Dynamisches Auswuchten vor Ort
Teil I: Theoretische und regulatorische Grundlagen des dynamischen Ausgleichs
Das dynamische Auswuchten vor Ort ist eine der wichtigsten Maßnahmen in der Schwingungstechnik. Ziel ist es, die Lebensdauer von Industrieanlagen zu verlängern und Notfälle zu vermeiden. Der Einsatz tragbarer Geräte wie Balanset-1A ermöglicht die Durchführung dieser Arbeiten direkt am Einsatzort, wodurch Ausfallzeiten und Demontagekosten minimiert werden. Erfolgreiches Auswuchten erfordert jedoch nicht nur die Fähigkeit, mit dem Gerät zu arbeiten, sondern auch ein tiefes Verständnis der physikalischen Prozesse, die Schwingungen zugrunde liegen, sowie Kenntnisse der rechtlichen Rahmenbedingungen für die Arbeitsqualität.
Das methodische Prinzip basiert auf der Installation von Testgewichten und der Berechnung von Unwucht-Einflusskoeffizienten. Vereinfacht ausgedrückt misst das Gerät die Schwingung (Amplitude und Phase) eines rotierenden Rotors. Anschließend fügt der Benutzer nacheinander kleine Testgewichte in bestimmten Ebenen hinzu, um den Einfluss der zusätzlichen Masse auf die Schwingung zu „kalibrieren“. Basierend auf Änderungen der Schwingungsamplitude und -phase berechnet das Gerät automatisch die erforderliche Masse und den Installationswinkel der Korrekturgewichte, um die Unwucht zu kompensieren.
Dieser Ansatz implementiert das sogenannte Drei-Lauf-Methode Für das Auswuchten in zwei Ebenen: eine Anfangsmessung und zwei Läufe mit Probegewichten (je eines in jeder Ebene). Für das Auswuchten in einer Ebene genügen in der Regel zwei Läufe – einer ohne Gewicht und einer mit einem Probegewicht. Moderne Messgeräte führen alle notwendigen Berechnungen automatisch durch, was den Prozess deutlich vereinfacht und die Anforderungen an die Qualifikation des Bedieners reduziert.
Abschnitt 1.1: Physik der Unwucht: Detaillierte Analyse
Die Ursache jeder Vibration in rotierenden Maschinen ist die Unwucht. Unwucht ist ein Zustand, bei dem die Rotormasse relativ zu ihrer Rotationsachse ungleichmäßig verteilt ist. Diese ungleichmäßige Verteilung führt zur Entstehung von Zentrifugalkräften, die wiederum Vibrationen der Lager und der gesamten Maschinenstruktur verursachen. Die Folgen einer nicht behobenen Unwucht können verheerend sein: von vorzeitigem Verschleiß und Zerstörung der Lager bis hin zu Schäden am Fundament und der Maschine selbst. Für eine effektive Diagnose und Beseitigung von Unwuchten ist es notwendig, ihre Arten klar zu unterscheiden.
Arten von Unwucht

Statische Unwucht (Einzelebene): Diese Art der Unwucht ist durch die Verschiebung des Rotorschwerpunkts parallel zur Rotationsachse gekennzeichnet. Im statischen Zustand dreht sich ein solcher Rotor, der auf horizontalen Prismen montiert ist, immer mit der schweren Seite nach unten. Statische Unwucht tritt vor allem bei dünnen, scheibenförmigen Rotoren auf, deren Längen-Durchmesser-Verhältnis (L/D) kleiner als 0,25 ist, beispielsweise bei Schleifscheiben oder schmalen Lüfterrädern. Die Beseitigung statischer Unwucht ist durch die Installation eines Ausgleichsgewichts in einer Ausgleichsebene, diametral gegenüber dem schweren Punkt, möglich.
Unwucht des Drehmoments: Dieser Typ tritt auf, wenn die Hauptträgheitsachse des Rotors die Rotationsachse im Schwerpunkt schneidet, aber nicht parallel zu ihr verläuft. Eine Unwucht lässt sich als zwei gleich große, aber entgegengesetzt gerichtete Unwuchten in unterschiedlichen Ebenen darstellen. Im statischen Zustand befindet sich ein solcher Rotor im Gleichgewicht, und die Unwucht manifestiert sich erst während der Rotation in Form von „Schwingen“ oder „Taumeln“. Um dies auszugleichen, ist die Installation von mindestens zwei Korrekturgewichten in zwei unterschiedlichen Ebenen erforderlich, die ein kompensierendes Moment erzeugen.

Dynamische Unwucht: Dies ist die häufigste Unwuchtart unter realen Bedingungen und stellt eine Kombination aus statischer und gekoppelter Unwucht dar. In diesem Fall fällt die Hauptträgheitsachse des Rotors nicht mit der Rotationsachse zusammen und schneidet sie nicht im Massenmittelpunkt. Um die dynamische Unwucht zu beseitigen, ist eine Massenkorrektur in mindestens zwei Ebenen erforderlich. Zweikanalgeräte wie das Balanset-1A sind speziell für dieses Problem konzipiert.
Quasistatische Unwucht: Dies ist ein Sonderfall dynamischer Unwucht, bei dem die Hauptträgheitsachse die Rotationsachse schneidet, jedoch nicht im Schwerpunkt des Rotors. Dies ist ein subtiler, aber wichtiger Unterschied für die Diagnose komplexer Rotorsysteme.
Starre und flexible Rotoren: Entscheidender Unterschied
Eines der grundlegenden Konzepte beim Auswuchten ist die Unterscheidung zwischen starren und flexiblen Rotoren. Diese Unterscheidung bestimmt die Möglichkeit und Methodik eines erfolgreichen Auswuchtens.
Starrer Rotor: Ein Rotor gilt als starr, wenn seine Betriebsdrehzahl deutlich unter seiner ersten kritischen Frequenz liegt und er unter Einwirkung von Fliehkräften keine nennenswerten elastischen Verformungen (Auslenkungen) erfährt. Das Auswuchten eines solchen Rotors erfolgt typischerweise erfolgreich in zwei Ausgleichsebenen. Balanset-1A-Geräte sind in erster Linie für die Arbeit mit starren Rotoren konzipiert.
Flexibler Rotor: Ein Rotor gilt als flexibel, wenn seine Rotationsfrequenz nahe einer seiner kritischen Frequenzen liegt oder darüber liegt. In diesem Fall wird die elastische Wellenauslenkung vergleichbar mit der Schwerpunktverschiebung und trägt selbst erheblich zur Gesamtschwingung bei.
Der Versuch, einen flexiblen Rotor mit der für starre Rotoren (in zwei Ebenen) verwendeten Methode auszuwuchten, führt häufig zum Scheitern. Der Einsatz von Ausgleichsgewichten kann zwar Vibrationen bei niedrigen, unterhalb der Resonanzfrequenz liegenden Drehzahlen kompensieren, doch bei Erreichen der Betriebsdrehzahl und der damit einhergehenden Durchbiegung des Rotors können dieselben Gewichte die Vibrationen durch Anregung einer Biegeschwingungsform sogar verstärken. Dies ist einer der Hauptgründe, warum das Auswuchten trotz korrekter Bedienung des Messgeräts oft wirkungslos bleibt.
Vor Beginn der Arbeiten ist es äußerst wichtig, den Rotor zu klassifizieren, indem seine Betriebsdrehzahl mit bekannten (oder berechneten) Grenzfrequenzen korreliert wird. Lässt sich die Resonanz nicht umgehen, empfiehlt es sich, die Montagebedingungen des Rotors während des Auswuchtens vorübergehend zu verändern, um die Resonanz zu verschieben.
Abschnitt 1.2: Regulatorischer Rahmen: ISO-Normen
Normen im Bereich des Ausgleichs erfüllen mehrere wichtige Funktionen: Sie legen eine einheitliche technische Terminologie fest, definieren Qualitätsanforderungen und dienen vor allem als Grundlage für einen Kompromiss zwischen technischer Notwendigkeit und wirtschaftlicher Machbarkeit.
ISO 1940-1-2007 (ISO 1940-1): Qualitätsanforderungen für das Auswuchten starrer Rotoren
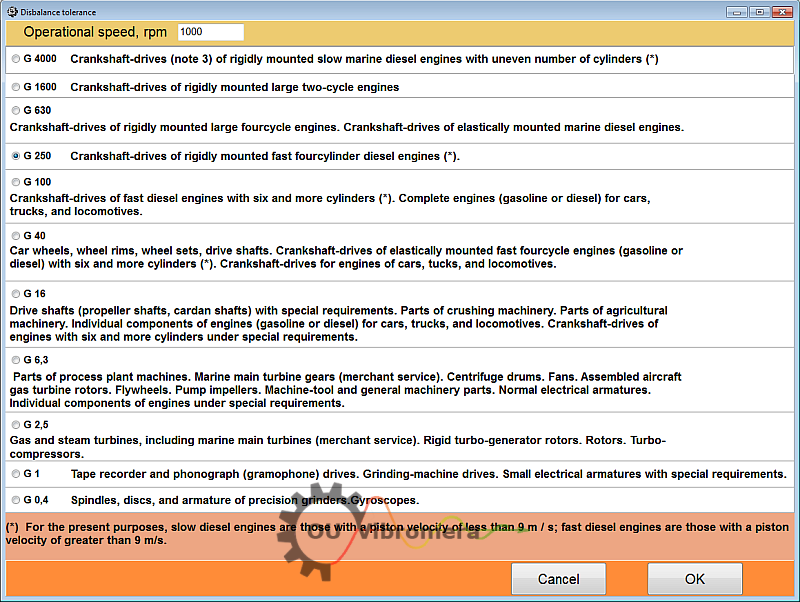
Diese Norm ist das grundlegende Dokument zur Bestimmung der zulässigen Restunwucht. Sie führt das Konzept der Auswuchtgüteklasse (G) ein, die vom Maschinentyp und der Betriebsdrehzahl abhängt.
Güteklasse G: Jeder Gerätetyp entspricht einer bestimmten Qualitätsstufe, die unabhängig von der Drehzahl konstant bleibt. Beispielsweise wird für Brecher die Klasse G6.3 und für Elektromotoranker und Turbinen die Klasse G2.5 empfohlen.
Berechnung der zulässigen Restunwucht (Upro): Die Norm ermöglicht die Berechnung eines bestimmten zulässigen Unwuchtwerts, der als Zielwert beim Auswuchten dient. Die Berechnung erfolgt in zwei Schritten:
- Ermittlung der zulässigen spezifischen Unwucht (epro) mit der Formel:
e pro = (G × 9549) / n
wobei G die Auswuchtgüteklasse (z. B. 2,5) und n die Betriebsdrehzahl in U/min ist. Die Maßeinheit für epro ist g·mm/kg oder μm. - Ermittlung der zulässigen Restunwucht (Upro) für den gesamten Rotor:
U pro = e pro × M
wobei M die Rotormasse in kg ist. Die Maßeinheit für Upro beträgt g·mm.
Beispiel: Für einen Elektromotorrotor mit einer Masse von 5 kg, der mit 3000 U/min betrieben wird und die Qualitätsklasse G2.5 aufweist:
epro = (2,5 × 9549) / 3000 ≈ 7,96 μm
Upro = 7,96 × 5 = 39,8 g·mm
Dies bedeutet, dass die Restunwucht nach dem Auswuchten 39,8 g·mm nicht überschreiten sollte.
ISO 20806-2007 (ISO 20806): Balancing vor Ort
Diese Norm regelt direkt den Betriebsauswuchtprozess.
Vorteile: Der Hauptvorteil des Auswuchtens vor Ort besteht darin, dass der Rotor unter realen Betriebsbedingungen, auf seinen Lagern und unter Betriebslast ausgewuchtet wird. Dadurch werden die dynamischen Eigenschaften des Lagersystems und der Einfluss angeschlossener Wellenstrangkomponenten automatisch berücksichtigt.
Nachteile und Einschränkungen:
- Eingeschränkter Zugriff: Oftmals ist der Zugang zu den Korrekturebenen einer zusammengebauten Maschine schwierig, was die Möglichkeiten zur Gewichtsinstallation einschränkt.
- Notwendigkeit von Probeläufen: Der Auswuchtvorgang erfordert mehrere Start-Stopp-Zyklen der Maschine.
- Schwierigkeiten bei starkem Ungleichgewicht: Bei sehr großen anfänglichen Unwuchten kann es aufgrund von Einschränkungen bei der Auswahl der Ebene und der Ausgleichsgewichtsmasse vorkommen, dass die erforderliche Auswuchtqualität nicht erreicht wird.
Teil II: Praktischer Leitfaden zum Auswuchten mit Balanset-1A-Instrumenten
Der Erfolg des Auswuchtens hängt von der Gründlichkeit der Vorbereitung ab. Die meisten Fehler sind nicht auf Gerätefehler zurückzuführen, sondern auf das Ignorieren von Faktoren, die die Wiederholbarkeit der Messung beeinträchtigen. Das wichtigste Vorbereitungsprinzip besteht darin, alle anderen möglichen Vibrationsquellen auszuschließen, sodass das Gerät nur die Auswirkungen der Unwucht misst.
Abschnitt 2.1: Grundlage des Erfolgs: Vorab-Auswuchtdiagnose und Maschinenvorbereitung
Schritt 1: Primäre Schwingungsdiagnose (Liegt tatsächlich eine Unwucht vor?)
Vor dem Auswuchten empfiehlt sich eine Vormessung der Schwingungen im Vibrometermodus. Die Balanset-1A-Software verfügt über einen "Schwingungsmesser"-Modus (Taste F5), mit dem Sie die Gesamtschwingung und die Schwingungen der einzelnen Komponenten bei der Rotationsfrequenz (1×) messen können, bevor Sie Gewichte anbringen.
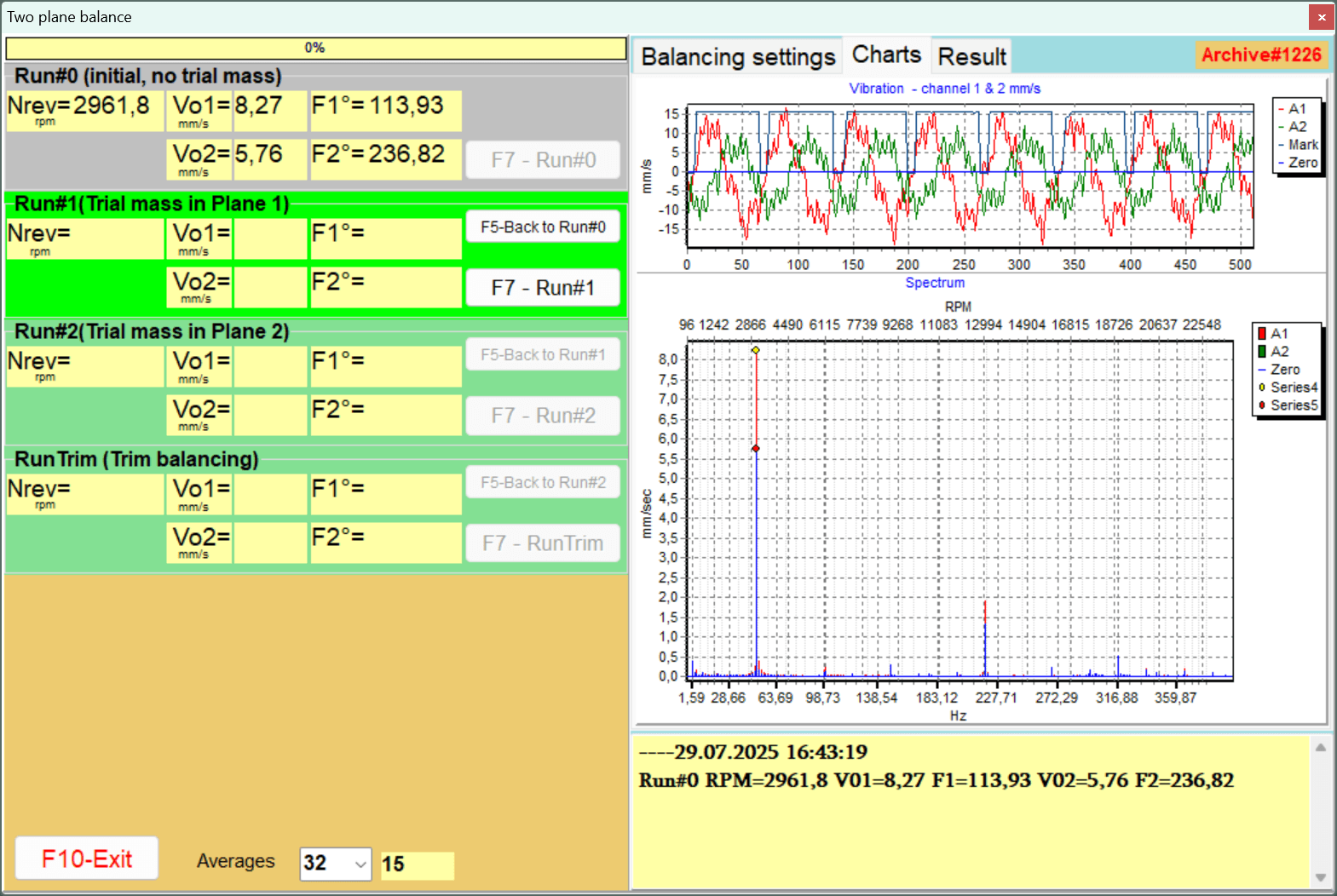
Klassisches Unwuchtzeichen: Das Schwingungsspektrum sollte von einer Spitze bei der Rotordrehzahl (Spitze bei 1x U/min-Frequenz) dominiert werden. Die Amplitude dieser Komponente in horizontaler und vertikaler Richtung sollte vergleichbar sein, und die Amplituden anderer Harmonischer sollten deutlich niedriger sein.
Anzeichen für andere Mängel: Wenn das Spektrum deutliche Spitzen bei anderen Frequenzen (z. B. 2x, 3x U/min) oder bei nicht-multiplen Frequenzen aufweist, deutet dies auf das Vorhandensein anderer Probleme hin, die vor dem Auswuchten beseitigt werden müssen.
Schritt 2: Umfassende mechanische Inspektion (Checkliste)
- Rotor: Reinigen Sie alle Rotorflächen gründlich von Schmutz, Rost und anhaftenden Produktresten. Schon geringe Verschmutzungen auf großen Flächen können zu erheblichen Unwuchten führen. Prüfen Sie, ob Teile beschädigt oder fehlen.
- Lager: Prüfen Sie die Lagerbaugruppen auf übermäßiges Spiel, ungewöhnliche Geräusche und Überhitzung. Verschleißte Lager verhindern stabile Messwerte.
- Fundament und Rahmen: Stellen Sie sicher, dass das Gerät auf einem stabilen Fundament installiert ist. Prüfen Sie den festen Sitz der Ankerbolzen und das Fehlen von Rissen im Rahmen.
- Fahren: Bei Riemenantrieben Riemenspannung und -zustand prüfen. Bei Kupplungsverbindungen Wellenausrichtung prüfen.
- Sicherheit: Stellen Sie sicher, dass alle Schutzvorrichtungen vorhanden und funktionsfähig sind.
Abschnitt 2.2: Einrichtung und Konfiguration des Geräts
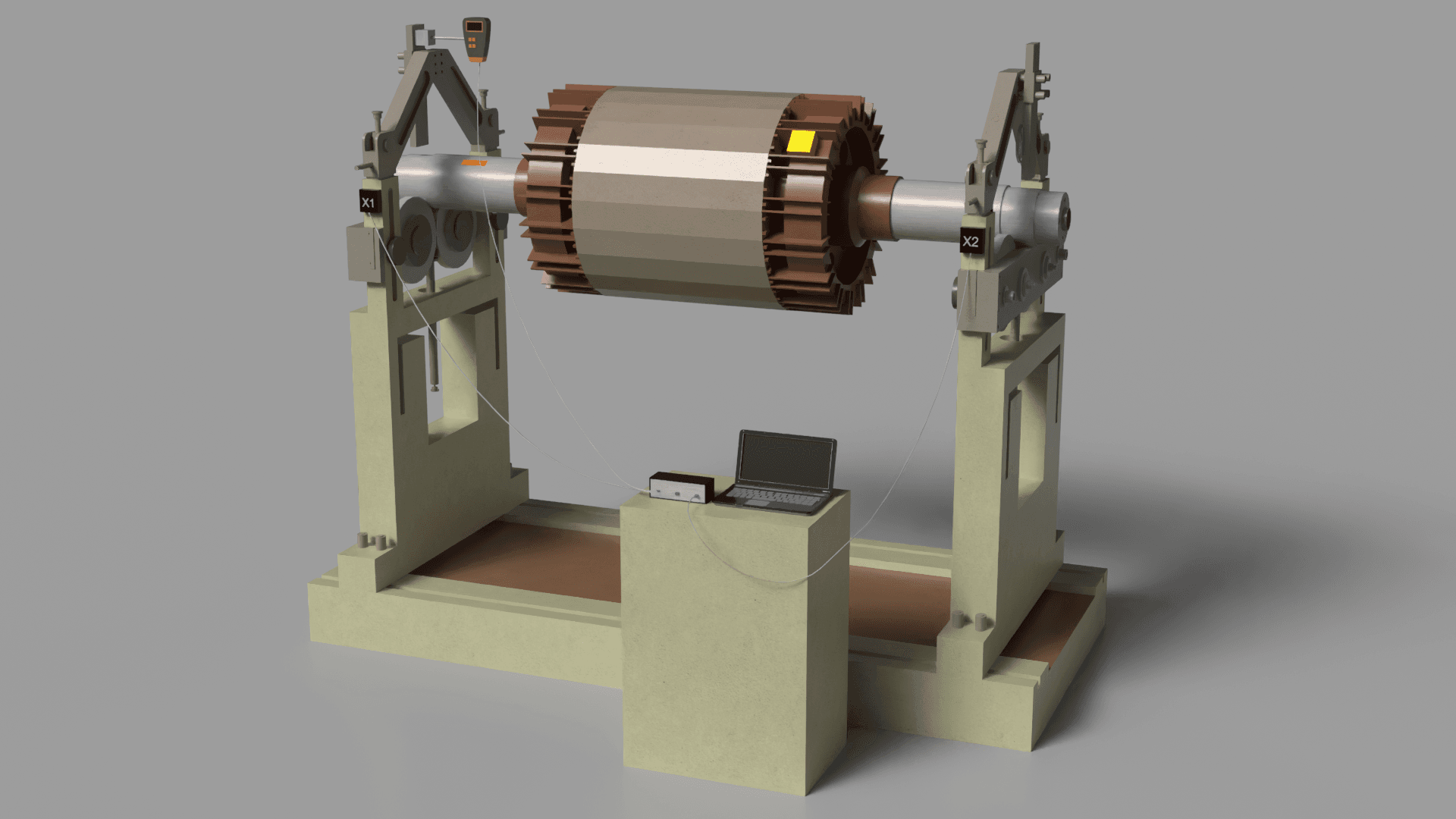
Hardwareinstallation
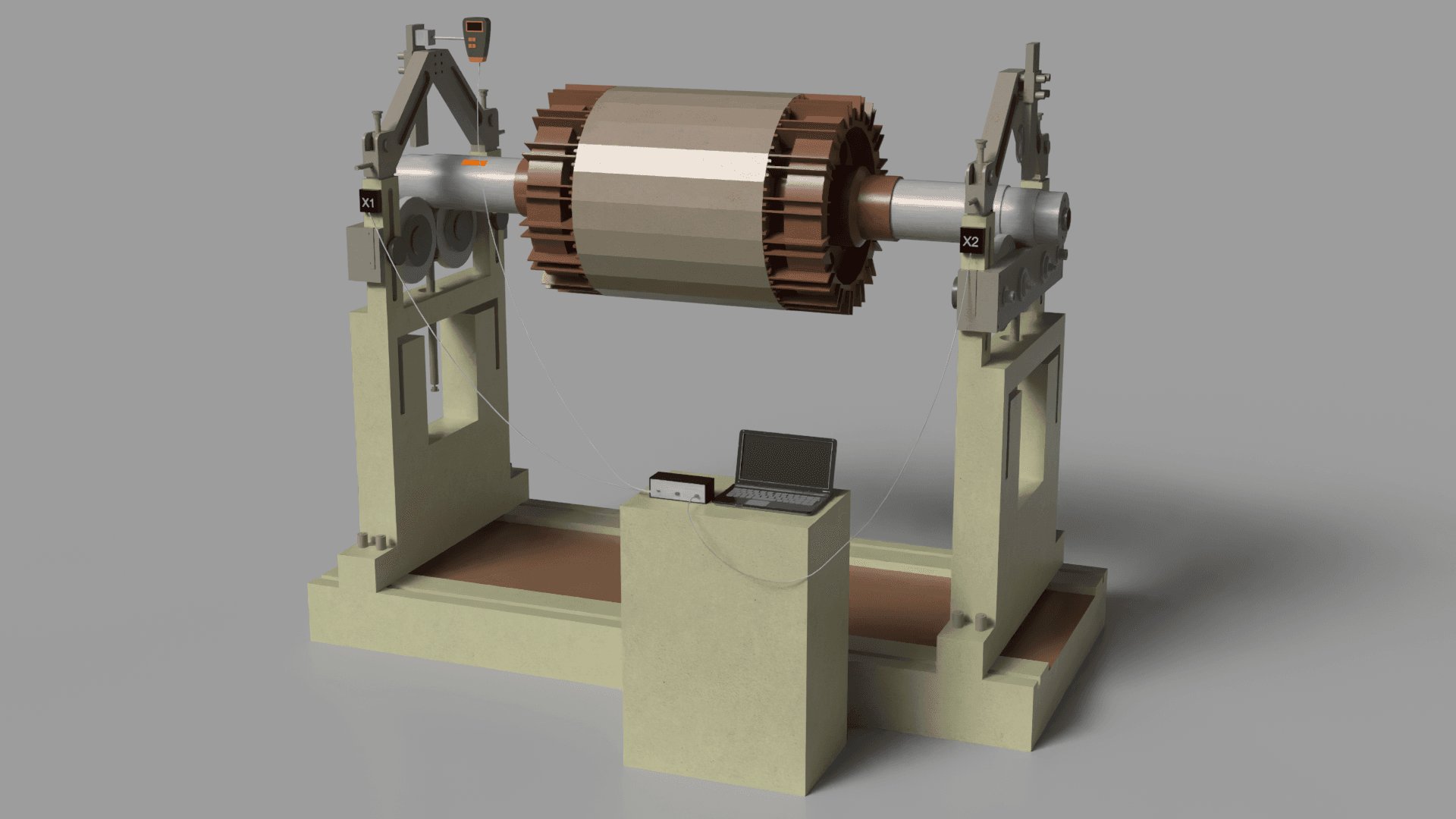
Vibrationssensoren (Beschleunigungssensoren):
- Schließen Sie die Sensorkabel an die entsprechenden Instrumentenanschlüsse an (z. B. X1 und X2 für Balanset-1A).
- Installieren Sie Sensoren möglichst nah am Rotor an Lagergehäusen.
- Wichtigste Vorgehensweise: Um ein optimales Signal zu erhalten, sollten die Sensoren in Richtung der stärksten Vibrationen installiert werden. Verwenden Sie einen starken Magnetfuß oder eine Gewindebefestigung, um einen festen Kontakt zu gewährleisten.
Phasensensor (Laserdrehzahlmesser):
- Schließen Sie den Sensor an den speziellen Eingang (X3 für Balanset-1A) an.
- Bringen Sie ein kleines Stück reflektierendes Klebeband an der Welle oder einem anderen rotierenden Teil des Rotors an.
- Montieren Sie den Drehzahlmesser so, dass der Laserstrahl während der gesamten Umdrehung die Markierung gleichmäßig trifft.
Softwarekonfiguration (Balanset-1A)
- Starten Sie die Software (als Administrator) und schließen Sie das USB-Schnittstellenmodul an.
- Wechseln Sie zum Ausgleichsmodul. Erstellen Sie einen neuen Datensatz für die auszugleichende Einheit.
- Wählen Sie den Auswuchttyp: 1-Ebene (statisch) für schmale Rotoren oder 2-Ebenen (dynamisch) für die meisten anderen Fälle.
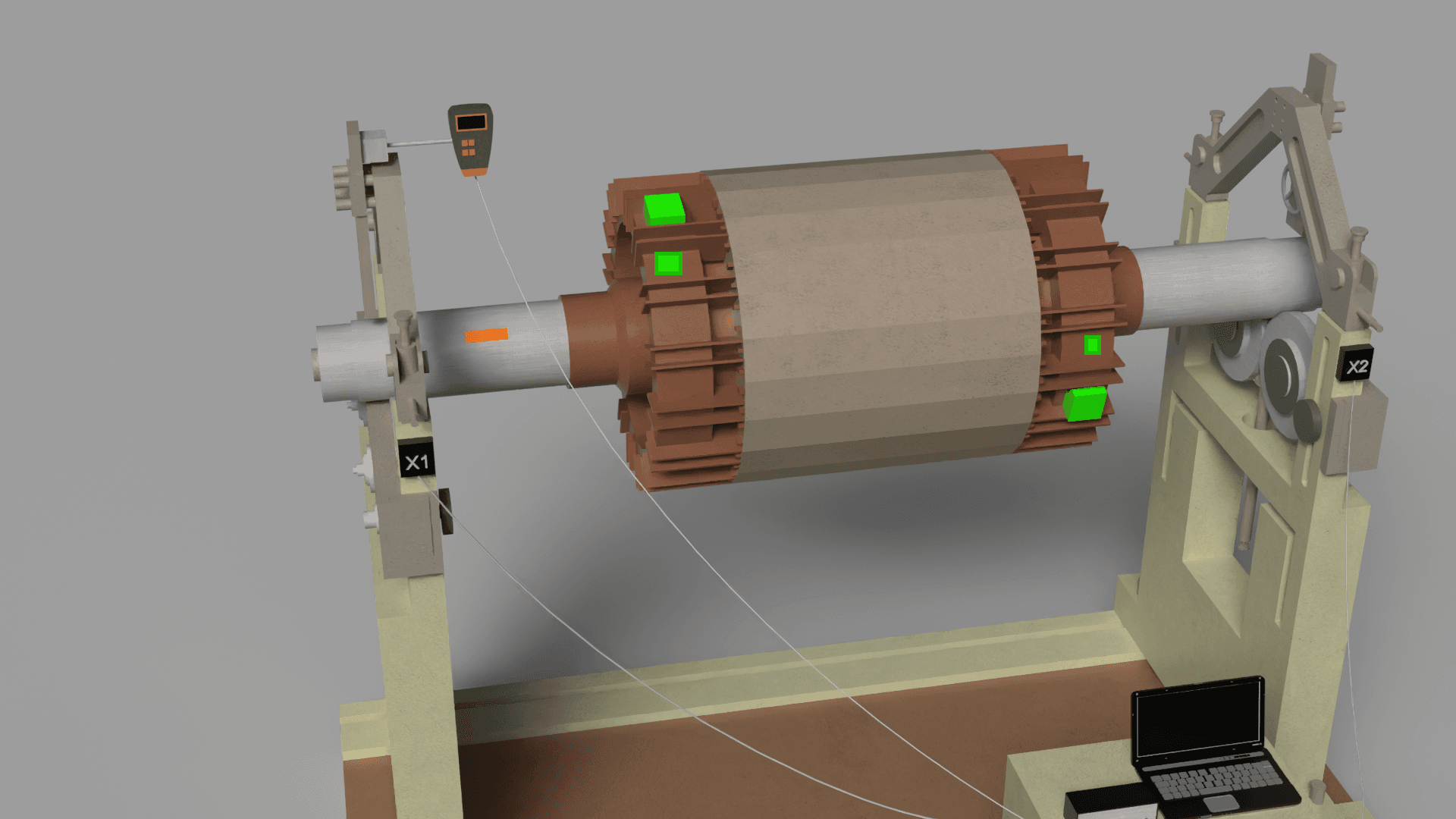
- Definieren Sie Korrekturebenen: Wählen Sie Stellen am Rotor, an denen Korrekturgewichte sicher angebracht werden können.
Abschnitt 2.3: Auswuchtvorgang: Schritt-für-Schritt-Anleitung
Lauf 0: Erstmessung
- Starten Sie die Maschine und bringen Sie sie auf eine stabile Betriebsdrehzahl. Es ist äußerst wichtig, dass die Drehzahl bei allen nachfolgenden Läufen gleich bleibt.
- Starten Sie im Programm die Messung. Das Gerät zeichnet die anfänglichen Schwingungsamplituden- und Phasenwerte auf.
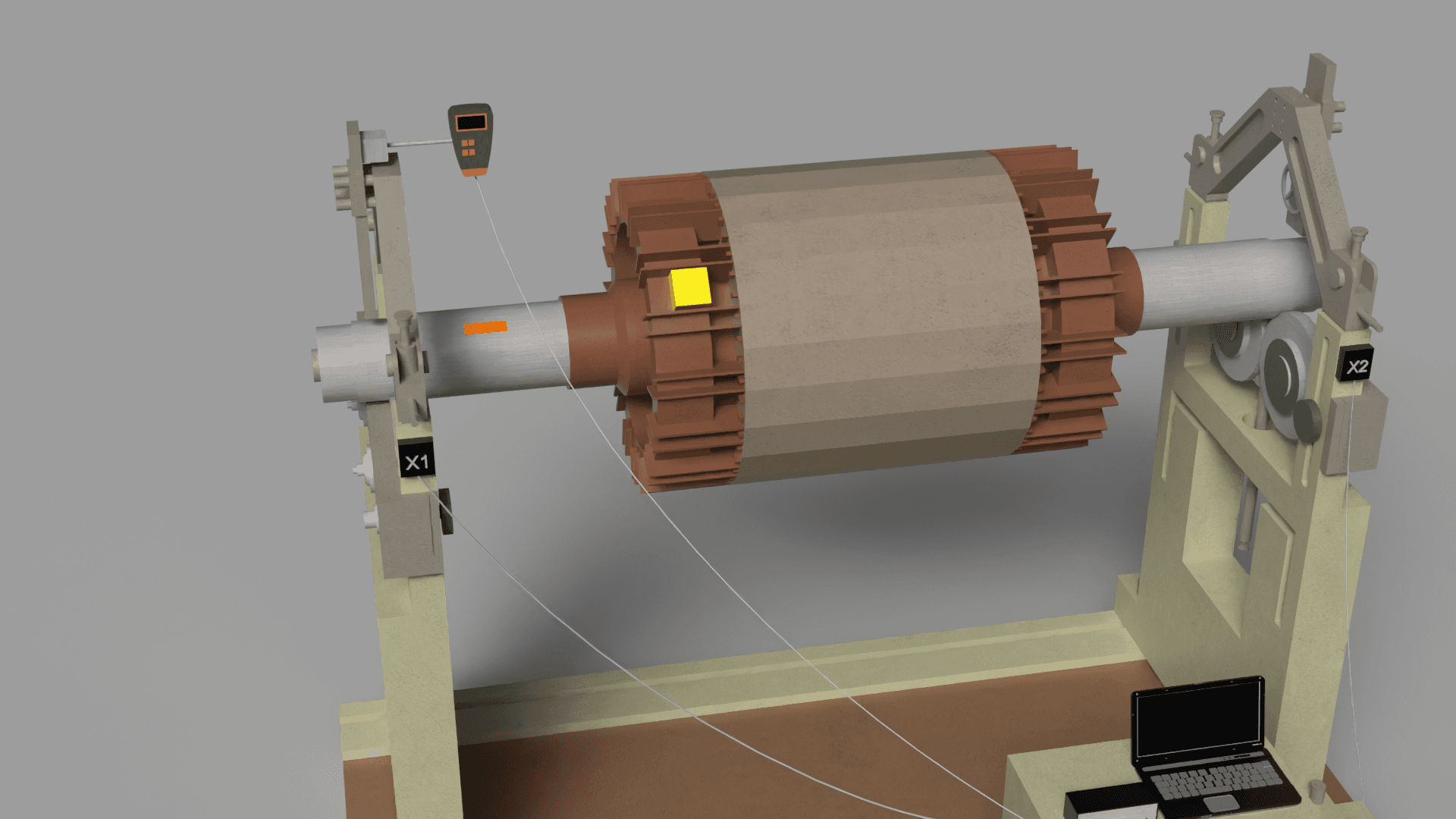
Lauf 1: Testgewicht in Ebene 1
- Stoppen Sie die Maschine.
- Auswahl des Probegewichts: Die Masse des Testgewichts sollte ausreichen, um eine merkliche Änderung der Schwingungsparameter zu bewirken (Amplitudenänderung von mindestens 20-30% ODER Phasenänderung von mindestens 20-30 Grad).
- Probegewichtsmontage: Befestigen Sie das gewogene Probegewicht sicher in einem bekannten Radius in Ebene 1. Notieren Sie die Winkelposition.
- Starten Sie die Maschine mit der gleichen stabilen Geschwindigkeit.
- Führen Sie die zweite Messung durch.
- Halten Sie die Maschine an und Entfernen Sie das Probegewicht..
Lauf 2: Testgewicht in Ebene 2 (für 2-Ebenen-Auswuchten)
- Wiederholen Sie genau das Verfahren ab Schritt 2, aber montieren Sie das Probegewicht in Ebene 2.
- Starten, messen, stoppen und Entfernen Sie das Probegewicht..
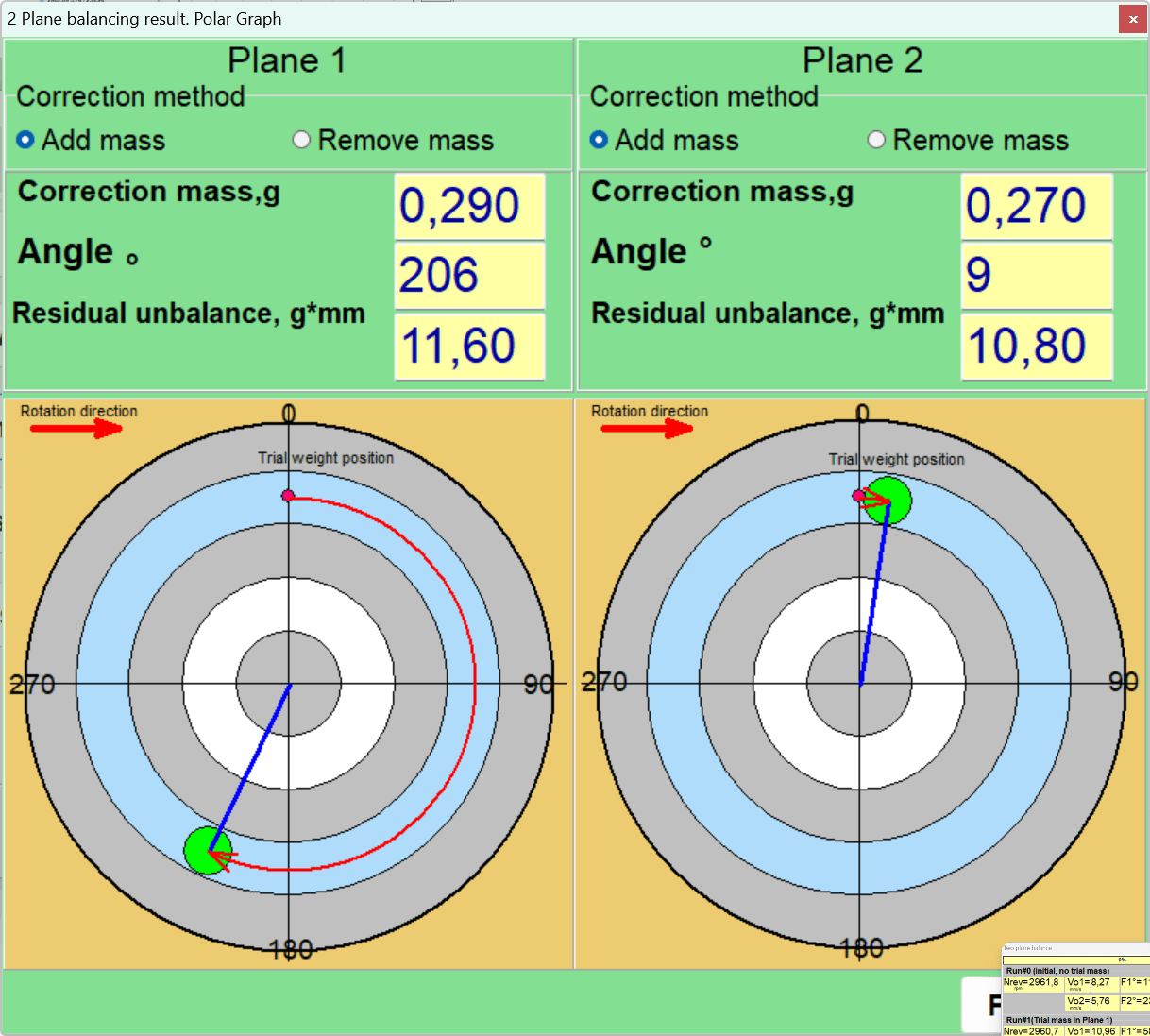
Berechnung und Einbau von Ausgleichsgewichten
- Basierend auf den während der Probeläufe aufgezeichneten Vektoränderungen berechnet das Programm automatisch die Masse und den Installationswinkel des Korrekturgewichts für jedes Flugzeug.
- Der Einbauwinkel wird üblicherweise von der Position des Prüfgewichts in Rotordrehrichtung gemessen.
- Befestigen Sie die permanenten Korrekturgewichte sicher. Beachten Sie beim Schweißen, dass die Schweißnaht selbst ebenfalls Masse besitzt.
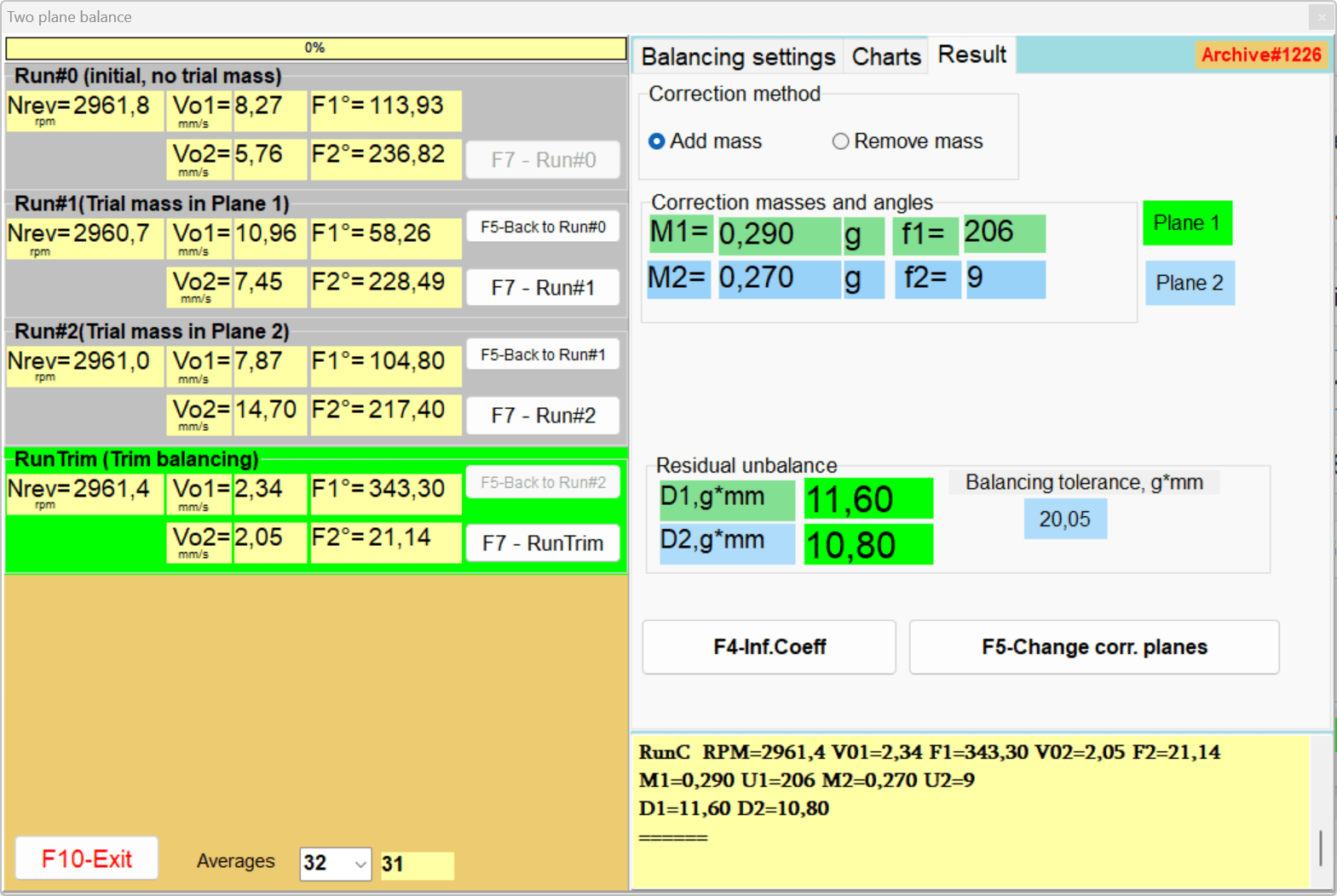
Lauf 3: Kontrollmessung und Feinabgleich
- Starten Sie die Maschine erneut.
- Führen Sie eine Kontrollmessung durch, um das Ausmaß der Restvibration zu beurteilen.
- Vergleichen Sie den erhaltenen Wert mit der gemäß ISO 1940-1 berechneten Toleranz.
- Wenn die Vibrationen die Toleranzgrenze immer noch überschreiten, berechnet das Gerät eine kleine Feinkorrektur (Trimmkorrektur).
- Nach Fertigstellung sollten der Bericht und die Einflusskoeffizienten zur möglichen späteren Verwendung gespeichert werden.
Teil III: Erweiterte Problemlösung und Fehlerbehebung
Dieser Abschnitt ist den komplexesten Aspekten des Betriebsauswuchtens gewidmet – Situationen, in denen das Standardverfahren keine Ergebnisse liefert.
Sicherheitsmaßnahmen
Verhinderung eines versehentlichen Starts (Lockout/Tagout): Vor Arbeitsbeginn den Rotorantrieb stromlos schalten und vom Stromnetz trennen. Warnschilder sind an den Startvorrichtungen angebracht, um ein versehentliches Starten der Maschine zu verhindern.
Persönliche Schutzausrüstung: Das Tragen einer Schutzbrille oder eines Gesichtsschutzes ist Pflicht. Die Kleidung muss eng anliegen und darf keine losen Kanten haben. Lange Haare müssen unter einer Kopfbedeckung versteckt werden.
Gefahrenbereich rund um die Maschine: Der Zugang unbefugter Personen zum Auswuchtbereich ist zu beschränken. Während der Testläufe werden Absperrungen oder Warnbänder um die Anlage herum angebracht. Der Gefahrenbereich hat einen Radius von mindestens 3–5 Metern.
Zuverlässige Gewichtsbefestigung: Beim Anbringen von Probe- oder permanenten Korrekturgewichten ist besondere Sorgfalt auf deren Befestigung zu achten. Ein herausgeschleudertes Gewicht wird zu einem gefährlichen Geschoss.
Elektrische Sicherheit: Beachten Sie die allgemeinen Sicherheitsvorkehrungen für elektrische Anlagen – verwenden Sie eine funktionsfähige, geerdete Steckdose und verlegen Sie Kabel nicht durch nasse oder heiße Bereiche.
Abschnitt 3.1: Diagnose und Überwindung von Messinstabilität
Symptom: Bei wiederholten Messungen unter identischen Bedingungen verändern sich die Amplituden- und/oder Phasenwerte deutlich („Float“, „Jump“). Eine Korrekturberechnung ist dadurch nicht mehr möglich.
Grundursache: Das Messgerät ist nicht defekt. Es meldet korrekt, dass das Schwingungsverhalten des Systems instabil und unvorhersehbar ist.
Systematischer Diagnosealgorithmus:
- Mechanische Lockerheit: Dies ist die häufigste Ursache. Prüfen Sie den festen Sitz der Befestigungsschrauben des Lagergehäuses und der Rahmenankerschrauben. Prüfen Sie das Fundament und den Rahmen auf Risse.
- Lagerdefekte: Zu großes Lagerspiel in Wälzlagern oder Verschleiß der Lagerschale führen dazu, dass sich die Welle im Lager unkontrolliert bewegen kann.
- Prozessbedingte Instabilität:
- Aerodynamik (Lüfter): Turbulente Luftströmung und Strömungsablösung an den Schaufeln können zu zufälligen Krafteinwirkungen führen.
- Hydraulik (Pumpen): Durch Kavitation entstehen starke, zufällige hydraulische Stöße, die das periodische Signal der Unwucht überdecken.
- Interne Massenbewegung (Brecher, Mühlen): Material kann sich im Inneren des Rotors neu verteilen und als "bewegliche Unwucht" wirken.
- Resonanz: Wenn die Betriebsdrehzahl sehr nahe an der Eigenfrequenz der Struktur liegt, verursachen bereits geringfügige Drehzahlschwankungen große Veränderungen in Schwingungsamplitude und -phase.
- Thermische Effekte: Beim Erwärmen der Maschine kann es durch die Wärmeausdehnung zu Wellenverbiegungen oder Ausrichtungsänderungen kommen.
Abschnitt 3.2: Wenn Auswuchten nicht hilft: Identifizierung grundlegender Defekte
Symptom: Der Auswuchtvorgang wurde durchgeführt, die Messwerte sind stabil, aber die endgültige Vibration bleibt hoch.
Verwendung eines Spektrumanalysators zur Differentialdiagnose:
- Schieflage der Welle: Hauptmerkmal – hohe Vibrationsspitze bei der doppelten Drehzahl. Charakteristisch ist eine hohe axiale Vibration.
- Wälzlagerdefekte: Manifestieren sich als hochfrequente Vibrationen bei charakteristischen "Lager"-Frequenzen (BPFO, BPFI, BSF, FTF).
- Schaftbogen: Äußert sich als hoher Peak bei 1x Drehzahl, wird aber oft von einer deutlich wahrnehmbaren Komponente bei 2x Drehzahl begleitet.
- Elektrische Probleme (Elektromotoren): Durch die Asymmetrie des Magnetfelds können Schwingungen mit der doppelten Versorgungsfrequenz (100 Hz bei einem 50-Hz-Netz) verursacht werden.
Häufige Fehler beim Auswuchten und Tipps zur Vermeidung
- Auswuchten eines defekten oder verschmutzten Rotors: Vor dem Auswuchten immer den Zustand des Mechanismus prüfen.
- Probegewicht zu klein: Die Schwingungsänderungsregel 20-30% ist zu beachten.
- Nichteinhaltung der Regimekonstanz: Halten Sie während aller Messungen stets eine gleichbleibende Drehzahl ein.
- Phasen- und Markierungsfehler: Die Winkelbestimmung muss sorgfältig überwacht werden. Der Winkel des Korrekturgewichts wird üblicherweise von der Position des Probegewichts in Drehrichtung gemessen.
- Falsches Anbringen oder Verlust von Gewichten: Halten Sie sich strikt an die Methodik – falls dies das Entfernen des Probegewichts erfordert, entfernen Sie es.
Ausgewogene Qualitätsstandards
| Qualitätsstufe G | Zulässige spezifische Unwucht epro (mm/s) | Rotortypen (Beispiele) |
|---|---|---|
| G4000 | 4000 | Starr montierte Kurbelwellen von langsam laufenden Schiffsdieselmotoren |
| G16 | 16 | Kurbelwellen großer Zweitaktmotoren |
| G6.3 | 6.3 | Pumpenrotoren, Lüfterräder, Elektromotoranker, Brecherrotoren |
| G2.5 | 2.5 | Gas- und Dampfturbinenrotoren, Turbokompressoren, Werkzeugmaschinenantriebe |
| G1 | 1 | Schleifmaschinenantriebe, Spindeln |
| G0.4 | 0.4 | Präzisions-Schleifmaschinenspindeln, Gyroskope |
| Fehlertyp | Dominante Spektrumfrequenz | Phasencharakteristik | Andere Symptome |
|---|---|---|---|
| Unwucht | 1x U/min | Stabil | Radiale Schwingungen überwiegen |
| Wellenversatz | 1x, 2x, 3x U/min | Kann instabil sein | Hohe axiale Vibrationen - Schlüsselzeichen |
| Mechanische Lockerheit | 1x, 2x und mehrere Harmonische | Instabil, "springend" | Visuell wahrnehmbare Bewegung |
| Wälzlagerdefekt | Hohe Frequenzen (BPFO, BPFI usw.) | Nicht mit RPM synchronisiert | Fremdgeräusche, erhöhte Temperatur |
| Resonanz | Betriebsdrehzahl entspricht der Eigenfrequenz | Beim Durchlaufen der Resonanz ändert sich die Phase um 180° | Die Schwingungsamplitude nimmt bei einer bestimmten Geschwindigkeit stark zu |
Teil IV: Häufig gestellte Fragen und Anwendungshinweise
Abschnitt 4.1: Allgemeine häufig gestellte Fragen (FAQ)
Wann sollte 1-Ebenen- und wann 2-Ebenen-Auswuchten verwendet werden?
Verwenden Sie 1-Ebenen-Auswuchten (statisch) für schmale, scheibenförmige Rotoren (L/D-Verhältnis < 0,25). Verwenden Sie für praktisch alle anderen Rotoren, insbesondere bei L/D > 0,25, eine dynamische Auswuchtung in zwei Ebenen. 0.25.
Was tun, wenn durch das Probegewicht eine gefährliche Vibrationserhöhung verursacht wird?
Maschine sofort anhalten. Das bedeutet, dass das Testgewicht zu nahe am bestehenden Schwerpunkt angebracht wurde. Lösung: Das Testgewicht um 180 Grad von seiner ursprünglichen Position versetzen.
Können gespeicherte Einflusskoeffizienten für eine andere Maschine verwendet werden?
Ja, aber nur, wenn die andere Maschine absolut identisch ist – gleiches Modell, gleicher Rotor, gleiches Fundament, gleiche Lager. Jede Änderung der strukturellen Steifigkeit macht sie ungültig.
Wie werden Passfedernuten berücksichtigt? (ISO 8821)
Üblicherweise wird beim Auswuchten ohne Gegenstück eine halbe Passfeder in die Wellenpassung eingesetzt. Dadurch wird die Masse des Teils der Passfeder ausgeglichen, der die Nut auf der Welle ausfüllt.
| Symptom | Mögliche Ursachen | Empfohlene Maßnahmen |
|---|---|---|
| Instabile/"schwebende" Messwerte | Mechanische Lockerung, Lagerverschleiß, Resonanz, Prozessinstabilität, externe Vibrationen | Alle Schraubverbindungen festziehen, Lagerspiel prüfen, Auslauftest durchführen, Betriebszustand stabilisieren |
| Nach mehreren Zyklen kann keine Toleranz erreicht werden | Falsche Einflusskoeffizienten, Rotor ist flexibel, Vorhandensein eines versteckten Defekts (Fehlausrichtung). | Wiederholen Sie den Probelauf mit dem korrekt gewählten Gewicht, prüfen Sie die Flexibilität des Rotors und verwenden Sie die FFT-Methode, um nach weiteren Defekten zu suchen. |
| Die Vibration ist nach dem Auswuchten normal, kehrt aber schnell zurück | Korrekturgewichtsauswurf, Produktablagerungen am Rotor, thermische Verformungen | Verwenden Sie zuverlässigere Gewichtsbefestigungen (Schweißen) und führen Sie einen regelmäßigen Rotorreinigungsplan durch. |
Abschnitt 4.2: Ausgleichsleitfaden für bestimmte Gerätetypen
Industrieventilatoren und Rauchabzüge:
- Problem: Am anfälligsten für Unwuchten aufgrund von Produktablagerungen an den Klingen oder abrasivem Verschleiß.
- Verfahren: Reinigen Sie das Laufrad vor Arbeitsbeginn stets gründlich. Achten Sie auf aerodynamische Kräfte, die zu Instabilität führen können.
Pumps:
- Problem: Der Hauptfeind ist die Kavitation.
- Verfahren: Vor dem Abgleich muss eine ausreichende Kavitationsreserve am Einlass (NPSHa) sichergestellt werden. Prüfen Sie, ob die Saugleitung verstopft ist.
Brecher, Zerkleinerer und Mulcher:
- Problem: Extremer Verschleiß, Möglichkeit großer Unwuchtveränderungen durch Hammerbruch oder -verschleiß.
- Verfahren: Überprüfen Sie die Unversehrtheit und Befestigung der Funktionselemente. Gegebenenfalls ist eine zusätzliche Verankerung des Maschinenrahmens erforderlich.
Anker von Elektromotoren:
- Problem: Kann sowohl mechanische als auch elektrische Vibrationsquellen haben.
- Verfahren: Prüfen Sie mithilfe eines Spektrumanalysators auf Vibrationen bei der doppelten Versorgungsfrequenz. Deren Vorhandensein deutet auf eine elektrische Fehlfunktion, nicht auf eine Unwucht hin.
Schlussfolgerung
Das dynamische Auswuchten von Rotoren vor Ort mithilfe tragbarer Messgeräte wie dem Balanset-1A ist ein leistungsstarkes Werkzeug zur Steigerung der Zuverlässigkeit und Effizienz industrieller Anlagen. Der Erfolg dieses Verfahrens hängt jedoch weniger vom Messgerät selbst ab als vielmehr von der fachlichen Qualifikation und der Fähigkeit, systematisch vorzugehen.
Grundprinzipien:
- Die Vorbereitung bestimmt das Ergebnis: Eine gründliche Rotorreinigung, die Überprüfung des Lager- und Fundamentzustands sowie eine vorläufige Schwingungsdiagnostik sind zwingende Voraussetzungen für ein erfolgreiches Auswuchten.
- Die Einhaltung von Normen ist die Grundlage für Qualität: Die Anwendung der ISO 1940-1 wandelt subjektive Beurteilungen in objektive, messbare und rechtlich relevante Ergebnisse um.
- Das Gerät ist nicht nur ein Balancer, sondern auch ein Diagnosetool: Gleichgewichtsstörungen oder Instabilität beim Lesen sind wichtige diagnostische Anzeichen, die auf ernstere Probleme hinweisen.
- Das Verständnis der Prozessphysik ist der Schlüssel zur Lösung nicht standardmäßiger Aufgaben: Die Kenntnis der Unterschiede zwischen starren und flexiblen Rotoren sowie das Verständnis des Resonanzeinflusses ermöglichen es den Fachleuten, die richtigen Entscheidungen zu treffen.
Die Befolgung der in diesem Leitfaden beschriebenen Empfehlungen ermöglicht es technischen Spezialisten nicht nur, typische Aufgaben erfolgreich zu bewältigen, sondern auch komplexe, nicht triviale Probleme der Vibration rotierender Maschinen effektiv zu diagnostizieren und zu lösen.
