Terepi dinamikus kiegyensúlyozás
I. rész: A dinamikus kiegyensúlyozás elméleti és szabályozási alapjai
A dinamikus terepi kiegyensúlyozás a rezgésbeállítási technológia egyik kulcsfontosságú művelete, amelynek célja az ipari berendezések élettartamának meghosszabbítása és a vészhelyzetek megelőzése. A hordozható eszközök, mint például a Balanset-1A használata lehetővé teszi, hogy ezeket a műveleteket közvetlenül a telephelyen végezzük el, minimalizálva az állásidőt és a szétszereléssel járó költségeket. A sikeres kiegyensúlyozáshoz azonban nemcsak a műszerrel való munkavégzés képessége szükséges, hanem a rezgés mögött meghúzódó fizikai folyamatok mélyreható ismerete, valamint a munka minőségét szabályozó szabályozási keretrendszer ismerete is.
A módszertan alapelve próbasúlyok felszerelésén és a kiegyensúlyozatlanságot befolyásoló együtthatók kiszámításán alapul. Egyszerűen fogalmazva, a műszer egy forgó rotor rezgését (amplitúdóját és fázisát) méri, majd a felhasználó egymás után kis próbasúlyokat ad hozzá meghatározott síkokban a további tömeg rezgésre gyakorolt hatásának „kalibrálásához”. A rezgés amplitúdójának és fázisának változásai alapján a műszer automatikusan kiszámítja a korrekciós súlyok szükséges tömegét és beépítési szögét az kiegyensúlyozatlanság kiküszöböléséhez.
Ez a megközelítés az ún. hárommenetes módszer Kétsíkú kiegyensúlyozáshoz: kezdeti mérés és két futtatás próbasúlyokkal (mindkét síkban egy). Egysíkú kiegyensúlyozáshoz általában két futtatás elegendő - súly nélkül és egy próbasúlylal. A modern műszerekben minden szükséges számítás automatikusan történik, ami jelentősen leegyszerűsíti a folyamatot és csökkenti a kezelői képesítési követelményeket.
1.1. szakasz: Az egyensúlyhiány fizikája: Részletes elemzés
A forgó berendezések rezgésének középpontjában az egyensúlyhiány, vagyis az egyensúlyhiány áll. Az egyensúlyhiány olyan állapot, amikor a rotor tömege egyenetlenül oszlik el a forgástengelyéhez képest. Ez az egyenetlen eloszlás centrifugális erők kialakulásához vezet, amelyek viszont a tartószerkezetek és a teljes gépszerkezet rezgését okozzák. A kezeletlen egyensúlyhiány következményei katasztrofálisak lehetnek: a csapágyak idő előtti kopásától és tönkremenetelétől az alapozás és maga a gép károsodásáig. Az egyensúlyhiány hatékony diagnosztizálásához és megszüntetéséhez egyértelműen meg kell különböztetni a típusait.
Az egyensúlyhiány típusai

Statikus kiegyensúlyozatlanság (egy síkban): Az ilyen típusú kiegyensúlyozatlanságot a rotor tömegközéppontjának a forgástengellyel párhuzamos elmozdulása jellemzi. Statikus állapotban egy ilyen, vízszintes prizmákra szerelt rotor mindig a nehéz oldalával lefelé forog. A statikus kiegyensúlyozatlanság a vékony, tárcsa alakú rotoroknál domináns, ahol a hossz-átmérő arány (L/D) kisebb, mint 0,25, például köszörűkorongoknál vagy keskeny ventilátorlapátoknál. A statikus kiegyensúlyozatlanság kiküszöbölhető egy korrekciós súly egyik korrekciós síkba, a nehéz ponttal átmérősen ellentétes irányban történő elhelyezésével.
Pár (pillanat) kiegyensúlyozatlanság: Ez a típus akkor fordul elő, amikor a rotor fő tehetetlenségi tengelye metszi a forgástengelyt a tömegközéppontban, de nem párhuzamos azzal. A párosított kiegyensúlyozatlanság két azonos nagyságú, de ellentétes irányú, kiegyensúlyozatlan tömegként ábrázolható, amelyek különböző síkokban helyezkednek el. Statikus állapotban egy ilyen rotor egyensúlyban van, és az kiegyensúlyozatlanság csak forgás közben jelentkezik "lengéses" vagy "billegéses" formában. Kompenzálásához legalább két korrekciós súly felszerelése szükséges két különböző síkban, kiegyenlítő nyomatékot létrehozva.

Dinamikus kiegyensúlyozatlanság: Ez a leggyakoribb kiegyensúlyozatlansági típus valós körülmények között, amely a statikus és a páros kiegyensúlyozatlanságok kombinációját jelenti. Ebben az esetben a rotor fő központi tehetetlenségi tengelye nem esik egybe a forgástengellyel, és nem metszi azt a tömegközéppontban. A dinamikus kiegyensúlyozatlanság kiküszöböléséhez legalább két síkban tömegkorrekció szükséges. A kétcsatornás műszerek, mint például a Balanset-1A, kifejezetten ennek a problémának a megoldására lettek tervezve.
Kvázistatikus kiegyensúlyozatlanság: Ez a dinamikus kiegyensúlyozatlanság egy speciális esete, ahol a tehetetlenségi főtengely metszi a forgástengelyt, de nem a rotor tömegközéppontjában. Ez egy finom, de fontos különbség a komplex rotorrendszerek diagnosztizálásakor.
Merev és rugalmas rotorok: Kritikus különbség
A kiegyensúlyozás egyik alapvető fogalma a merev és a rugalmas rotorok közötti különbségtétel. Ez a különbségtétel határozza meg a sikeres kiegyensúlyozás lehetőségét és módszertanát.
Merev rotor: Egy rotort merevnek tekintünk, ha üzemi forgási frekvenciája lényegesen alacsonyabb, mint az első kritikus frekvenciája, és centrifugális erők hatására nem szenved jelentős rugalmas alakváltozást (elmozdulást). Egy ilyen rotor kiegyensúlyozása jellemzően két korrekciós síkban sikeresen elvégezhető. A Balanset-1A műszereket elsősorban merev rotorokkal való munkavégzésre tervezték.
Rugalmas rotor: Egy rotort rugalmasnak tekintünk, ha a forgási frekvenciája közel van valamelyik kritikus frekvenciájához, vagy meghaladja azt. Ebben az esetben a rugalmas tengelyelhajlás összehasonlíthatóvá válik a tömegközéppont elmozdulásával, és önmagában is jelentősen hozzájárul az összrezgéshez.
A hajlékony rotorok kiegyensúlyozására tett kísérletek a merev rotorokra vonatkozó módszertannal (két síkban) gyakran kudarchoz vezetnek. A korrekciós súlyok felszerelése kompenzálhatja a rezgést alacsony, szubrezonáns sebességnél, de az üzemi sebesség elérésekor, amikor a rotor meghajlik, ugyanezek a súlyok növelhetik a rezgést az egyik hajlító rezgési mód gerjesztésével. Ez az egyik fő oka annak, hogy a kiegyensúlyozás "nem működik", annak ellenére, hogy a műszerrel minden műveletet helyesen végeznek el.
A munka megkezdése előtt rendkívül fontos a rotor osztályozása az üzemi sebességének ismert (vagy számított) kritikus frekvenciákkal való korrelációjával. Ha a rezonancia megkerülése nem lehetséges, a kiegyensúlyozás során ajánlott az egység rögzítési körülményeit ideiglenesen megváltoztatni a rezonancia eltolása érdekében.
1.2. szakasz: Szabályozási keretrendszer: ISO szabványok
A kiegyensúlyozás területén a szabványok több kulcsfontosságú funkciót töltenek be: egységes műszaki terminológiát alakítanak ki, meghatározzák a minőségi követelményeket, és ami fontos, kompromisszum alapjául szolgálnak a műszaki szükségesség és a gazdasági megvalósíthatóság között.
ISO 1940-1-2007 (ISO 1940-1): Merev rotorok kiegyensúlyozásának minőségi követelményei
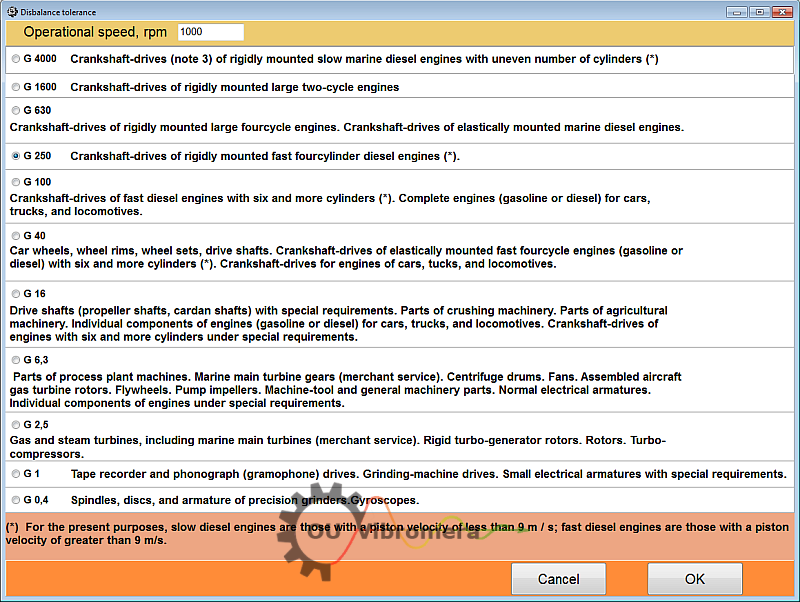
Ez a szabvány az alapvető dokumentum a megengedett maradék kiegyensúlyozatlanság meghatározásához. Bemutatja a kiegyensúlyozási minőségi osztály (G) fogalmát, amely a gép típusától és üzemi forgási frekvenciájától függ.
G minőségi osztály: Minden berendezéstípus egy meghatározott minőségi osztálynak felel meg, amely a forgási sebességtől függetlenül állandó marad. Például a G6.3 osztály ajánlott zúzókhoz, a G2.5 pedig villanymotor-armatúrákhoz és turbinákhoz.
A megengedett maradék kiegyensúlyozatlanság (U) kiszámításaper): A szabvány lehetővé teszi egy adott megengedett kiegyensúlyozatlansági érték kiszámítását, amely célértékként szolgál a kiegyensúlyozás során. A számítás két lépésben történik:
- A megengedett fajlagos kiegyensúlyozatlanság (e) meghatározásaper) a következő képlet segítségével:
e per = (G × 9549) / n
ahol G a kiegyensúlyozás minőségi osztálya (pl. 2,5), n az üzemi forgási frekvencia, ford/perc. Az e mértékegységeper g·mm/kg vagy μm. - A megengedett maradék kiegyensúlyozatlanság (U) meghatározásaper) a teljes rotorra vonatkozóan:
U per = e per × M
ahol M a rotor tömege, kg. Az U mértékegységeper g·mm.
Példa: 5 kg tömegű, 3000 ford/perc fordulatszámon működő, G2,5 minőségi osztályú villanymotor-rotor esetén:
eper = (2,5 × 9549) / 3000 ≈ 7,96 μm
Uper = 7,96 × 5 = 39,8 g·mm
Ez azt jelenti, hogy a kiegyensúlyozás után a maradék kiegyensúlyozatlanság nem haladhatja meg a 39,8 g·mm-t.
ISO 20806-2007 (ISO 20806): Helyben egyensúlyozás
Ez a szabvány közvetlenül szabályozza a mezőkiegyenlítési folyamatot.
Előnyök: A helyszíni kiegyensúlyozás fő előnye, hogy a rotor valós üzemi körülmények között, a támasztékain és üzemi terhelés alatt van kiegyensúlyozva. Ez automatikusan figyelembe veszi a támasztórendszer dinamikus tulajdonságait és a csatlakoztatott tengelylánc-alkatrészek hatását.
Hátrányok és korlátozások:
- Korlátozott hozzáférés: Az összeszerelt gépeken a korrekciós gyalukhoz gyakran nehéz hozzáférni, ami korlátozza a súlyok felszerelésének lehetőségeit.
- Próbaüzemeltetésre van szükség: A kiegyensúlyozási folyamat a gép több "indítási-leállítási" ciklusát igényli.
- Súlyos egyensúlyhiány okozta nehézségek: Nagyon nagy kezdeti kiegyensúlyozatlanság esetén a síkválasztás és a korrekciós súly tömegének korlátozásai nem biztos, hogy lehetővé teszik a kívánt kiegyensúlyozási minőség elérését.
II. rész: Gyakorlati útmutató a Balanset-1A műszerekkel történő kiegyensúlyozáshoz
A kiegyensúlyozás sikere a 80% esetében az előkészítő munka alaposságától függ. A legtöbb hiba nem a műszer meghibásodásával, hanem a mérési megismételhetőséget befolyásoló tényezők figyelmen kívül hagyásával kapcsolatos. A fő előkészítési elv az összes többi lehetséges rezgésforrás kizárása, hogy a műszer csak a kiegyensúlyozatlanság hatását mérje.
2.1. szakasz: A siker alapjai: Kiegyensúlyozás előtti diagnosztika és gép előkészítése
1. lépés: Elsődleges rezgésdiagnosztika (Valóban kiegyensúlyozatlan?)
Kiegyensúlyozás előtt célszerű előzetes rezgésmérést végezni vibrométer módban. A Balanset-1A szoftver rendelkezik egy "Rezgésmérő" móddal (F5 gomb), ahol a súlyok felszerelése előtt megmérheti az összrezgést és külön az alkatrészt forgási frekvencián (1×).
Klasszikus egyensúlyhiány jele: A rezgési spektrumot a rotor forgási frekvenciáján lévő csúcsnak kell uralnia (csúcs az 1x RPM frekvenciánál). Ennek a komponensnek az amplitúdójának vízszintes és függőleges irányban összehasonlíthatónak kell lennie, a többi harmonikus amplitúdójának pedig jelentősen alacsonyabbnak kell lennie.
Egyéb hibák jelei: Ha a spektrum jelentős csúcsokat tartalmaz más frekvenciákon (pl. 2x, 3x RPM) vagy nem többszörös frekvenciákon, az más problémák jelenlétét jelzi, amelyeket a kiegyensúlyozás előtt ki kell küszöbölni.
2. lépés: Átfogó mechanikai ellenőrzés (ellenőrzőlista)
- Forgórész: Alaposan tisztítsa meg a rotor összes felületét a szennyeződésektől, rozsdától és a letapadt anyagoktól. Már kis mennyiségű szennyeződés nagy sugáron is jelentős kiegyensúlyozatlanságot okoz. Ellenőrizze, hogy nincsenek-e törött vagy hiányzó alkatrészek.
- Csapágyak: Ellenőrizze a csapágyegységeket túlzott holtjáték, idegen zajok és túlmelegedés szempontjából. A kopott csapágyak nem teszik lehetővé a stabil mérési eredmények elérését.
- Alapozás és váz: Győződjön meg arról, hogy az egység merev alapra van felszerelve. Ellenőrizze a horgonycsavarok meghúzását, a keret repedésének hiányát.
- Hajtás: Szíjhajtások esetén ellenőrizze a szíj feszességét és állapotát. Tengelykapcsoló csatlakozások esetén a tengely beállítását.
- Biztonság: Biztosítsa az összes védőburkolat meglétét és működőképességét.
2.2. szakasz: A műszer beállítása és konfigurálása
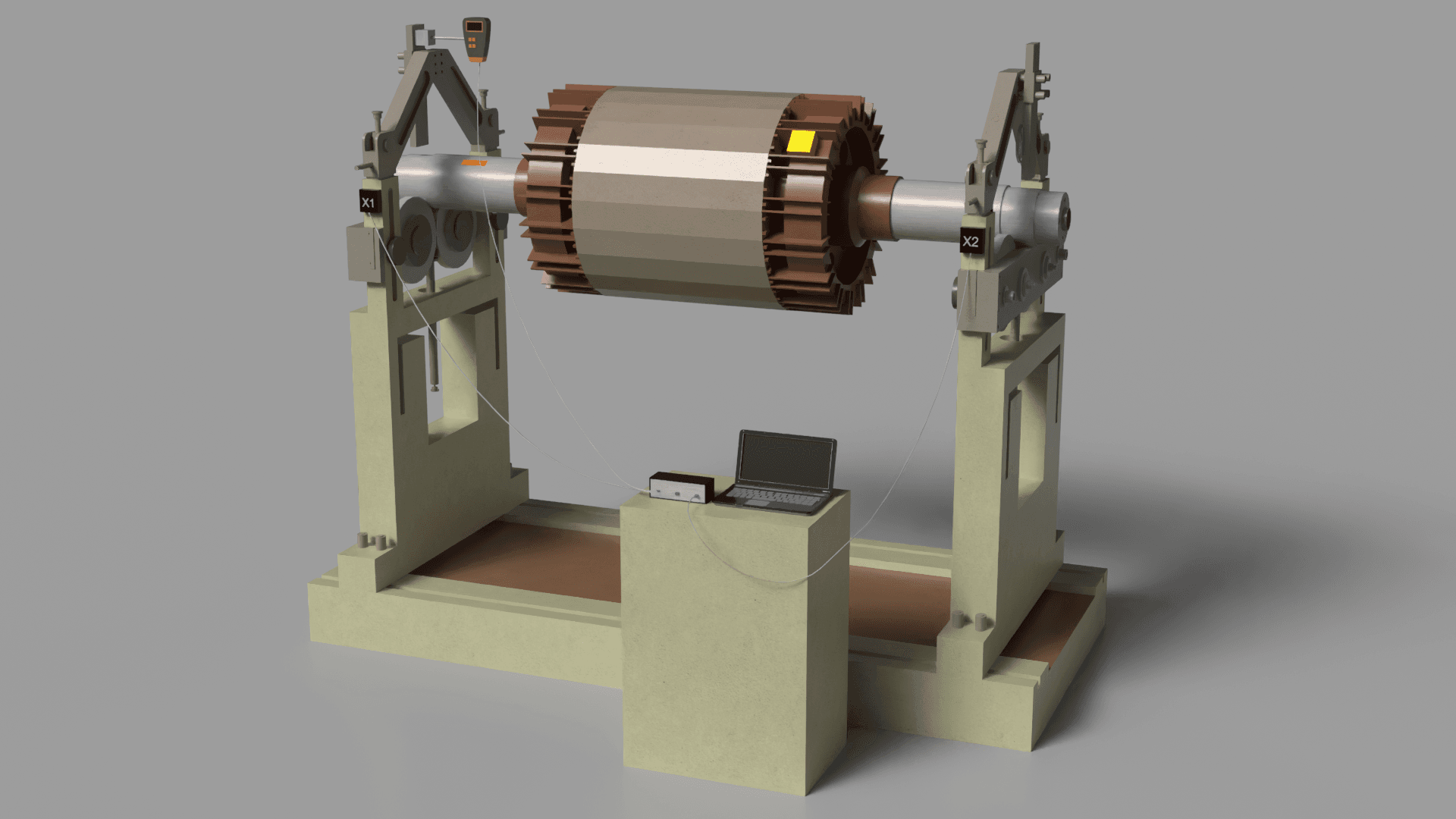
Hardvertelepítés
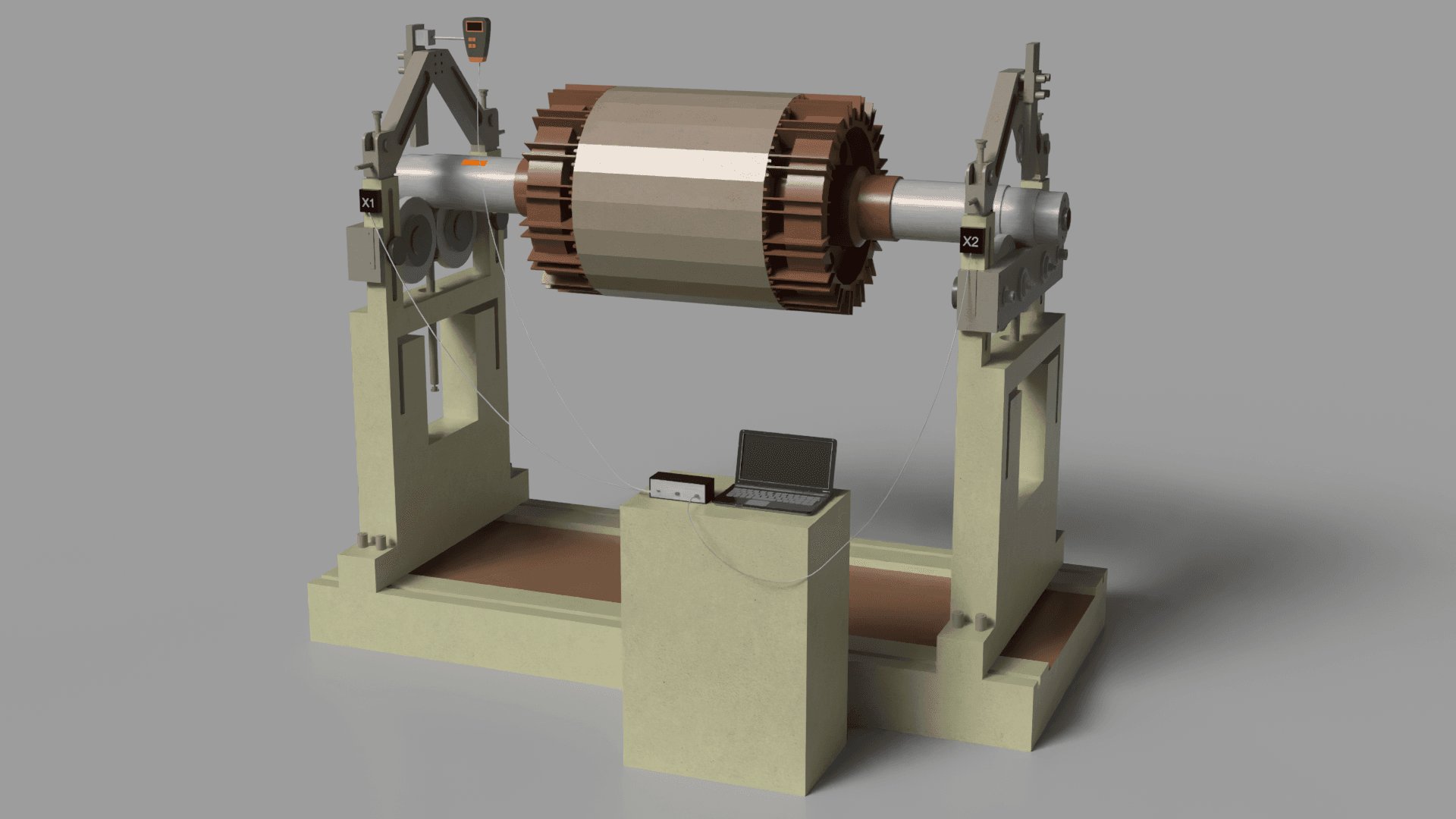
Rezgésérzékelők (gyorsulásmérők):
- Csatlakoztassa az érzékelőkábeleket a megfelelő műszercsatlakozókhoz (pl. X1 és X2 a Balanset-1A esetében).
- Szerelje fel az érzékelőket a csapágyházakra a lehető legközelebb a rotorhoz.
- Kulcsfontosságú gyakorlat: A maximális jelerősség érdekében az érzékelőket a maximális rezgés irányába kell telepíteni. Használjon erős mágneses talpat vagy menetes rögzítést a merev érintkezés biztosításához.
Fázisérzékelő (lézeres fordulatszámmérő):
- Csatlakoztassa az érzékelőt a speciális bemenethez (X3 a Balanset-1A esetén).
- Rögzítsen egy kis darab fényvisszaverő szalagot a tengelyre vagy a rotor más forgó részére.
- Szerelje fel a fordulatszámmérőt úgy, hogy a lézersugár a teljes fordulatszám alatt stabilan eltalálja a jelet.
Szoftverkonfiguráció (Balanset-1A)
- Indítsa el a szoftvert (rendszergazdaként), és csatlakoztassa az USB interfészmodult.
- Lépjen a kiegyensúlyozás modulba. Hozzon létre egy új rekordot a kiegyensúlyozandó egységhez.
- Válassza ki a kiegyensúlyozás típusát: 1 síkú (statikus) keskeny rotorokhoz vagy 2 síkú (dinamikus) a legtöbb egyéb esethez.
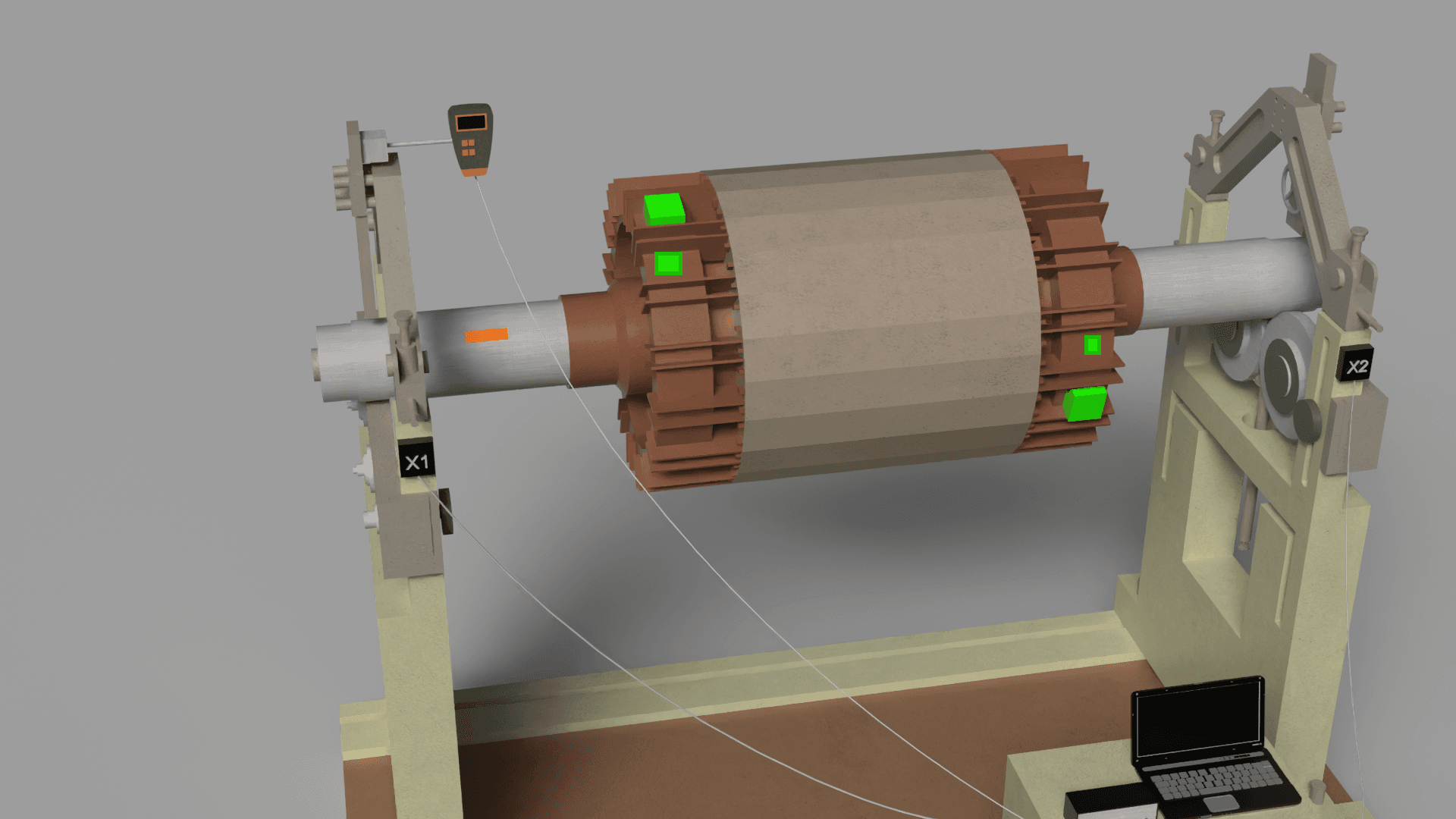
- Korrekciós síkok meghatározása: válasszon ki olyan helyeket a rotoron, ahol a korrekciós súlyok biztonságosan felszerelhetők.
2.3. szakasz: Kiegyensúlyozási eljárás: lépésről lépésre útmutató
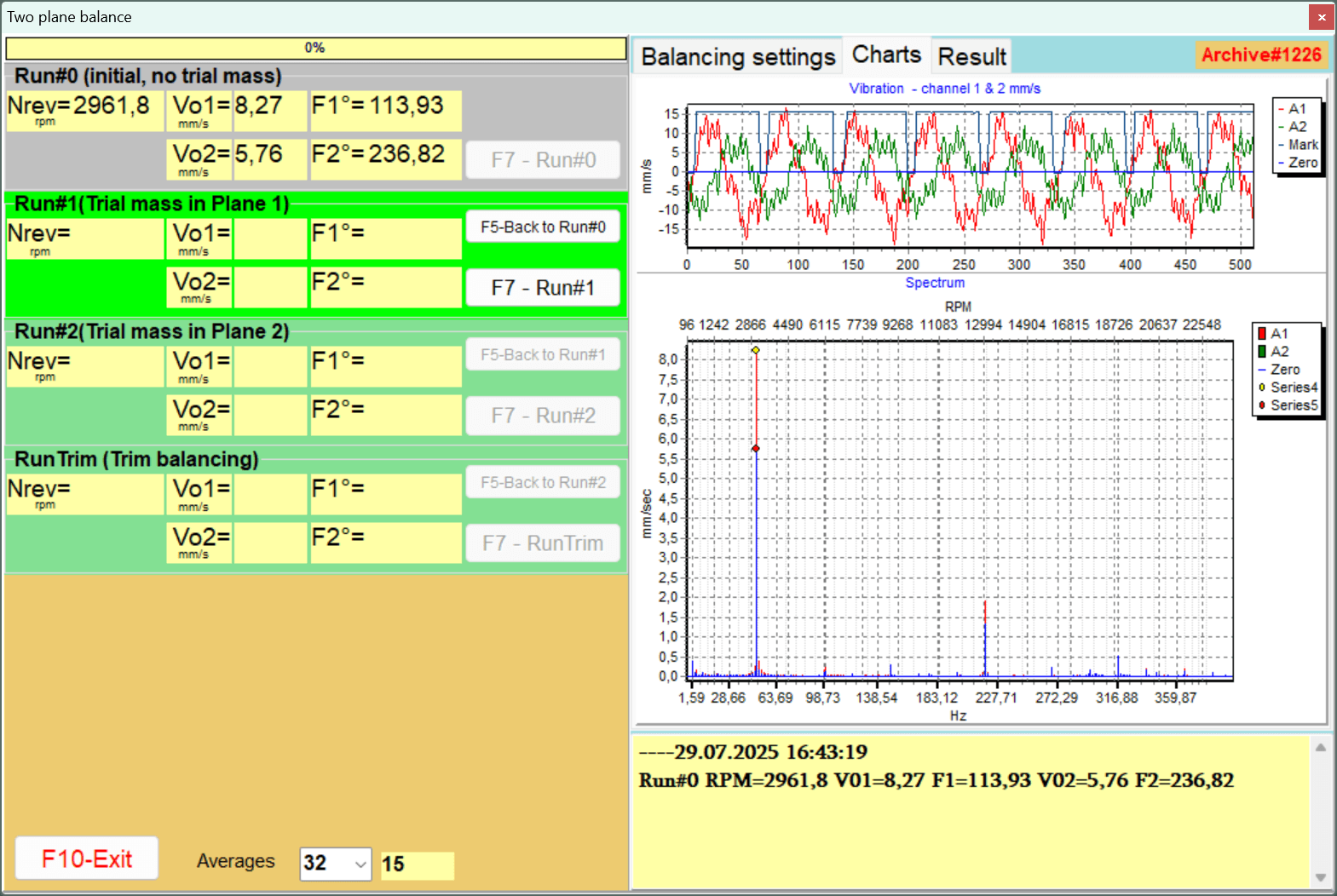
0. futtatás: Kezdeti mérés
- Indítsa el a gépet, és állítsa stabil üzemi sebességre. Rendkívül fontos, hogy a forgási sebesség minden további futtatásnál azonos legyen.
- A programban indítsa el a mérést. A műszer rögzíti a kezdeti rezgési amplitúdó és fázisértékeket.
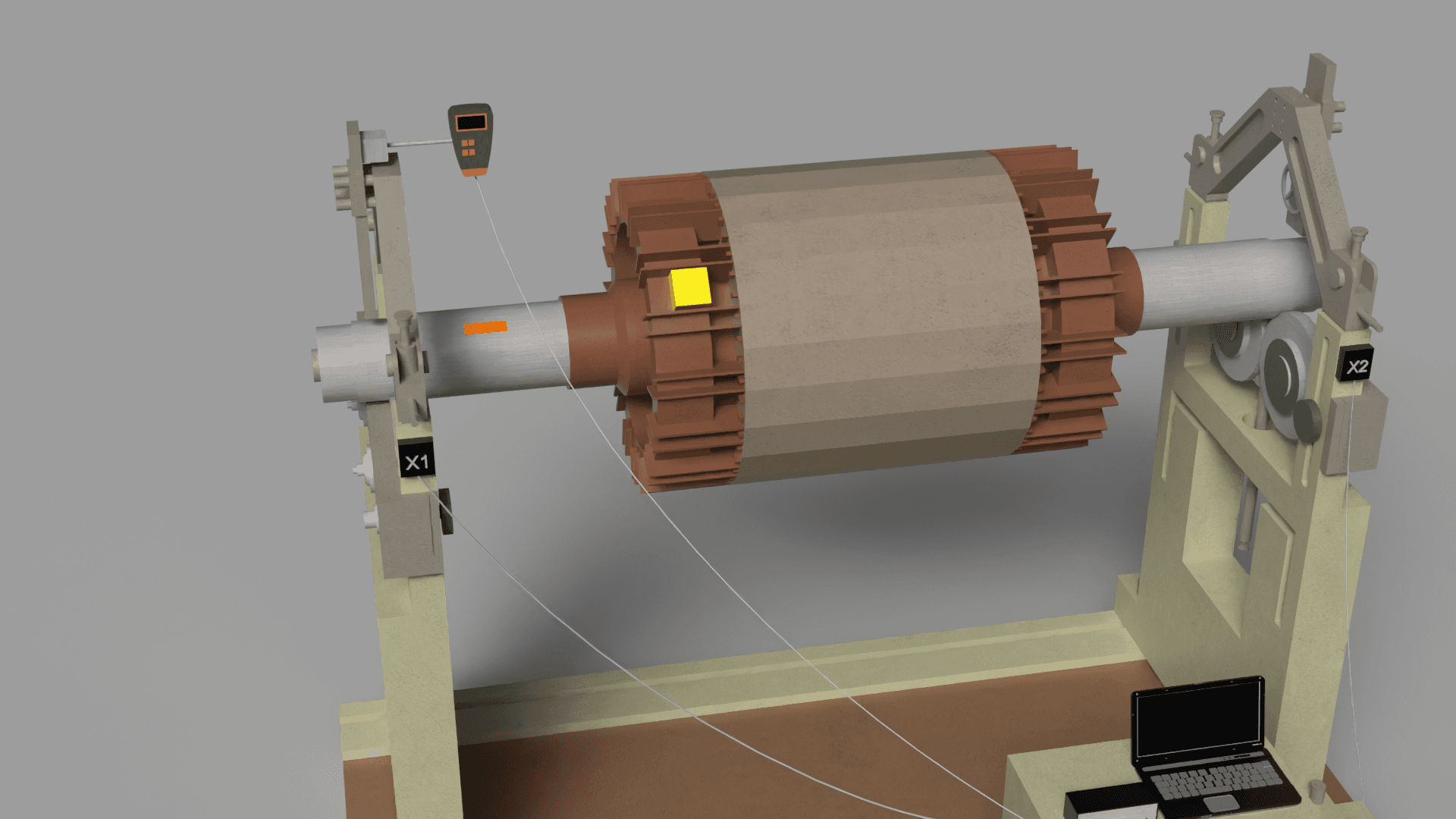
1. futtatás: Próbasúly az 1. síkban
- Állítsa le a gépet.
- Próbasúly kiválasztása: A próbatömegnek elegendőnek kell lennie ahhoz, hogy észrevehető változást okozzon a rezgési paraméterekben (legalább 20-30% amplitúdóváltozás VAGY legalább 20-30 fokos fázisváltozás).
- Próbasúly felszerelése: Biztonságosan rögzítse a lemért próbasúlyt egy ismert sugáron az 1. síkban. Jegyezze fel a szöghelyzetet.
- Indítsa el a gépet ugyanazon a stabil sebességen.
- Végezze el a második mérést.
- Állítsa le a gépet és TÁVOLÍTSA EL a próbasúlyt.
2. futtatás: Próbasúly a 2. síkban (2 síkú kiegyensúlyozáshoz)
- Ismételje meg pontosan a 2. lépéstől kezdődő eljárást, de a próbasúlyt a 2. síkba helyezze.
- Indítás, mérés, leállítás és TÁVOLÍTSA EL a próbasúlyt.
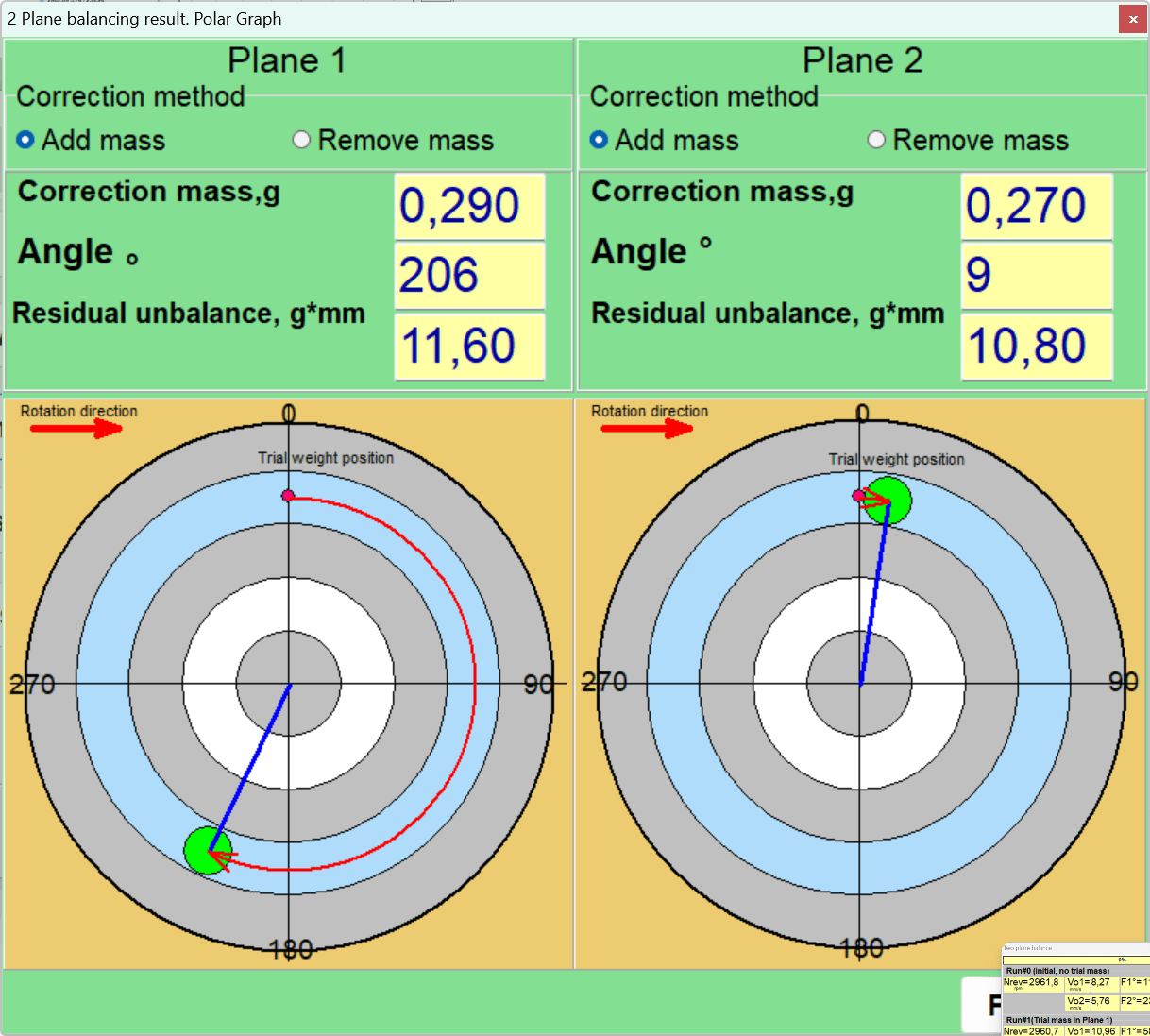
Korrekciós súlyok kiszámítása és felszerelése
- A próbaüzem során rögzített vektorváltozások alapján a program automatikusan kiszámítja a korrekciós súly tömegét és beépítési szögét minden síkra.
- A beépítési szöget általában a próbasúly helyétől mérik a rotor forgásirányában.
- Biztonságosan rögzítsen állandó korrekciós súlyokat. Hegesztés használatakor ne feledje, hogy magának a hegesztésnek is van tömege.
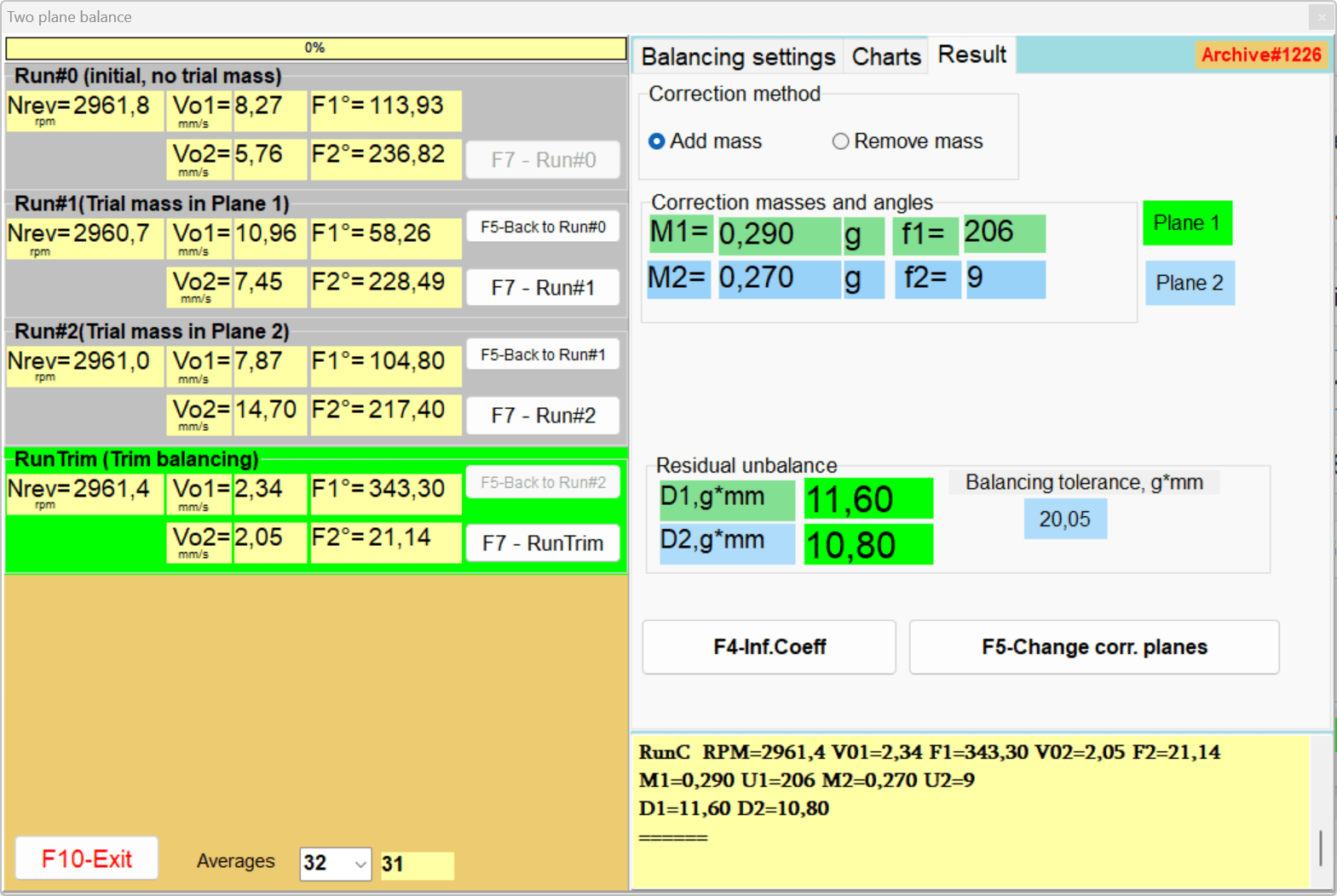
3. futtatás: Ellenőrző mérés és finombeállítás
- Indítsa újra a gépet.
- Végezzen el egy ellenőrző mérést a maradék rezgés szintjének felmérésére.
- Hasonlítsa össze a kapott értéket az ISO 1940-1 szabvány szerint kiszámított tűréssel.
- Ha a rezgés továbbra is meghaladja a tűréshatárt, a műszer egy kis "finom" (trim) korrekciót számít ki.
- Elkészülte után mentse el a jelentést és a befolyásolási együtthatókat esetleges későbbi felhasználás céljából.
III. rész: Haladó problémamegoldás és hibaelhárítás
Ez a rész a mezőkiegyenlítés legösszetettebb aspektusaival foglalkozik – olyan helyzetekkel, amikor a standard eljárás nem hoz eredményt.
Biztonsági intézkedések
Véletlen indítás megakadályozása (lezárás/kitáblázás): A munka megkezdése előtt áramtalanítsa és válassza le a rotorhajtást. A figyelmeztető táblák az indítóberendezésekre vannak felszerelve, hogy senki ne indíthassa el véletlenül a gépet.
Személyi védőfelszerelés: Védőszemüveg vagy arcvédő viselése kötelező. A ruházatnak szorosan illeszkedőnek kell lennie, laza szegélyek nélkül. A hosszú hajat fejfedő alá kell tűzni.
Veszélyes zóna a gép körül: Korlátozza az illetéktelen személyek hozzáférését a kiegyensúlyozási zónához. Próbaüzemek során a berendezés köré elválasztó szalagokat vagy figyelmeztető szalagokat kell elhelyezni. A veszélyes zóna sugarú köre legalább 3-5 méter.
Megbízható súlyrögzítés: Próba- vagy állandó korrekciós súlyok felhelyezésekor különös figyelmet kell fordítani a rögzítésükre. A kidobott súly veszélyes lövedékké válik.
Elektromos biztonság: Tartsa be az általános elektromos biztonsági előírásokat – használjon működőképes földelt aljzatot, ne vezesse a kábeleket nedves vagy forró zónákon keresztül.
3.1. szakasz: A mérési instabilitás diagnosztizálása és leküzdése
Tünet: Azonos körülmények között ismételt mérések során az amplitúdó- és/vagy fázisértékek jelentősen megváltoznak ("lebegnek", "ugrálnak"). Ez lehetetlenné teszi a korrekció kiszámítását.
Kiváltó ok: A műszer nem hibásan működik. Pontosan jelzi, hogy a rendszer rezgési válasza instabil és kiszámíthatatlan.
Szisztematikus diagnosztikai algoritmus:
- Mechanikai lazaság: Ez a leggyakoribb ok. Ellenőrizze a csapágyház rögzítőcsavarjainak és a keret horgonycsavarjainak meghúzását. Ellenőrizze, hogy nincsenek-e repedések az alapozásban vagy a keretben.
- Csapágyhibák: A gördülőcsapágyak túlzott belső hézaga vagy a csapágycsésze kopása miatt a tengely kaotikusan mozog a tartóban.
- Folyamattal kapcsolatos instabilitás:
- Aerodinamikai (ventilátorok): A turbulens légáramlás, az áramlás leválása a lapátokról véletlenszerű erőhatásokat okozhat.
- Hidraulika (szivattyúk): A kavitáció erős, véletlenszerű hidraulikus lökéseket hoz létre, amelyek elfedik az kiegyensúlyozatlanságból eredő periodikus jelet.
- Belső tömegmozgás (zúzók, malmok): Az anyag újraeloszlatódhat a rotor belsejében, ami "mobil kiegyensúlyozatlanságot" okoz.
- Rezonancia: Ha az üzemi sebesség nagyon közel van a szerkezet sajátfrekvenciájához, akkor már a kis sebességváltozások is hatalmas változásokat okoznak a rezgés amplitúdójában és fázisában.
- Termikus hatások: Ahogy a gép felmelegszik, a hőtágulás tengelygörbülést vagy beállítási változásokat okozhat.
3.2. szakasz: Amikor a kiegyensúlyozás nem segít: Gyökérhibák azonosítása
Tünet: A kiegyensúlyozási eljárást elvégezték, a mérési eredmények stabilak, de a végső rezgés továbbra is magas.
Spektrumanalizátor használata differenciáldiagnózishoz:
- A tengely elferdülése: Fő jel - magas rezgési csúcs 2x RPM frekvencián. Jellemző a magas axiális rezgés.
- Gördülőcsapágy hibák: Nagyfrekvenciás rezgésként nyilvánul meg karakterisztikus "csapágy" frekvenciákon (BPFO, BPFI, BSF, FTF).
- Tengelyív: Magas csúcsként jelentkezik 1x RPM-nél, de gyakran kíséri észrevehető komponens 2x RPM-nél.
- Elektromos problémák (villanymotorok): A mágneses tér aszimmetriája a tápfeszültség frekvenciájának kétszeresén (100 Hz 50 Hz-es hálózat esetén) rezgést okozhat.
Gyakori kiegyensúlyozási hibák és megelőzési tippek
- Hibás vagy szennyezett rotor kiegyensúlyozása: Kiegyensúlyozás előtt mindig ellenőrizze a mechanizmus állapotát.
- A próba súlya túl kicsi: Törekedj a 20-30% rezgésváltozási szabályra.
- A rendszer állandóságának be nem tartása: Minden mérés során mindig stabil és azonos forgási sebességet kell fenntartani.
- Fázis- és jelöléshibák: Gondosan figyelje a szögmeghatározást. A korrekciós súly szögét általában a próbasúly pozíciójából, a forgás irányában mérik.
- Súlyok helytelen rögzítése vagy elvesztése: Szigorúan kövesd a módszertant – ha szükséges a próbasúly eltávolítása, vedd el.
Minőségi szabványok kiegyensúlyozása
| G minőségi osztály | Megengedett fajlagos kiegyensúlyozatlanság eper (mm/s) | Rotor típusok (példák) |
|---|---|---|
| G4000 | 4000 | Lassú tengeri dízelmotorok mereven rögzített főtengelyei |
| G16 | 16 | Nagy kétütemű motorok főtengelyei |
| G6.3 | 6.3 | Szivattyúrotorok, ventilátor-járókerekek, villanymotor-armatúrák, zúzórotorok |
| G2.5 | 2.5 | Gáz- és gőzturbina rotorok, turbókompresszorok, szerszámgép-hajtások |
| G1 | 1 | Köszörűgép-hajtások, orsók |
| G0.4 | 0.4 | Precíziós köszörűgép orsók, giroszkópok |
| Hiba típusa | Domináns spektrumfrekvencia | Fázisjellemző | Egyéb tünetek |
|---|---|---|---|
| Kiegyensúlyozatlanság | 1x fordulat/perc | Stabil | A radiális rezgés dominál |
| Tengely eltolódása | 1x, 2x, 3x fordulat/perc | Lehet, hogy instabil | Nagy axiális rezgés - kulcstábla |
| Mechanikai lazaság | 1x, 2x és többszörös harmonikusok | Instabil, "ugráló" | Vizuálisan észrevehető mozgás |
| Gördülőcsapágy hiba | Magas frekvenciák (BPFO, BPFI stb.) | Nincs szinkronizálva az RPM-mel | Idegen zajok, megemelkedett hőmérséklet |
| Rezonancia | A működési sebesség egybeesik a természetes frekvenciával | A fázis 180°-kal változik a rezonancián való áthaladáskor | A rezgés amplitúdója meredeken növekszik egy adott sebességnél |
IV. rész: Gyakran ismételt kérdések és alkalmazási megjegyzések
4.1. szakasz: Általános gyakran ismételt kérdések (GYIK)
Mikor használjunk egysíkú és mikor kétsíkú kiegyensúlyozást?
Keskeny, tárcsa alakú rotorokhoz (L/D arány) használjon 1 síkú (statikus) kiegyensúlyozást < 0,25). Gyakorlatilag minden más rotornál, különösen az L/D > esetén, 2 síkú (dinamikus) kiegyensúlyozást kell alkalmazni. 0.25.
Mi a teendő, ha a próbasúly veszélyes rezgésnövekedést okozott?
Azonnal állítsa le a gépet. Ez azt jelenti, hogy a próbasúlyt a meglévő nehézpont közelében szerelték fel. A megoldás: mozgassa a próbasúlyt 180 fokkal az eredeti helyéről.
Felhasználhatók a mentett befolyásolási együtthatók egy másik géphez?
Igen, de csak akkor, ha a másik gép teljesen azonos - ugyanaz a modell, ugyanaz a rotor, ugyanaz az alap, ugyanazok a csapágyak. A szerkezeti merevség bármilyen változása érvénytelenné teszi őket.
Hogyan kell figyelembe venni a reteszhornyokat? (ISO 8821)
A szokásos gyakorlat szerint a tengely reteszhornyába "fél-retesz" kerül behelyezésre, ha a kiegyensúlyozáshoz nincs ellendarab. Ez kompenzálja a retesz azon részének tömegét, amely kitölti a tengely hornyát.
| Tünet | Valószínűsíthető okok | Ajánlott intézkedések |
|---|---|---|
| Instabil/"lebegő" értékek | Mechanikai lazaság, csapágykopás, rezonancia, folyamat instabilitása, külső rezgés | Húzza meg az összes csavarkötést, ellenőrizze a csapágyjátékot, végezzen lefutó tesztet, stabilizálja az üzemállapotot. |
| Több ciklus után sem lehet toleranciát elérni | Helytelen befolyásolási együtthatók, rugalmas rotor, rejtett hiba (eltérés a beállításban) jelenléte | Ismételje meg a próbaüzemet megfelelően kiválasztott súllyal, ellenőrizze, hogy a rotor rugalmas-e, és FFT segítségével keressen további hibákat. |
| A rezgés kiegyensúlyozás után normális, de gyorsan visszatér | Korrekciós súlykidobás, terméklerakódás a rotoron, hődeformációk | Használjon megbízhatóbb súlyrögzítést (hegesztést), és rendszeres rotortisztítást végezzen. |
4.2. szakasz: Kiegyensúlyozási útmutató bizonyos berendezéstípusokhoz
Ipari ventilátorok és füstelszívók:
- Probléma: A pengékre lerakódott anyag vagy abrazív kopás miatt a leghajlamosabb az kiegyensúlyozatlanságra.
- Eljárás: A munka megkezdése előtt mindig alaposan tisztítsa meg a járókereket. Ügyeljen az aerodinamikai erőkre, amelyek instabilitást okozhatnak.
Szivattyúk:
- Probléma: Fő ellenség - kavitáció.
- Eljárás: Kiegyensúlyozás előtt biztosítson elegendő kavitációs tartalékot a bemeneten (NPSHa). Ellenőrizze, hogy a szívócső nincs-e eltömődve.
Zúzók, darálók és mulcsozók:
- Probléma: Extrém kopás, a kalapács törése vagy kopása miatt nagymértékű kiegyensúlyozatlansági változások lehetősége.
- Eljárás: Ellenőrizze a munkadarabok épségét és rögzítését. Szükség lehet a gépváz további rögzítésére.
Villanymotor armatúrái:
- Probléma: Lehetnek mechanikus és elektromos rezgésforrások is.
- Eljárás: Spektrumanalizátorral ellenőrizze a tápfeszültség kétszeres frekvenciáján jelentkező rezgést. Jelenléte elektromos hibát jelez, nem aszimmetriát.
Következtetés
A rotorok dinamikus kiegyensúlyozása hordozható eszközökkel, például a Balanset-1A-val, egy hatékony eszköz az ipari berendezések működésének megbízhatóságának és hatékonyságának növelésére. Az eljárás sikere azonban nem annyira magától az eszköztől, mint inkább a szakember képzettségétől és a szisztematikus megközelítés alkalmazásának képességétől függ.
Kulcsfontosságú alapelvek:
- Az előkészítés határozza meg az eredményt: A sikeres kiegyensúlyozás elengedhetetlen feltételei a rotor alapos tisztítása, a csapágyak és az alap állapotának ellenőrzése, valamint az előzetes rezgésdiagnosztika.
- A szabványoknak való megfelelés a minőség alapja: Az ISO 1940-1 szabvány alkalmazása a szubjektív értékelést objektív, mérhető és jogilag jelentős eredményné alakítja.
- A műszer nemcsak kiegyensúlyozó, hanem diagnosztikai eszköz is: Az egyensúlyérzékelés képtelensége vagy az olvasási instabilitás fontos diagnosztikai jelek, amelyek súlyosabb problémákra utalnak.
- A folyamatfizika megértése kulcsfontosságú a nem szabványos feladatok megoldásához: A merev és rugalmas rotorok közötti különbségek ismerete, a rezonancia hatásának megértése lehetővé teszi a szakemberek számára a helyes döntések meghozatalát.
Az ebben az útmutatóban vázolt ajánlások betartása lehetővé teszi a műszaki szakemberek számára, hogy ne csak sikeresen megbirkózzanak a tipikus feladatokkal, hanem hatékonyan diagnosztizálják és megoldják a forgó berendezések rezgésének összetett, nem triviális problémáit is.
