Saha Dinamik Dengeleme
Bölüm I: Dinamik Dengelemenin Teorik ve Düzenleyici Temelleri
Saha dinamik balanslama, endüstriyel ekipmanların hizmet ömrünü uzatmayı ve acil durumları önlemeyi amaçlayan titreşim ayarlama teknolojisindeki temel işlemlerden biridir. Balanset-1A gibi taşınabilir cihazların kullanımı, bu işlemlerin doğrudan işletme sahasında gerçekleştirilmesini sağlayarak, arıza süresini ve söküm maliyetlerini en aza indirir. Ancak başarılı bir balanslama, yalnızca cihazla çalışma becerisini değil, aynı zamanda titreşimin altında yatan fiziksel süreçleri derinlemesine anlamayı ve iş kalitesini belirleyen yasal düzenlemeler hakkında bilgi sahibi olmayı da gerektirir.
Metodoloji prensibi, deneme ağırlıklarının yerleştirilmesi ve dengesizlik etki katsayılarının hesaplanmasına dayanmaktadır. Basitçe ifade etmek gerekirse, cihaz dönen bir rotorun titreşimini (genlik ve faz) ölçer, ardından kullanıcı belirli düzlemlerde küçük deneme ağırlıklarını sırayla ekleyerek ek kütlenin titreşim üzerindeki etkisini "kalibre eder". Titreşim genliği ve fazındaki değişikliklere dayanarak, cihaz dengesizliği gidermek için gerekli düzeltme ağırlıklarının kütlesini ve montaj açısını otomatik olarak hesaplar.
Bu yaklaşım, sözde "uygulama"yı hayata geçirir. üç-çalışma yöntemi İki düzlemde dengeleme için: başlangıç ölçümü ve deneme ağırlıklarıyla iki çalıştırma (her düzlemde bir tane). Tek düzlemde dengeleme için genellikle iki çalıştırma yeterlidir - ağırlıksız ve bir deneme ağırlığıyla. Modern cihazlarda, gerekli tüm hesaplamalar otomatik olarak yapılır, bu da süreci önemli ölçüde basitleştirir ve operatör yeterlilik gereksinimlerini azaltır.
Bölüm 1.1: Dengesizlik Fiziği: Derinlemesine Analiz
Döner ekipmanlardaki her türlü titreşimin temelinde dengesizlik veya dengesizlik yatar. Dengesizlik, rotor kütlesinin dönme eksenine göre eşit olmayan bir şekilde dağıldığı bir durumdur. Bu eşit olmayan dağılım, merkezkaç kuvvetlerinin oluşmasına ve dolayısıyla desteklerin ve tüm makine yapısının titreşimine yol açar. Giderilmeyen dengesizliğin sonuçları felaket olabilir: yatakların erken aşınması ve hasar görmesinden temele ve makinenin kendisine zarar vermeye kadar. Dengesizliğin etkili bir şekilde teşhis edilmesi ve giderilmesi için, türlerini net bir şekilde ayırt etmek gerekir.
Dengesizlik Türleri

Statik dengesizlik (tek düzlem): Bu tür dengesizlik, rotorun kütle merkezinin dönme eksenine paralel olarak yer değiştirmesiyle karakterize edilir. Statik durumda, yatay prizmalar üzerine monte edilmiş böyle bir rotor, ağır tarafı her zaman aşağıya doğru dönecektir. Statik dengesizlik, uzunluk/çap oranının (L/D) 0,25'ten az olduğu ince, disk şeklindeki rotorlarda (örneğin taşlama taşları veya dar fan pervaneleri) baskındır. Statik dengesizliğin giderilmesi, ağır noktanın tam karşısında, bir düzeltme düzlemine tek bir düzeltme ağırlığı takılarak mümkündür.
Çift (an) dengesizliği: Bu tür dengesizlik, rotorun ana atalet ekseninin kütle merkezindeki dönme ekseniyle kesiştiği ancak ona paralel olmadığı durumlarda ortaya çıkar. Çift dengesizliği, farklı düzlemlerde bulunan, büyüklükleri eşit ancak zıt yönlü iki dengesiz kütle olarak temsil edilebilir. Statik bir durumda, böyle bir rotor dengededir ve dengesizlik yalnızca dönüş sırasında "sallanma" veya "yalpalama" şeklinde kendini gösterir. Bunu telafi etmek için, iki farklı düzlemde en az iki düzeltici ağırlık yerleştirilmesi ve bir dengeleyici moment oluşturulması gerekir.

Dinamik dengesizlik: Bu, gerçek koşullarda en sık görülen dengesizlik türüdür ve statik ve çift dengesizliklerin bir kombinasyonunu temsil eder. Bu durumda, rotorun ana merkez atalet ekseni, dönme ekseniyle çakışmaz ve kütle merkezinde onu kesmez. Dinamik dengesizliği gidermek için en az iki düzlemde kütle düzeltmesi gereklidir. Balanset-1A gibi iki kanallı cihazlar, bu sorunu çözmek için özel olarak tasarlanmıştır.
Yarı-statik dengesizlik: Bu, ana atalet ekseninin dönme ekseniyle kesiştiği, ancak rotorun kütle merkezinde kesişmediği dinamik dengesizliğin özel bir durumudur. Bu, karmaşık rotor sistemlerinin teşhisi için ince ama önemli bir ayrımdır.
Sert ve Esnek Rotorlar: Kritik Ayrım
Dengelemedeki temel kavramlardan biri, rijit ve esnek rotorlar arasındaki ayrımdır. Bu ayrım, başarılı dengelemenin olasılığını ve metodolojisini belirler.
Sert rotor: Bir rotor, çalışma dönüş frekansı ilk kritik frekansından önemli ölçüde düşükse ve santrifüj kuvvetlerinin etkisi altında önemli elastik deformasyonlara (sapmalara) maruz kalmıyorsa rijit kabul edilir. Böyle bir rotorun dengelenmesi genellikle iki düzeltme düzleminde başarıyla gerçekleştirilir. Balanset-1A cihazları öncelikle rijit rotorlarla çalışmak üzere tasarlanmıştır.
Esnek rotor: Bir rotor, kritik frekanslarından birine yakın veya onu aşan bir dönüş frekansında çalışıyorsa esnek kabul edilir. Bu durumda, elastik şaft sapması kütle merkezinin yer değiştirmesine benzer hale gelir ve genel titreşime önemli ölçüde katkıda bulunur.
Esnek bir rotoru, rijit rotorlar için kullanılan yöntemle (iki düzlemde) dengelemeye çalışmak genellikle başarısızlıkla sonuçlanır. Düzeltici ağırlıkların takılması, düşük, rezonans altı hızlarda titreşimi telafi edebilir, ancak rotor büküldüğünde, çalışma hızına ulaşıldığında, bu ağırlıklar bükülme titreşim modlarından birini uyararak titreşimi artırabilir. Bu, aletle yapılan tüm işlemler doğru şekilde gerçekleştirilse bile dengelemenin "işe yaramamasının" temel nedenlerinden biridir.
Çalışmaya başlamadan önce, rotorun çalışma hızını bilinen (veya hesaplanan) kritik frekanslarla ilişkilendirerek sınıflandırmak son derece önemlidir. Rezonansı atlatmak mümkün değilse, rezonansı kaydırmak için dengeleme sırasında ünitenin montaj koşullarını geçici olarak değiştirmek önerilir.
Bölüm 1.2: Düzenleyici Çerçeve: ISO Standartları
Dengeleme alanındaki standartlar birkaç önemli işlevi yerine getirir: birleşik teknik terminoloji oluştururlar, kalite gereksinimlerini tanımlarlar ve en önemlisi, teknik gereklilik ile ekonomik uygulanabilirlik arasında bir uzlaşma için temel oluştururlar.
ISO 1940-1-2007 (ISO 1940-1): Sert Rotorların Dengelenmesine İlişkin Kalite Gereksinimleri
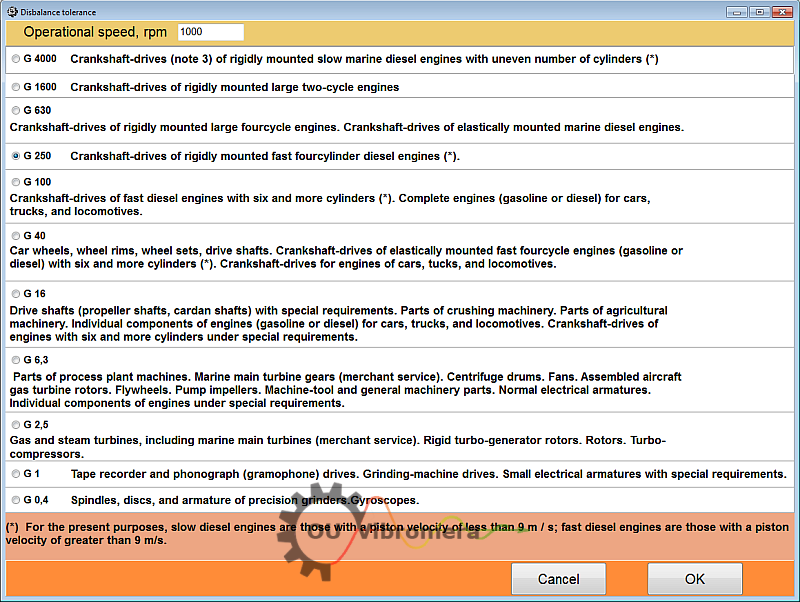
Bu standart, izin verilen kalıcı balanssızlığın belirlenmesinde temel belgedir. Makinenin tipine ve çalışma dönüş frekansına bağlı olan balans kalite derecesi (G) kavramını ortaya koyar.
Kalite notu G: Her ekipman türü, dönüş hızından bağımsız olarak sabit kalan belirli bir kalite sınıfına karşılık gelir. Örneğin, kırıcılar için G6.3, elektrik motoru armatürleri ve türbinleri için ise G2.5 sınıfı önerilir.
İzin verilen kalıntı dengesizliğin hesaplanması (Ubaşına): Standart, dengeleme sırasında hedef gösterge görevi gören belirli bir izin verilen dengesizlik değerinin hesaplanmasına olanak tanır. Hesaplama iki aşamada gerçekleştirilir:
- İzin verilen özgül dengesizliğin belirlenmesi (ebaşına) şu formülü kullanarak:
e başına = (G × 9549) / n
Burada G, dengeleme kalitesi derecesidir (örneğin, 2,5), n ise çalışma dönüş frekansıdır (rpm). e için ölçüm birimibaşına g·mm/kg veya μm'dir. - İzin verilen kalıntı dengesizliğin belirlenmesi (Ubaşına) tüm rotor için:
U per = e per × M
Burada M, rotor kütlesidir (kg). U için ölçüm birimibaşına g·mm'dir.
Örnek: G2.5 kalite sınıfına sahip, 3000 rpm'de çalışan, 5 kg kütleli bir elektrik motoru rotoru için:
ebaşına = (2,5 × 9549) / 3000 ≈ 7,96 μm
Senbaşına = 7,96 × 5 = 39,8 g·mm
Bu, dengeleme sonrasında kalan dengesizliğin 39,8 gr·mm'yi geçmemesi gerektiği anlamına gelir.
ISO 20806-2007 (ISO 20806): Yerinde Dengeleme
Bu standart doğrudan saha dengeleme sürecini düzenler.
Avantajları: Yerinde dengelemenin temel avantajı, rotorun gerçek çalışma koşullarında, destekleri üzerinde ve çalışma yükü altında dengelenmesidir. Bu, destek sisteminin dinamik özelliklerini ve bağlı şaft takımı bileşenlerinin etkisini otomatik olarak hesaba katar.
Dezavantajları ve sınırlamaları:
- Sınırlı erişim: Montajı yapılmış bir makinede düzeltme düzlemlerine erişim çoğu zaman zordur ve bu da ağırlık montajı için olanakları sınırlar.
- Deneme çalışmalarına ihtiyaç var mı? Dengeleme işlemi, makinenin birkaç "başlatma-durdurma" döngüsünü gerektirir.
- Şiddetli denge bozukluğu ile ilgili zorluk: Çok büyük başlangıç dengesizliği durumlarında, düzlem seçimi ve düzeltici ağırlık kütlesindeki kısıtlamalar, gerekli dengeleme kalitesinin elde edilmesine izin vermeyebilir.
Bölüm II: Balanset-1A Enstrümanlarıyla Dengeleme İçin Pratik Kılavuz
Dengelemenin başarısı, hazırlık çalışmalarının titizliğine bağlıdır. Arızaların çoğu cihaz arızasından değil, ölçüm tekrarlanabilirliğini etkileyen faktörlerin göz ardı edilmesinden kaynaklanır. Temel hazırlık ilkesi, cihazın yalnızca dengesizlik etkisini ölçmesi için diğer tüm olası titreşim kaynaklarını hariç tutmaktır.
Bölüm 2.1: Başarının Temeli: Ön Dengeleme Tanılama ve Makine Hazırlığı
Adım 1: Birincil Titreşim Tanılaması (Gerçekten dengesizlik mi?)
Dengeleme işleminden önce, titreşim ölçer modunda ön bir titreşim ölçümü yapmak faydalıdır. Balanset-1A yazılımında, herhangi bir ağırlık takmadan önce genel titreşimi ve dönme frekansındaki (1×) bileşeni ayrı ayrı ölçebileceğiniz bir "Titreşim Ölçer" modu (F5 düğmesi) bulunmaktadır.
Klasik dengesizlik işareti: Titreşim spektrumu, rotorun dönüş frekansındaki bir tepe noktası (1x RPM frekansındaki tepe noktası) tarafından domine edilmelidir. Bu bileşenin yatay ve dikey yönlerdeki genliği karşılaştırılabilir olmalı ve diğer harmoniklerin genlikleri önemli ölçüde daha düşük olmalıdır.
Diğer kusurların belirtileri: Eğer spektrumda diğer frekanslarda (örneğin, 2x, 3x RPM) veya birden fazla olmayan frekanslarda belirgin tepe noktaları varsa, bu dengelemeden önce ortadan kaldırılması gereken başka sorunların varlığını gösterir.
Adım 2: Kapsamlı Mekanik Muayene (Kontrol Listesi)
- Rotor: Rotor yüzeylerinin tamamını kir, pas ve yapışmış kalıntılardan iyice temizleyin. Geniş bir alanda az miktarda kir bile önemli dengesizliğe neden olur. Kırık veya eksik parça olup olmadığını kontrol edin.
- Rulmanlar: Rulman aksamlarında aşırı boşluk, gereksiz ses ve aşırı ısınma olup olmadığını kontrol edin. Aşınmış rulmanlar, istikrarlı ölçümler elde etmenize izin vermez.
- Temel ve çerçeve: Ünitenin sağlam bir temele monte edildiğinden emin olun. Ankraj cıvatalarının sıkılığını ve çerçevede çatlak olup olmadığını kontrol edin.
- Sürmek: Kayış tahrik sistemlerinde, kayış gerginliğini ve durumunu kontrol edin. Kaplin bağlantılarında ise mil hizalamasını kontrol edin.
- Güvenlik: Tüm koruyucu muhafazaların mevcut ve çalışır durumda olduğundan emin olun.
Bölüm 2.2: Enstrüman Kurulumu ve Yapılandırması
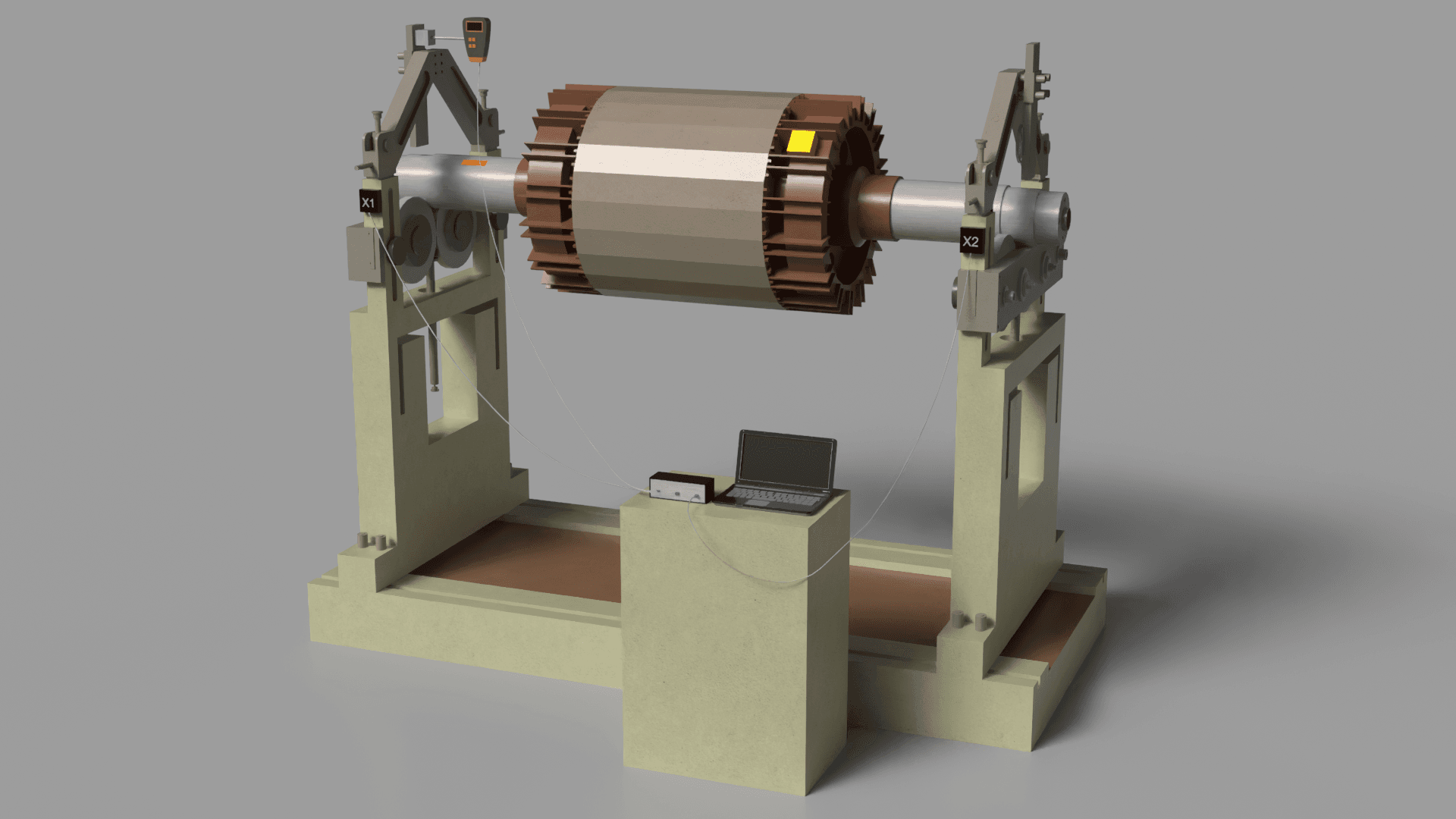
Donanım Kurulumu
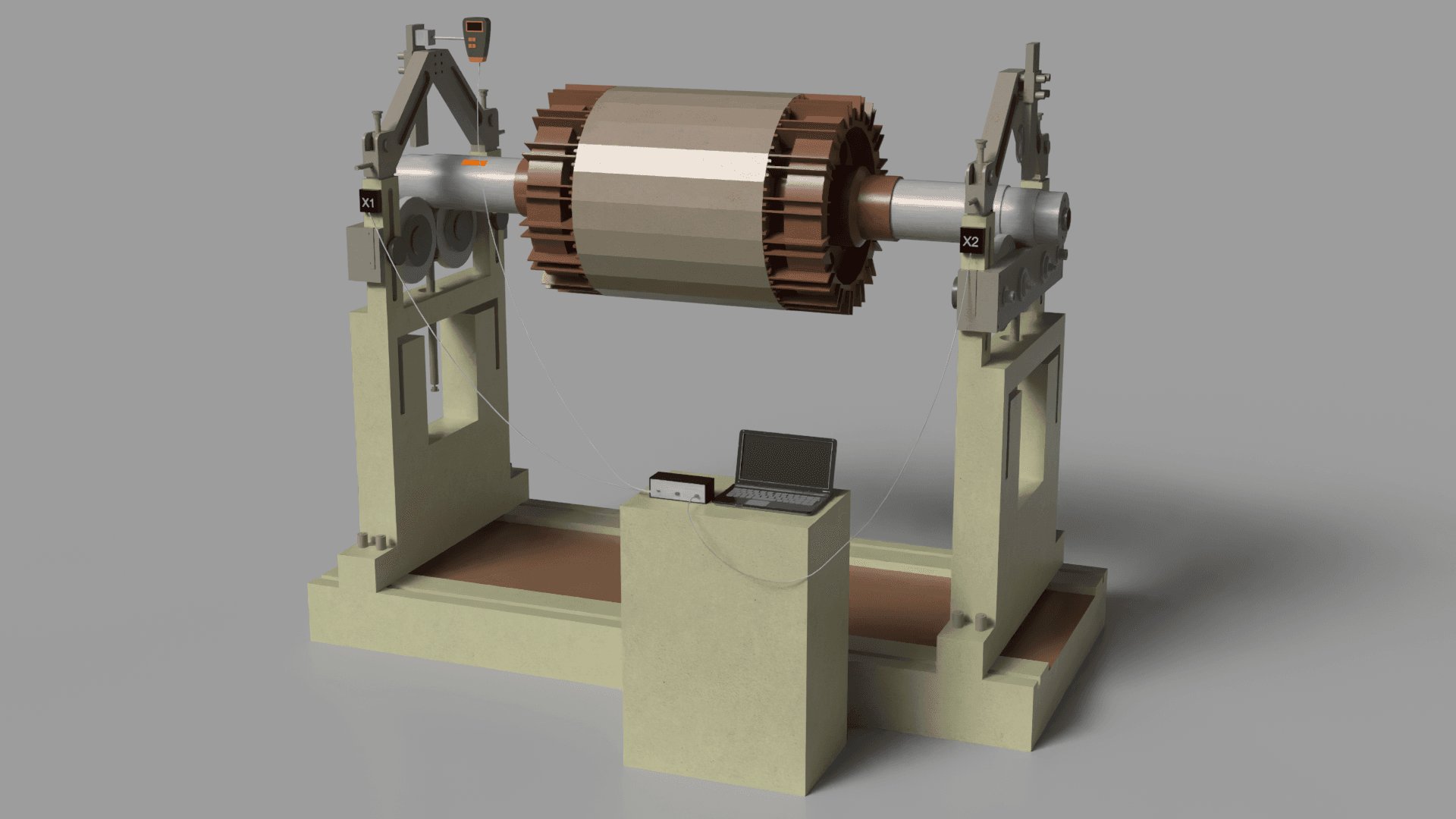
Titreşim sensörleri (ivmeölçerler):
- Sensör kablolarını ilgili cihaz konnektörlerine bağlayın (örneğin, Balanset-1A için X1 ve X2).
- Sensörleri rulman yuvalarına mümkün olduğunca rotora yakın bir yere yerleştirin.
- Başlıca uygulama: Maksimum sinyal elde etmek için sensörler titreşimin en fazla olduğu yöne monte edilmelidir. Sağlam temas sağlamak için güçlü bir manyetik taban veya vidalı bağlantı elemanı kullanılmalıdır.
Faz sensörü (lazer takometre):
- Sensörü özel girişe (Balanset-1A için X3) bağlayın.
- Rotorun miline veya dönen diğer parçasına küçük bir parça yansıtıcı bant yapıştırın.
- Takometreyi, lazer ışınının tüm devir boyunca hedefi sabit bir şekilde vuracağı şekilde monte edin.
Yazılım Yapılandırması (Balanset-1A)
- Yazılımı (yönetici olarak) başlatın ve USB arayüz modülünü bağlayın.
- Dengeleme modülüne gidin. Dengelenecek ünite için yeni bir kayıt oluşturun.
- Dengeleme türünü seçin: Dar rotorlar için 1 düzlemli (statik) veya diğer çoğu durum için 2 düzlemli (dinamik).
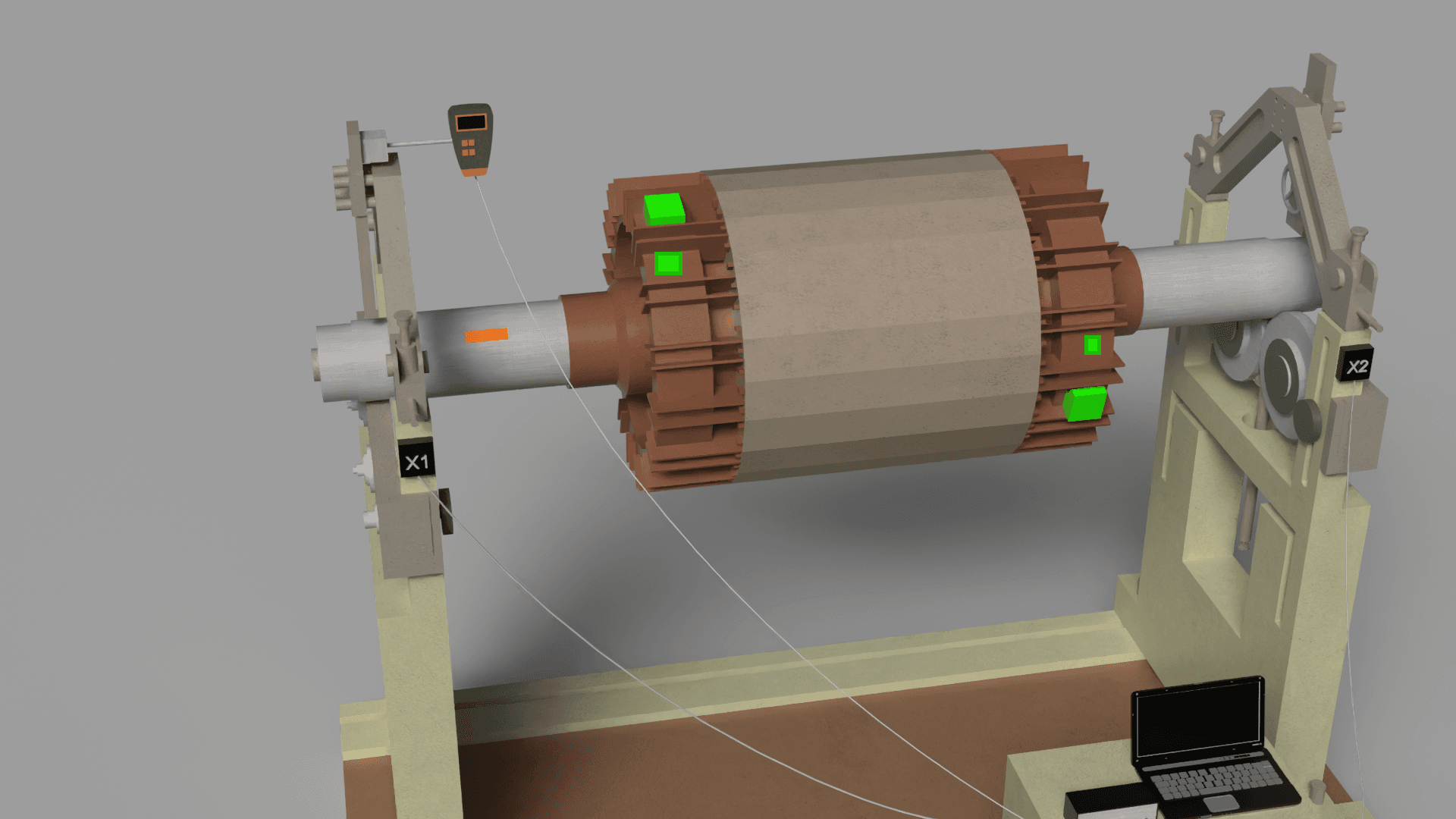
- Düzeltme düzlemlerini tanımlayın: Rotor üzerinde düzeltme ağırlıklarının güvenli bir şekilde takılabileceği yerleri seçin.
Bölüm 2.3: Dengeleme Prosedürü: Adım Adım Kılavuz
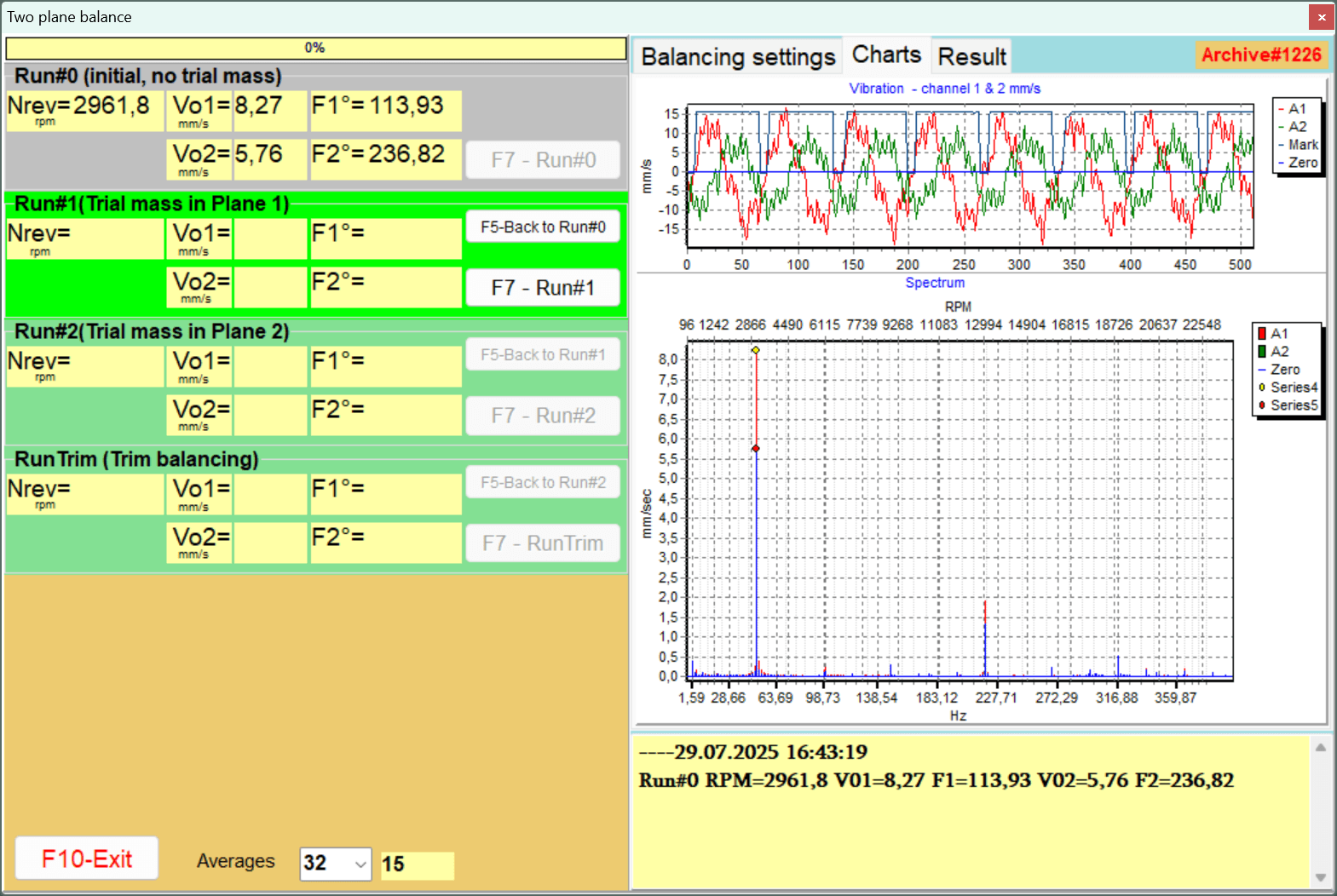
Çalıştırma 0: İlk ölçüm
- Makineyi çalıştırın ve sabit çalışma hızına getirin. Sonraki tüm çalışmalarda dönüş hızının aynı olması son derece önemlidir.
- Programda ölçüme başlayın. Cihaz, ilk titreşim genliği ve faz değerlerini kaydedecektir.
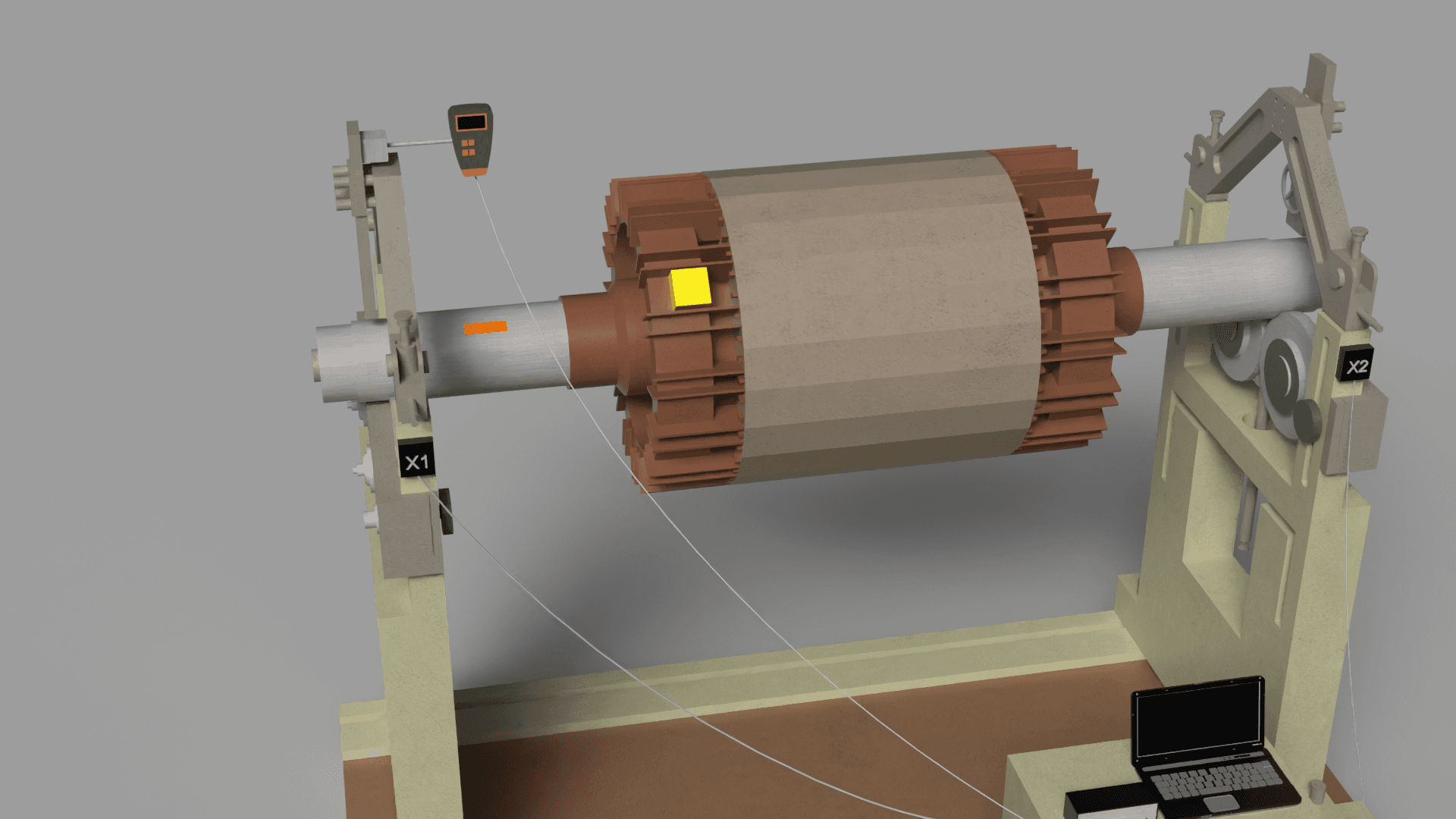
1. Çalıştırma: 1. düzlemdeki deneme ağırlığı
- Makineyi durdurun.
- Deneme ağırlığı seçimi: Deney ağırlığının kütlesi, titreşim parametrelerinde gözle görülür bir değişikliğe neden olacak kadar yeterli olmalıdır (genlikte en az 20-30 derecelik bir değişiklik VEYA fazda en az 20-30 derecelik bir değişiklik).
- Deneme ağırlığı kurulumu: Tartılmış deneme ağırlığını, düzlem 1'de bilinen bir yarıçapta güvenli bir şekilde sabitleyin. Açısal konumu kaydedin.
- Makineyi aynı sabit hızda çalıştırın.
- İkinci ölçümü gerçekleştirin.
- Makineyi durdurun ve Deneme ağırlığını çıkarın.
2. Çalışma: 2. düzlemdeki deneme ağırlığı (2 düzlem dengelemesi için)
- 2. adımdaki prosedürü aynen tekrarlayın, ancak deneme ağırlığını 2. düzleme yerleştirin.
- Başlat, ölç, durdur ve Deneme ağırlığını çıkarın.
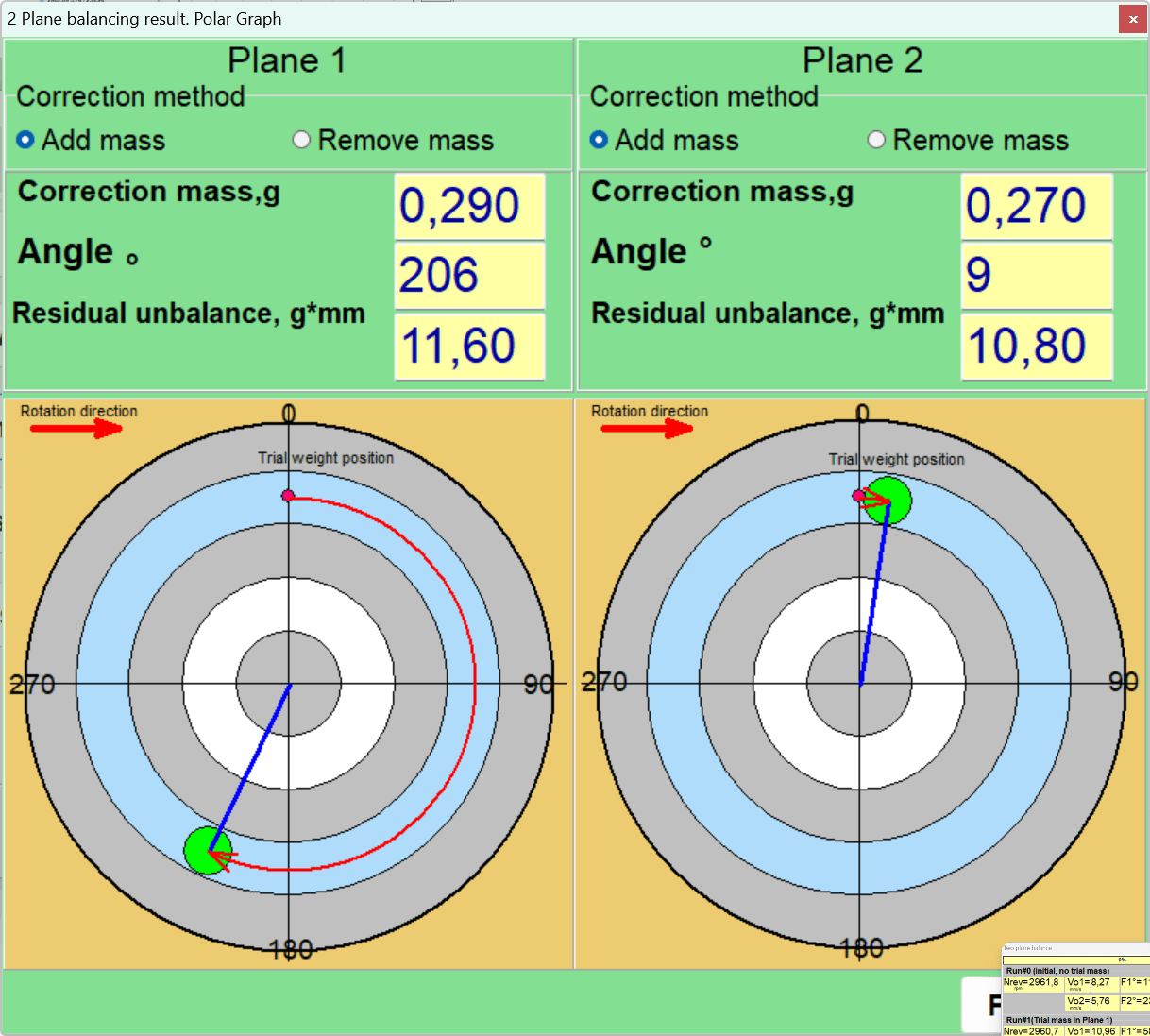
Düzeltme ağırlıklarının hesaplanması ve kurulumu
- Deneme çalışmaları sırasında kaydedilen vektör değişimlerine dayanarak program her bir uçak için düzeltici ağırlığın kütlesini ve montaj açısını otomatik olarak hesaplayacaktır.
- Montaj açısı genellikle deneme ağırlığının bulunduğu yerden rotor dönüş yönüne doğru ölçülür.
- Kalıcı düzeltici ağırlıkları güvenli bir şekilde takın. Kaynak yaparken, kaynağın kendisinin de bir kütlesi olduğunu unutmayın.
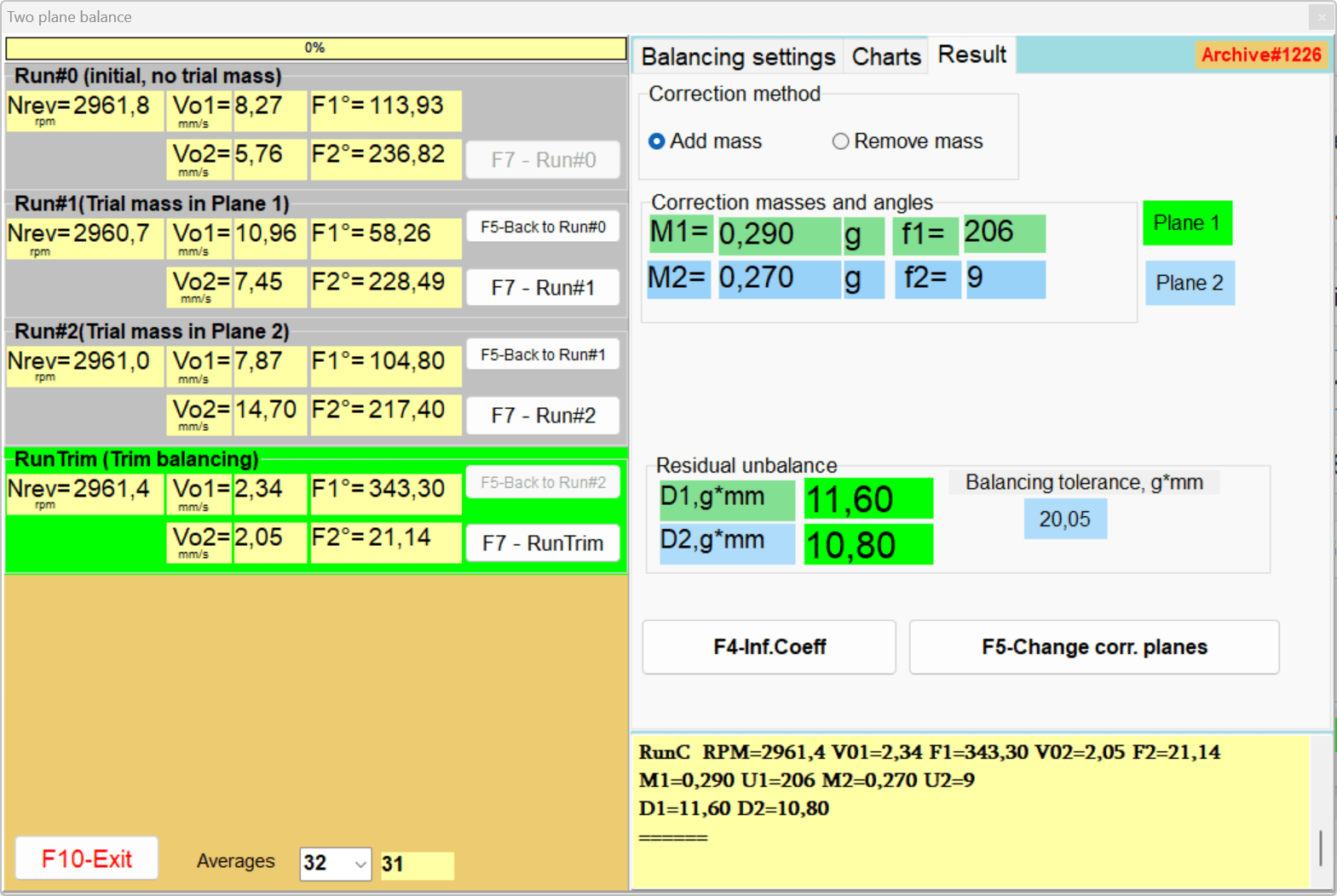
3. Çalıştırma: Doğrulama ölçümü ve hassas dengeleme
- Makineyi tekrar çalıştırın.
- Kalan titreşim seviyesini değerlendirmek için bir kontrol ölçümü gerçekleştirin.
- Elde edilen değeri ISO 1940-1'e göre hesaplanan toleransla karşılaştırın.
- Titreşim hala tolerans sınırını aşıyorsa, cihaz küçük bir "ince" (ayar) düzeltmesi hesaplayacaktır.
- Tamamlandığında, raporu ve etki katsayılarını ileride kullanmak üzere saklayın.
Bölüm III: Gelişmiş Sorun Çözme ve Sorun Giderme
Bu bölüm, saha dengelemenin en karmaşık yönlerine, yani standart prosedürün sonuç üretmediği durumlara ayrılmıştır.
Güvenlik Önlemleri
Kazara başlatmanın önlenmesi (Kilitleme/Etiketleme): Çalışmaya başlamadan önce rotor tahrik sisteminin enerjisini kesin ve bağlantısını kesin. Kimsenin makineyi yanlışlıkla çalıştırmaması için çalıştırma cihazlarına uyarı işaretleri asılmıştır.
Kişisel koruyucu ekipman: Güvenlik gözlüğü veya koruyucu yüz siperliği takılması zorunludur. Giysiler vücuda sıkıca oturmalı ve bol kenarları olmamalıdır. Uzun saçlar baş örtüsünün altına toplanmalıdır.
Makinenin etrafındaki tehlike bölgesi: Dengeleme bölgesine yetkisiz kişilerin erişimini sınırlayın. Test çalışmaları sırasında ünitenin etrafına bariyerler veya uyarı bantları yerleştirilir. Tehlike bölgesi yarıçapı en az 3-5 metredir.
Güvenilir ağırlık bağlantısı: Deneme veya kalıcı düzeltici ağırlıkları takarken, sabitlemelerine özellikle dikkat edin. Fırlayan bir ağırlık tehlikeli bir mermi haline gelir.
Elektriksel güvenlik: Genel elektrik güvenliği önlemlerine uyun - kullanılabilir topraklı bir priz kullanın, kabloları ıslak veya sıcak bölgelerden geçirmeyin.
Bölüm 3.1: Teşhis ve Ölçüm Kararsızlığının Üstesinden Gelme
Belirti: Aynı koşullar altında tekrarlanan ölçümler sırasında, genlik ve/veya faz değerleri önemli ölçüde değişir ("yüzme", "atlama"). Bu durum, düzeltme hesaplamasını imkansız hale getirir.
Ana neden: Cihaz arızalı değil. Sistemdeki titreşim tepkisinin kararsız ve tahmin edilemez olduğunu doğru bir şekilde bildiriyor.
Sistematik tanı algoritması:
- Mekanik gevşeklik: Bu en sık görülen nedendir. Yatak yuvası montaj cıvatalarının ve çerçeve ankraj cıvatalarının sıkılığını kontrol edin. Temel veya çerçevede çatlak olup olmadığını kontrol edin.
- Rulman arızaları: Rulmanlarda aşırı iç boşluk veya rulman kabuğu aşınması, milin destek içinde düzensiz bir şekilde hareket etmesine neden olur.
- Süreç kaynaklı istikrarsızlık:
- Aerodinamik (fanlar): Türbülanslı hava akışı ve kanatlardan kaynaklanan akış ayrılması, rastgele kuvvet etkilerine neden olabilir.
- Hidrolik (pompalar): Kavitasyon, dengesizlikten kaynaklanan periyodik sinyali maskeleyen güçlü, rastgele hidrolik şoklar yaratır.
- İç kütle hareketi (kırıcılar, değirmenler): Malzeme, rotorun içinde yeniden dağılarak "hareketli dengesizlik" gibi davranabilir.
- Rezonans: Çalışma hızı yapının doğal frekansına çok yakınsa, hızdaki ufak değişimler bile titreşim genliğinde ve fazında büyük değişikliklere neden olur.
- Isıl etkiler: Makine ısındıkça, termal genleşme şaftta bükülmeye veya hizalama değişikliklerine neden olabilir.
Bölüm 3.2: Dengelemenin Yardımcı Olmadığı Durumlarda: Kök Kusurlarını Belirleme
Belirti: Dengeleme işlemi gerçekleştirildi, ölçümler sabit ancak nihai titreşim hala yüksek.
Ayırıcı tanıda spektrum analizörünün kullanımı:
- Şaft yanlış hizalanması: Ana belirti - 2x RPM frekansında yüksek titreşim tepe noktası. Yüksek eksenel titreşim karakteristik özelliğidir.
- Rulman arızaları: Karakteristik "yatak" frekanslarında yüksek frekanslı titreşim olarak kendini gösterir (BPFO, BPFI, BSF, FTF).
- Şaft yayı: 1x RPM'de yüksek bir tepe noktası olarak kendini gösterir, ancak genellikle 2x RPM'de de fark edilebilir bir bileşen eşlik eder.
- Elektrik sorunları (elektrik motorları): Manyetik alan asimetrisi, besleme frekansının iki katı frekansta (50 Hz'lik bir şebeke için 100 Hz) titreşime neden olabilir.
Yaygın Dengeleme Hataları ve Önleme İpuçları
- Arızalı veya kirli bir rotorun dengelenmesi: Dengeleme işlemine başlamadan önce mekanizmanın durumunu mutlaka kontrol edin.
- Deneme ağırlığı çok küçük: 20-30% titreşim değişim kuralını hedefleyin.
- Rejim istikrarına uyulmaması: Tüm ölçümler sırasında dönüş hızını daima sabit ve aynı tutun.
- Faz ve işaret hataları: Açı belirleme işlemini dikkatlice izleyin. Düzeltici ağırlık açısı genellikle deneme ağırlığının konumundan dönüş yönünde ölçülür.
- Yanlış bağlama veya ağırlık kaybı: Yönteme kesinlikle uyun - eğer deneme ağırlığını çıkarmak gerekiyorsa, çıkarın.
Kalite Standartlarını Dengelemek
| Kalite Sınıfı G | İzin Verilen Spesifik Dengesizlik ebaşına (mm/sn) | Rotor Tipleri (Örnekler) |
|---|---|---|
| G4000 | 4000 | Yavaş çalışan deniz dizel motorlarının rijit olarak monte edilmiş krank milleri |
| G16 | 16 | Büyük iki zamanlı motorların krank milleri |
| G6.3 | 6.3 | Pompa rotorları, fan pervaneleri, elektrik motoru armatürleri, kırıcı rotorları |
| G2.5 | 2.5 | Gaz ve buhar türbin rotorları, turbo kompresörler, takım tezgahı tahrik sistemleri |
| G1 | 1 | Taşlama makinesi tahrikleri, milleri |
| G0.4 | 0.4 | Hassas taşlama makinesi milleri, jiroskoplar |
| Arıza Türü | Baskın Spektrum Frekansı | Faz Karakteristiği | Diğer Belirtiler |
|---|---|---|---|
| Dengesizlik | 1x RPM | Stabil | Radyal titreşim baskındır |
| Mil hizasızlığı | 1x, 2x, 3x RPM | Kararsız olabilir | Yüksek eksenel titreşim - anahtar işareti |
| Mekanik gevşeklik | 1x, 2x ve çoklu harmonikler | Dengesiz, "zıplayan" | Görsel olarak fark edilebilir hareket |
| Rulman arızası | Yüksek frekanslar (BPFO, BPFI, vb.) | RPM ile senkronize değil | Yabancı gürültü, yüksek sıcaklık |
| Rezonans | Çalışma hızı doğal frekansla örtüşmektedir | Rezonanstan geçerken faz 180° değişir | Titreşim genliği belirli bir hızda keskin bir şekilde artar |
Bölüm IV: Sıkça Sorulan Sorular ve Uygulama Notları
Bölüm 4.1: Genel Sıkça Sorulan Sorular (SSS)
1-düzlem ve 2-düzlem dengeleme ne zaman kullanılır?
Dar, disk şeklindeki rotorlar için 1 düzlemli (statik) dengelemeyi kullanın (L/D oranı (< 0,25). Diğer tüm rotorlar için, özellikle L/D > 0,25 olduğunda, 2 düzlemli (dinamik) dengeleme kullanın. 0.25.
Deneme ağırlığı tehlikeli titreşim artışına sebep olursa ne yapılmalı?
Makineyi hemen durdurun. Bu, deneme ağırlığının mevcut ağır noktaya yakın bir yere yerleştirildiği anlamına gelir. Çözüm: Deneme ağırlığını orijinal konumundan 180 derece döndürün.
Kaydedilen etki katsayıları başka bir makinede kullanılabilir mi?
Evet, ancak yalnızca diğer makine tamamen aynıysa - aynı model, aynı rotor, aynı temel, aynı yataklar. Yapısal rijitlikte herhangi bir değişiklik onları geçersiz kılacaktır.
Kama yolları nasıl hesaplanır? (ISO 8821)
Standart uygulama, eşleşen parça olmadan dengeleme yapılırken şaft kama yuvasında "yarım kama" kullanmaktır. Bu, kamanın şaft üzerindeki oluğu dolduran kısmının kütlesini telafi eder.
| Belirti | Muhtemel Nedenler | Önerilen Eylemler |
|---|---|---|
| Kararsız/"dalgalı" okumalar | Mekanik gevşeklik, yatak aşınması, rezonans, proses kararsızlığı, dış titreşim | Tüm cıvatalı bağlantıları sıkın, yatak boşluğunu kontrol edin, yavaşlama testi yapın, çalışma rejimini stabilize edin. |
| Birkaç döngüden sonra tolerans elde edilemiyor | Yanlış etki katsayıları, rotorun esnek olması, gizli bir kusurun (hizalama hatası) varlığı. | Doğru seçilmiş ağırlıkla deneme çalışmasını tekrarlayın, rotorun esnek olup olmadığını kontrol edin, diğer kusurları aramak için FFT kullanın. |
| Dengelemeden sonra titreşim normal ancak hızla geri dönüyor | Düzeltici ağırlık atımı, rotor üzerinde ürün birikmesi, termal deformasyonlar | Daha güvenilir ağırlık bağlantısı (kaynak) kullanın, düzenli rotor temizleme programı uygulayın. |
Bölüm 4.2: Belirli Ekipman Türleri için Dengeleme Kılavuzu
Endüstriyel fanlar ve duman tahliye cihazları:
- Sorun: Bıçaklarda ürün birikmesi veya aşındırıcı aşınma nedeniyle dengesizliğe en yatkın olanıdır.
- Prosedür: Çalışmaya başlamadan önce pervaneyi daima iyice temizleyin. Dengesizliğe neden olabilecek aerodinamik kuvvetlere dikkat edin.
Pompalar:
- Sorun: Başlıca düşman - kavitasyon.
- Prosedür: Dengeleme işleminden önce, giriş noktasında yeterli kavitasyon payının (NPSHa) olduğundan emin olun. Emme boru hattının tıkalı olmadığını kontrol edin.
Kırıcılar, öğütücüler ve öğütücüler:
- Sorun: Aşırı yıpranma, çekiç kırılması veya aşınması nedeniyle büyük dengesizlik değişiklikleri olasılığı.
- Prosedür: Çalışma elemanlarının bütünlüğünü ve bağlantısını kontrol edin. Ek makine çerçevesi ankrajı gerekebilir.
Elektrik motoru armatürleri:
- Sorun: Hem mekanik hem de elektriksel titreşim kaynaklarına sahip olabilir.
- Prosedür: Besleme frekansının iki katında titreşim olup olmadığını kontrol etmek için spektrum analizörü kullanın. Titreşimin varlığı, dengesizlikten değil, elektriksel arızadan kaynaklanır.
Sonuç
Balanset-1A gibi taşınabilir cihazlar kullanılarak rotorların yerinde dinamik olarak dengelenmesi, endüstriyel ekipmanların çalışma güvenilirliğini ve verimliliğini artırmak için güçlü bir araçtır. Bununla birlikte, bu işlemin başarısı, cihazın kendisinden ziyade, uzman yeterliliğine ve sistematik bir yaklaşım uygulama yeteneğine bağlıdır.
Temel prensipler:
- Hazırlık sonucu belirler: Rotorun iyice temizlenmesi, yatak ve taban durumunun kontrol edilmesi ve ön titreşim teşhisinin yapılması, başarılı bir dengeleme için zorunlu koşullardır.
- Standartlara uyum, kalitenin temelidir: ISO 1940-1'in uygulanması, öznel değerlendirmeyi nesnel, ölçülebilir ve yasal olarak önemli bir sonuca dönüştürür.
- Cihaz sadece bir dengeleyici değil aynı zamanda bir teşhis aracıdır: Denge kaybı veya okuma güçlüğü, daha ciddi sorunlara işaret eden önemli tanısal belirtilerdir.
- Standart dışı görevleri çözmek için süreç fiziğini anlamak önemlidir: Sert ve esnek rotorlar arasındaki farkları bilmek ve rezonans etkisini anlamak, uzmanların doğru kararlar vermesini sağlar.
Bu kılavuzda belirtilen önerilere uyulması, teknik uzmanların yalnızca tipik görevlerle başarılı bir şekilde başa çıkmalarını değil, aynı zamanda dönen ekipman titreşimine ilişkin karmaşık ve önemsiz olmayan sorunları da etkili bir şekilde teşhis edip çözmelerini sağlayacaktır.
