Динамическая балансировка в полевых условиях
Часть I: Теоретические и нормативные основы динамической балансировки
Динамическая балансировка на месте эксплуатации — одна из ключевых операций в технологии виброналадки, направленная на продление ресурса промышленного оборудования и предотвращение аварийных ситуаций. Применение портативных приборов, таких как Balanset-1A, позволяет выполнять эти операции непосредственно на месте эксплуатации, минимизируя простои и затраты на демонтаж. Однако успешная балансировка требует не только умения работать с прибором, но и глубокого понимания физических процессов, лежащих в основе вибрации, а также знания нормативной базы, регламентирующей качество работ.
Методика основана на установке пробных грузов и расчёте коэффициентов влияния. Проще говоря, прибор измеряет вибрацию (амплитуду и фазу) вращающегося ротора, после чего оператор последовательно устанавливает небольшие пробные грузы в заданных плоскостях, «калибруя» тем самым влияние добавленной массы на вибрацию. На основе изменений амплитуды и фазы вибрации прибор автоматически рассчитывает необходимую массу и угол установки корректирующих грузов для устранения дисбаланса.
Данный подход реализует так называемый трехпусковой метод для двухплоскостной балансировки: исходное измерение и два прогона с пробными грузами (по одному в каждой плоскости); для одноплоскостной балансировки, как правило, достаточно двух прогонов — без груза и с одним пробным грузом. В современных приборах все необходимые вычисления выполняются автоматически, что существенно упрощает процесс и снижает требования к квалификации оператора.
Раздел 1.1: Физика дисбаланса: углублённый анализ
В основе любой вибрации вращающегося оборудования лежит дисбаланс. Дисбаланс — это состояние, при котором масса ротора неравномерно распределена относительно оси вращения. Такое неравномерное распределение приводит к возникновению центробежных сил, которые вызывают вибрацию опор и всей конструкции машины. Последствия неустранённого дисбаланса могут быть катастрофическими: от преждевременного износа и разрушения подшипников до повреждения фундамента и самой машины. Для эффективной диагностики и устранения дисбаланса необходимо чётко понимать его разновидности.
Типы дисбаланса

Статический дисбаланс (одноплоскостной): Данный вид дисбаланса характеризуется смещением центра масс ротора параллельно оси вращения. В статическом состоянии такой ротор, установленный на горизонтальных призмах, всегда поворачивается тяжёлой стороной вниз. Статический дисбаланс преобладает у тонких дискообразных роторов с отношением длины к диаметру (L/D) менее 0,25 — например, у шлифовальных кругов или узких крыльчаток вентиляторов. Устранить статический дисбаланс можно установкой одного корректирующего груза в одной плоскости коррекции, диаметрально противоположной тяжёлой точке.
Моментный (пара сил) дисбаланс: Этот вид дисбаланса возникает, когда главная ось инерции ротора пересекает ось вращения в центре масс, но не параллельна ей. Моментный дисбаланс можно представить как две равные по величине, но противоположно направленные неуравновешенные массы, расположенные в разных плоскостях. В статическом состоянии такой ротор находится в равновесии, и дисбаланс проявляется лишь при вращении в виде «раскачки» или «биения». Для его компенсации требуется установка как минимум двух корректирующих грузов в двух разных плоскостях, создающих компенсирующий момент.

Динамический дисбаланс: Это наиболее распространённый в реальных условиях вид дисбаланса, представляющий собой сочетание статического и моментного дисбалансов. В данном случае главная центральная ось инерции ротора не совпадает с осью вращения и не пересекает её в центре масс. Для устранения динамического дисбаланса необходима коррекция масс как минимум в двух плоскостях. Специально для решения этой задачи разработаны двухканальные приборы, в частности Balanset-1A.
Квазистатический дисбаланс: Это особый случай динамического дисбаланса, при котором главная ось инерции пересекает ось вращения, но не в центре масс ротора. Тонкое, но важное различие для диагностики сложных роторных систем.
Жёсткие и гибкие роторы: принципиальное различие
Одним из основополагающих понятий в балансировке является различие между жёсткими и гибкими роторами. Именно это различие определяет саму возможность и методологию успешной балансировки.
Жесткий ротор: Ротор считается жёстким, если его рабочая частота вращения существенно ниже первой критической частоты и он не испытывает значительных упругих деформаций (прогибов) под действием центробежных сил. Балансировка такого ротора, как правило, успешно выполняется в двух плоскостях коррекции. Приборы Balanset-1A предназначены в первую очередь для работы с жёсткими роторами.
Гибкий ротор: Ротор считается гибким, если его рабочая частота вращения близка к одной из критических частот или превышает её. В этом случае упругий прогиб вала становится сопоставимым со смещением центра масс и сам вносит существенный вклад в суммарную вибрацию.
Попытки сбалансировать гибкий ротор по методике, предназначенной для жёстких роторов (в двух плоскостях), зачастую заканчиваются неудачей. Установка корректирующих грузов может компенсировать вибрацию на низких, дорезонансных скоростях, однако при выходе на рабочую скорость, когда ротор изгибается, те же грузы способны усилить вибрацию, возбуждая одну из форм изгибных колебаний. Это одна из главных причин, по которым балансировка «не работает», даже когда все действия с прибором выполнены правильно.
Перед началом работ крайне важно классифицировать ротор, сопоставив его рабочую скорость с известными (или расчётными) критическими частотами. Если избежать резонанса невозможно, рекомендуется временно изменить условия крепления агрегата в процессе балансировки, чтобы сдвинуть резонансную частоту.
Раздел 1.2: Нормативная база: стандарты ISO
Стандарты в области балансировки выполняют несколько ключевых функций: устанавливают единую техническую терминологию, определяют требования к качеству и, что особенно важно, служат основой для поиска компромисса между технической необходимостью и экономической целесообразностью.
ISO 21940-11 (ранее ISO 1940-1): Требования к качеству балансировки жёстких роторов
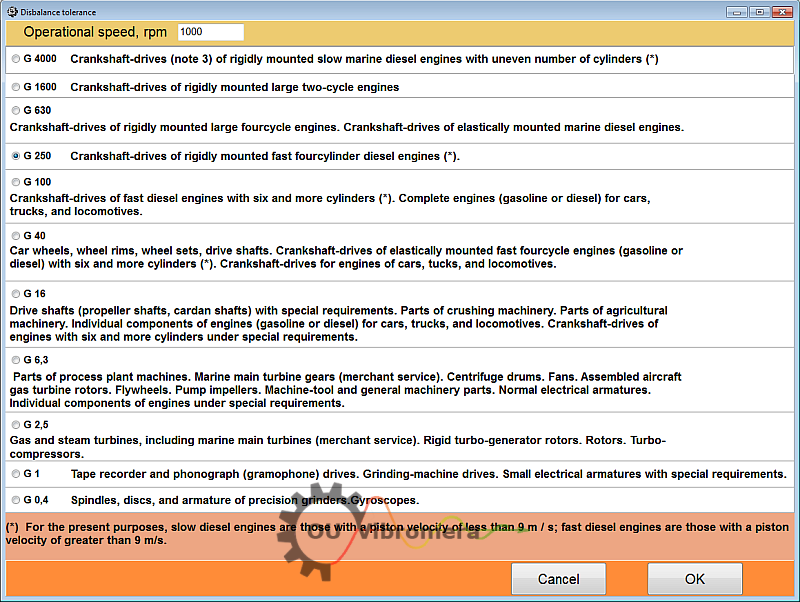
Настоящий стандарт является основополагающим документом для определения допустимого остаточного дисбаланса. Он вводит понятие класса качества балансировки (G), зависящего от типа машины и её рабочей частоты вращения.
Класс качества G: Каждому типу оборудования соответствует определённый класс качества балансировки, который остаётся постоянным независимо от частоты вращения. Например, для дробилок рекомендуется класс G6.3, а для якорей электродвигателей и турбин — G2.5.
Расчёт допустимого остаточного дисбаланса (Uза): Стандарт позволяет рассчитать удельное допустимое значение дисбаланса, служащее целевым показателем при балансировке. Расчёт выполняется в два этапа:
- Определение допустимого удельного дисбаланса (eза) по формуле:
eper = (G × 9549) / n
где G — класс качества балансировки (например, 2.5), n — рабочая частота вращения, rpm. Единица измерения eза составляет g·mm/kg или μm. - Определение допустимого остаточного дисбаланса (Uза) для всего ротора:
Uper = eper × M
где M — масса ротора, kg. Единица измерения Uза это г·мм.
Пример: Для ротора электродвигателя массой 5 кг, работающего с частотой вращения 3000 об/мин и классом точности G2.5:
eза = (2,5 × 9549) / 3000 ≈ 7,96 мкм
Uза = 7,96 × 5 = 39,8 г·мм
Это означает, что после балансировки остаточный дисбаланс не должен превышать 39.8 g·mm.
ISO 20806:2009: Критерии и меры предосторожности для балансировки на месте средних и крупных роторов
Данный стандарт непосредственно регламентирует процесс балансировки на месте эксплуатации.
Преимущества: Главное преимущество балансировки на месте состоит в том, что ротор балансируется в реальных условиях эксплуатации — на своих опорах и под рабочей нагрузкой. При этом автоматически учитываются динамические характеристики опорной системы и влияние элементов сопряжённой валопроводной цепи.
Недостатки и ограничения:
- Ограниченный доступ: Зачастую доступ к плоскостям коррекции на собранной машине затруднён, что ограничивает возможности установки грузов.
- Необходимость пробных запусков: Процесс балансировки требует нескольких циклов «пуск–останов» оборудования.
- Трудности при значительном дисбалансе: При очень большом начальном дисбалансе ограничения по выбору плоскости коррекции и массе корректирующего груза могут не позволить достичь требуемого качества балансировки.
Часть II: Практическое руководство по балансировке с помощью приборов Balanset-1A
Успех балансировки на 80% определяется тщательностью подготовительных работ. Большинство неудач связано не с неисправностью прибора, а с игнорированием факторов, влияющих на повторяемость измерений. Основной принцип подготовки — устранить все возможные источники вибрации, чтобы прибор измерял исключительно влияние дисбаланса.
Раздел 2.1: Основа успеха — предбалансировочная диагностика и подготовка машины
Шаг 1: Первичная диагностика вибрации (действительно ли это дисбаланс?)
Перед балансировкой целесообразно выполнить предварительное измерение вибрации в режиме виброметра. В программе Balanset-1A предусмотрен режим «Виброметр» (клавиша F5), в котором можно измерить общую вибрацию и отдельно — составляющую на частоте вращения (1×) до установки каких-либо грузов.
Классический признак дисбаланса: В спектре вибрации должен доминировать пик на оборотной частоте ротора (пик на частоте 1x RPM). Амплитуды этой составляющей в горизонтальном и вертикальном направлениях должны быть сопоставимы, а амплитуды остальных гармоник - существенно ниже.
Признаки других дефектов: Если в спектре присутствуют заметные пики на других частотах (например, на 2× или 3× частоты вращения) или на некратных частотах, это свидетельствует о наличии других неисправностей, которые необходимо устранить до начала балансировки.
Шаг 2: Комплексная механическая проверка (контрольный список)
- Ротор: Тщательно очистите все поверхности ротора от грязи, ржавчины и прилипших остатков материала. Даже небольшое загрязнение на большом радиусе может привести к значительному дисбалансу. Убедитесь в отсутствии сломанных или пропавших элементов.
- Подшипники: Проверьте подшипниковые узлы на наличие чрезмерного люфта, посторонних шумов и перегрева. Изношенные подшипники не позволят получить стабильные показания.
- Фундамент и рама: Убедитесь, что агрегат установлен на прочном фундаменте. Проверьте затяжку анкерных болтов и отсутствие трещин в раме.
- Привод: При ременном приводе проверьте натяжение и состояние ремня. При муфтовом соединении — проверьте центровку валов.
- Безопасность: Убедитесь в наличии и исправности всех защитных ограждений.
Раздел 2.2: Настройка и конфигурирование прибора
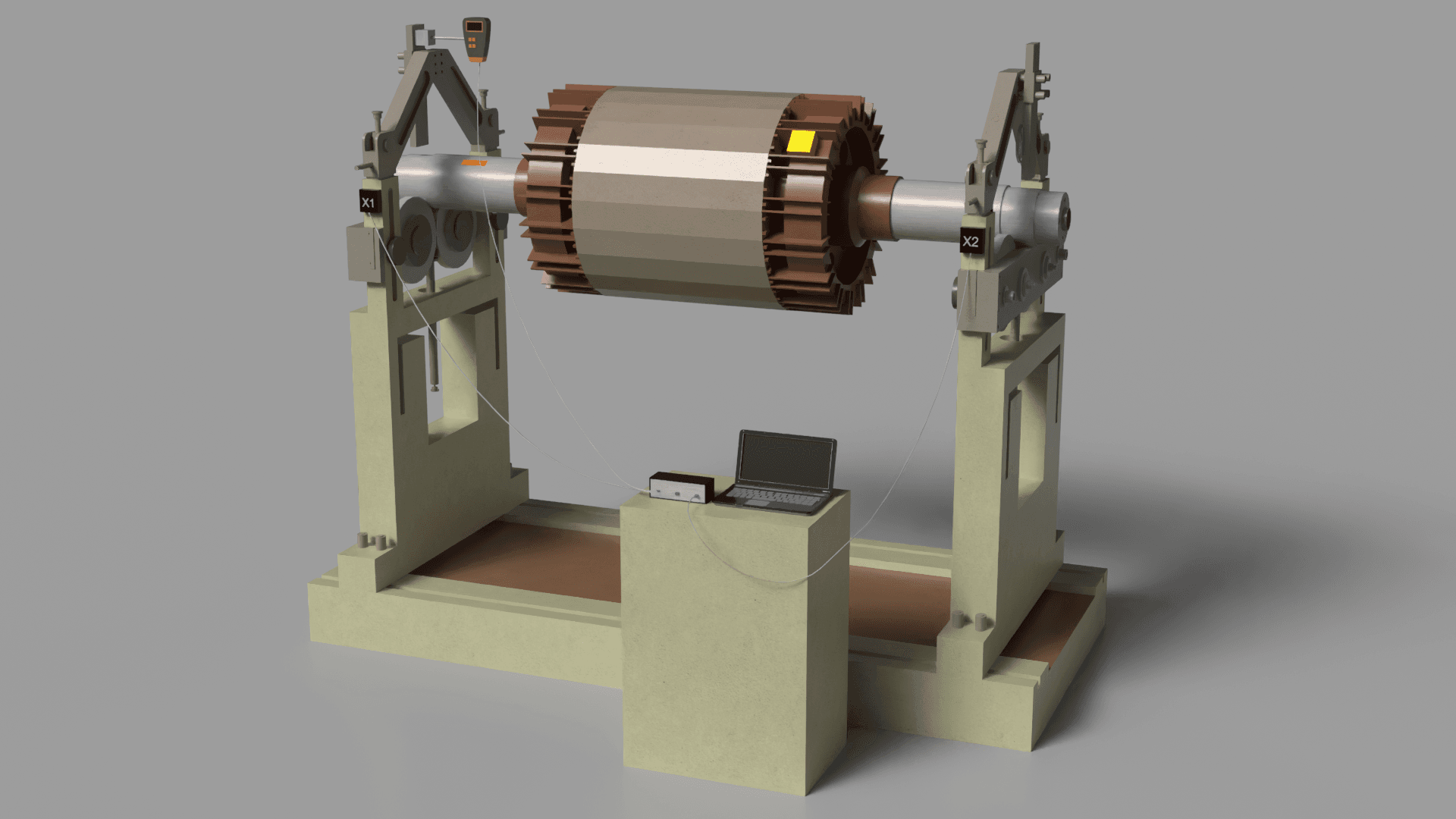
Установка оборудования
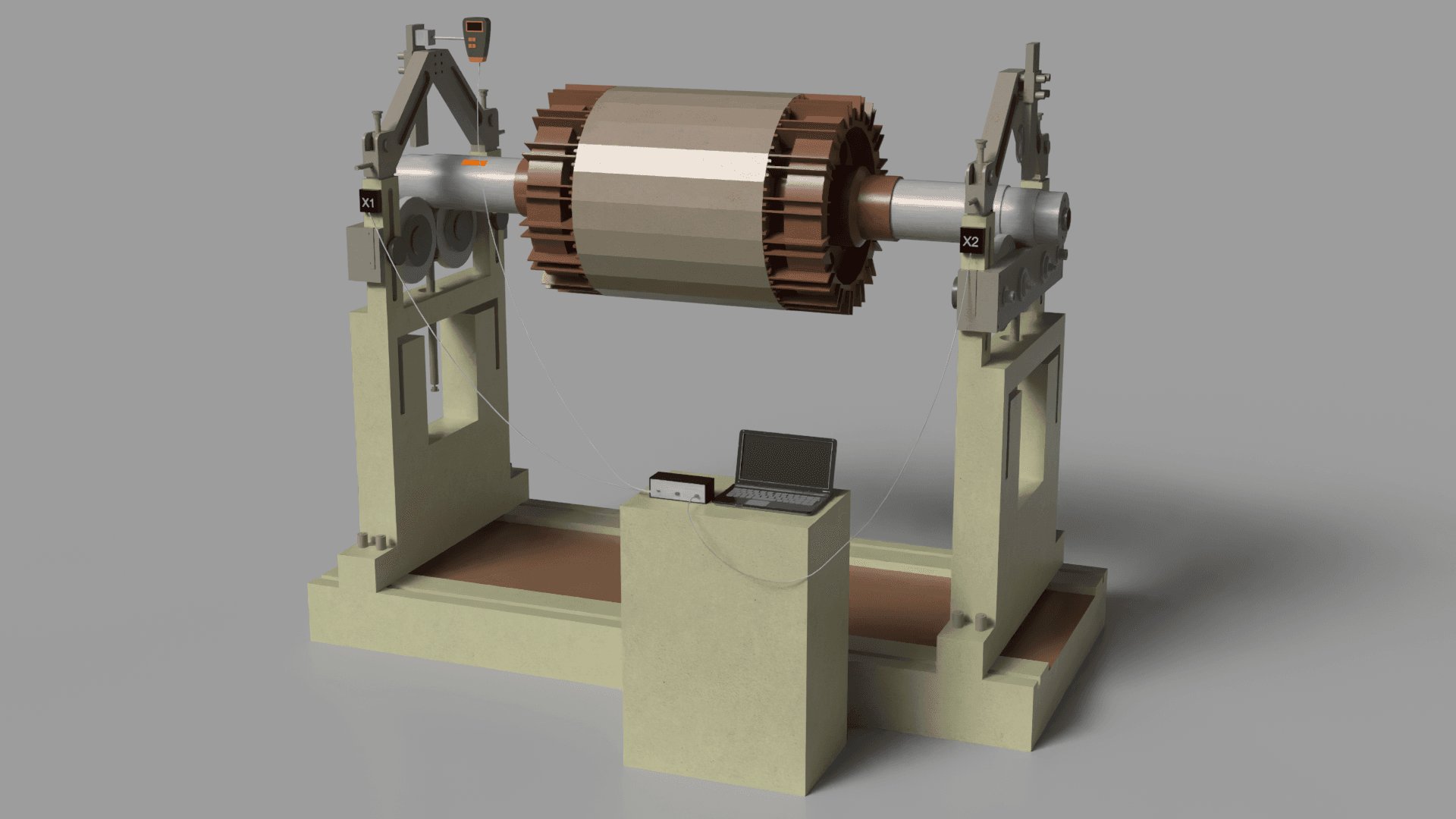
Датчики вибрации (акселерометры):
- Подключите кабели датчиков к соответствующим разъёмам прибора (например, X1 и X2 для Balanset-1A).
- Устанавливайте датчики на корпусах подшипников как можно ближе к ротору.
- Основная практика: Для получения максимального сигнала датчики следует устанавливать в направлении наибольшей вибрации. Для обеспечения жёсткого контакта используйте мощное магнитное основание или резьбовое крепление.
Фазовый датчик (лазерный тахометр):
- Подключите датчик к специальному входу (X3 для Balanset-1A).
- Прикрепите небольшой кусочек светоотражающей ленты к валу или другой вращающейся части ротора.
- Установите тахометр так, чтобы лазерный луч стабильно попадал на метку на протяжении каждого полного оборота.
Конфигурация программного обеспечения (Balanset-1A)
- Запустите программное обеспечение (от имени администратора) и подключите USB-модуль интерфейса.
- Перейдите в модуль балансировки. Создайте новую запись для балансируемого агрегата.
- Выберите тип балансировки: в одной плоскости (статическая) — для узких роторов, в двух плоскостях (динамическая) — для большинства остальных случаев.
- Определите плоскости коррекции: выберите места на роторе, где можно безопасно установить корректирующие грузы.
Раздел 2.3: Процедура балансировки: пошаговое руководство
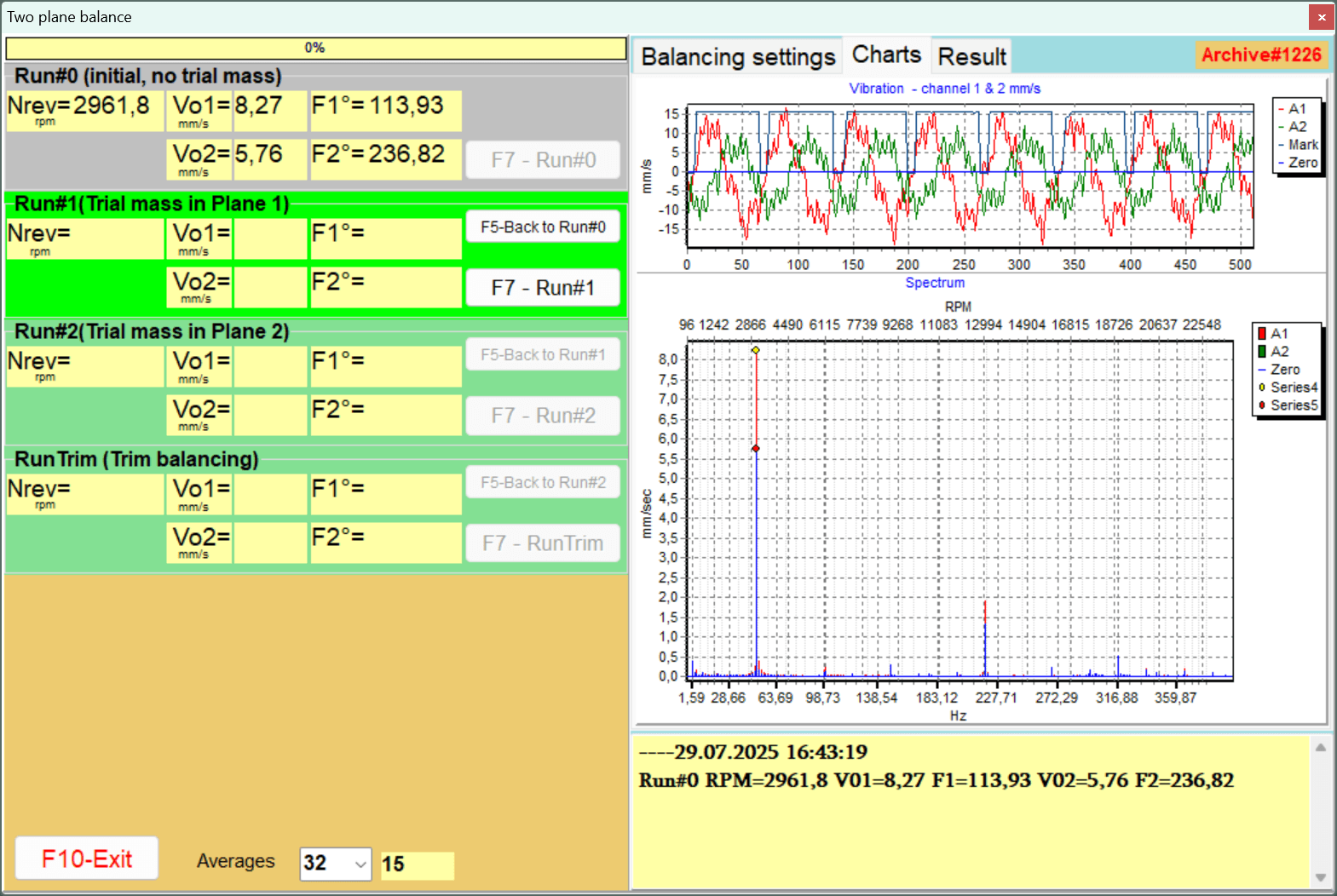
Запуск 0: начальное измерение
- Запустите машину и выведите её на стабильную рабочую скорость. Крайне важно, чтобы частота вращения оставалась одинаковой во всех последующих запусках.
- В программе запустите измерение. Прибор зафиксирует начальные значения амплитуды и фазы вибрации.
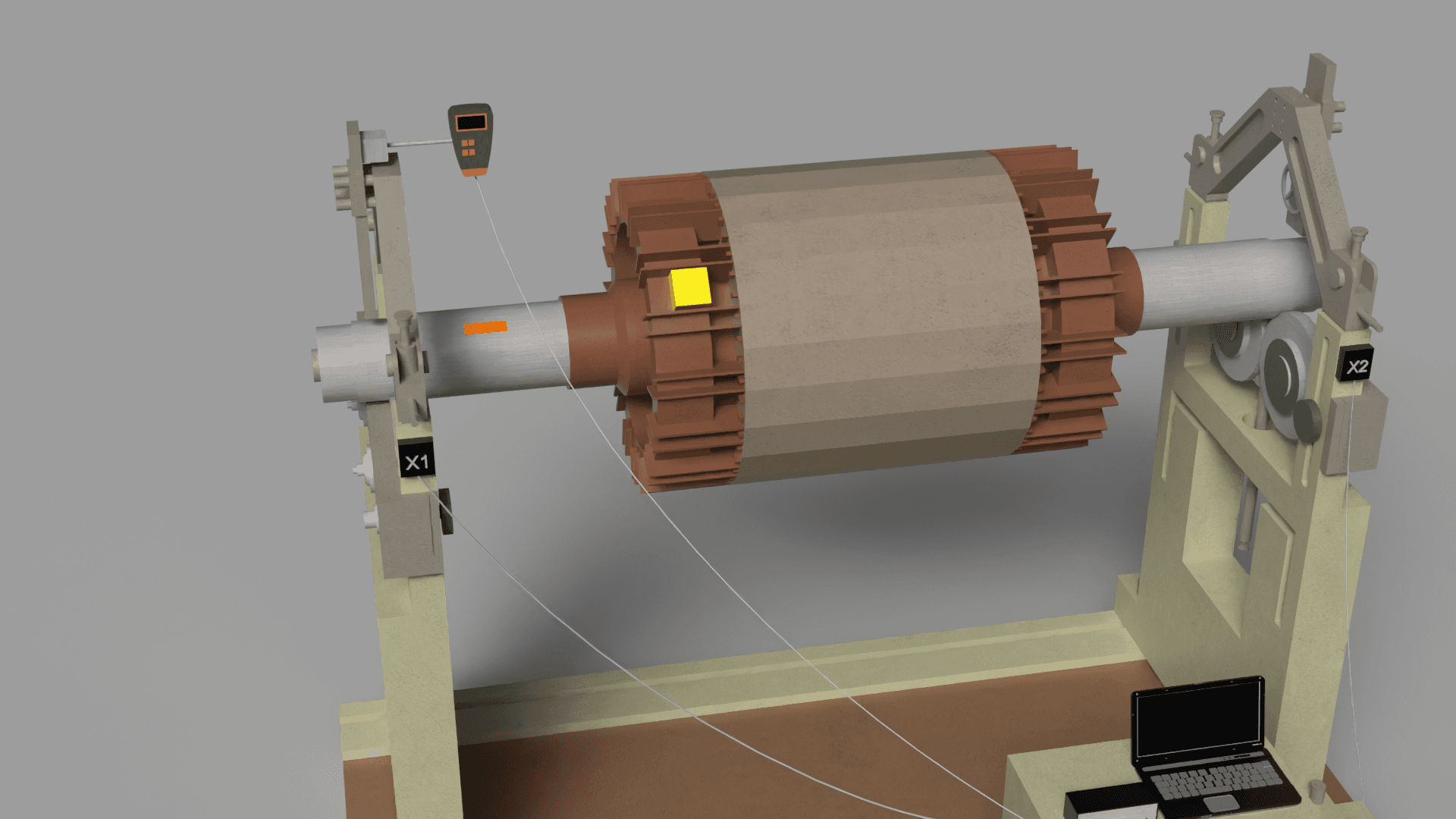
Запуск 1: пробный груз в плоскости 1
- Остановите машину.
- Выбор пробного груза: Масса пробного груза должна быть достаточной для заметного изменения параметров вибрации (изменение амплитуды не менее 20–30 % ИЛИ изменение фазы не менее чем на 20–30 градусов).
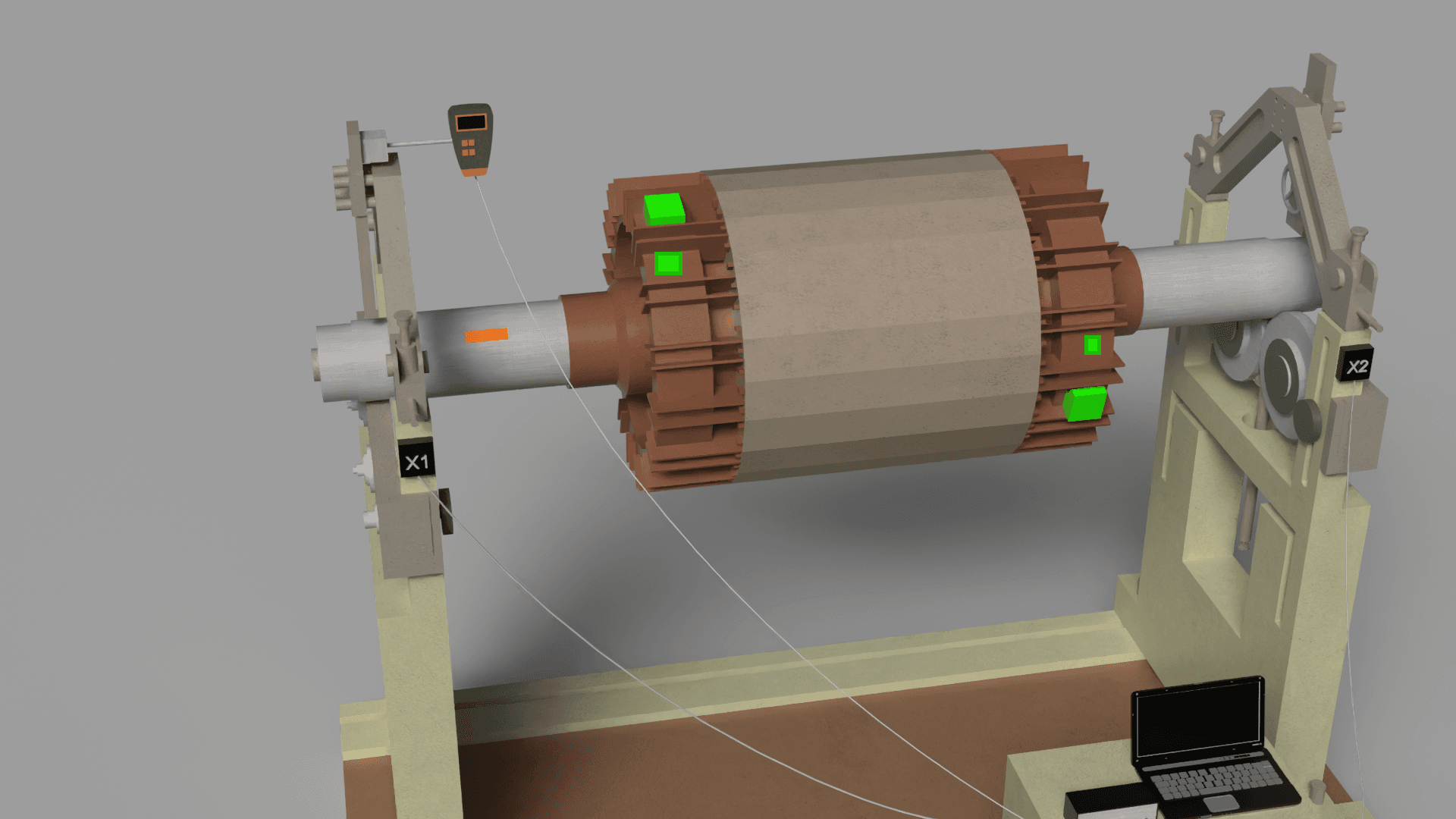
- Установка пробного груза: Надёжно закрепите взвешенный пробный груз на известном радиусе в плоскости 1. Запишите угловое положение.
- Запустите машину на той же стабильной скорости.
- Проведите второе измерение.
- Остановите машину и СНЯТЬ пробный груз.
Запуск 2: Пробный груз в плоскости 2 (для двухплоскостной балансировки)
- Повторите в точности процедуру из шага 2, но установите пробный груз в плоскости 2.
- Запустить, измерить, остановить и СНЯТЬ пробный груз.
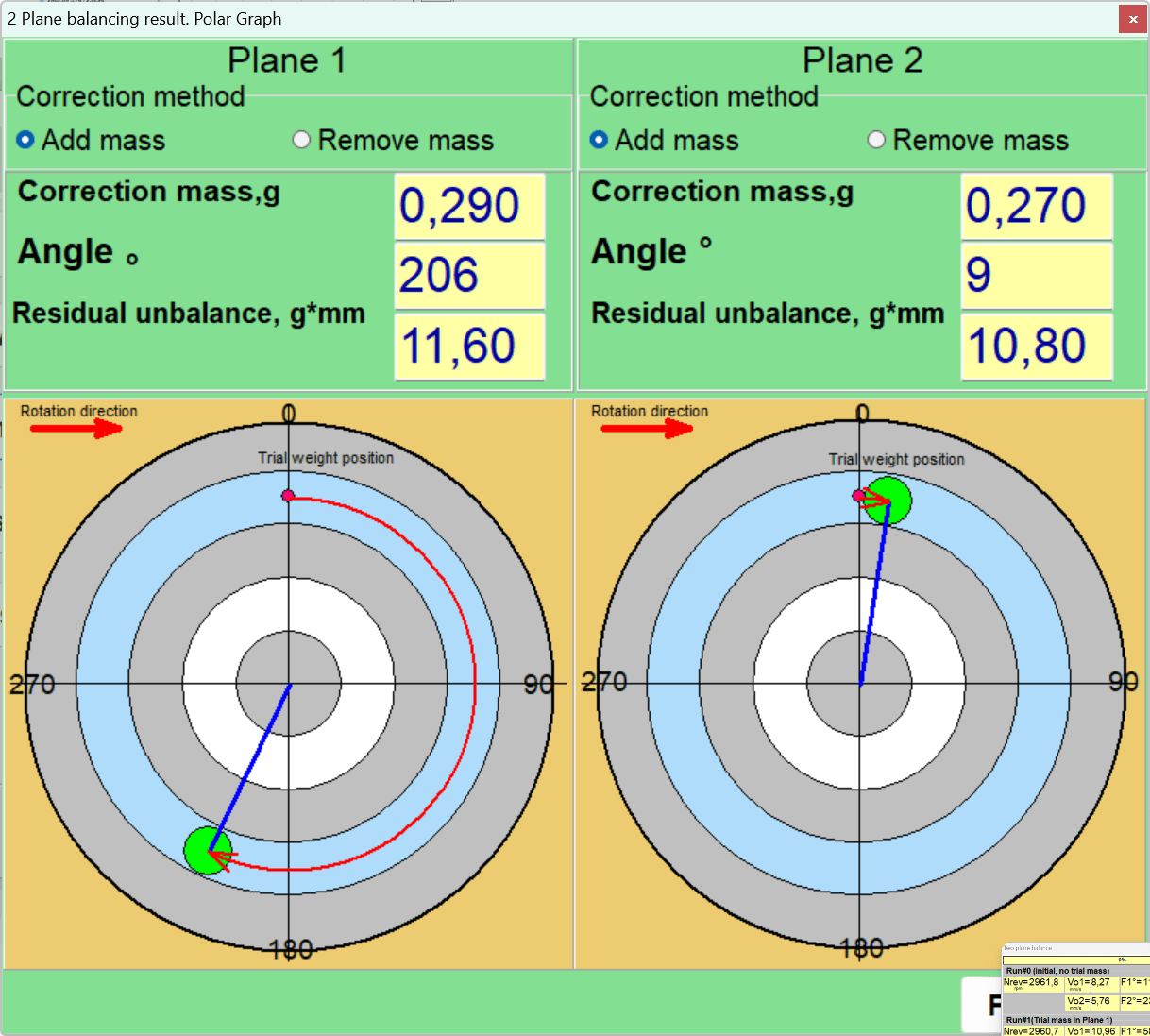
Расчёт и установка корректирующих грузов
- На основе изменений векторов, зафиксированных во время пробных запусков, программа автоматически рассчитает массу и угол установки корректирующего груза для каждой плоскости коррекции.
- Угол установки обычно отсчитывается от места установки пробного груза по направлению вращения ротора.
- Надёжно закрепите постоянные корректирующие грузы. При использовании сварки учитывайте, что сам сварной шов тоже имеет массу.
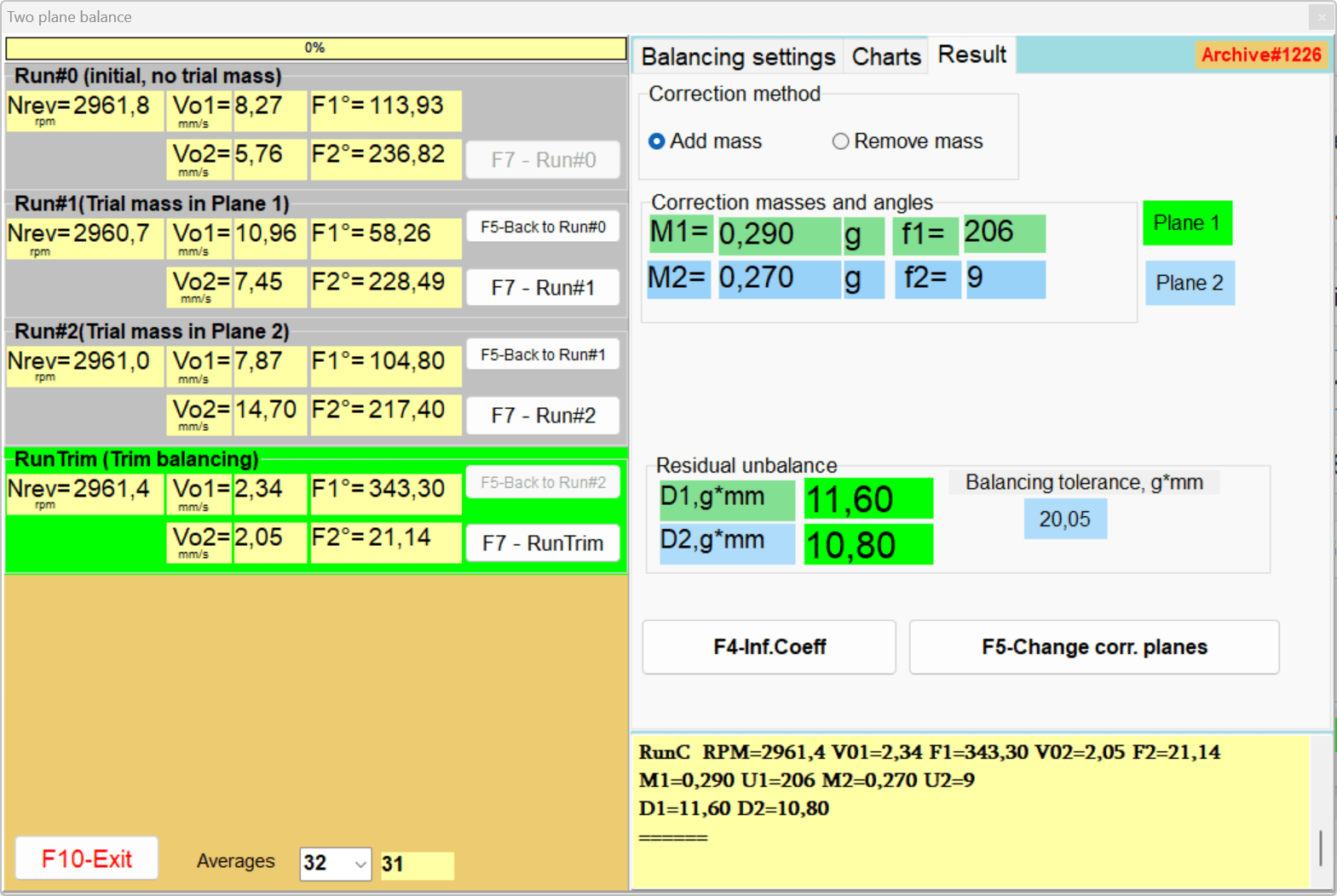
Запуск 3: Контрольное измерение и точная балансировка
- Запустите машину снова.
- Выполните контрольное измерение для оценки уровня остаточной вибрации.
- Сравните полученное значение с допуском, рассчитанным по ISO 1940-1.
- Если вибрация по-прежнему превышает допуск, прибор рассчитает небольшую корректирующую (доводочную) поправку.
- По завершении сохраните отчёт и коэффициенты влияния для возможного использования в будущем.
Часть III: Решение сложных задач и устранение неполадок
Данный раздел посвящён наиболее сложным аспектам балансировки на месте эксплуатации — ситуациям, когда стандартная процедура не даёт результата.
Меры безопасности
Предотвращение случайного запуска (блокировка/маркировка — LOTO): Перед началом работ необходимо обесточить агрегат и отсоединить привод ротора. На пусковых устройствах вывешиваются предупреждающие таблички, чтобы никто не запустил машину по ошибке.
Средства индивидуальной защиты: Обязательно используйте защитные очки или защитный щиток. Одежда должна плотно прилегать к телу, без свисающих краёв. Длинные волосы следует убрать под головной убор.
Опасная зона вокруг машины: Ограничьте доступ посторонних лиц в зону балансировки. Во время пробных запусков вокруг агрегата устанавливаются ограждения или предупреждающая лента. Радиус опасной зоны — не менее 3–5 метров.
Надёжное крепление груза: При установке пробных или постоянных корректирующих грузов уделяйте особое внимание надёжности их крепления. Вырвавшийся груз может стать опасным снарядом.
Электробезопасность: Соблюдайте общие правила электробезопасности — используйте исправную заземлённую розетку, не прокладывайте кабели во влажных или нагретых зонах.
Раздел 3.1: Диагностика и устранение нестабильности измерений
Симптом: При повторных измерениях в идентичных условиях показания амплитуды и/или фазы существенно изменяются («плавают», «скачут»), что делает невозможным расчёт коррекции.
Первопричина: Прибор работает исправно. Он точно фиксирует, что колебания системы носят нестабильный и непредсказуемый характер.
Системный диагностический алгоритм:
- Механическая неплотность: Это наиболее частая причина. Проверьте затяжку крепёжных болтов корпуса подшипника и анкерных болтов рамы. Проверьте фундамент и раму на наличие трещин.
- Дефекты подшипников: Чрезмерный внутренний зазор в подшипниках качения или износ вкладышей опор приводит к хаотичному перемещению вала внутри опоры.
- Нестабильность, связанная с процессом:
- Аэродинамические (вентиляторы): Турбулентный воздушный поток и отрыв потока от лопастей могут вызывать случайные силовые воздействия.
- Гидравлика (насосы): Кавитация вызывает мощные хаотичные гидравлические удары, которые маскируют периодический сигнал дисбаланса.
- Внутреннее перемещение масс (дробилки, мельницы): Материал может перераспределяться внутри ротора, создавая «подвижный дисбаланс».
- Резонанс: Если рабочая частота вращения очень близка к собственной частоте конструкции, даже незначительные её колебания вызывают значительные изменения амплитуды и фазы вибрации.
- Тепловые эффекты: По мере прогрева машины тепловое расширение может вызвать изгиб вала или нарушение центровки.
Раздел 3.2: Когда балансировка не помогает: выявление первопричинных дефектов
Симптом: Процедура балансировки выполнена, показания стабилизировались, но остаточная вибрация по-прежнему превышает допуск.
Использование спектрального анализатора для дифференциальной диагностики:
- Перекос вала: Основной признак — высокий пик вибрации на удвоенной частоте вращения (2x). Характерна повышенная осевая вибрация.
- Дефекты подшипников качения: Проявляется в виде высокочастотной вибрации на характерных подшипниковых частотах (BPFO, BPFI, BSF, FTF).
- Изгиб вала: Проявляется в виде высокого пика на частоте вращения (1x), но часто сопровождается заметной составляющей на удвоенной частоте вращения (2x).
- Неисправности электрической части (электродвигатели): Асимметрия магнитного поля может вызывать вибрацию на частоте, вдвое превышающей частоту питающей сети (100 Гц для сети 50 Гц).
Типичные ошибки при балансировке и способы их предотвращения
- Балансировка неисправного или загрязнённого ротора: Перед балансировкой всегда проверяйте состояние механизма.
- Пробный груз слишком мал: Придерживайтесь правила изменения вибрации на 20–30 %.
- Нарушение постоянства режима: Поддерживайте стабильную и одинаковую частоту вращения во время всех измерений.
- Ошибки фазы и метки: Внимательно контролируйте определение угла. Угол установки корректирующего груза обычно отсчитывается от положения пробного груза в направлении вращения.
- Неправильное крепление или потеря корректирующих грузов: Строго соблюдайте методику — если она требует снятия пробного груза, снимите его.
Стандарты качества балансировки
| Класс качества G | Допустимый удельный дисбаланс eза (мм/с) | Типы роторов (примеры) |
|---|---|---|
| G4000 | 4000 | Жёстко закреплённые коленчатые валы тихоходных судовых дизельных двигателей |
| G16 | 16 | Коленчатые валы крупных двухтактных двигателей |
| G6.3 | 6.3 | Роторы насосов, рабочие колёса вентиляторов, якоря электродвигателей, роторы дробилок |
| G2.5 | 2.5 | Роторы газовых и паровых турбин, турбокомпрессоры, приводы металлорежущих станков |
| Г1 | 1 | Приводы шлифовальных станков, шпиндели |
| G0.4 | 0.4 | Шпиндели прецизионных шлифовальных станков, гироскопы |
| Тип дефекта | Доминирующая частота спектра | Фазовая характеристика | Другие симптомы |
|---|---|---|---|
| Несбалансированность | 1x об/мин | Стабильный | Преобладает радиальная вибрация |
| Несоосность валов | 1x, 2x, 3x об/мин | Может быть нестабильным | Высокая осевая вибрация — ключевой признак |
| Механическая разболтанность | 1x, 2x и кратные гармоники | Неустойчивый, «прыгающий» | Визуально заметное движение |
| Дефект подшипника качения | Высокие частоты (BPFO, BPFI и т. д.) | Не синхронизировано с частотой вращения | Посторонние шумы, повышенная температура |
| Резонанс | Рабочая скорость совпадает с собственной частотой | Фаза изменяется на 180° при прохождении через резонанс | Амплитуда вибрации резко возрастает при определённой скорости |
Часть IV: Часто задаваемые вопросы и примечания по применению
Раздел 4.1: Общие часто задаваемые вопросы (FAQ)
Когда применяется одноплоскостная, а когда двухплоскостная балансировка?
Используйте одноплоскостную (статическую) балансировку для узких дискообразных роторов (соотношение L/D < 0,25). Для практически всех остальных роторов, особенно при L/D > 0.25.
Что делать, если пробный груз вызвал опасный рост вибрации?
Немедленно остановите машину. Это означает, что пробный груз был установлен вблизи существующей тяжёлой точки. Решение: переставьте пробный груз на 180 градусов от его исходного положения.
Можно ли использовать сохранённые коэффициенты влияния для другой машины?
Да, но только если другая машина абсолютно идентична — та же модель, тот же ротор, тот же фундамент, те же подшипники. Любое изменение жёсткости конструкции сделает коэффициенты влияния недействительными.
Как учитывать шпоночные пазы? (ISO 8821)
При балансировке без сопрягаемой детали в шпоночный паз вала принято устанавливать «полушпонку». Это позволяет компенсировать массу той части шпонки, которая заполняет паз на валу.
| Симптом | Вероятные причины | Рекомендуемые действия |
|---|---|---|
| Нестабильные/плавающие показания | Механическое ослабление крепежа, износ подшипников, резонанс, нестабильность технологического процесса, внешние вибрации | Затяните все болтовые соединения, проверьте зазоры в подшипниках, проведите выбег, обеспечьте стабильный режим работы. |
| Невозможно достичь допуска после нескольких циклов | Неверные коэффициенты влияния, гибкий ротор, наличие скрытого дефекта (несоосность). | Повторите пробный запуск с правильно подобранным грузом, проверьте, не является ли ротор гибким, воспользуйтесь FFT для выявления других дефектов. |
| Вибрация в норме после балансировки, но быстро возвращается | Выброс корректирующего груза, налипание продукта на ротор, термические деформации | Используйте более надёжный способ крепления грузов (сварку), соблюдайте график регулярной очистки ротора. |
Раздел 4.2: Руководство по балансировке отдельных типов оборудования
Промышленные вентиляторы и дымососы:
- Проблема: Наиболее подвержены дисбалансу из-за налипания остатков продукта на лопасти или абразивного износа.
- Процедура: Перед началом работы всегда тщательно очищайте крыльчатку. Обращайте внимание на аэродинамические силы, которые могут привести к потере устойчивости.
Насосы:
- Проблема: Главный враг — кавитация.
- Процедура: Перед балансировкой убедитесь в достаточном кавитационном запасе на входе (NPSHa). Проверьте, что всасывающий трубопровод не засорён.
Дробилки, измельчители и мульчеры:
- Проблема: Экстремальный износ; возможны значительные изменения дисбаланса вследствие поломки или износа бил.
- Процедура: Проверьте исправность и надёжность крепления рабочих элементов. При необходимости выполните дополнительное крепление рамы машины.
Якоря электродвигателей:
- Проблема: Могут иметь как механические, так и электрические источники вибрации.
- Процедура: С помощью анализатора спектра проверьте наличие вибрации на удвоенной частоте питающей сети. Её присутствие свидетельствует о неисправности электрической части, а не о дисбалансе.
Заключение
Динамическая балансировка роторов на месте с использованием портативных приборов, таких как Balanset-1A, — мощный инструмент повышения надёжности и эффективности работы промышленного оборудования. Однако, как показывает практика, успех этой процедуры зависит не столько от самого прибора, сколько от квалификации специалиста и умения применять системный подход.
Основные принципы:
- Подготовка определяет результат: Тщательная очистка ротора, проверка состояния подшипников и фундамента, а также предварительная диагностика вибрации — обязательные условия для успешной балансировки.
- Соответствие стандартам — основа качества: Применение ISO 1940-1 превращает субъективную оценку в объективный, измеримый и юридически значимый результат.
- Прибор является не только балансировочным, но и диагностическим инструментом: Невозможность выполнить балансировку или нестабильность показаний — важные диагностические признаки, указывающие на более серьёзные неисправности.
- Понимание физики процессов — ключ к решению нестандартных задач: Знание различий между жёсткими и гибкими роторами, а также понимание влияния резонанса позволяют специалистам принимать правильные решения.
Соблюдение рекомендаций, изложенных в настоящем руководстве, позволит техническим специалистам не только успешно решать типовые задачи, но и эффективно диагностировать и устранять сложные, нетривиальные проблемы вибрации вращающегося оборудования.