Методы анализа и снижения вибрации промышленного оборудования







Полное руководство по пониманию и снижению вибрации в промышленном оборудовании
Фундаментальные знания для обеспечения надежности, эффективности и безопасности промышленных операций
1.1 Введение: почему нельзя игнорировать вибрацию оборудования
В мире промышленного производства вибрация является неизбежным спутником работающего оборудования. Однако существует критическая граница между нормальной эксплуатационной вибрацией и проблемной вибрацией, которую важно понимать и контролировать. Вибрация машин и механизмов представляет собой сложное физическое явление, которое может служить как индикатором нормального функционирования, так и предвестником серьезных технических проблем.
Критическая важность мониторинга вибрации
Статистические данные промышленных предприятий показывают, что до 85% всех отказов вращающегося оборудования сопровождаются изменением вибрационных характеристик задолго до фактического выхода из строя. Это означает, что правильный вибромониторинг способен предотвратить подавляющее большинство внеплановых остановок производства.
Вибрация часто является первым слышимым или осязаемым признаком того, что с оборудованием что-то не так. Человеческое ухо способно различать изменения в акустических характеристиках работающих машин, что исторически служило основным методом диагностики для опытных механиков и операторов. Однако современные требования к точности и надежности диагностики значительно превышают возможности человеческих чувств.
В то время как определенный уровень вибрации присущ работе многих устройств и является естественным следствием динамических процессов в механизмах, чрезмерная вибрация является явным симптомом скрытых проблем, которые могут привести к серьезным последствиям. Важно понимать, что граница между нормальной и проблемной вибрацией не является абсолютным значением, а зависит от многих факторов, включая тип оборудования, условия эксплуатации, возраст машины и требования к точности выполняемых операций.
Принцип профилактической балансировки
Как правильно сказано в технической литературе: «Балансировка — это профилактика». Этот принцип подчеркивает фундаментальную истину промышленного обслуживания: профилактика проблем всегда эффективнее и экономичнее последующего устранения.
Если деталь не сбалансирована должным образом, неизбежно возникают силы, вызывающие вибрации, шум и ускоренный износ деталей. Этот процесс развивается по экспоненциальному закону: небольшой начальный дисбаланс со временем приводит к увеличению зазоров в подшипниках, что в свою очередь усиливает вибрацию и ускоряет дальнейший износ. Таким образом, формируется порочный круг деградации оборудования.
Понимание вибрации и управление ею, таким образом, являются фундаментальной основой для обеспечения надежности, эффективности и безопасности промышленных операций. Современные производственные процессы характеризуются высокой степенью автоматизации и интеграции, что означает, что отказ одного элемента может парализовать всю технологическую цепочку. В таких условиях стоимость игнорирования проблем вибрации может быть катастрофической.
Необходимо различать нормальную эксплуатационную вибрацию и проблемную, симптоматическую. Нормальная вибрация характеризуется стабильными параметрами во времени, предсказуемыми частотными характеристиками, связанными с рабочими частотами оборудования, и амплитудами, не превышающими установленных норм. Проблемная вибрация, напротив, проявляется нестабильностью параметров, появлением новых частотных составляющих, резким увеличением амплитуды или изменением фазовых соотношений.
Связывание проблемной вибрации с негативными результатами, такими как износ, отказы и затраты, создает у технического персонала ощущение срочности и актуальности. Статистика показывает, что незапланированные остановки производства обходятся в среднем в 50-100 раз дороже, чем плановое обслуживание. Более того, большинство таких остановок можно предотвратить с помощью своевременной диагностики вибрации.
Современные технологии позволяют не только выявлять проблемы на ранней стадии, но и прогнозировать развитие дефектов, планировать оптимальное время вмешательства и минимизировать влияние на производственный процесс. Это особенно важно в условиях жесткой конкуренции, где каждый час простоя может означать потерю позиций на рынке.
Экономическое обоснование мониторинга вибрации
Исследования показывают, что каждый доллар, вложенный в систему мониторинга вибрации, приносит от 5 до 20 долларов экономии за счет предотвращения аварийных ситуаций, оптимизации планирования ремонтов и увеличения интервалов технического обслуживания.
Также важно учитывать человеческий фактор в вопросах безопасности. Избыточная вибрация может создавать дискомфорт для операторов, снижать их производительность и внимание, что в свою очередь увеличивает риск несчастных случаев. Кроме того, длительное воздействие вибрации на человека может привести к профессиональным заболеваниям, создавая дополнительные правовые и финансовые риски для предприятия.
В контексте современных требований к экологической ответственности предприятий контроль вибрации также играет важную роль в снижении воздействия на окружающую среду. Оптимально работающее оборудование потребляет меньше энергии, производит меньше шума и выбросов, что соответствует принципам устойчивого развития и может быть важным фактором при получении экологических сертификатов и разрешений.
1.2 Наука о механической вибрации: основные понятия
Механическая вибрация представляет собой сложное физическое явление, которое можно определить как колебание механического тела или системы вокруг положения равновесия. Это определение, хотя и кажется простым, скрывает в себе множество нюансов и сложностей, понимание которых критически важно для эффективной диагностики и управления вибрацией в промышленном оборудовании.
где: x(t) - смещение во времени, A - амплитуда, ω - угловая частота, φ - фаза
Для описания и количественной оценки вибрации используется несколько основных параметров, каждый из которых несет важную диагностическую информацию. Понимание этих параметров и их взаимосвязей является основой для грамотного анализа состояния оборудования.
Амплитуда вибрации: показатель серьезности проблемы
Амплитуда указывает на величину вибрации, то есть насколько компонент перемещается относительно своего положения равновесия. Этот параметр может измеряться в разных единицах, каждая из которых подходит для определенных видов анализа и диагностики.
Смещение (обычно измеряется в миллиметрах или микрометрах) показывает максимальное отклонение от положения равновесия. Этот параметр особенно важен для низкочастотных вибраций и при анализе колебаний фундамента. Большие значения смещения могут указывать на проблемы с жесткостью системы или явлениями резонанса.
Скорость вибрации (измеряется в мм/с или дюйм/с) является наиболее универсальным параметром для диагностики большинства механических проблем в диапазоне частот от 10 Гц до 1000 Гц. Международные стандарты, такие как ISO 20816, основаны именно на измерениях скорости вибрации. Этот параметр хорошо коррелирует с энергией вибрации и, следовательно, с потенциальным повреждением оборудования.
| Параметр | Единицы | Применение | Диапазон частот |
|---|---|---|---|
| Виброперемещение | мм, мкм | Низкочастотные колебания, дисбаланс | 2-200 Гц |
| Виброскорость | мм/с | Общая диагностика, стандарты ISO | 10-1000 Гц |
| Виброускорение | м/с², г | Высокочастотные дефекты, подшипники | 1000-20000+ Гц |
Виброускорение (измеряется в м/с² или в единицах g, где g = 9,81 м/с²) наиболее чувствительно к высокочастотным компонентам вибрации и используется для диагностики дефектов подшипников, зубчатых передач и других источников высокочастотной вибрации. Ускорение пропорционально силе, действующей на конструкцию, что делает его важным для оценки структурных нагрузок.
Большая амплитуда обычно указывает на более серьезную проблему, однако важно понимать, что абсолютные значения амплитуды должны интерпретироваться в контексте типа оборудования, условий эксплуатации и характеристик измерительной системы. Например, амплитуда вибрации 5 мм/с может быть нормальной для большого низкоскоростного двигателя, но критической для высокоскоростного шпинделя станка с ЧПУ.
Частота вибрации: ключ к идентификации источника
Частота относится к частоте возникновения вибрации и обычно выражается в герцах (Гц), что соответствует числу циклов в секунду, или в циклах в минуту (ЦМ), что особенно удобно при анализе вращающегося оборудования, поскольку напрямую связано с оборотами в минуту (ОБ/мин).
10 Гц - 10 кГц
Частотный анализ является одним из самых мощных диагностических инструментов, поскольку различные типы дефектов проявляются на характерных частотах. Например, дисбаланс ротора проявляется на частоте вращения (1X RPM), несоосность вала создает вибрацию на двойной частоте вращения (2X RPM), а дефекты подшипников создают вибрацию на определенных частотах в зависимости от геометрии подшипника и скорости вращения.
Математическая связь между оборотами в минуту и частотой в Герцах выражается простой формулой: f(Гц) = RPM/60. Эта связь позволяет легко преобразовывать скорость вращения в основную гармоническую частоту и анализировать множественные частоты (гармоники), которые часто содержат важную диагностическую информацию.
Гармонический анализ в диагностике
Появление значимых гармоник (2X, 3X, 4X частоты вращения) часто свидетельствует о нелинейных процессах в оборудовании, таких как люфты, удары или аэродинамические пульсации. Анализ гармонического состава позволяет диагностировать проблемы, которые могут быть не очевидны при анализе только основной частоты.
Фаза вибрации: пространственная информация о движении
Фаза описывает колебательное движение одной части машины относительно другой или относительно фиксированной точки отсчета. Этот параметр особенно важен при диагностике некоторых видов дисбаланса, несоосности и других дефектов, которые проявляются в характерных фазовых соотношениях между различными точками измерения.
Фазовый анализ требует одновременного измерения вибрации в нескольких точках с использованием опорного сигнала, обычно от тахометра или стробоскопа. Разность фаз между различными точками измерения может указывать на тип и местонахождение проблемы. Например, дисбаланс обычно характеризуется синфазным движением опор подшипников, тогда как несоосность проявляется как противофазное движение.
Синфазное движение
Характерно для дисбаланса масс, когда все точки движутся в одном направлении одновременно.
Противофазное движение
Типично для несоосности валов, когда точки движутся в противоположных направлениях
Квадратурное движение
Может указывать на эллиптическое движение ротора или комбинацию дефектов.
Значение частотных характеристик в диагностике
Важно отметить, что различные механические проблемы имеют тенденцию проявляться с отличительными вибрационными характеристиками, особенно на определенных частотах. Эта закономерность является основой для разработки экспертных диагностических систем и алгоритмов автоматического распознавания дефектов.
Субгармоники (частоты ниже основной частоты вращения, например 0,5X, 0,33X) могут указывать на нестабильность вращения, проблемы с подшипниками качения или проблемы с масляным клином в подшипниках скольжения. Появление субгармоник часто является признаком развития серьезных проблем.
Понимание этих основных концепций необходимо, особенно для читателей, которые не являются специалистами по вибрации, но должны понимать природу проблемы, чтобы принимать обоснованные решения о техническом обслуживании и ремонте. Эти знания закладывают основу для последующих обсуждений более сложных методов анализа, таких как спектральный анализ, анализ огибающей и кепстральный анализ.
Этап 1: Измерение основных параметров
Определение амплитуды, частоты и фазы вибрации в ключевых точках оборудования
Этап 2: Спектральный анализ
Разложение сложного сигнала на частотные составляющие для выявления характерных признаков дефектов
Этап 3: Анализ тенденций
Отслеживание изменений параметров с течением времени для прогнозирования развития дефектов
Этап 4: Комплексная диагностика
Комплексный анализ всех имеющихся данных для точного определения типа и серьезности проблемы
Современные системы анализа вибрации способны обрабатывать огромные объемы данных в режиме реального времени, обнаруживая даже слабые признаки развивающихся дефектов. Машинное обучение и искусственный интеллект все чаще применяются для автоматического распознавания образов в сигналах вибрации, что значительно повышает точность и скорость диагностики.
1.3 Распространенные причины: определение основных причин чрезмерной вибрации
Избыточная вибрация в промышленном оборудовании редко бывает изолированной проблемой. Как правило, это симптом одного или нескольких дефектных состояний, которые могут развиваться независимо или во взаимодействии друг с другом. Понимание этих первопричин критически важно для эффективной диагностики и предотвращения серьезных отказов оборудования.
Дисбаланс: наиболее распространенная причина вибрации
Дисбаланс возникает из-за неравномерного распределения массы во вращающихся компонентах, создавая «тяжелое пятно», которое вызывает центробежные силы и, как следствие, вибрацию. Это одна из наиболее распространенных причин вибрации в двигателях, роторах, вентиляторах, насосах и другом вращающемся оборудовании.
Статический дисбаланс
Центр тяжести не совпадает с осью вращения. Проявляется в одной плоскости и вызывает радиальную вибрацию на частоте вращения.
Динамический дисбаланс
Ось инерции не совпадает с осью вращения. Требует коррекции в двух плоскостях и создает моменты, вызывающие качание ротора.
Математически центробежная сила от дисбаланса выражается формулой:
где: m - неуравновешенная масса, r - радиус дисбаланса, ω - угловая скорость
Из этой формулы видно, что сила дисбаланса пропорциональна квадрату скорости вращения, что объясняет, почему проблемы дисбаланса становятся особенно критичными на высоких скоростях. Удвоение скорости вращения приводит к четырехкратному увеличению силы дисбаланса.
Причины дисбаланса разнообразны и включают в себя производственные ошибки, неравномерный износ, накопление загрязнений, потерю балансировочных грузов, деформации от температурных воздействий и коррозию. В процессе эксплуатации дисбаланс может постепенно увеличиваться, требуя периодической повторной балансировки оборудования.
Прогрессивный характер дисбаланса
Дисбаланс имеет тенденцию к самоусилению: первоначальный дисбаланс вызывает повышенные нагрузки на подшипники, что приводит к их ускоренному износу и увеличению зазоров, что, в свою очередь, усугубляет дисбаланс и создает порочный круг деградации.
Несоосность: скрытая угроза надежности
Несоосность возникает, когда оси соединенных машин (например, двигателя и насоса) неправильно выровнены. Существует два основных типа несоосности: параллельная (смещение осей) и угловая (пересечение осей под углом). На практике наиболее распространена комбинированная несоосность, включающая оба типа.
Несоосность создает циклические нагрузки на муфты, подшипники и валы, которые проявляются в виде вибрации, преимущественно на двойной частоте вращения (2X RPM). Однако могут присутствовать и другие гармоники, в зависимости от типа и степени несоосности, а также характеристик муфты.
| Тип несоосности | Основные частоты | Направление вибрации | Характерные признаки |
|---|---|---|---|
| Параллельный | 2X об/мин | Радиальный | Высокая вибрация в радиальном направлении |
| Угловой | 1X, 2X об/мин | Аксиальный | Значительная осевая вибрация |
| Комбинированный | 1X, 2X, 3X об/мин | Радиальный + осевой | Сложный спектр с множественными гармониками |
Допустимые пределы несоосности зависят от скорости вращения и типа оборудования. Для точного высокоскоростного оборудования допустимые отклонения могут составлять всего несколько сотых миллиметра, тогда как для низкоскоростных машин допуски могут быть более широкими. Однако в любом случае точное выравнивание критически важно для надежной работы и длительного срока службы оборудования.
Механическая разболтанность: источник нестабильности
Механическая разболтанность означает чрезмерные зазоры между компонентами и может проявляться в различных формах: ослабленные фундаментные или крепежные болты, изношенные подшипники со слишком большим внутренним зазором, плохая посадка деталей на валу, износ шпоночных соединений, деформация деталей корпуса.
Разболтанность может усиливать другие источники вибрации, выступая в качестве усилителя сил дисбаланса или несоосности. Кроме того, разболтанность может создавать нелинейные эффекты, такие как удары и стуки, которые генерируют широкополосную вибрацию и высокочастотные компоненты.
Диагностические признаки разболтанности
Разболтанность часто проявляется нестабильностью показаний вибрации, появлением субгармоник и сложным спектром с несколькими пиками. Характерным признаком также является зависимость уровня вибрации от нагрузки оборудования.
Дефекты подшипников: высокочастотные индикаторы проблем
Износ, питтинг или повреждение дорожек качения или элементов качения подшипников является основной причиной высокочастотной вибрации. Подшипники генерируют характерные частоты, связанные с их геометрией и кинематикой:
BPFI = (n/2) × (1 + d/D × cos α) × об/мин/60
BSF = (D/2d) × (1 – (d/D × cos α)²) × об/мин/60
FTF = (1/2) × (1 - d/D × cos α) × об/мин/60
где: n - число тел качения, d - диаметр тела качения, D - диаметр делительной окружности, α - угол контакта
Эти формулы позволяют рассчитать характерные частоты дефектов подшипников: BPFO (частота прохождения тел качения по наружному кольцу), BPFI (частота прохождения тел качения по внутреннему кольцу), BSF (частота вращения тел качения) и FTF (частота вращения сепаратора).
Резонанс: Усилитель Всех Проблем
Резонанс возникает, когда частота возбуждения (например, частота вращения или кратные ей частоты) совпадает с собственной частотой машины или ее конструкции. Это приводит к резкому усилению вибрации, что может иметь катастрофические последствия.
Явление резонанса

Резонанс усиливает вибрацию, когда частота возбуждения совпадает с собственной частотой
Особенно опасны явления резонанса при запуске и остановке оборудования, когда частота вращения проходит через критические значения. Современные системы управления часто включают в себя алгоритмы быстрого прохождения зон резонанса, чтобы минимизировать время воздействия усиленной вибрации.
Дополнительные причины вибрации
Помимо основных причин, существует множество других факторов, которые могут вызывать чрезмерную вибрацию:
Изогнутые валы создают вибрацию на частоте вращения и ее гармониках, характер вибрации зависит от степени и вида изгиба. Тепловые изгибы могут возникать из-за неравномерного нагрева или охлаждения валов.
Проблемы зубчатых передач включают износ зубьев, сломанные или сколотые зубья, неточности изготовления, неправильные зазоры. Зубчатые передачи генерируют вибрацию на частоте зацепления (количество зубьев × об/мин) и ее гармониках.
Электрические проблемы в двигателях могут включать неравномерность воздушного зазора, обрыв стержней ротора, проблемы коммутации в двигателях постоянного тока, перекос фаз в трехфазных двигателях. Эти проблемы часто проявляются на частотах, связанных с частотой сети.
Комплексный подход к диагностике
Важно понимать, что в реальных условиях эксплуатации зачастую одновременно присутствуют несколько источников вибрации. Эффективная диагностика требует комплексного анализа всех возможных причин и их взаимодействия.
Современные системы диагностики используют базы данных сигнатур дефектов и экспертные системы для автоматического распознавания различных комбинаций проблем. Это позволяет не только обнаружить наличие дефекта, но и оценить его серьезность, скорость развития и приоритетность устранения.
1.4 Эффект домино: последствия неконтролируемой вибрации для эффективности, срока службы и безопасности
Игнорирование чрезмерной вибрации запускает каскадный процесс деградации, который можно сравнить с эффектом домино — одна упавшая костяшка неизбежно влечет за собой падение всех остальных. В контексте промышленного оборудования это означает, что небольшая начальная проблема, оставленная без внимания, может привести к катастрофическим последствиям для всей производственной системы.
Ускоренный износ компонентов: первое звено в цепи разрушения
Ускоренный износ компонентов является одним из самых прямых и очевидных последствий чрезмерной вибрации. Этот процесс затрагивает практически все элементы машины, но наиболее уязвимыми являются подшипники, уплотнения, валы, муфты и даже фундаменты машин.
Подшипники особенно чувствительны к вибрации, поскольку она создает дополнительные динамические нагрузки, которые ускоряют усталостное разрушение металла. Исследования показывают, что увеличение уровня вибрации всего на 20% может сократить срок службы подшипника на 40-50%. Это происходит потому, что усталостная прочность подшипников обратно пропорциональна кубу приложенной нагрузки согласно уравнению Лундберга-Пальмгрена.
Уплотнения также страдают от вибрации, поскольку она нарушает стабильность контакта между уплотнительными поверхностями. Это приводит к утечке смазки, попаданию загрязнений и дальнейшему ухудшению условий работы подшипников. Статистика показывает, что срок службы уплотнений может сократиться в 3-5 раз при наличии значительной вибрации.
Валы подвергаются циклическим напряжениям от вибрации, что может привести к усталостным трещинам, особенно в зонах концентрации напряжений, таких как посадочные места подшипников, шпоночные пазы или переходы диаметров. Развитие усталостных трещин в валах особенно опасно, поскольку может привести к внезапному катастрофическому отказу.
Прогрессивный характер износа
Износ деталей от вибрации имеет прогрессирующий характер: по мере увеличения зазоров в подшипниках увеличивается амплитуда вибрации, что еще больше ускоряет износ. Этот процесс может развиваться экспоненциально, особенно после превышения определенного порогового уровня.
Потеря эксплуатационной эффективности: скрытые потери энергии
Вибрация неизбежно приводит к потере эффективности работы, поскольку энергия рассеивается в виде механических колебаний вместо выполнения полезной работы. Это приводит к повышенному потреблению энергии, которое может составлять от 5% до 25% в зависимости от серьезности проблемы и типа оборудования.
Дополнительное потребление энергии возникает из нескольких источников:
- Потери на трение: Повышенная вибрация увеличивает трение в подшипниках и других контактирующих поверхностях.
- Аэродинамические потери: Колебания лопастей и ротора вентилятора снижают их эффективность
- Потери привода: Несоосность и другие дефекты увеличивают потери в муфтах и редукторах.
- Потери деформации: Энергия расходуется на упругие деформации конструкций.
В производственных процессах, требующих высокой точности, вибрация может поставить под угрозу качество конечного продукта. Это особенно критично в таких отраслях, как производство полупроводников, прецизионная обработка, фармацевтическая промышленность, где даже минимальные вибрации могут привести к дефектам продукта.
Экономические последствия: скрытые и явные издержки
Расходы на техническое обслуживание увеличиваются из-за более частых ремонтов и, что особенно важно, из-за незапланированных простоев. Статистические данные промышленных предприятий показывают следующую структуру затрат, связанных с проблемами вибрации:
| Тип стоимости | Доля в общих потерях | Средняя стоимость | Возможность предотвращения |
|---|---|---|---|
| Незапланированный простой | 60-70% | $50,000-500,000/час | 90-95% |
| Аварийный ремонт | 15-20% | В 3-5 раз выше плановой стоимости | 80-90% |
| Потери качества продукции | 10-15% | Зависит от отрасли | 95-99% |
| Повышенное потребление энергии | 5-10% | 5-25% энергетического бюджета | 85-95% |
Особенно болезненны незапланированные простои, стоимость которых может достигать сотен тысяч долларов в час для крупных производственных линий. Например, в нефтехимической промышленности остановка крекинг-установки может обойтись в $500 000–1 000 000 в день, не считая потерь от нарушения договорных обязательств.
Риски безопасности: угроза персоналу и окружающей среде
Существуют серьезные риски для безопасности труда, поскольку неконтролируемая вибрация может привести к конструктивным разрушениям или катастрофическим отказам оборудования с потенциальным вредом для персонала. История промышленности знает много случаев, когда игнорирование проблем вибрации приводило к трагическим последствиям.
Примеры катастрофических отказов
Авария турбогенератора на Саяно-Шушенской ГЭС в 2009 году была частично связана с проблемами вибрации. Авария унесла жизни 75 человек и привела к многомиллиардным убыткам. Подобные случаи подчеркивают критическую важность мониторинга вибрации для обеспечения безопасности.
Основные риски безопасности включают в себя:
- Механические травмы: От разлетающихся частей разрушенного оборудования
- Пожары и взрывы: От утечек горючих жидкостей или газов из-за нарушения герметичности
- Химическое отравление: При разгерметизации систем с токсичными веществами
- Структурные обрушения: Когда фундаменты или опорные конструкции выходят из строя
Чрезмерный шум, создаваемый вибрациями, также вызывает серьезные опасения. Он влияет на комфорт оператора, снижает концентрацию и может привести к профессиональным заболеваниям слуха. Длительное воздействие шума выше 85 дБ может привести к необратимой потере слуха, создавая правовые риски для работодателей.
Экологические последствия: скрытое воздействие на окружающую среду
Энергетическая неэффективность, вызванная вибрацией, способствует негативному воздействию на окружающую среду за счет увеличения выбросов CO₂ и других парниковых газов. При годовом потреблении энергии крупными промышленными предприятиями в сотни гигаватт-часов даже 5% энергетической неэффективности могут означать дополнительные тысячи тонн выбросов CO₂.
Кроме того, проблемы с вибрацией могут привести к:
- Утечки технологических жидкостей в окружающую среду
- Увеличение образования отходов из-за ускоренного износа
- Шумовое загрязнение прилегающей территории
- Нарушение стабильности технологического процесса с экологическими последствиями
Цена бездействия
Анализ реальных случаев показывает, что стоимость игнорирования проблем с вибрацией может превышать стоимость их устранения в 10-100 раз. Более того, большинство проблем можно предотвратить с помощью регулярного мониторинга и своевременного вмешательства.
Комплексное воздействие на бизнес-процессы
Подробное описание всех этих негативных последствий усиливает необходимость в проактивном управлении вибрацией и создает четкое понимание «потребности», которую призваны удовлетворять современные диагностические решения. Важно понимать, что последствия проблем с вибрацией выходят далеко за рамки технических аспектов и затрагивают все уровни бизнеса:
- Операционный уровень: Снижение производительности, увеличение затрат на техническое обслуживание
- Тактический уровень: Срыв производственных планов, проблемы с поставками
- Стратегический уровень: Потеря конкурентных преимуществ, ущерб репутации
Современные экономические реалии требуют от предприятий достижения максимальной эффективности и минимизации рисков. В этом контексте проактивное управление вибрацией становится не просто технической необходимостью, а стратегическим преимуществом, способным определить успех или неудачу в конкурентной борьбе.
1.5 Пути диагностики: обзор инструментов и методов анализа вибрации
Процесс диагностики вибрации представляет собой комплексную методологию, которая объединяет передовые технологии измерения, сложные алгоритмы анализа и экспертные знания для преобразования «сырых» данных вибрации в ценную диагностическую информацию. Этот процесс обычно включает три основных этапа: измерение, анализ и интерпретацию, каждый из которых имеет решающее значение для получения точных и полезных результатов.
Измерение
Анализ
Интерпретация
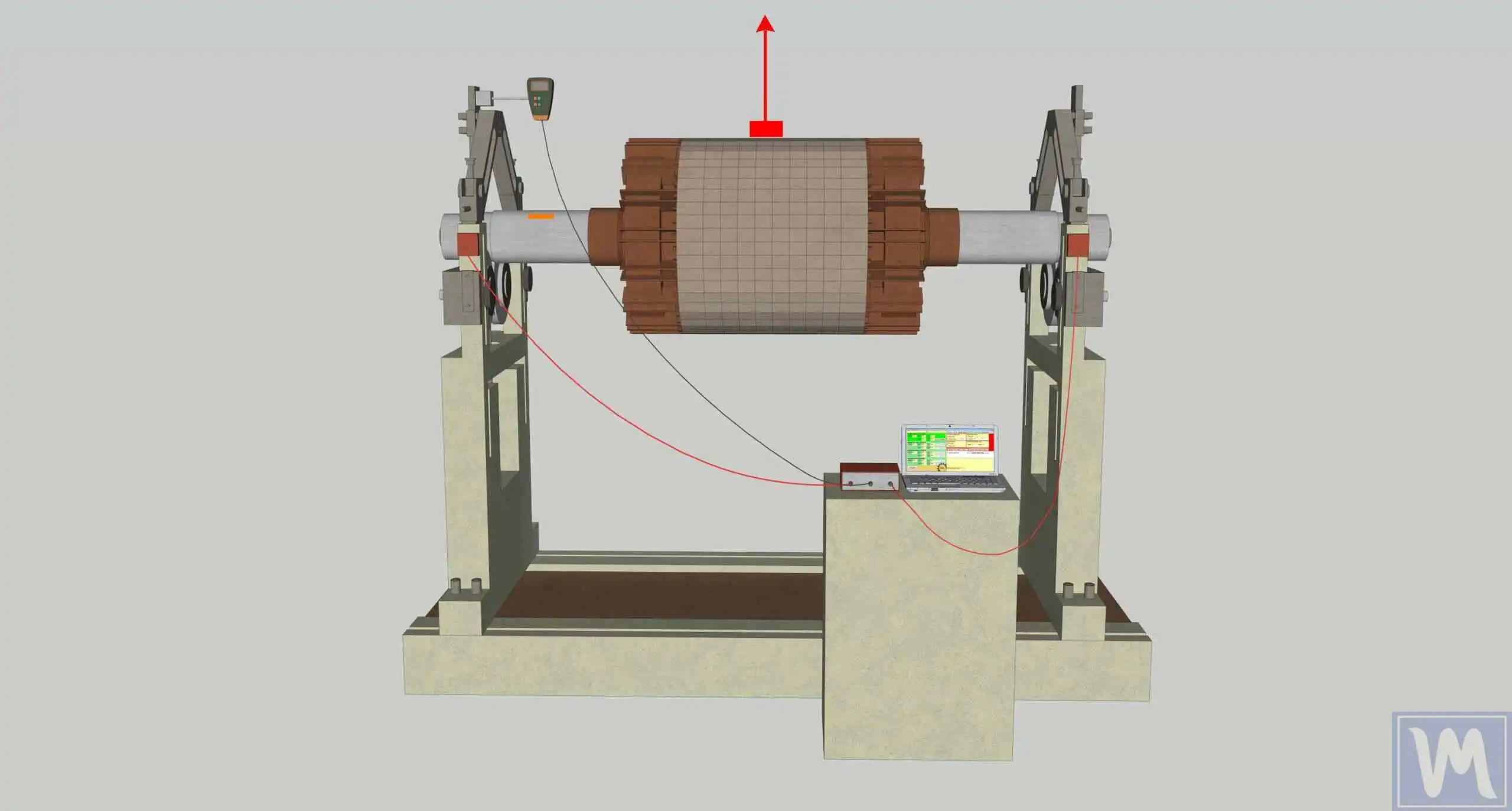
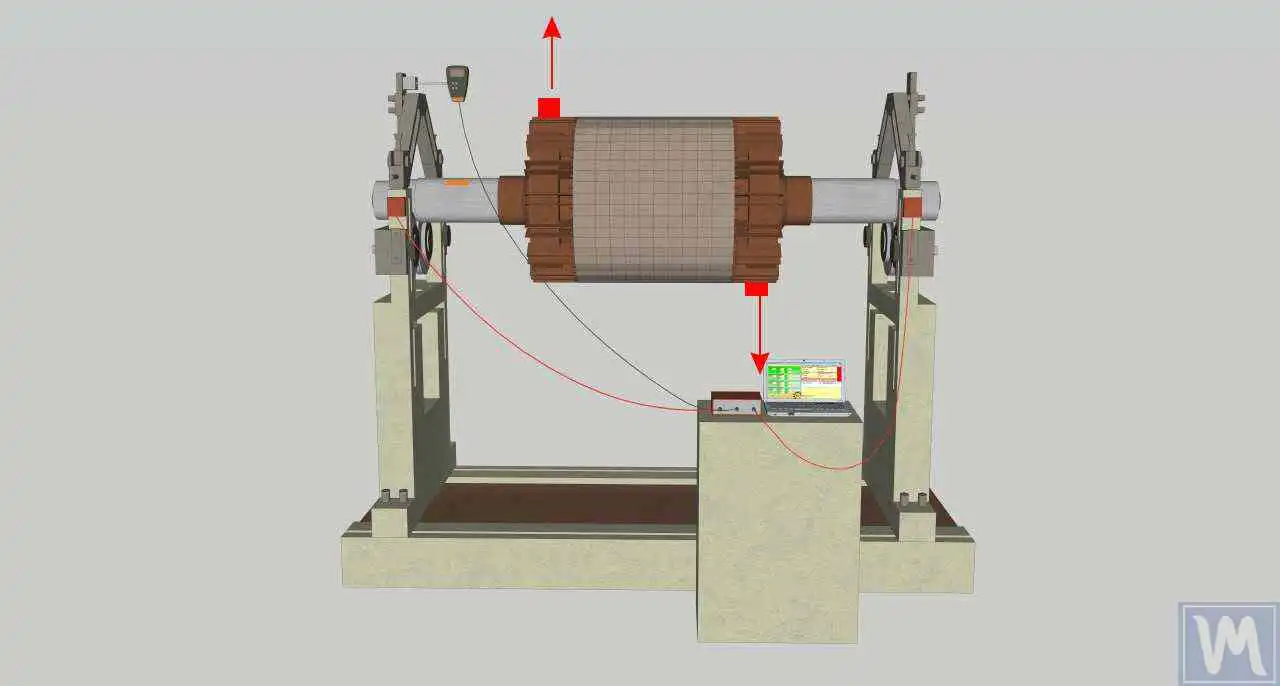
Этап измерения: датчики как окно в мир вибраций
Датчики являются критически важным первым звеном в цепочке вибродиагностики. В основном используются акселерометры — приборы, устанавливаемые на оборудование для улавливания механических колебаний и преобразования их в электрические сигналы. Качество и характеристики датчиков напрямую влияют на точность и надежность всего процесса диагностики.
Современные акселерометры делятся на несколько основных типов:
Пьезоэлектрический
Самый распространенный тип. Имеют широкий диапазон частот (до 50 кГц), высокую чувствительность и стабильность. Идеально подходят для большинства промышленных применений.
ИЭПЭ (ICP)
Пьезоэлектрические датчики со встроенной электроникой. Обеспечивают низкий уровень шума и простое подключение. Требуют питания от измерительного прибора.
МЭМС
Микроэлектромеханические датчики. Компактные, недорогие, ударопрочные. Подходят для непрерывного мониторинга и беспроводных систем.
Критически важными характеристиками датчика являются:
- Чувствительность: Обычно измеряется в мВ/г или пКл/г. Высокая чувствительность позволяет обнаруживать слабые сигналы, но может привести к перегрузке при сильной вибрации.
- Диапазон частот: Определяет спектр частот, которые датчик может точно измерить. Для диагностики подшипников может потребоваться диапазон до 20-50 кГц.
- Динамический диапазон: Соотношение между максимальным и минимальным измеряемым уровнем. Широкий динамический диапазон позволяет измерять как слабые, так и сильные вибрации.
- Температурная стабильность: Важно для промышленного применения с широким диапазоном рабочих температур.
Размещение датчиков: искусство и наука
Правильное размещение датчиков имеет решающее значение для получения репрезентативных данных. Датчики следует устанавливать как можно ближе к подшипникам, в направлениях максимальной структурной жесткости и с надежным механическим креплением для обеспечения точной передачи вибрации.
Виброметры: быстрая оценка общего состояния
Виброметры — это портативные приборы, обеспечивающие измерение общего уровня вибрации и полезные для быстрой проверки состояния оборудования или отслеживания долгосрочных тенденций общего состояния машины. Эти приборы обычно отображают один или несколько интегральных параметров вибрации, таких как среднеквадратичная скорость или пиковое ускорение.
Современные виброметры часто включают в себя функции:
- Измерение в нескольких частотных диапазонах для приблизительной локализации проблемы
- Хранение данных для анализа тенденций
- Сравнение с установленными стандартами (ISO 20816, ISO 10816)
- Простая спектральная визуализация
- Беспроводная передача данных
| Параметр | Применение | Типичные пороговые значения | Диапазон частот |
|---|---|---|---|
| Среднеквадратичное значение скорости | Оценка общего состояния | 2,8-11,2 мм/с | 10-1000 Гц |
| Пик ускорения | Дефекты удара | 25-100 г | 1000-15000 Гц |
| Пик смещения | Низкочастотные проблемы | 25-100 мкм | 2-200 Гц |
Виброанализаторы: глубокая диагностика
Для более глубокой диагностики и выявления первопричин вибрации используются виброанализаторы или частотные анализаторы. Эти сложные приборы представляют собой специализированные компьютеры, оптимизированные для обработки сигналов вибрации в реальном времени.
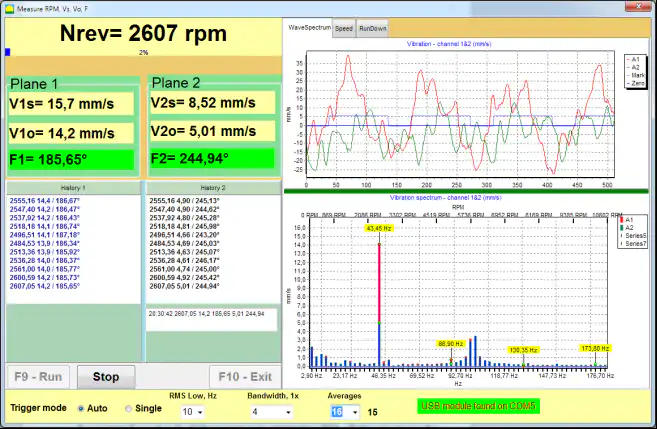
Основой работы современных анализаторов является быстрое преобразование Фурье (БПФ) — математический алгоритм, который разлагает сложный временной сигнал на отдельные частотные компоненты. Этот процесс генерирует спектр вибрации — график, показывающий амплитуду вибрации как функцию частоты.
Преобразование Фурье преобразует временной сигнал x(t) в частотный спектр X(f)
Современные виброанализаторы предлагают множество расширенных функций:
- Многоканальный анализ: Одновременное измерение вибрации в нескольких точках для фазового анализа
- БПФ высокого разрешения: До 25 600 линий для детального спектрального анализа
- Анализ времени: Захват и анализ переходных процессов
- Анализ конверта: Извлечение модулирующих сигналов для диагностики подшипников
- Кепстральный анализ: Обнаружение периодических структур в спектре
- Орбитальный анализ: Визуализация движения вала в пространстве
Критерии выбора анализатора
При выборе виброанализатора важно учитывать не только технические характеристики, но и удобство использования, качество программного обеспечения, возможности автоматической интерпретации результатов и интеграцию с системами управления предприятием.
Анализ временной формы сигнала: поиск переходных процессов
Анализ формы сигнала во времени — еще один ценный метод, особенно полезный для обнаружения ударов, переходных процессов и нестационарных явлений, которые могут быть не видны в частотном спектре. Этот метод позволяет наблюдать сигнал вибрации в его «естественной» форме — как функцию времени.
Ключевые параметры временного анализа включают:
- Коэффициент пика: Отношение пикового значения к среднеквадратичному. Высокие значения указывают на наличие ударов.
- Эксцесс: Статистическая мера «резкости» распределения. Увеличение эксцесса часто является ранним признаком развивающихся дефектов подшипников.
- Асимметрия: Мера асимметрии распределения амплитуды.
Интеграция различных методов анализа
Наиболее эффективная диагностика достигается путем комбинирования различных методов анализа. Временной анализ может выявить наличие проблемы, спектральный анализ может определить ее тип, а фазовый анализ может точно локализовать источник.
Современные тенденции в диагностическом оборудовании
Развитие технологий открывает новые возможности вибродиагностики:
- Беспроводные системы мониторинга: Сенсорные сети с автономным питанием и беспроводной передачей данных
- Искусственный интеллект: Автоматическое распознавание дефектов и прогнозирование отказов
- Облачные платформы: Централизованная обработка данных из нескольких объектов с использованием больших вычислительных ресурсов
- Мобильные приложения: Использование смартфонов в качестве портативных виброанализаторов
- Интеграция IIoT: Включение мониторинга вибрации в системы промышленного Интернета вещей
Внедрение этих инструментов и методов, особенно БПФ-анализа, подготавливает почву для обсуждения преимуществ наличия сложных аналитических возможностей, в идеале портативных, для эффективной диагностики на месте. Современные портативные виброанализаторы сочетают в себе мощность стационарных систем с удобством использования в полевых условиях, позволяя проводить комплексную диагностику непосредственно на оборудовании.
Базовые измерения
Использование простых виброметров для оценки общего уровня вибрации и определения необходимости дальнейшего анализа
Спектральный анализ
Применение анализаторов БПФ для идентификации частотных составляющих и определения типа дефекта
Углубленная диагностика
Использование специализированных методов (анализ огибающей, кепстральный анализ, орбитальный анализ) для точной диагностики сложных дефектов
Интегрированный мониторинг
Непрерывный мониторинг с автоматической диагностикой и прогнозированием на основе искусственного интеллекта
Будущее вибродиагностики — в создании интеллектуальных систем, способных не только обнаруживать и классифицировать дефекты, но и прогнозировать их развитие, оптимизировать планирование технического обслуживания и интегрироваться с общими системами управления предприятием для максимального повышения эффективности работы.
1.6 Сила упреждающего управления вибрацией: преимущества раннего обнаружения и устранения
Принятие проактивного подхода к управлению вибрацией вместо традиционного реактивного подхода «ремонт после поломки» представляет собой фундаментальный сдвиг в философии обслуживания. Такой подход не только предотвращает катастрофические отказы, но и оптимизирует весь жизненный цикл оборудования, превращая обслуживание из центра затрат в источник конкурентных преимуществ.
Увеличение срока службы оборудования: математика долговечности
Проактивное управление вибрацией предлагает множество существенных преимуществ, среди которых выделяется увеличение срока службы компонентов оборудования. Исследования показывают, что правильное управление вибрацией может увеличить срок службы подшипников на 200-300%, уплотнений на 150-200% и общий срок службы машины на 50-100%.
Эти усовершенствования основаны на фундаментальных принципах усталостного разрушения материалов. Согласно уравнению Вёлера, усталостная прочность обратно пропорциональна амплитуде напряжения в степени, которая для большинства металлов составляет от 3 до 10. Это означает, что даже небольшое снижение уровня вибрации может привести к существенному увеличению срока службы.
где: N - число циклов до разрушения, Δσ - амплитуда напряжения, A и m - константы материала
Повышение общей эффективности оборудования (OEE)
Общая эффективность оборудования (OEE) — это ключевой показатель эффективности производства, который учитывает доступность, производительность и качество. Проактивное управление вибрацией положительно влияет на все три компонента OEE:
- Доступность: Сокращение незапланированных простоев за счет предотвращения аварийных отказов
- Производительность: Поддержание оптимальных рабочих параметров и скоростей
- Качество: Сокращение дефектов за счет стабильности технологических процессов
Статистика показывает, что предприятия, внедряющие комплексные программы управления вибрацией, добиваются повышения OEE на 5-15%, что для крупного производственного предприятия может означать дополнительную прибыль в миллионы долларов в год.
Расчет экономического эффекта от улучшения OEE
Для производственной линии стоимостью $10 млн с годовым объемом выпуска на $50 млн улучшение OEE на 10% дает дополнительную прибыль в размере $5 млн в год, что окупает инвестиции в систему мониторинга вибрации в течение нескольких месяцев.
Предотвращение серьезных и дорогостоящих отказов
Одним из наиболее существенных преимуществ проактивного подхода является предотвращение серьезных и дорогостоящих отказов. Каскадные отказы, когда выход из строя одного компонента приводит к повреждению других частей системы, могут быть особенно разрушительными как в финансовом, так и в эксплуатационном плане.
Классический пример — выход из строя подшипников в высокоскоростных турбомашинах: разрушение подшипников может привести к контакту ротора и статора, вызывая повреждение лопаток, корпуса, валов и даже фундамента. Стоимость такого каскадного отказа может в 50–100 раз превышать стоимость своевременной замены подшипников.
| Тип вмешательства | Расходы | Время простоя | Вероятность успеха |
|---|---|---|---|
| Профилактическое обслуживание | $1,000 | 2-4 часа | 95-98% |
| Плановый ремонт | $5,000 | 8-16 часов | 90-95% |
| Аварийный ремонт | $25,000 | 24-72 часа | 70-85% |
| Каскадный отказ | $100,000+ | 1-4 недели | 50-70% |
Снижение уровня шума и вибрации при работе
Заметное снижение рабочего шума является дополнительным преимуществом эффективного управления вибрацией. Шум в промышленной среде не только создает дискомфорт для персонала, но и может указывать на технические проблемы, влиять на точность работы оператора и создавать правовые риски, связанные с требованиями охраны труда.
Снижение уровня шума на 10 дБ воспринимается человеческим ухом как двукратное уменьшение громкости. Для производственных объектов, где уровень шума может превышать 90 дБ, даже небольшое снижение может оказать существенное влияние на комфортность работы и производительность труда персонала.
Анализ вибрации как основа предиктивного обслуживания
Анализ вибрации является краеугольным камнем Predictive Maintenance (PdM) — стратегии, направленной на прогнозирование поломок посредством непрерывного или периодического мониторинга состояния оборудования. PdM представляет собой эволюцию от реактивного и профилактического обслуживания к интеллектуальному подходу на основе данных.
Основные принципы предиктивного обслуживания включают в себя:
- Мониторинг состояния: Непрерывное или регулярное измерение ключевых параметров
- Анализ тенденций: Отслеживание изменений с течением времени для выявления развивающихся проблем
- Прогнозирование: Использование статистических моделей и машинного обучения для прогнозирования сбоев
- Оптимизация: Планирование вмешательств в оптимальные сроки с учетом эксплуатационных требований
Экономическая модель предиктивного обслуживания
Исследования показывают, что предиктивное техническое обслуживание может сократить расходы на техническое обслуживание на 25–30%, увеличить время безотказной работы на 70–75% и продлить срок службы оборудования на 20–40%.
Раннее выявление и планирование вмешательства
Внедрение программы анализа вибрации позволяет выявлять проблемы на начальных стадиях, когда они еще не влияют на производительность, но уже могут быть обнаружены с помощью чувствительных методов диагностики. Это снижает риск непредвиденных остановок и оптимизирует планирование технического обслуживания.
Кривая P-F (от потенциального отказа до функционального отказа) иллюстрирует развитие дефекта во времени:
Точка P — потенциальный отказ
Дефект становится обнаруживаемым с помощью диагностических методов, но еще не влияет на функционирование
Развитие дефекта
Постепенное ухудшение состояния с возможностью планового вмешательства
Функциональный порог
Дефект начинает влиять на производительность оборудования
Точка F — Функциональный отказ
Оборудование не может выполнять свои функции, требуется экстренный ремонт
Интервал ПФ для различных типов дефектов может составлять от нескольких дней до нескольких месяцев, что обеспечивает достаточно времени для планирования оптимального вмешательства.
Прямые экономические выгоды
Это напрямую приводит к сокращению простоев и значительной экономии средств. Анализ экономической выгоды показывает, что каждый доллар, вложенный в систему мониторинга вибрации, приносит от 3 до 15 долларов экономии в зависимости от типа производства и критичности оборудования.
Технологические требования для успешного внедрения
Чтобы в полной мере использовать эти преимущества, крайне важно иметь своевременную, точную и часто локальную диагностику. Возможность регулярно и эффективно проводить эти проверки является ключом к успеху любой стратегии проактивного обслуживания.
Современные требования к диагностическому оборудованию включают:
- Портативность: Возможность проведения измерений непосредственно на оборудовании
- Точность: Возможность обнаружения даже слабых признаков развивающихся дефектов
- Скорость анализа: Быстрая обработка данных для немедленного принятия решений
- Простота использования: Интуитивно понятный интерфейс для персонала различной квалификации
- Интеграция: Совместимость с существующими системами управления
Критические факторы успеха
Успех программы проактивного управления вибрацией зависит не только от качества оборудования, но и от организационных факторов: обучения персонала, создания соответствующих процедур, интеграции с производственным планированием и поддержки руководства.
Современные портативные приборы позволяют быстро получать полезную информацию, облегчая принятие обоснованных решений и раннее вмешательство. Эти приборы сочетают расширенные аналитические возможности с практичностью применения в полевых условиях, делая передовую диагностику доступной широкому кругу технических специалистов.
Будущее проактивного управления вибрацией заключается в создании интеллектуальных самообучающихся систем, которые не только отслеживают текущее состояние оборудования, но и оптимизируют его работу в режиме реального времени, адаптируясь к изменяющимся условиям эксплуатации и производственным требованиям. Это открывает путь к действительно автономным производственным системам, способным самостоятельно поддерживать свою оптимальную производительность.
Заключение: путь к надежному и эффективному производству
Понимание и управление вибрацией в промышленном оборудовании представляет собой не просто техническую необходимость, но и стратегическую основу для достижения эксплуатационного совершенства в современном конкурентном мире. Правильная вибродиагностика влияет не только на техническую надежность оборудования, но и на экономическую эффективность, безопасность персонала и экологическую ответственность предприятия.
Инвестиции в современные системы мониторинга и анализа вибрации многократно окупаются за счет предотвращения дорогостоящих аварий, оптимизации планирования технического обслуживания и повышения общей эффективности оборудования. Будущее промышленного производства принадлежит предприятиям, которые смогут преобразовать данные о состоянии своего оборудования в конкурентные преимущества.

0 Comments