võimalikult lähedale.
- Põhipraktika: Maksimaalse signaali saamiseks tuleks andurid paigaldada suunas, kus vibratsioon on maksimaalne. Jäiga kontakti tagamiseks kasutage võimsat magnetalust või keermestatud kinnitust.
Faasiandur (laser-tahhomeeter):
- Ühendage andur spetsiaalse sisendiga (X3 Balanset-1A puhul).
- Kinnitage rootori võlli või muu pöörleva osa külge väike tükk helkurteipi.
- Paigaldage tahhomeeter nii, et laserkiir tabaks kogu pöörde vältel stabiilselt märki.
Tarkvara konfiguratsioon (Balanset-1A)
- Käivitage tarkvara (administraatorina) ja ühendage USB-liidese moodul.
- Mine tasakaalustamise moodulisse. Loo tasakaalustatava seadme jaoks uus kirje.
- Valige tasakaalustustüüp: ühetasapinnaline (staatiline) kitsaste rootorite jaoks või kahetasapinnaline (dünaamiline) enamiku muude juhtude jaoks.
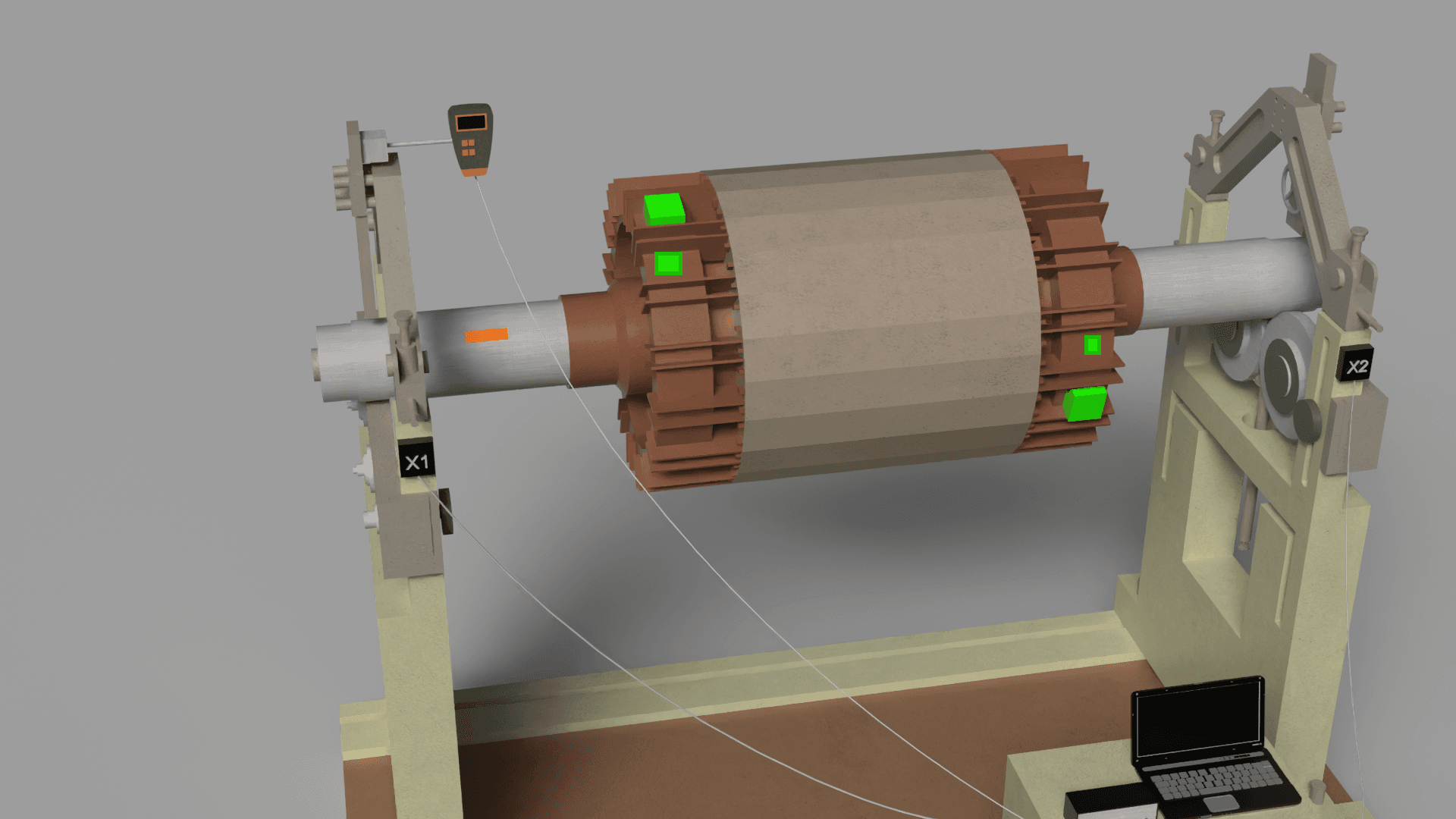
- Määrake korrektsioonitasandid: valige rootoril kohad, kuhu saab korrektsiooniraskusi ohutult paigaldada.
Jaotis 2.3: Tasakaalustamise protseduur: samm-sammult juhend
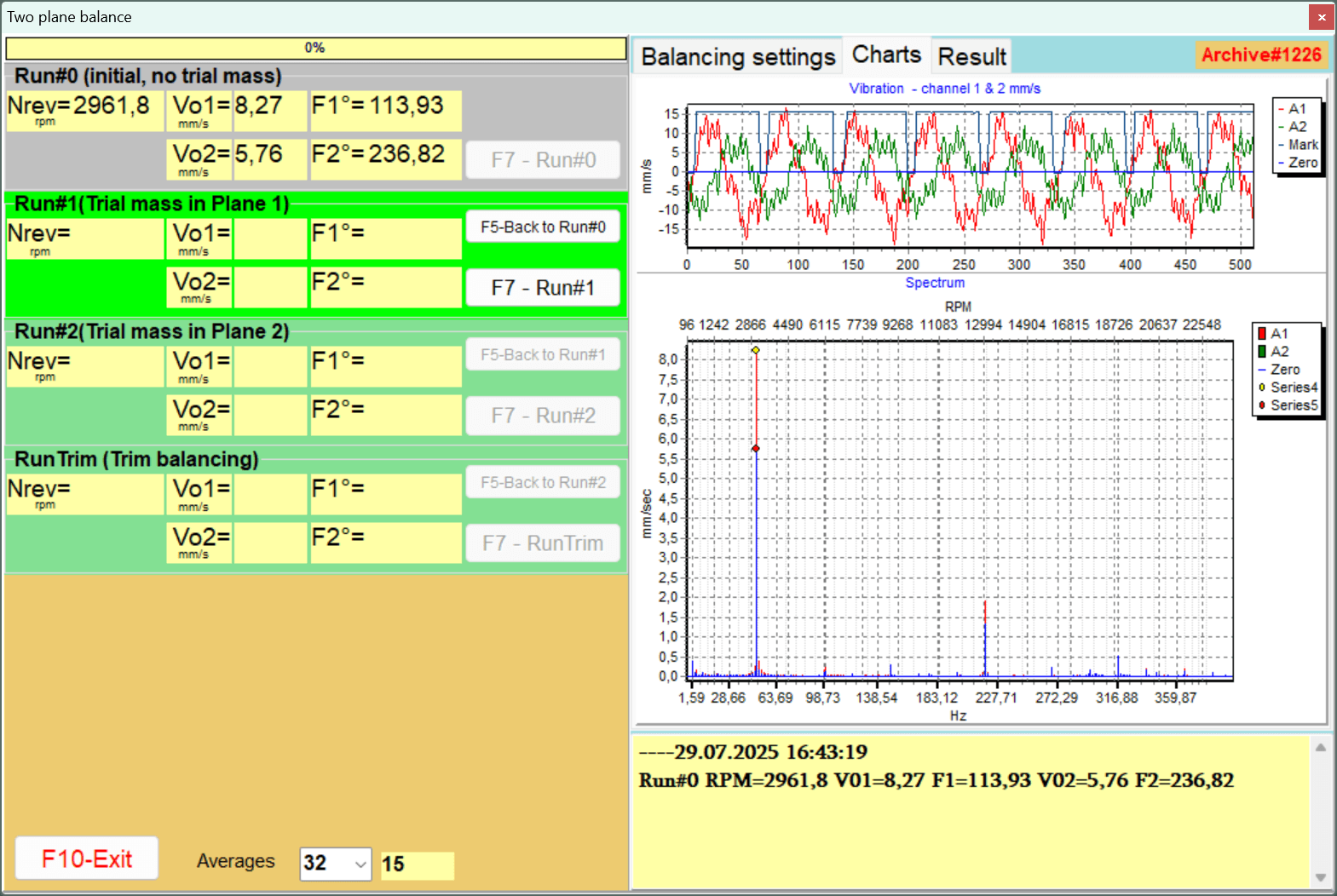
0. käik: esialgne mõõtmine
- Käivitage masin ja viige see stabiilsele töökiirusele. On äärmiselt oluline, et pöörlemiskiirus oleks kõigil järgnevatel käivitustel sama.
- Programmis alusta mõõtmist. Seade salvestab vibratsiooni algse amplituudi ja faasi väärtused.
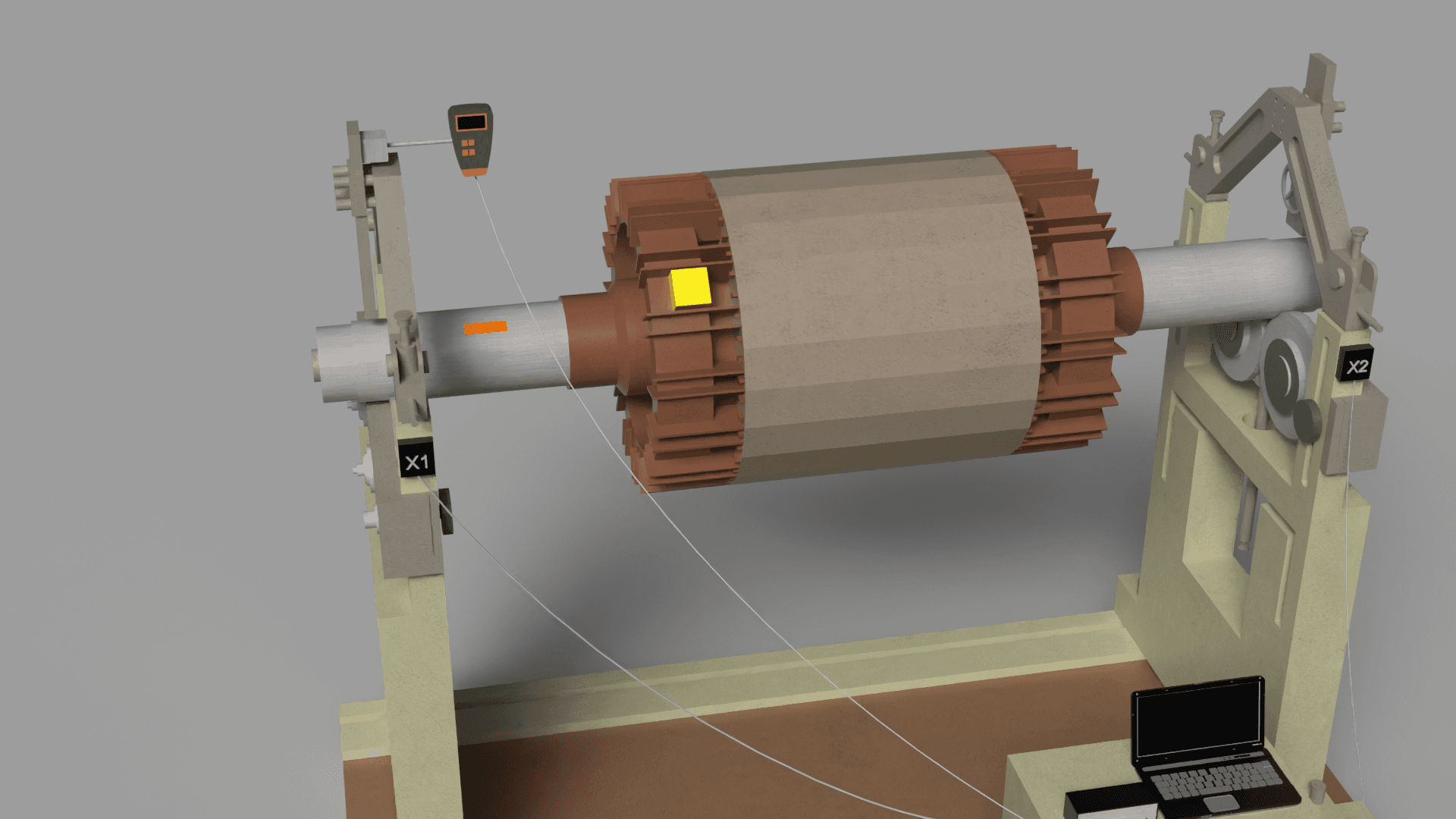
1. katse: Prooviraskus 1. tasapinnal
- Peatage masin.
- Proovikaalu valik: Proovivihje mass peaks olema piisav, et põhjustada vibratsiooniparameetrites märgatavat muutust (amplituudi muutus vähemalt 20–30% VÕI faasi muutus vähemalt 20–30 kraadi).
- Prooviraskuse paigaldamine: Kinnitage kaalutud katseviht kindlalt teadaoleva raadiusega tasapinnal 1. Salvestage nurkasend.
- Käivitage masin sama stabiilse kiirusega.
- Tehke teine mõõtmine.
- Peatage masin ja EEMALDAGE prooviraskus.
2. katse: Prooviraskus 2. tasapinnal (kahe tasapinna tasakaalustamiseks)
- Korda täpselt 2. sammu protseduuri, aga paigalda prooviraskus 2. tasapinnale.
- Alusta, mõõda, peata ja EEMALDAGE prooviraskus.
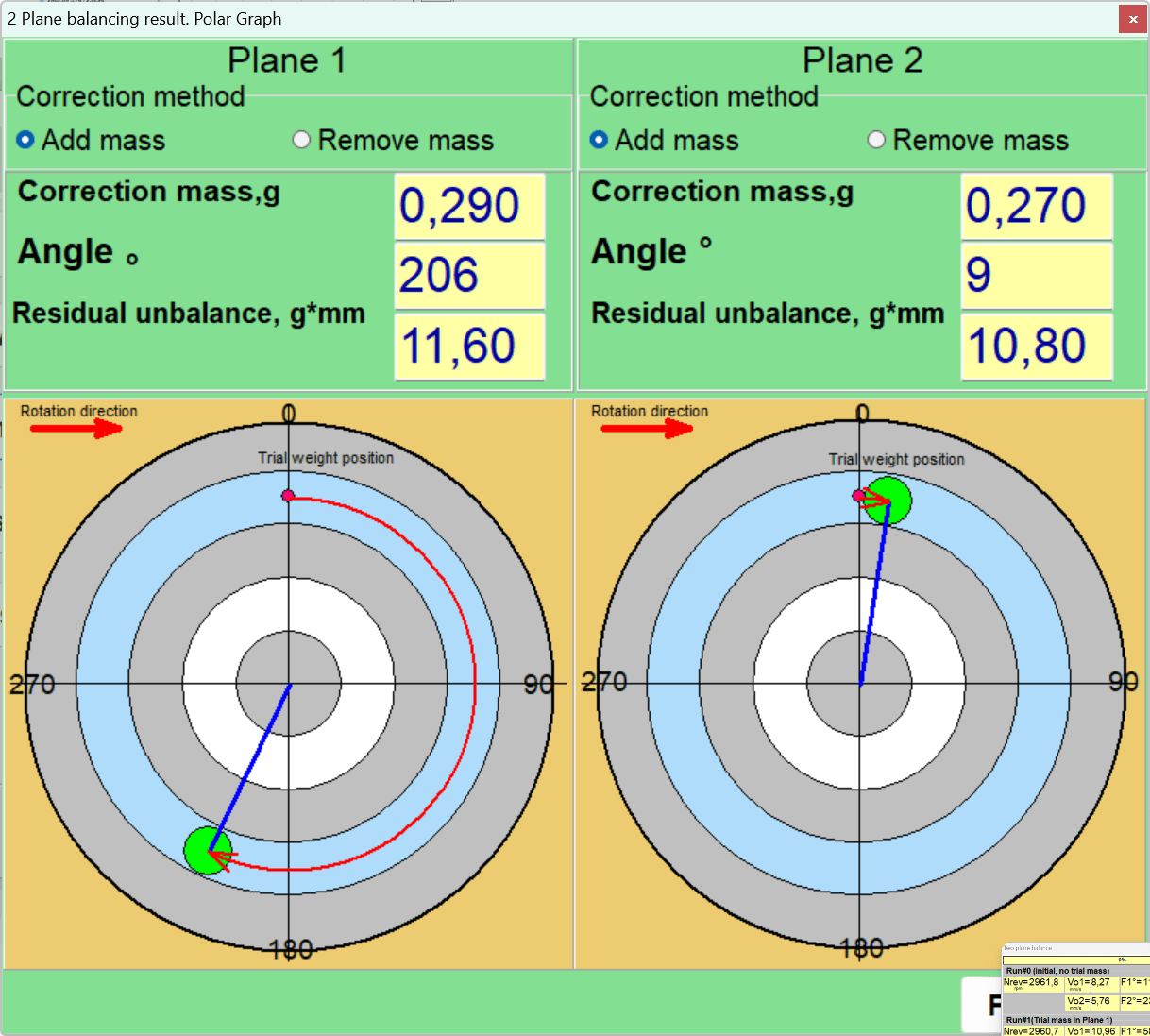
Korrigeerivate raskuste arvutamine ja paigaldamine
- Proovisõitude ajal registreeritud vektori muutuste põhjal arvutab programm automaatselt iga tasapinna parandusraskuse massi ja paigaldusnurga.
- Paigaldusnurka mõõdetakse tavaliselt katseraskuse asukohast rootori pöörlemissuunas.
- Kinnitage püsivad parandusraskused kindlalt. Keevitamisel pidage meeles, et ka keevisõmblusel endal on mass.
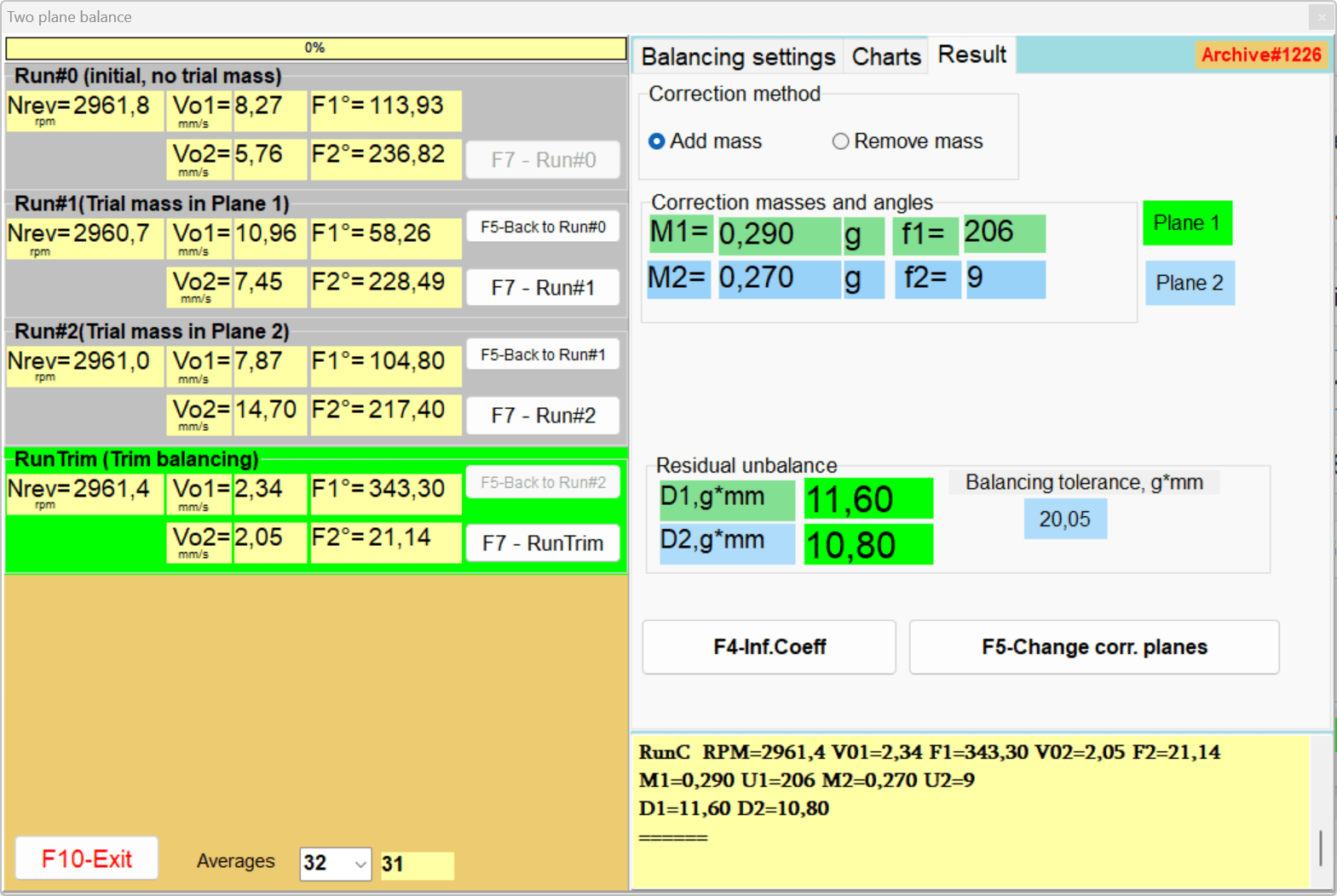
3. etapp: Kontrollmõõtmine ja peenhäälestus
- Käivitage masin uuesti.
- Jääkvibratsiooni taseme hindamiseks tehke kontrollmõõtmine.
- Võrrelge saadud väärtust ISO 1940-1 kohaselt arvutatud tolerantsiga.
- Kui vibratsioon ületab endiselt tolerantsi, arvutab seade väikese "peen" (trimmimise) korrektsiooni.
- Pärast valmimist salvestage aruanne ja mõjukoefitsiendid edaspidiseks kasutamiseks.
III osa: Täiustatud probleemide lahendamine ja tõrkeotsing
See osa on pühendatud välja tasakaalustamise kõige keerukamatele aspektidele – olukordadele, kus standardprotseduur ei anna tulemusi.
Ohutusmeetmed
Juhusliku käivituse vältimine (lukustus/märgistamine): Enne töö alustamist lülitage rootori ajam välja ja ühendage see lahti. Käivitusseadmetele riputatakse hoiatussildid, et keegi masinat kogemata ei käivitaks.
Isikukaitsevahendid: Kaitseprillide või näokaitse kandmine on kohustuslik. Riided peaksid olema tihedalt istuvad, ilma lahtiste servadeta. Pikad juuksed tuleks peakatte alla peita.
Ohtlik tsoon masina ümber: Piirake volitamata isikute juurdepääsu tasakaalustusalale. Katsetuste ajal paigaldatakse seadme ümber tõkked või hoiatuslindid. Ohutsooni raadius on vähemalt 3–5 meetrit.
Usaldusväärne raskuse kinnitus: Proovi- või püsiraskuste kinnitamisel pöörake erilist tähelepanu nende kinnitusele. Väljapaisatud raskusest saab ohtlik mürsk.
Elektriohutus: Järgige üldiseid elektriohutusmeetmeid – kasutage töökorras maandatud pistikupesa, ärge vedage kaableid läbi märgade või kuumade alade.
Jaotis 3.1: Mõõtmise ebastabiilsuse diagnoosimine ja ületamine
Sümptom: Korduvate mõõtmiste ajal identsetes tingimustes muutuvad amplituudi ja/või faasi näidud märkimisväärselt ("hõljuvad", "hüppavad"). See muudab korrektsiooni arvutamise võimatuks.
Põhjus: Instrument ei tööta korralikult. See annab täpselt teada, et süsteemi vibratsioonireaktsioon on ebastabiilne ja ettearvamatu.
Süstemaatiline diagnostiline algoritm:
- Mehaaniline lõtvus: See on kõige sagedasem põhjus. Kontrollige laagrikorpuse kinnituspoltide ja raami ankrupoltide pingutust. Kontrollige, kas vundamendis või raamis on pragusid.
- Laagri defektid: Veerelaagrite liigne sisemine lõtk või laagrikoore kulumine võimaldab võllil toe sees kaootiliselt liikuda.
- Protsessiga seotud ebastabiilsus:
- Aerodünaamiline (ventilaatorid): Turbulentne õhuvool ja voolu eraldumine labadelt võivad põhjustada juhuslikke jõuefekte.
- Hüdraulika (pumbad): Kavitatsioon tekitab võimsaid, juhuslikke hüdraulilisi lööke, mis varjavad tasakaalustamatusest tulenevat perioodilist signaali.
- Sisemine massi liikumine (purustid, veskid): Materjal võib rootori sees ümber jaotuda, toimides "mobiilse tasakaalustamatuse" rollis.
- Resonants: Kui töökiirus on konstruktsiooni loomulikule sagedusele väga lähedal, põhjustavad isegi väikesed kiiruse muutused vibratsiooni amplituudis ja faasis suuri muutusi.
- Termilised efektid: Masina soojenedes võib soojuspaisumine põhjustada võlli painutamist või joonduse muutusi.
Jaotis 3.2: Kui tasakaalustamine ei aita: juurdefektide tuvastamine
Sümptom: Tasakaalustamine on teostatud, näidud on stabiilsed, kuid lõplik vibratsioon jääb kõrgeks.
Spektrianalüsaatori kasutamine diferentsiaaldiagnostikas:
- Võlli paigutushälve: Peamine tunnus - kõrge vibratsioonitipp 2x p/min sagedusel. Iseloomulik on kõrge aksiaalne vibratsioon.
- Veerelaagrite defektid: Avaldub kõrgsagedusliku vibratsioonina iseloomulikel "laagri" sagedustel (BPFO, BPFI, BSF, FTF).
- Võlli kaar: Avaldub kõrge tipuna 1x p/min juures, kuid sageli kaasneb sellega märgatav komponent 2x p/min juures.
- Elektriprobleemid (elektrimootorid): Magnetvälja asümmeetria võib põhjustada vibratsiooni kahekordsel toitesagedusel (100 Hz 50 Hz võrgu puhul).
Levinumad tasakaalustamisvead ja nende ennetamise näpunäited
- Vigase või määrdunud rootori tasakaalustamine: Enne tasakaalustamist kontrollige alati mehhanismi seisukorda.
- Proovikaal on liiga väike: Püüdke järgida vibratsiooni muutuse reeglit 20-30%.
- Režiimi püsivuse mittejärgimine: Säilitage kõigi mõõtmiste ajal alati stabiilne ja ühesugune pöörlemiskiirus.
- Faasi- ja märgistusvead: Jälgige nurga määramist hoolikalt. Korrigeeriva raskuse nurka mõõdetakse tavaliselt prooviraskuse asendist pöörlemissuunas.
- Raskuste vale kinnitamine või kaotamine: Järgige rangelt metoodikat – kui see nõuab prooviraskuse eemaldamist, siis eemaldage see.
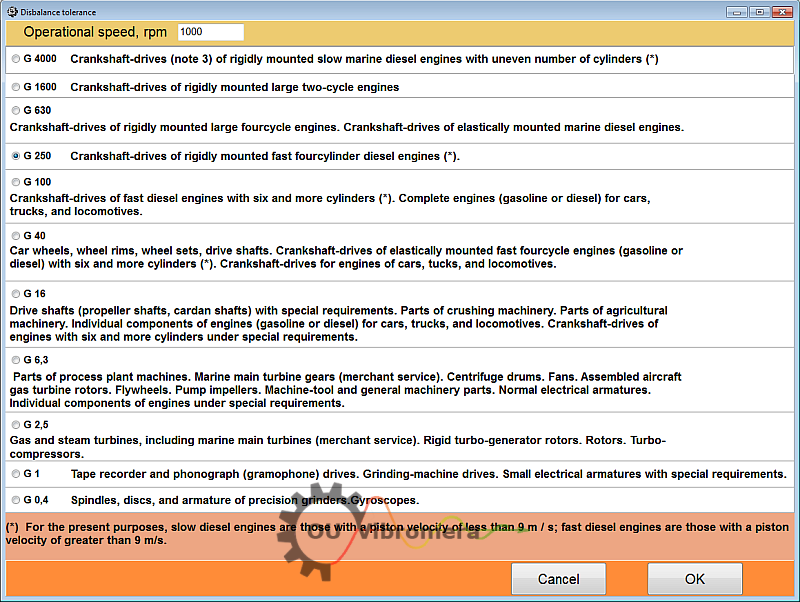
Kvaliteedistandardite tasakaalustamine
| Kvaliteediklass G | Lubatud eritasakaalustamatus eiga (mm/s) | Rootori tüübid (näited) |
|---|---|---|
| G4000 | 4000 | Aeglaste mere diiselmootorite jäigalt paigaldatud väntvõllid |
| G16 | 16 | Suurte kahetaktiliste mootorite väntvõllid |
| G6.3 | 6.3 | Pumba rootorid, ventilaatori tiivikud, elektrimootori armatuurid, purusti rootorid |
| G2.5 | 2.5 | Gaasi- ja auruturbiinide rootorid, turbokompressorid, tööpinkide ajamid |
| G1 | 1 | Lihvimismasinate ajamid, spindlid |
| G0.4 | 0.4 | Täppislihvimispinkide spindlid, güroskoobid |
| Defekti tüüp | Domineeriv spektrisagedus | Faasi iseloomustus | Muud sümptomid |
|---|---|---|---|
| Tasakaalustamatus | 1x p/min | Stabiilne | Radiaalne vibratsioon domineerib |
| Võlli joondushäire | 1x, 2x, 3x pööret minutis | Võib olla ebastabiilne | Suur aksiaalne vibratsioon - võtmemärk |
| Mehaaniline lõtvus | 1x, 2x ja mitmekordsed harmoonilised | Ebastabiilne, "hüppav" | Visuaalselt märgatav liikumine |
| Veerelaagri defekt | Kõrged sagedused (BPFO, BPFI jne) | Pole RPM-iga sünkroniseeritud | Kõrvaline müra, kõrge temperatuur |
| Resonants | Töökiirus langeb kokku loomuliku sagedusega | Resonantsi läbimisel muutub faas 180° | Vibratsiooni amplituud suureneb järsult teatud kiirusel |
IV osa: Korduma kippuvad küsimused ja rakenduse märkused
Jaotis 4.1: Üldised korduma kippuvad küsimused (KKK)
Millal kasutada ühetasandilist ja millal kahetasandilist tasakaalustamist?
Kitsaste, kettakujuliste rootorite puhul (L/D suhe) kasutage ühetasapinnalist (staatilist) tasakaalustamist < 0,25). Kasutage praktiliselt kõigi teiste rootorite puhul kahetasandilist (dünaamilist) tasakaalustamist, eriti L/D > korral. 0.25.
Mida teha, kui prooviraskus põhjustas ohtliku vibratsiooni suurenemise?
Peatage masin koheselt. See tähendab, et prooviraskus paigaldati olemasoleva raskuspunkti lähedale. Lahendus: liigutage prooviraskust algsest asendist 180 kraadi.
Kas salvestatud mõjukoefitsiente saab kasutada teise masina jaoks?
Jah, aga ainult siis, kui teine masin on absoluutselt identne – sama mudel, sama rootor, sama vundament, samad laagrid. Igasugune muutus konstruktsiooni jäikuses muudab need kehtetuks.
Kuidas arvestada kiiluavadega? (ISO 8821)
Vastasdetailita tasakaalustamisel on tavapraktika kasutada võlli kiiluaugus "poolkiilu". See kompenseerib kiilu selle osa massi, mis täidab võlli soone.
| Sümptom | Tõenäolised põhjused | Soovitatavad toimingud |
|---|---|---|
| Ebastabiilsed/"ujuvad" näidud | Mehaaniline lõtvus, laagrite kulumine, resonants, protsessi ebastabiilsus, väline vibratsioon | Pingutage kõik poltühendused, kontrollige laagrite lõtku, tehke vabajooksutest, stabiliseerige töörežiim |
| Pärast mitut tsüklit ei saavutata tolerantsi | Valed mõjutegurid, painduv rootor, varjatud defekti olemasolu (vale joondus) | Korda proovikäivitust õigesti valitud raskusega, kontrolli, kas rootor on painduv, otsi FFT abil muid defekte. |
| Vibratsioon pärast tasakaalustamist normaalne, kuid taastub kiiresti | Korrigeeriv kaalu väljaviskamine, toote kogunemine rootorile, termilised deformatsioonid | Kasutage usaldusväärsemat raskuse kinnitust (keevitamist), rakendage regulaarset rootori puhastusgraafikut. |
Jaotis 4.2: Konkreetsete seadmetüüpide tasakaalustamise juhend
Tööstuslikud ventilaatorid ja suitsuärastid:
- Probleem: Kõige vastuvõtlikum tasakaalustamatusele teradele kogunenud toote või abrasiivse kulumise tõttu.
- Menetlus: Enne töö alustamist puhastage tiivik alati põhjalikult. Pöörake tähelepanu aerodünaamilistele jõududele, mis võivad põhjustada ebastabiilsust.
Pumbad:
- Probleem: Peamine vaenlane - kavitatsioon.
- Menetlus: Enne tasakaalustamist veenduge sisselaskeava juures piisavas kavitatsioonivaru (NPSHa). Kontrollige, et imitorustik poleks ummistunud.
Purustid, veskid ja multšerid:
- Probleem: Äärmuslik kulumine, haamri purunemise või kulumise tõttu võivad tekkida suured tasakaalustamatuse muutused.
- Menetlus: Kontrollige tööelementide terviklikkust ja kinnitust. Vajalikuks võib osutuda masina raami täiendav ankurdamine.
Elektrimootori armatuurid:
- Probleem: Võib sisaldada nii mehaanilisi kui ka elektrilisi vibratsiooniallikaid.
- Menetlus: Kasutage spektrianalüsaatorit, et kontrollida vibratsiooni kahekordsel toitesagedusel. Selle olemasolu viitab elektrilisele rikkele, mitte asümmeetriale.
Kokkuvõte
Rootorite dünaamiline tasakaalustamine kohapeal kaasaskantavate instrumentide, näiteks Balanset-1A abil, on võimas tööriist tööstusseadmete töökindluse ja efektiivsuse suurendamiseks. Selle protseduuri edu ei sõltu aga niivõrd instrumendist endast, kuivõrd spetsialisti kvalifikatsioonist ja süstemaatilise lähenemisviisi rakendamise oskusest.
Peamised põhimõtted:
- Ettevalmistus määrab tulemuse: Eduka tasakaalustamise kohustuslikud tingimused on rootori põhjalik puhastamine, laagrite ja aluse seisukorra kontrollimine ning esialgne vibratsioonidiagnostika.
- Standardite järgimine on kvaliteedi alus: Standardi ISO 1940-1 rakendamine muudab subjektiivse hindamise objektiivseks, mõõdetavaks ja juriidiliselt oluliseks tulemuseks.
- See instrument ei ole mitte ainult tasakaalustaja, vaid ka diagnostikavahend: Tasakaaluhäired või lugemise ebastabiilsus on olulised diagnostilised tunnused, mis viitavad tõsisematele probleemidele.
- Protsessifüüsika mõistmine on mittestandardsete ülesannete lahendamise võti: Jäikade ja painduvate rootorite erinevuste tundmine ning resonantsi mõju mõistmine võimaldab spetsialistidel teha õigeid otsuseid.
Selles juhendis esitatud soovituste järgimine võimaldab tehnilistel spetsialistidel mitte ainult edukalt toime tulla tüüpiliste ülesannetega, vaid ka tõhusalt diagnoosida ja lahendada pöörlevate seadmete vibratsiooni keerulisi ja mittetriviaalseid probleeme.
