Dynamické vyvažování pole
Část I: Teoretické a regulační základy dynamického vyvažování
Dynamické vyvažování v terénu je jednou z klíčových operací v technologii vibračního seřízení, jejímž cílem je prodloužit životnost průmyslových zařízení a předcházet nouzovým situacím. Použití přenosných přístrojů, jako je Balanset-1A, umožňuje provádět tyto operace přímo v místě provozu, čímž se minimalizují prostoje a náklady spojené s demontáží. Úspěšné vyvažování však vyžaduje nejen schopnost pracovat s přístrojem, ale také hluboké pochopení fyzikálních procesů, které jsou základem vibrací, a také znalost regulačního rámce upravujícího kvalitu práce.
Princip metodiky je založen na instalaci zkušebních závaží a výpočtu koeficientů vlivu nevyváženosti. Jednoduše řečeno, přístroj měří vibrace (amplitudu a fázi) rotujícího rotoru, načež uživatel postupně přidává malá zkušební závaží v určitých rovinách, aby „kalibroval“ vliv přídavné hmotnosti na vibrace. Na základě změn amplitudy a fáze vibrací přístroj automaticky vypočítá potřebnou hmotnost a úhel instalace korekčních závaží pro eliminaci nevyváženosti.
Tento přístup implementuje tzv. metoda tří běhů Pro vyvažování ve dvou rovinách: počáteční měření a dva průběhy se zkušebními závažími (jedno v každé rovině). Pro vyvažování v jedné rovině obvykle postačují dva průběhy - bez závaží a s jedním zkušebním závažím. V moderních přístrojích se všechny potřebné výpočty provádějí automaticky, což výrazně zjednodušuje proces a snižuje požadavky na kvalifikaci obsluhy.
Oddíl 1.1: Fyzika nevyváženosti: Hloubková analýza
Jádrem jakékoli vibrace v rotačním zařízení je nerovnováha neboli nevyváženost. Nevyváženost je stav, kdy je hmotnost rotoru nerovnoměrně rozložena vzhledem k jeho ose otáčení. Toto nerovnoměrné rozložení vede k vzniku odstředivých sil, které následně způsobují vibrace podpěr a celé konstrukce stroje. Důsledky neřešené nevyváženosti mohou být katastrofální: od předčasného opotřebení a zničení ložisek až po poškození základů a samotného stroje. Pro efektivní diagnostiku a odstranění nevyváženosti je nutné jasně rozlišovat její typy.
Typy nevyváženosti

Statická nevyváženost (v jedné rovině): Tento typ nevyváženosti je charakterizován posunutím těžiště rotoru rovnoběžně s osou otáčení. Ve statickém stavu se takový rotor, instalovaný na vodorovných hranolech, vždy otáčí těžší stranou dolů. Statická nevyváženost je dominantní u tenkých rotorů ve tvaru disku, kde je poměr délky k průměru (L/D) menší než 0,25, například u brusných kotoučů nebo úzkých oběžných kol ventilátorů. Eliminace statické nevyváženosti je možná instalací jednoho korekčního závaží v jedné korekční rovině, diametrálně protilehlé k těžkému bodu.
Párová (momentová) nevyváženost: K tomuto typu dochází, když hlavní osa setrvačnosti rotoru protíná osu otáčení v těžišti, ale není s ní rovnoběžná. Dvojitá nevyváženost může být reprezentována jako dvě stejně velké, ale opačně směrované nevyvážené hmoty umístěné v různých rovinách. Ve statickém stavu je takový rotor v rovnováze a nevyváženost se projevuje pouze během otáčení ve formě „kývání“ nebo „vibrování“. Pro její kompenzaci je nutná instalace alespoň dvou korekčních závaží ve dvou různých rovinách, která vytvářejí kompenzační moment.

Dynamická nevyváženost: Toto je nejběžnější typ nevyváženosti v reálných podmínkách, který představuje kombinaci statické a partové nevyváženosti. V tomto případě se hlavní centrální osa setrvačnosti rotoru neshoduje s osou otáčení a neprotíná ji v těžišti. Pro eliminaci dynamické nevyváženosti je nutná korekce hmotnosti alespoň ve dvou rovinách. Dvoukanálové přístroje, jako je Balanset-1A, jsou navrženy speciálně pro řešení tohoto problému.
Kvazistatická nevyváženost: Toto je speciální případ dynamické nevyváženosti, kdy hlavní osa setrvačnosti protíná osu otáčení, ale ne v těžišti rotoru. Toto je nenápadný, ale důležitý rozdíl pro diagnostiku složitých rotorových systémů.
Pevné a flexibilní rotory: kritický rozdíl
Jedním ze základních konceptů vyvažování je rozlišení mezi tuhými a pružnými rotory. Toto rozlišení určuje samotnou možnost a metodiku úspěšného vyvažování.
Pevný rotor: Rotor se považuje za tuhý, pokud je jeho provozní frekvence otáčení výrazně nižší než jeho první kritická frekvence a nepodléhá významným elastickým deformacím (průhybům) působením odstředivých sil. Vyvažování takového rotoru se obvykle úspěšně provádí ve dvou korekčních rovinách. Přístroje Balanset-1A jsou primárně určeny pro práci s tuhými rotory.
Flexibilní rotor: Rotor se považuje za pružný, pokud pracuje s rotační frekvencí blízkou jedné ze svých kritických frekvencí nebo ji překračuje. V tomto případě se elastické vychýlení hřídele stává srovnatelným s posunutím těžiště a samo o sobě významně přispívá k celkovým vibracím.
Pokus o vyvážení flexibilního rotoru pomocí metodiky pro tuhé rotory (ve dvou rovinách) často vede k selhání. Instalace korekčních závaží může kompenzovat vibrace při nízkých, subrezonančních otáčkách, ale při dosažení provozních otáček, kdy se rotor ohýbá, mohou tato závaží vibrace zvýšit vybuzením jednoho z ohybových vibračních módů. To je jeden z klíčových důvodů, proč vyvážení "nefunguje", ačkoli všechny úkony s přístrojem jsou prováděny správně.
Před zahájením práce je nesmírně důležité klasifikovat rotor korelací jeho provozních otáček se známými (nebo vypočítanými) kritickými frekvencemi. Pokud není možné rezonanci obejít, doporučuje se během vyvažování dočasně změnit montážní podmínky jednotky, aby se rezonance posunula.
Oddíl 1.2: Regulační rámec: Normy ISO
Normy v oblasti vyvažování plní několik klíčových funkcí: stanovují jednotnou technickou terminologii, definují požadavky na kvalitu a, co je důležité, slouží jako základ pro kompromis mezi technickou nezbytností a ekonomickou proveditelností.
ISO 1940-1-2007 (ISO 1940-1): Požadavky na kvalitu vyvažování pevných rotorů
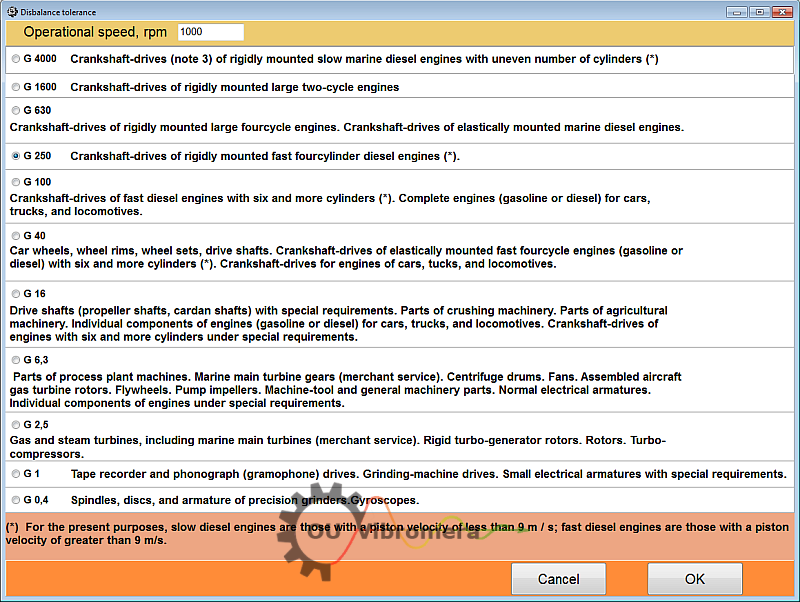
Tato norma je základním dokumentem pro stanovení přípustné zbytkové nevyváženosti. Zavádí koncept stupně jakosti vyvažování (G), který závisí na typu stroje a jeho provozní frekvenci otáčení.
Stupeň kvality G: Každý typ zařízení odpovídá specifickému stupni jakosti, který zůstává konstantní bez ohledu na rychlost otáčení. Například stupeň G6.3 se doporučuje pro drtiče a G2.5 pro kotvy elektromotorů a turbíny.
Výpočet přípustné zbytkové nevyváženosti (Uza): Norma umožňuje výpočet specifické přípustné hodnoty nevyváženosti, která slouží jako cílový ukazatel při vyvažování. Výpočet se provádí ve dvou fázích:
- Stanovení přípustné specifické nevyváženosti (eza) pomocí vzorce:
e na per = (G × 9549) / n
kde G je stupeň jakosti vyvážení (např. 2,5), n je provozní frekvence otáčení, ot/min. Jednotka měření pro eza je g·mm/kg nebo μm. - Stanovení přípustné zbytkové nevyváženosti (Uza) pro celý rotor:
U na = e na × M
kde M je hmotnost rotoru v kg. Jednotka měření pro Uza je g·mm.
Příklad: Pro rotor elektromotoru o hmotnosti 5 kg, pracující při 3000 ot/min s jakostním stupněm G2.5:
eza = (2,5 × 9549) / 3000 ≈ 7,96 μm
Uza = 7,96 × 5 = 39,8 g·mm
To znamená, že po vyvážení by zbytková nevyváženost neměla překročit 39,8 g·mm.
ISO 20806-2007 (ISO 20806): Vyvažování na místě
Tato norma přímo upravuje proces vyvažování pole.
výhody: Hlavní výhodou vyvažování na místě je, že rotor je vyvážen v reálných provozních podmínkách, na svých podpěrách a při provozním zatížení. To automaticky zohledňuje dynamické vlastnosti podpěrného systému a vliv připojených komponent hřídelového soukolí.
Nevýhody a omezení:
- Omezený přístup: Přístup k korekčním rovinám na sestaveném stroji je často obtížný, což omezuje možnosti instalace závaží.
- Potřeba zkušebních jízd: Proces vyvažování vyžaduje několik cyklů "start-stop" stroje.
- Obtíže s těžkou nerovnováhou: V případech velmi velké počáteční nevyváženosti nemusí omezení výběru roviny a hmotnosti korekčního závaží umožnit dosažení požadované kvality vyvážení.
Část II: Praktický průvodce vyvažováním s přístroji Balanset-1A
Úspěch vyvážení závisí na důkladnosti přípravných prací. Většina poruch nesouvisí s poruchou přístroje, ale s ignorováním faktorů ovlivňujících opakovatelnost měření. Hlavním principem přípravy je vyloučit všechny ostatní možné zdroje vibrací, aby přístroj měřil pouze vliv nevyváženosti.
Oddíl 2.1: Základ úspěchu: Diagnostika před vyvážením a příprava stroje
Krok 1: Primární diagnostika vibrací (Je to opravdu nevyváženost?)
Před vyvažováním je užitečné provést předběžné měření vibrací v režimu vibrometru. Software Balanset-1A má režim "Měřič vibrací" (tlačítko F5), kde můžete měřit celkové vibrace a vibrace jednotlivých součástek při rotační frekvenci (1×) před instalací jakýchkoli závaží.
Klasický znak nevyváženosti: Spektrum vibrací by mělo být charakterizováno vrcholem při rotační frekvenci rotoru (vrchol při frekvenci 1x RPM). Amplituda této složky v horizontálním a vertikálním směru by měla být srovnatelná a amplitudy ostatních harmonických by měly být výrazně nižší.
Příznaky dalších vad: Pokud spektrum obsahuje významné vrcholy na jiných frekvencích (např. 2x, 3x RPM) nebo na nenásobných frekvencích, naznačuje to přítomnost dalších problémů, které je třeba před vyvážením odstranit.
Krok 2: Komplexní mechanická kontrola (kontrolní seznam)
- Rotor: Důkladně očistěte všechny povrchy rotoru od nečistot, rzi a usazenin. I malé množství nečistot na velkém poloměru vytváří značnou nevyváženost. Zkontrolujte, zda nejsou poškozené nebo chybí nějaké prvky.
- Ložiska: Zkontrolujte ložiskové sestavy, zda nemají nadměrnou vůli, zda nevykazují cizí hluk a zda se nepřehřívají. Opotřebovaná ložiska neumožňují získání stabilních hodnot.
- Základ a rám: Ujistěte se, že je jednotka instalována na pevném základu. Zkontrolujte utažení kotevních šroubů a absenci trhlin v rámu.
- Řídit: U řemenových pohonů zkontrolujte napnutí a stav řemene. U spojek - souosost hřídelí.
- Bezpečnost: Zajistěte přítomnost a provozuschopnost všech ochranných krytů.
Oddíl 2.2: Nastavení a konfigurace přístroje
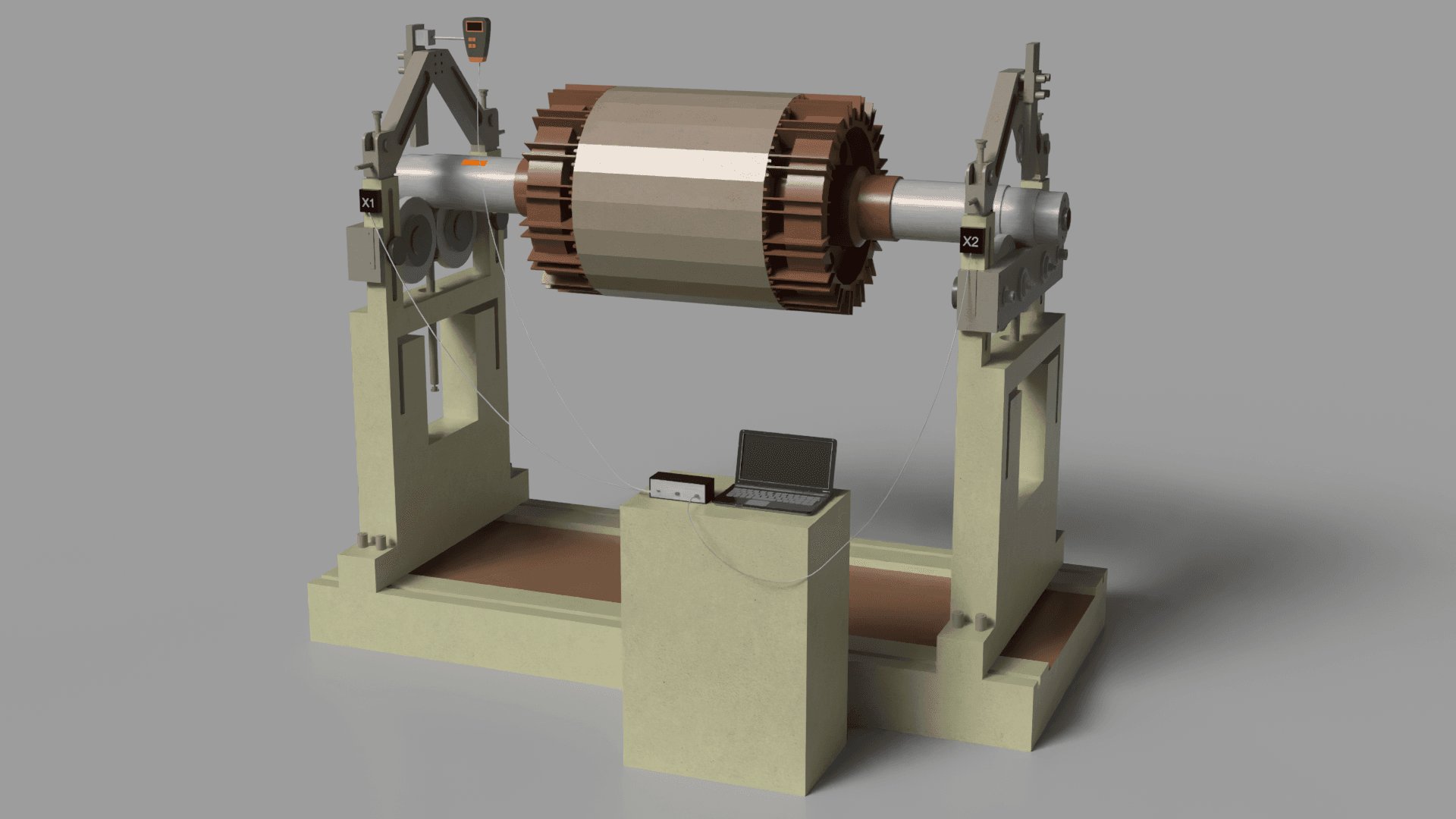
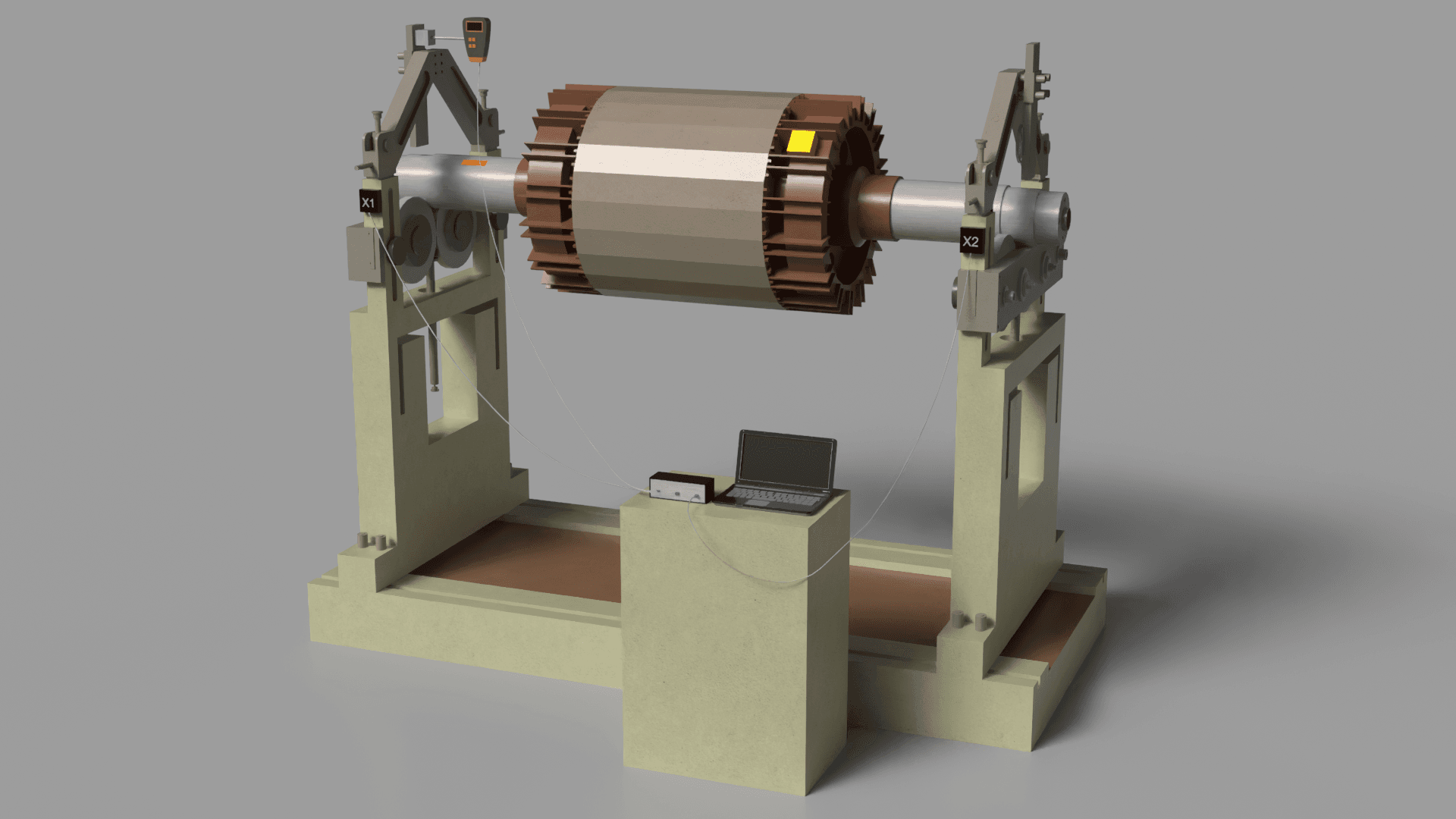
Instalace hardwaru
Vibrační senzory (akcelerometry):
- Připojte kabely senzorů k odpovídajícím konektorům přístroje (např. X1 a X2 pro Balanset-1A).
- Nainstalujte senzory na ložisková tělesa co nejblíže k rotoru.
- Klíčová praxe: Pro dosažení maximálního signálu by měly být senzory instalovány ve směru, kde jsou vibrace maximální. Pro zajištění pevného kontaktu použijte silný magnetický podstavec nebo závitový držák.
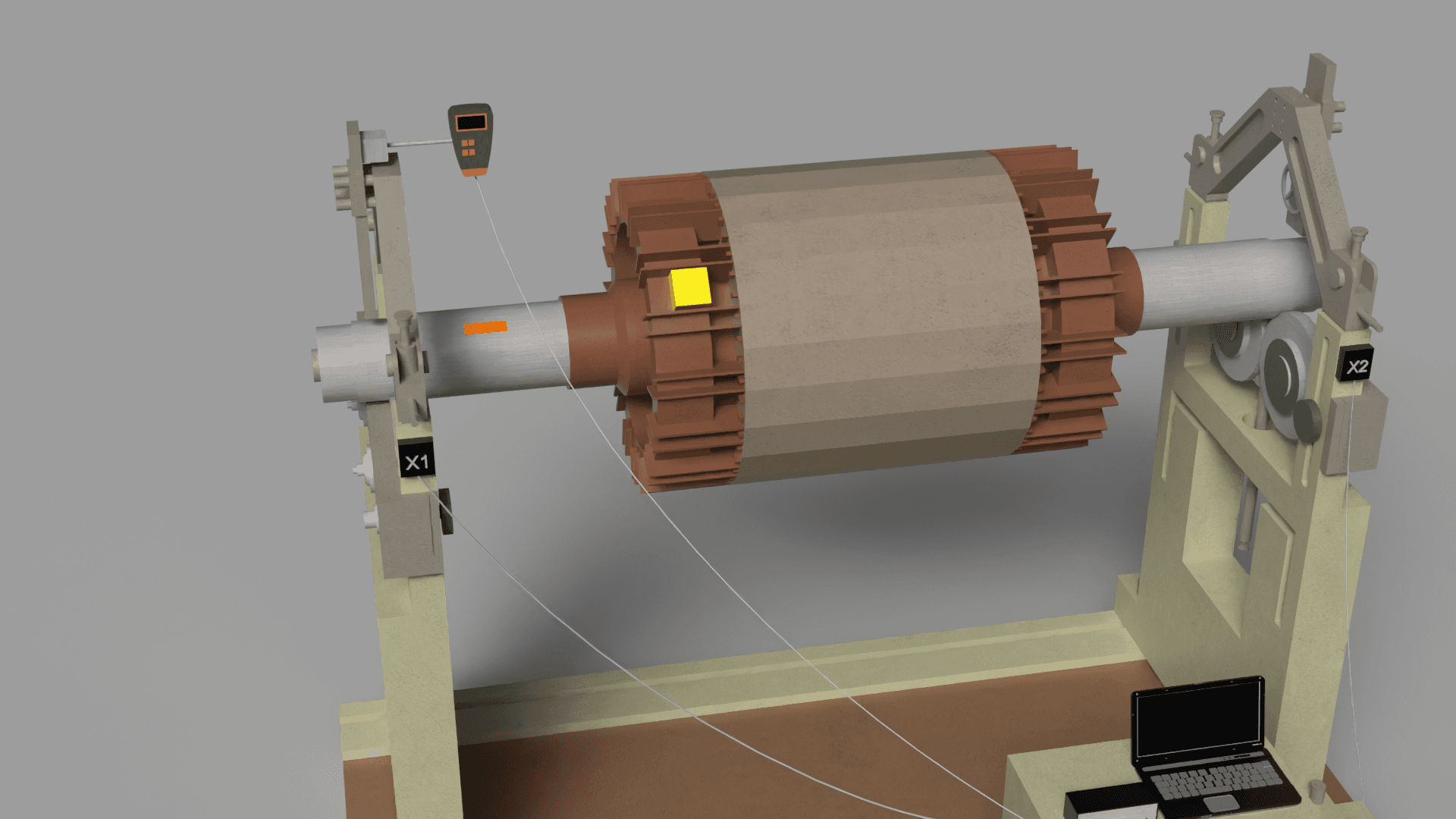
Fázový senzor (laserový otáčkoměr):
- Připojte senzor ke speciálnímu vstupu (X3 pro Balanset-1A).
- Na hřídel nebo jinou rotující část rotoru připevněte malý kousek reflexní pásky.
- Nainstalujte otáčkoměr tak, aby laserový paprsek stabilně dopadal na značku po celou dobu otáčky.
Konfigurace softwaru (Balanset-1A)
- Spusťte software (jako správce) a připojte modul rozhraní USB.
- Přejděte do modulu vyvažování. Vytvořte nový záznam pro vyvažovanou jednotku.
- Vyberte typ vyvažování: jednorovinné (statické) pro úzké rotory nebo dvourovinné (dynamické) pro většinu ostatních případů.
- Definujte korekční roviny: vyberte místa na rotoru, kde lze bezpečně instalovat korekční závaží.
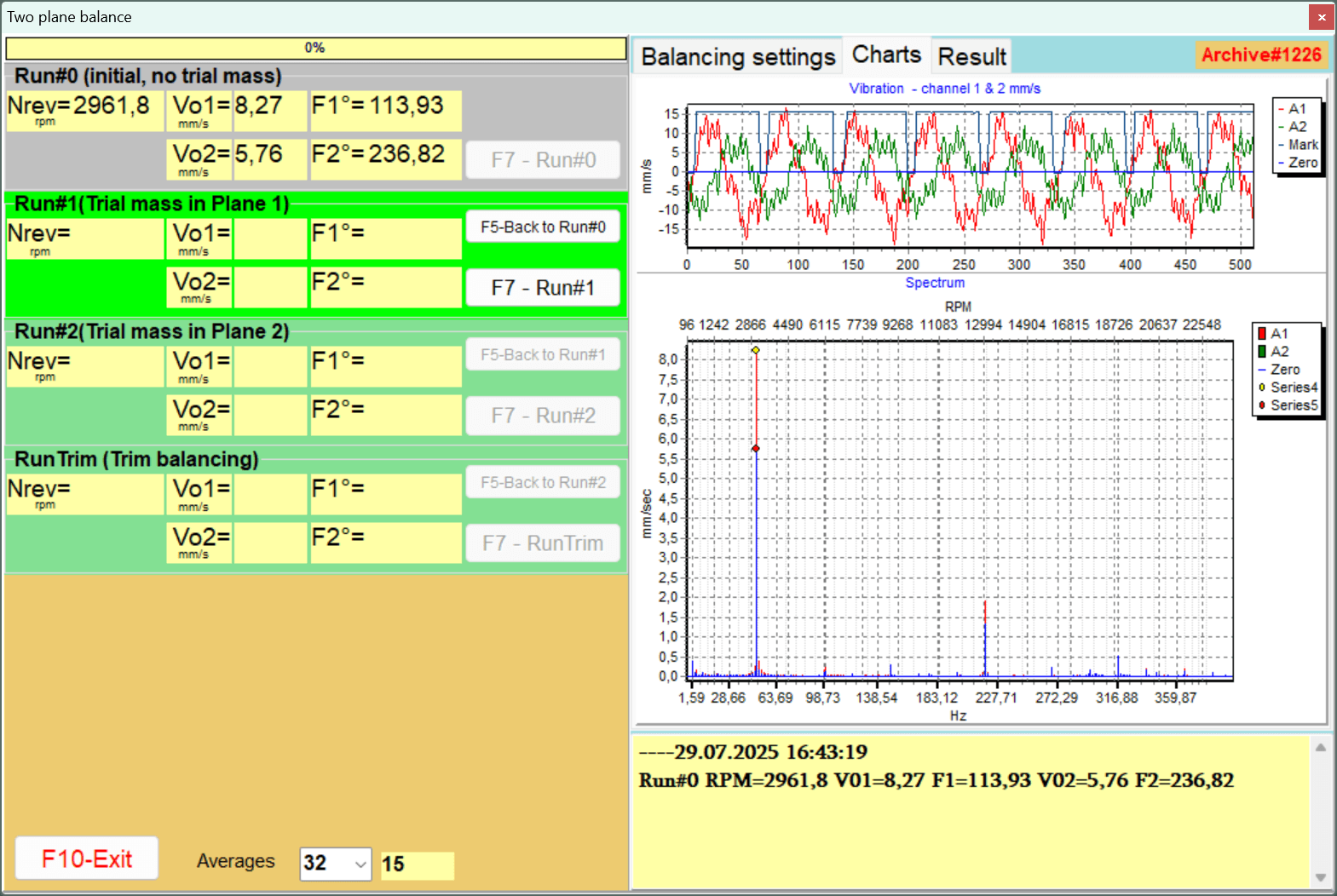
Oddíl 2.3: Postup vyvažování: Podrobný návod
Běh 0: Počáteční měření
- Spusťte stroj a uveďte jeho provozní otáčky na stabilní úroveň. Je nesmírně důležité, aby otáčky byly ve všech následujících cyklech stejné.
- V programu spusťte měření. Přístroj zaznamená počáteční hodnoty amplitudy a fáze vibrací.
Běh 1: Zkušební závaží v rovině 1
- Zastavte stroj.
- Výběr zkušební hmotnosti: Zkušební závaží by mělo být dostatečné k vyvolání znatelné změny parametrů vibrací (změna amplitudy alespoň o 20-30% NEBO fázová změna alespoň o 20-30 stupňů).
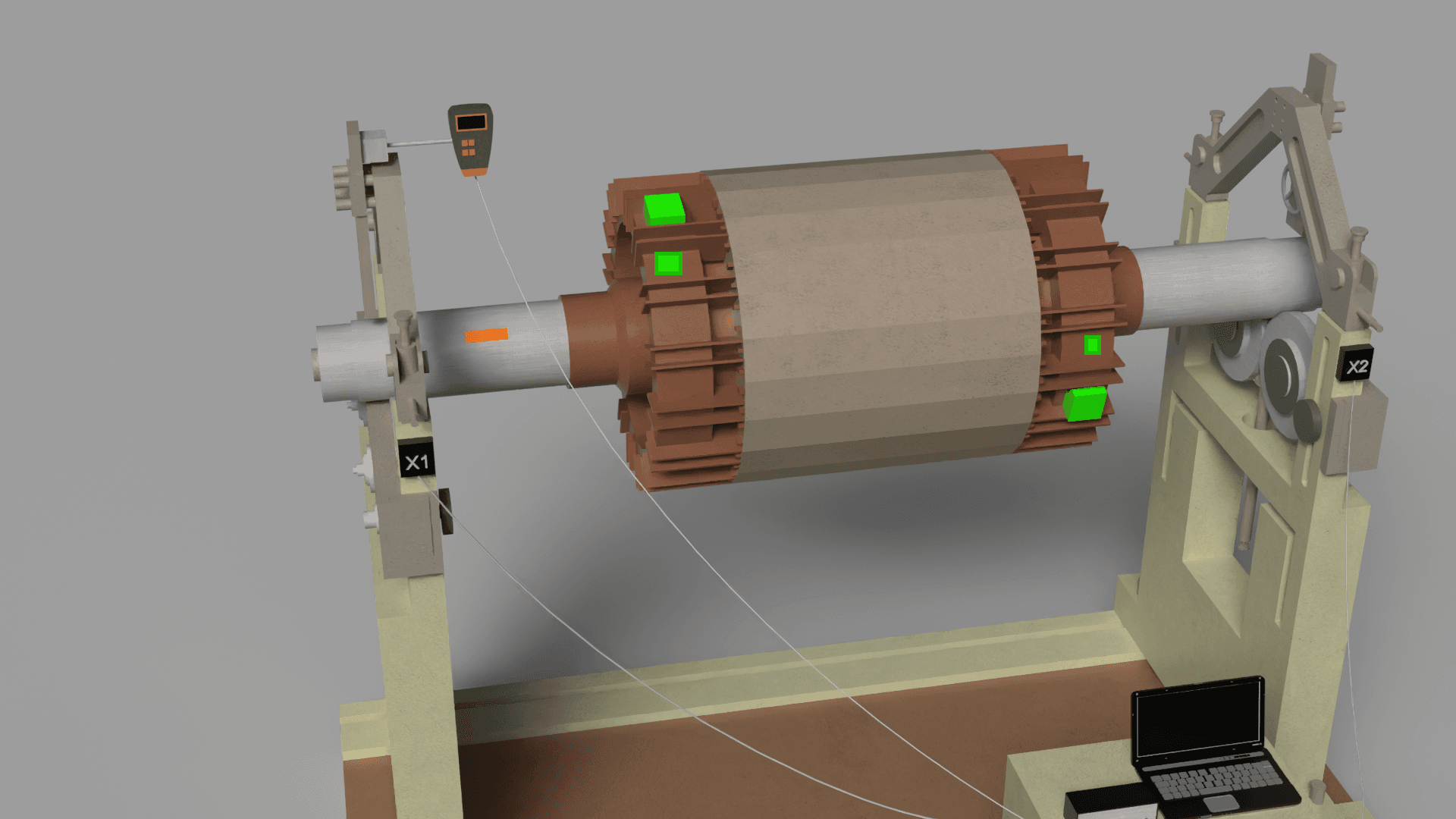
- Instalace zkušebního závaží: Zvážené zkušební závaží bezpečně upevněte na známém poloměru v rovině 1. Zaznamenejte úhlovou polohu.
- Spusťte stroj stejnou stabilní rychlostí.
- Proveďte druhé měření.
- Zastavte stroj a ODSTRAŇTE zkušební závaží.
Běh 2: Zkušební závaží v rovině 2 (pro vyvážení ve 2 rovinách)
- Opakujte přesně stejný postup od kroku 2, ale zkušební závaží instalujte do roviny 2.
- Spuštění, měření, zastavení a ODSTRAŇTE zkušební závaží.
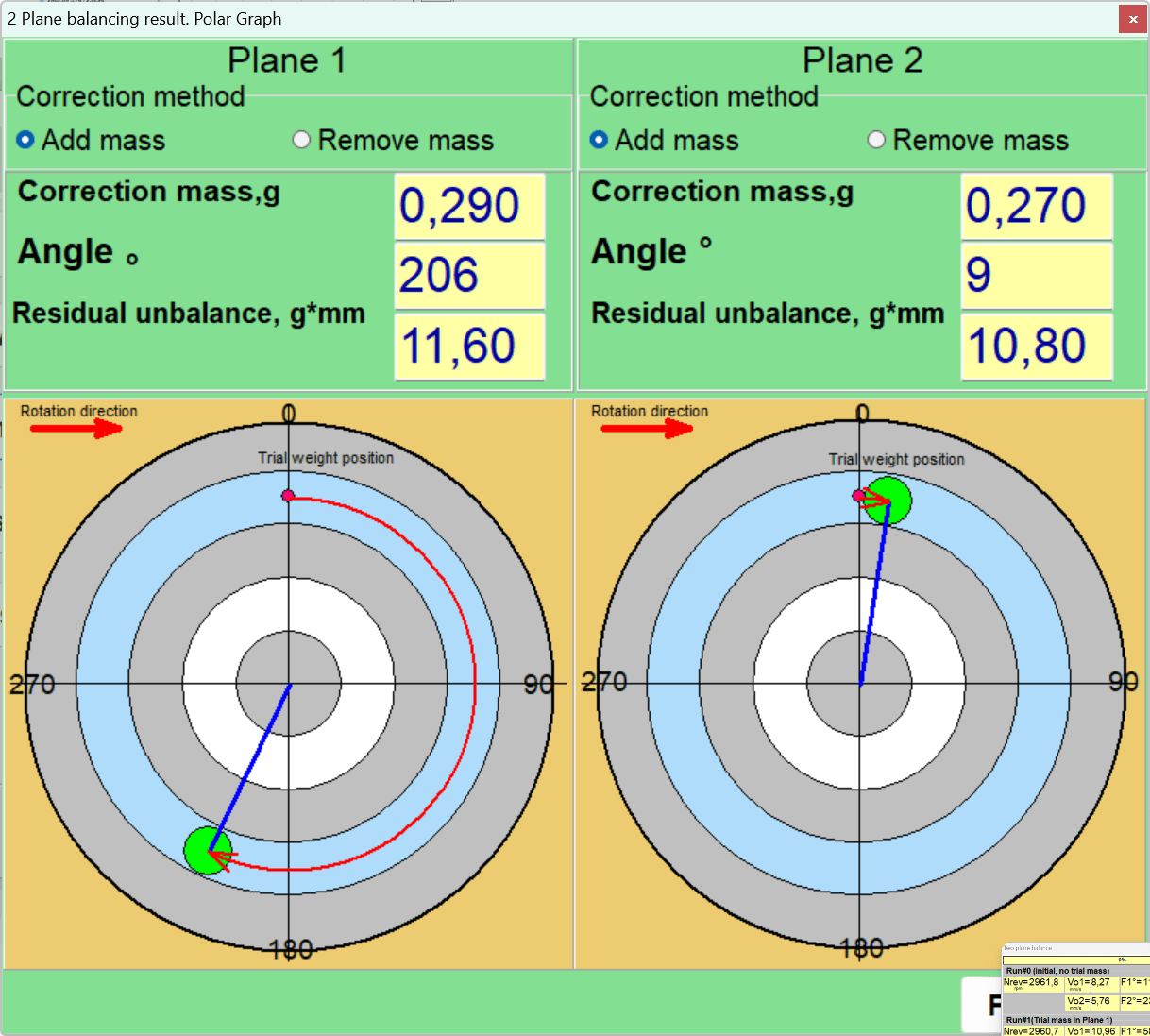
Výpočet a instalace korekčních závaží
- Na základě změn vektoru zaznamenaných během zkušebních jízd program automaticky vypočítá hmotnost a úhel instalace korekčního závaží pro každou rovinu.
- Montážní úhel se obvykle měří od místa zkušebního závaží ve směru otáčení rotoru.
- Bezpečně připevněte trvalá korekční závaží. Při svařování nezapomeňte, že i samotný svar má hmotnost.
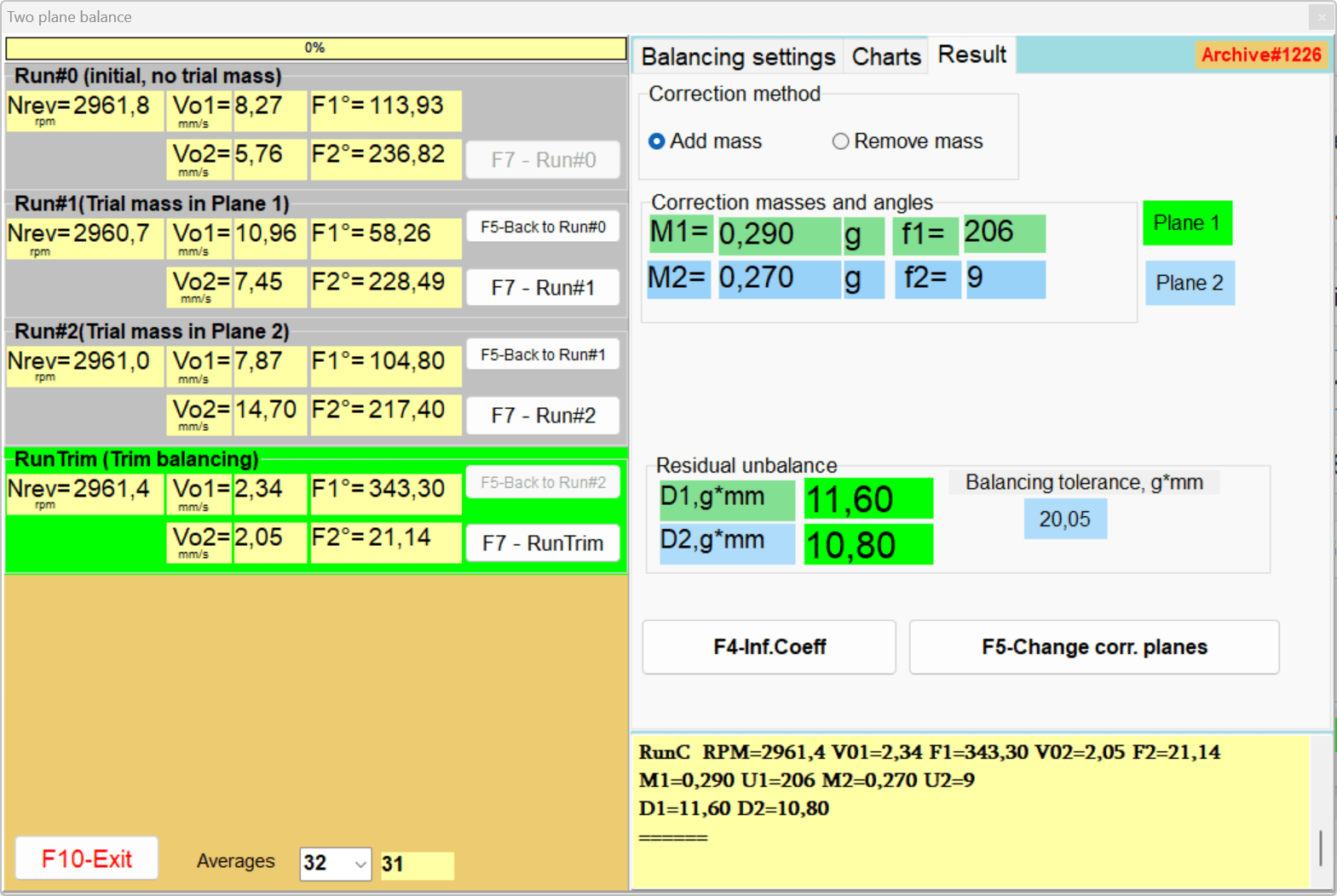
Běh 3: Ověřovací měření a jemné vyvážení
- Znovu spusťte stroj.
- Proveďte kontrolní měření pro posouzení úrovně zbytkových vibrací.
- Porovnejte získanou hodnotu s tolerancí vypočítanou dle normy ISO 1940-1.
- Pokud vibrace stále překračují toleranci, přístroj vypočítá malou "jemnou" korekci (oříznutí).
- Po dokončení uložte zprávu a koeficienty vlivu pro možné budoucí použití.
Část III: Pokročilé řešení problémů a odstraňování problémů
Tato část je věnována nejsložitějším aspektům vyvažování pole – situacím, kdy standardní postup nepřináší výsledky.
Bezpečnostní opatření
Prevence náhodného spuštění (Blokování/Označení): Před zahájením práce odpojte pohon rotoru od napětí. Na spouštěcích zařízeních jsou zavěšeny výstražné štítky, aby nikdo stroj omylem nespustil.
Osobní ochranné prostředky: Ochranné brýle nebo ochranný štít na obličej jsou povinné. Oblečení by mělo být přiléhavé, bez volných okrajů. Dlouhé vlasy by měly být zastrčené pod pokrývku hlavy.
Nebezpečná zóna kolem stroje: Omezte přístup neoprávněných osob do vyvažovací zóny. Během zkušebních provozů jsou kolem jednotky instalovány zábrany nebo výstražné pásky. Poloměr nebezpečné zóny je nejméně 3–5 metrů.
Spolehlivé uchycení závaží: Při připevňování zkušebních nebo trvalých korekčních závaží věnujte zvláštní pozornost jejich upevnění. Vymrštěné závaží se stává nebezpečným projektilem.
Elektrická bezpečnost: Dodržujte obecná elektrická bezpečnostní opatření – používejte provozuschopnou uzemněnou zásuvku, neveďte kabely mokrými nebo horkými oblastmi.
Oddíl 3.1: Diagnostika a překonání nestability měření
Příznak: Během opakovaných měření za stejných podmínek se odečty amplitudy a/nebo fáze výrazně mění („float“, „jump“). To znemožňuje výpočet korekce.
Hlavní příčina: Přístroj nefunguje porouchaně. Přesně hlásí, že vibrační odezva systému je nestabilní a nepředvídatelná.
Systematický diagnostický algoritmus:
- Mechanická vůle: Toto je nejčastější příčina. Zkontrolujte utažení upevňovacích šroubů ložiskového tělesa a kotevních šroubů rámu. Zkontrolujte, zda v základech nebo rámu nejsou praskliny.
- Vady ložisek: Nadměrná vnitřní vůle ve valivých ložiskách nebo opotřebení pánve ložiska umožňuje chaotický pohyb hřídele uvnitř podpěry.
- Nestabilita související s procesem:
- Aerodynamické (ventilátory): Turbulentní proudění vzduchu a oddělení proudu od lopatek mohou způsobit náhodné silové účinky.
- Hydraulické (čerpadla): Kavitace vytváří silné, náhodné hydraulické rázy, které maskují periodický signál z nevyváženosti.
- Vnitřní pohyb hmoty (drtiče, mlýny): Materiál se může uvnitř rotoru redistribuovat a působit jako "mobilní nevyváženost".
- Rezonance: Pokud je provozní rychlost velmi blízká vlastní frekvenci konstrukce, i malé změny rychlosti způsobují obrovské změny amplitudy a fáze vibrací.
- Tepelné účinky: Jak se stroj zahřívá, tepelná roztažnost může způsobit ohnutí hřídele nebo změny souososti.
Oddíl 3.2: Když vyvažování nepomáhá: Identifikace kořenových vad
Příznak: Vyvažování bylo provedeno, naměřené hodnoty jsou stabilní, ale konečné vibrace zůstávají vysoké.
Použití spektrálního analyzátoru pro diferenciální diagnostiku:
- Nesouosost hřídele: Hlavní znak - vysoký vibrační vrchol při 2x otáčkách. Charakteristickým znakem jsou vysoké axiální vibrace.
- Vady valivých ložisek: Projevuje se jako vysokofrekvenční vibrace na charakteristických "ložiskových" frekvencích (BPFO, BPFI, BSF, FTF).
- Oblouk hřídele: Projevuje se jako vysoký vrchol při 1x ot./min, ale často doprovázen znatelnou složkou při 2x ot./min.
- Elektrické problémy (elektromotory): Asymetrie magnetického pole může způsobit vibrace při dvojnásobné frekvenci napájení (100 Hz pro síť 50 Hz).
Časté chyby při vyvažování a tipy pro prevenci
- Vyvažování vadného nebo znečištěného rotoru: Před vyvážením vždy zkontrolujte stav mechanismu.
- Zkušební závaží je příliš malé: Zaměřte se na pravidlo změny vibrací 20-30%.
- Nedodržování stálosti režimu: Během všech měření vždy udržujte stabilní a stejnou rychlost otáčení.
- Chyby fázování a značení: Pečlivě sledujte určení úhlu. Úhel korekčního závaží se obvykle měří od polohy zkušebního závaží ve směru otáčení.
- Nesprávné upevnění nebo ztráta závaží: Přísně dodržujte metodiku – pokud je nutné odstranit zkušební závaží, odstraňte ho.
Vyvažování standardů kvality
| Stupeň kvality G | Přípustná specifická nevyváženost eza (mm/s) | Typy rotorů (příklady) |
|---|---|---|
| G4000 | 4000 | Pevně uložené klikové hřídele pomalých lodních vznětových motorů |
| G16 | 16 | Klikové hřídele velkých dvoutaktních motorů |
| G6.3 | 6.3 | Rotory čerpadel, oběžná kola ventilátorů, kotvy elektromotorů, rotory drtičů |
| G2.5 | 2.5 | Rotory plynových a parních turbín, turbokompresory, pohony obráběcích strojů |
| G1 | 1 | Pohony, vřetena brusek |
| G0.4 | 0.4 | Vřetena přesných brusek, gyroskopy |
| Typ vady | Dominantní spektrální frekvence | Fázová charakteristika | Další příznaky |
|---|---|---|---|
| Nevyváženost | 1x ot./min | Stabilní | Převládají radiální vibrace |
| Nesouosost hřídele | 1x, 2x, 3x ot./min. | Může být nestabilní | Vysoká axiální vibrace - klíčový znak |
| Mechanická vůle | 1x, 2x a více harmonických | Nestabilní, „skákající“ | Vizuálně znatelný pohyb |
| Vada valivého ložiska | Vysoké frekvence (BPFO, BPFI atd.) | Není synchronizováno s RPM | Vnější hluk, zvýšená teplota |
| Rezonance | Provozní rychlost se shoduje s vlastní frekvencí | Fáze se při průchodu rezonancí mění o 180° | Amplituda vibrací se při specifické rychlosti prudce zvyšuje |
Část IV: Často kladené otázky a aplikační poznámky
Oddíl 4.1: Obecné často kladené otázky (FAQ)
Kdy použít vyvažování v jedné rovině a kdy ve dvou?
Pro úzké rotory ve tvaru disku (poměr L/D) použijte jednorovinné (statické) vyvážení < 0,25). Pro prakticky všechny ostatní rotory, zejména s L/D >, použijte dvourovinné (dynamické) vyvážení 0.25.
Co dělat, když zkušební závaží způsobilo nebezpečné zvýšení vibrací?
Okamžitě zastavte stroj. To znamená, že zkušební závaží bylo instalováno blízko stávajícího těžkého bodu. Řešení: posuňte zkušební závaží o 180 stupňů z jeho původní polohy.
Lze uložené koeficienty vlivu použít pro jiný stroj?
Ano, ale pouze pokud je druhý stroj naprosto identický - stejný model, stejný rotor, stejný základ, stejná ložiska. Jakákoli změna strukturální tuhosti je učiní neplatnými.
Jak zohlednit drážky pro pera? (ISO 8821)
Standardní praxí je použití "poloviční pera" v drážce pro pero hřídele při vyvažování bez protilehlé části. Tím se kompenzuje hmotnost té části pera, která vyplňuje drážku na hřídeli.
| Příznak | Pravděpodobné příčiny | Doporučené akce |
|---|---|---|
| Nestabilní/"plovoucí" hodnoty | Mechanická vůle, opotřebení ložisek, rezonance, nestabilita procesu, vnější vibrace | Utáhněte všechny šroubové spoje, zkontrolujte vůli ložisek, proveďte zkoušku doběhu, stabilizujte provozní režim |
| Nelze dosáhnout tolerance po několika cyklech | Nesprávné koeficienty vlivu, rotor je pružný, přítomnost skryté vady (nesouosost) | Zopakujte zkušební provoz se správně zvolenou hmotností, zkontrolujte, zda je rotor pružný, a pomocí rychlé převodní funkce (FFT) vyhledejte další vady. |
| Vibrace jsou normální po vyvážení, ale rychle se vrací | Vyhazování korekční hmotnosti, usazování produktu na rotoru, tepelné deformace | Používejte spolehlivější upevnění závaží (svařování), zavádějte pravidelný plán čištění rotoru |
Oddíl 4.2: Průvodce vyvažováním pro specifické typy zařízení
Průmyslové ventilátory a odsavače kouře:
- Problém: Nejvíce náchylné k nevyváženosti v důsledku usazování produktu na čepelích nebo abrazivního opotřebení.
- Postup: Před zahájením práce vždy důkladně očistěte oběžné kolo. Věnujte pozornost aerodynamickým silám, které mohou způsobit nestabilitu.
Čerpadla:
- Problém: Hlavní nepřítel - kavitace.
- Postup: Před vyvážením zajistěte dostatečnou kavitační rezervu na vstupu (NPSHa). Zkontrolujte, zda sací potrubí není ucpané.
Drtiče, mlýny a mulčovače:
- Problém: Extrémní opotřebení, možnost velkých změn nevyváženosti v důsledku zlomení nebo opotřebení kladiva.
- Postup: Zkontrolujte neporušenost a upevnění pracovních prvků. Může být nutné dodatečné ukotvení rámu stroje.
Kotvy elektromotorů:
- Problém: Může mít jak mechanické, tak elektrické zdroje vibrací.
- Postup: Pomocí spektrálního analyzátoru zkontrolujte vibrace na dvojnásobné frekvenci napájení. Jejich přítomnost naznačuje elektrickou závadu, nikoli nevyváženost.
Závěr
Dynamické vyvažování rotorů na místě pomocí přenosných přístrojů, jako je Balanset-1A, je účinným nástrojem pro zvýšení spolehlivosti a efektivity provozu průmyslových zařízení. Úspěch tohoto postupu však nezávisí ani tak na samotném přístroji, jako spíše na kvalifikaci specialisty a schopnosti aplikovat systematický přístup.
Klíčové principy:
- Příprava určuje výsledek: Důkladné čištění rotoru, kontrola stavu ložisek a základů a předběžná vibrační diagnostika jsou nezbytnými podmínkami pro úspěšné vyvážení.
- Dodržování norem je základem kvality: Aplikace normy ISO 1940-1 transformuje subjektivní hodnocení na objektivní, měřitelný a právně významný výsledek.
- Přístroj není jen vyvažovačem, ale také diagnostickým nástrojem: Neschopnost udržet rovnováhu nebo nestabilita při čtení jsou důležité diagnostické příznaky naznačující závažnější problémy.
- Pochopení fyziky procesů je klíčem k řešení nestandardních úkolů: Znalost rozdílů mezi tuhými a pružnými rotory a pochopení vlivu rezonance umožňuje specialistům činit správná rozhodnutí.
Dodržování doporučení uvedených v této příručce umožní technickým specialistům nejen úspěšně zvládat typické úkoly, ale také efektivně diagnostikovat a řešit složité, netriviální problémy s vibracemi rotačních zařízení.
