クラッシャーのバランス調整:動的振動制御の専門ガイド
精密動的バランス調整は、致命的な軸受故障を防止し、産業用メンテナンスコストを削減する最も効果的な方法である。寄生遠心力を除去することで、 クラッシャーのバランス調整 設備寿命を3~5倍延長し、修理コストを最大80%削減します。本ガイドでは、Balanset-1A振動アナライザーを用いたクラッシャー、ミル、高負荷回転機械のバランス調整に関する工学原理と現場手順を詳述します。.







技術概要と主なポイント
ひと目で
- 範囲: 産業 クラッシャーのバランス調整 (顎式、円錐式、衝撃式、ハンマー式)粉砕機、ミルバランス調整(ボール、ローラー、粉砕)、シュレッダー、高速ミキサー。
- 核心的な問題: 静的な「ナイフエッジ」チェックは見逃す カップル不均衡. 回転ローターは1×回転周波数で周期的な力を発生させ、疲労を促進し構造用締結部品を緩める。
- 技術的解決策: 影響係数計算を用いた二平面イン・シチュ動的バランス調整(元の軸受でのバランス調整)。
- パフォーマンス目標: 達成バランス品質等級 ISO 1940 G6.3 および振動を以下に低減する 4.5 mm/s(ISO 10816).

クラッシャーのバランス調整:信頼性とコストへの工学的影響
主要な事実
1500回転/分で回転する粉砕機ローターのわずか100gの不均衡は、ベアリングに対して毎秒約50回のハンマー打撃に相当する遠心力を発生させる。この持続的な衝撃力はベアリングの健全性を急速に損ない、致命的な故障を引き起こす可能性がある。
適切なバランス調整の重要性
わずかな不均衡でも重機に劇的な影響を及ぼすことがある。例えば、粉砕機のローターにわずか100グラムの不均衡があると、ベアリングに対して毎秒50回のハンマー打撃に相当する衝撃力が発生します。この絶え間ない衝撃力が過剰な摩耗を引き起こします。実際、バランスを無視するとベアリングの寿命はわずか5,000~10,000時間に短縮され、メンテナンスコストが急騰する可能性があります(例:年間修理費100~200万ユーロ)。対照的に、適切にバランス調整された機械ではベアリング寿命が3万~5万時間に延び、修理コストを最大50~80%削減できます。振動低減はエネルギー効率の向上(電力損失5~15%削減)と予期せぬ停止時間の最小化にも寄与します。端的に言えば、ローターのバランス維持は設備寿命の延長、コスト削減、事故防止に貢献するのです。
粉砕機のバランス調整とミル(粉砕機)のバランス調整は、大型回転機器における必須の保守手順である。不均衡による動的負荷は、回転子の総質量に依存するのではなく、 アンバランス (等価不均衡質量と半径)。有用な推定値は F≈mu ・ r ・ ω²、ここで ω = 2πn/60. 1000 rpm(ω ≈ 105 rad/s)において、半径1 mの位置に1 kgの不均衡があると、約11 kN(約1.1トン力)の力が生じる。 「数トン」の周期的な力を発生させるには、数kg・mの不均衡が必要となる(例:0.3m半径で10kg ≈ 3kg・m → 約33kN ≈ 3.3メトリックトン力)。この負荷は回転周波数(1000rpm ≈ 16.7Hz)で周期的に作用するため、影響は次第に増大する可能性がある:
- 初期段階: 騒音および振動レベルの増加
- 中間段階: ベアリング寿命が30,000~50,000時間から5,000~10,000時間に低下する
- 進行期: 緩んだ締結具、溶接部の疲労亀裂、構造損傷
- 最終段階: 安全上のリスクを伴う壊滅的な故障と長期のダウンタイム
不平衡状態の設備を稼働させることによる経済的損失は、修理費と予備部品代だけで年間5万~10万ユーロに達し、さらに計画外の停止時間が10~15日間発生し、5~15%の過剰なエネルギー消費が生じる。
静的バランスと動的バランスの違い:重要な相違点
静的バランスと動的バランスの違いを理解することは、適切な方法を選択するために不可欠である。
静的バランス
静的バランス 回転軸に対する重心のずれを補正します。長さ対直径比が約 0.5 未満(L/D < 0.5)の幅の狭い円盤状ローターでは、運転速度、ベアリング応答、測定結果が 1 面補正を支持する場合に検討できます。静アンバランスは回転させなくても検出でき、ナイフエッジ支持上では重い側が下向きに落ち着きます。
ダイナミックバランシング
ダイナミックバランシング 静アンバランスと偶力(モーメント)アンバランスの両方を補正します。長尺ローター(L/D が約 0.5 を超えるもの)や、偶力応答が大きいローターには必須です。重要なのは、静的にバランスしたローターでも大きな動アンバランスを持ちうることです。ローター両端で 180° 反対向きにある 2 つのアンバランスハンマーは、静バランスが満たされていても回転中に曲げモーメントを生じさせます。
静的バランス調整が「ナイフの刃先」では不十分である理由
伝統的なバランス検査法は静的「ナイフエッジ」法である。ローターを低摩擦のナイフエッジレールまたはプリズムスタンドに載せ、重い箇所がある場合にローターが傾くかどうかを確認する。静的バランス調整では、ローターの重心軸と軸を一致させるため、重量を追加または除去することで単純な重い箇所(静的不均衡)を補正できる。しかしこの方法では「モーメント」(動的)不均衡を検出・修正することはできない。
モーメント(またはカップル)不均衡状態では、ローターの両端に180度離れた位置に等しい重心が存在する。静止状態では、この二つの対向する重量が互いに相殺されるため、ローターはナイフエッジスタンド上で回転しない可能性がある。静的条件下では平衡状態に見える。しかしローターが回転すると、両端で生じる二つの質量が反対方向の力(遠心力)を発生させ、ねじれモーメントを形成する。これによりローターは激しく揺れ動く。

まるでバランスが取れたシーソーが、動き出すと突然ねじれ始めるようなものだ。静止状態でいくら調整しても解決しない。なぜなら不均衡は走行速度でしか現れないからだ。.
簡単に言えば、「ナイフ上」でのバランス調整は単一平面の偏重箇所のみを修正し、隠れた二平面のアンバランスを見逃します。そのため、ローターは「静的バランス」が取れていても、稼働中に振動を起こすことがあります。動的アンバランスを修正するには、少なくとも二平面でのバランス調整(例:ローター上の異なる位置に二つの補正ウェイトを追加)が必要であり、これによりねじれ力に対抗します。.
これは、ローターが回転している間(または回転中のデータ)に動的バランス調整手法を必要とするが、静的スタンドではこれを提供できない。.
動的バランス調整ソリューション
動的バランス調整では、回転中のローターの振動を測定し、静的アンバランスとカップルアンバランスの両方を相殺するために重りを追加します。従来は、ローターを取り外し、専用のバランシングマシンに設置して実施していました。バランシングマシンではローターを回転させ、計測機器が重りを配置すべき位置を決定します。これにより精密なバランスが達成されますが、機械の分解、ローターの工場への輸送、数日間にわたるダウンタイムといった欠点があります。
一方、現代の現場バランス調整では、携帯型装置を用いてローターをその軸受内で(現場で)バランス調整する。技術者は機械の筐体に振動センサーを取り付け、回転速度と位相を測定するタコメーターを設置する。機械を通常速度で運転させると、Balanset-1Aなどの装置がローターの振動量と方向を計測する。試験用ウェイトを用いたテストを実施することで、ソフトウェアは必要な正確なカウンターウェイト量と設置角度を算出できる。この影響係数法(通常は試験用ウェイトを用いた3回の試験工程)により、バランス達成のための解決策が自動的に計算される。
最終的に、不均衡力を相殺するためにローターに重りを追加(または材料を除去)する。
動的アプローチは、異なる位置における振動位相を考慮するため、静的および動的(カップル)不均衡の両方に対処します。「ナイフエッジ」静的法とは異なり、二平面での動的バランス調整は、回転時にのみ現れる揺れを補正できます。
現場動的バランス調整は、工場へ移動することが現実的でない大型設備(大型粉砕機ローター、ファン、ミルドラムなど)に特に有用です。機械を完全に分解する必要がないためダウンタイムを最小限に抑えられます。現場で数時間のうちにバランス調整が完了するため、数日間の停止を回避できる場合が多いのです。
機器の種類:概要
クラッシャーのバランス調整、ミル(粉砕機)のバランス調整、および関連する手順は、幅広い産業用設備に適用されます。各カテゴリーには固有の要件があります:
バランス調整が必要な一般的な機械
多くの種類の産業用設備は定期的なバランス調整を必要とします。主な例としては以下が挙げられます:
クラッシャー: 顎式クラッシャーのバランス調整、コーンクラッシャーのバランス調整、インパクトクラッシャーのバランス調整、ハンマークラッシャーのバランス調整といった機械のバランス調整は極めて重要である。その理由は、重いローターや可動部がわずかにバランスを崩しただけでも大きな振動を発生させる可能性があるためだ。例えば、インパクトクラッシャーは打撃棒や衝撃板の摩耗により、定期的な再バランス調整が必要となる場合が多い。
ハンマークラッシャーやその他の砕石機は、ハンマーや顎プレートを交換するたびにバランス調整が必要となる場合がある。これにより、新しい部品が振動を引き起こさないようにする。顎式クラッシャーの大型フライホイールでさえ、共振振動を避けるためにバランスを保つ必要がある。
ミルとグラインダー: ハンマーミル、ボールミル、ローラーミル、粉砕機のバランス調整は、粉砕設備にとって極めて重要です。ハンマーミルの高速回転ローターやボールミルの巨大な回転ドラムは、粉砕が円滑に行われ、ベアリングに過負荷がかからないよう、バランスが取られている必要があります。
例えば、ボールミルの大きな回転質量は、支持部への過度な応力を防ぐために慎重なバランス調整が必要である。
ローラーミルやその他の粉砕機も同様に、不均一な摩耗や振動を避けるためにバランスが必要である。
粉砕機: 粉砕機、シュレッダー、チップソー、造粒機、ペレタイザーなどの装置には、回転するナイフ、ブレード、またはローラーが装備されている。粉砕機のバランス調整、シュレッダーのバランス調整、チップソーのバランス調整、造粒機のバランス調整、ペレタイザーのバランス調整を適切に行うことで、これらのカッターが過度な振動なく作動することを保証する。これは特に重要である。なぜなら、運転中に材料片やナイフが破損または摩耗し、突然ローターのバランスを崩す可能性があるからである。
定期的なバランス調整により、これらの機械は過酷な条件下でも安全に稼働し続けます。
ミキサーと攪拌機: 混合装置でさえバランス調整の恩恵を受ける。ミキサーのバランス調整、攪拌機のバランス調整、および撹拌機のバランス調整は、工業用ミキサー内の回転するインペラーやパドルに適用される。ミキサーのシャフトやインペラーがわずかにでも不均衡(例えば付着した原料や摩耗による)の場合、ミキサー全体が揺れ動く原因となる。これらの回転部品のバランス調整は、製品品質や機械の健全性に影響を及ぼす可能性のある振動を防止する。
いずれの場合も目的は同じである:バランスの取れたローターは、ベアリングや構造体に損傷を与える力を加えることなく滑らかに回転する。クラッシャーのバランス調整やミル(粉砕機)のバランス調整は重工業において特に重要だが、この原理は巨大な産業用シュレッダーから小さな実験室用ミキサーに至るまで、あらゆる回転機器に適用される。
| 機器の種類 | 標準速度(回転数/分) | バランスグレード(ISO 1940) | 主要な課題 |
|---|---|---|---|
| 顎式破砕機 | 250~350 | G6.3 | 偏心シャフト、フライホイールバランス |
| コーンクラッシャー | 300~500 | G6.3 | 偏心アセンブリ、ライナー摩耗 |
| インパクトクラッシャー | 700~1500 | G6.3 | ブローバーの摩耗、材料の堆積 |
| ハンマーミル | 600~3600 | G2.5~G6.3 | 自由振りハンマー |
| ボールミル | 15~25 | G6.3 | 可変電荷分布 |
| 粉砕機 | 500~750 | G2.5 | 分類ローター、垂直軸 |
用語集
- 静的不均衡: 質量中心が回転軸からずれている(一平面問題)。
- カップル(モーメント)アンバランス: ロータ両端に等しい重り(アンバランス量)があると揺動モーメントが生じる。多くの場合、二平面バランス調整が必要となる。
- 1×振動: 回転速度(RPM/60)における振動成分。不平衡に対して典型的に支配的である。
- 影響係数: 試験運転から補正重量を計算するために使用されるシステム応答パラメータ。
- イン・シチュ・バランシング: 設置された機械上で、ローターをそのベアリング内でバランスを取る。
技術公差と性能仕様
最適なバランスを実現するには、各機器タイプに固有の厳密な公差を遵守する必要があります。これらの仕様は、保守計画と品質検証において極めて重要です。.
材料堆積の影響:実例記録
実例
湿式粘土のインパクトクラッシャー処理:付着物15kgにより振動が4.0mm/sから12.0mm/sへ増加(3倍増幅)。ローター清掃により、バランス補正前の振動値4.2mm/sへ回復。これは、いかなるバランス調整工程の前にも徹底的な清掃が極めて重要であることを示している。.
混合装置における臨界速度の考慮事項
臨界速度に対する運転速度が、バランス調整要件と安全運転領域を決定する:
- ヘビーデューティミキサー: 65%臨界速度で運転する
- 標準産業用ミキサー: 70%臨界速度で運転する
- パドル/タービン攪拌機: 50–65% 臨界速度
- 高速(プロペラ、ディスク)攪拌機: 臨界速度以上
- 共振帯(おおよそ臨界速度の 70–130%): ローター/支持系が個別に解析・検証されていない限り、この範囲での連続運転は避けてください。バランシングは必要ですが、それだけでは十分ではありません
バランセット-1Aの「ランダウン」機能は、減速運転中の共振周波数を特定し、オペレーターが安全な運転領域を確認し、壊滅的な共振を回避することを可能にします。.

Balanset-1A 拡張仕様書
| パラメータ | 仕様 |
|---|---|
| 振動測定範囲 | 0.2–80 mm/s RMS |
| 周波数範囲 | 5-1000 Hz |
| 速度範囲 | 250–90,000 rpm |
| 位相測定精度 | ±1° |
| 振幅測定精度 | ±5% |
| 加速度計の感度 | 100 mV/g |
| レーザータコメーターの作動距離 | 50~500ミリメートル |
| 磁気保持力 | 60 kgf |
| キット全体の重量 | 保護ケース入り4kg |
ISO 振動ゾーン(ISO 10816-3 / ISO 20816-3)
| 機械グループ(ISO 10816-3) | Support type | ゾーン A/B 境界(mm/s RMS) | ゾーン B/C 境界(mm/s RMS) | ゾーン C/D 境界(mm/s RMS) |
|---|---|---|---|---|
| グループ 1(大型機械、>300 kW) | 剛性 | 2.3 | 4.5 | 7.1 |
| グループ 1(大型機械、>300 kW) | フレキシブル | 3.5 | 7.1 | 11.0 |
| グループ 2(中型機械、15–300 kW) | 剛性 | 1.4 | 2.8 | 4.5 |
| グループ 2(中型機械、15–300 kW) | フレキシブル | 2.3 | 4.5 | 7.1 |
ゾーン A は新規据付機の典型値です。ゾーン B は無制限の長期運転に許容されます。ゾーン C は補正までの限定運転のみを許容します。ゾーン D の振動は損傷を引き起こすほど深刻です。
バランシング後の目標: 適用される機械グループと支持形式に対してゾーン A または B。たとえば、剛性支持の中型(15–300 kW)クラッシャードライブなら 2.8 mm/s 未満、剛性支持の大型機械なら 4.5 mm/s 未満です。Balanset-1A による適切な 2 面動的バランシングで、通常これを達成できます。
クラッシャーのバランス調整:詳細手順
顎式クラッシャーのバランス調整
顎式破砕機のバランス調整 偏心軸とフライホイールアセンブリを対象とする。これらの機械は単気筒往復動エンジンのように作動し、回転周波数とその二次高調波において通常の振動を発生させる。しかし、フライホイールの摩耗、カウンターウェイト取付部の緩み、偏心軸の損傷は病的な不均衡を引き起こす。.
特徴的な症状:縦方向の振動が垂直方向の振動を著しく上回る。目標:適切なバランス調整後、振動を50 mm/sから7.6 mm/s以下に低減すること。水平振動許容値:±2 mm;垂直:±1 mm。.
コーンクラッシャーのバランス調整
円錐クラッシャーのバランス調整 偏心アセンブリと粉砕コーンに焦点を当てる。主な課題にはライナーの偏摩耗、コーンのずれ(許容誤差≤0.1mm)、偏心ブッシュの摩耗が含まれる。振動監視では、水平変位≤2mmかつ垂直≤1mmの場合に許容範囲内の性能を示す。本体振幅が0.5mmを超える場合は重大な故障を示し、直ちに対処が必要である。.
インパクトクラッシャーのバランス調整
インパクトクラッシャーのバランス調整 採石場で最も頻繁に行われる工程である。水平軸式インパクトクラッシャー(HSI)と垂直軸式インパクトクラッシャー(VSI)のいずれも、高速で材料を打撃する打撃棒からの運動衝撃エネルギーに依存している。
偏摩耗の問題
打撃バーは激しくかつ不均一に摩耗する。重量調整なしに単一の打撃バーを交換すると、バランスが壊滅的に崩れる。HSIローターは長さが長いため、二平面バランス調整が不可欠である。単一平面の静的バランス調整では残留偶力不釣り合いが生じ、ベアリング荷重の偏りを引き起こす。
安全上の考慮事項
ローターは巨大な慣性を有するため、試験用おもり設置のための始動・停止サイクルには多大な時間を要する。Balanset-1Aは影響係数を保存する機能を備えているため、ブローバー交換後の再バランス調整では試験用おもりを用いない単一の測定実行のみで済む。
VSIの詳細
遠心衝撃式クラッシャーは、回転速度が1500~2000rpmに達するため、さらに高い精度が要求される。不均衡は、ローター室内の材料堆積に起因することが多い。VSIのバランス調整では、上部および下部ローターカバーへのウェイト溶接が頻繁に必要となる。Balanset-1Aは、極座標系におけるウェイト設置角度を効率的に計算する。
ハンマークラッシャーのバランス調整
ハンマークラッシャー バランシング ハンマーが自由に吊り下げられている点が問題を複雑にしている。腐食や埃によりハンマーがピンに固着すると、遠心力下で完全に伸長できず、ローターの重心位置が変動し、巨大な変動不均衡を生じさせる。
方法論
Balanset-1A使用前に、作業者は全ハンマーの自由な動きと重量対応を確認しなければならない。バランス調整はハンマー自体ではなくローターディスクに対して行われる。「分割重量」機能は、正確な角度での取り付けが不可能な場合に、補正ベクトルを維持したまま計算された質量を2つの利用可能なポイント間(例:ハンマーピン穴間)に分配することを可能にする。
ミル・バランシング:精密要件
ミルは連続運転サイクルのため最高レベルのバランス精度を要求する。わずかな振動でも高価な駆動装置やライナーの疲労破壊を引き起こす。
ハンマーミルバランス調整
粉砕機とは異なり、 ハンマーミルバランス調整 高速ユニット(最大3600 rpm)を対象とし、穀物、バイオマス、化学品の微粉砕に使用される。この速度域では許容残留不均衡が極めて小さい(ISO 1940 G2.5またはG6.3)。ハンマーミルローターはファンとして機能する場合が多く、筐体を開けて重りを設置すると空気抵抗が変化する可能性がある。Balanset-1Aによるバランス調整は、ハウジングを完全に組立てた状態で実施するか、点検口を利用するか、あるいは条件変化を考慮に入れて行う必要がある。
ボールミルバランス調整
ボールミルバランス調整 ドラム自体は、その混沌とした粉砕媒体の動きにより、従来の意味でのバランス調整が通常不可能である。焦点は高速駆動系にある。
ピニオンシャフトのバランス調整
ベアリングアセンブリとカップリングを備えたドライブシャフトが重要な要素である。ピニオンシャフトの振動は、不均衡ではなく歯の摩耗や位置ずれによって引き起こされることが多い。Balanset-1Aのスペクトル解析は歯車噛み合い周波数(GMF)を特定する。1×RPMが支配的である場合、カップリングまたはフランジ取付ウェイトの動的バランス調整が実施される。
測定の複雑性
ドラム内部でのボールの衝撃により、ランダムな低周波ノイズが発生する。安定した振幅および位相の測定値を得るためには、Balanset-1Aの設定で信号平均化時間を延長する必要がある(例:10~20秒)。
ローラーミルバランス調整
ローラーミルバランス調整 製粉、ポリマー、鉄鋼産業に適用される。ローラーは長く重い円筒体であり、たわみ(しなり)が生じやすい。両端での二平面バランス調整が必須である。Balanset-1Aは左右支持点間の位相差を測定する。180°の位相差は強い偶力不釣り合いを示す。ローラー軸受に装着された駆動プーリーやギアはそれ自体が不均衡要因となるため、これらを考慮したローラーの現場バランス調整が必要である。
粉砕機のバランス調整
粉砕機のバランス調整 幅広い範囲を網羅している:アトリター、ビードミル、精密研削盤など。微細研削スピンドルにおいては、三可動カウンターウェイト方式を採用し、溶接やパテなしでも理想的な平滑性を実現する。
粉砕機のバランス調整
粉砕機のバランス調整特に発電所の石炭粉砕機において、この装置はミッションクリティカルである。多くの粉砕機は垂直配置を採用しており、振動センサー(X軸およびY軸)はモーターまたはギアボックスの上部ベアリングアセンブリに取り付けられる。上部セクションには回転式分級機(動的分級機)が収容されており、その不均衡は上部構造の激しい振動を引き起こす。Balanset-1Aはサービスポートを通じてこのアセンブリのバランス調整を行い、駆動装置の破壊を防止するとともに粉砕微細度を向上させる。
粉砕装置のバランス調整
シュレッダーのバランス調整
シュレッダーのバランス調整 低速回転(300~500 rpm)の大型ローター(金属くずやタイヤ処理用)に対応。Balanset-1A加速度計は優れた低周波感度(5 Hz以上)を有し、こうした機械を確実に計測可能。過酷な衝撃荷重のため、試験用および補正用おもりは確実に溶接固定が必要。磁石や粘着テープの使用は試験時であっても不可。.
チッパーのバランス調整
チッパーのバランス調整 林業分野では2種類の機械タイプを区別する。ディスクチッパーはディスクがジャイロスコープとして作用するため課題を抱え、主な問題は軸方向振動(「8の字」揺れ)である。センサーは半径方向と軸方向(シャフト軸に沿って)に取り付けられ、ディスクの振れを監視する。バランス用ウェイトはディスク裏面または専用のバランスポケットに設置される。
ドラムチッパーはローター長のため、従来の二平面バランス調整が必要である。全刃はセットとして整備すること——1枚の刃を研磨または交換するとバランスが崩れる。刃厚公差:0.13~0.25mm。刃が鈍ると切断ではなく叩き動作となり、過剰な振動と溶接部の疲労亀裂を発生させる。推奨研磨間隔:6~8稼働時間ごと。.
造粒機のバランス調整
造粒機のバランス調整 プラスチックリサイクル装置では、ローターに取り付けられたナイフ(固定ナイフとの隙間1~3mm)を使用する。振動が発生した場合、まずナイフの状態と取り付けを確認する。振動が継続する場合は、専門的なローターバランス調整が必要である。振動吸収パッドに装置を設置することで、基礎への伝達を低減できる。
ペレタイザーのバランス調整
ペレタイザーのバランス調整 リングダイスとプレスローラーをカバーする。ダイス面の振れは0.3mmを超えてはならない(ダイヤルゲージによる検査)。ローラーとダイスの隙間:最小0.2~0.3mm。損傷したクランプリングはダイス破損と激しい振動の主な原因である。.
混合・攪拌装置のバランス調整
ミキサーのバランス調整
ミキサーのバランス調整 産業用クラスのポンプでは、API 610 規格に従い、ISO 1940 に基づく G2.5 精度が要求されます。最適なインペラ対タンク直径比(D/T)は 1/3 です。重負荷ミキサーは臨界速度の 65%、標準的な産業用ミキサーは 70% で運転します。ローター/支持系が個別に解析・検証されていない限り、臨界速度の 70–130% 範囲での連続運転は避けてください。バランシングは励振を低減しますが、それ自体で共振近傍の運転を安全にするものではありません。
攪拌機のバランス調整
アジテーターのバランス調整 化学プロセスでは、深い容器内の長尺シャフトを考慮します。パドル式およびタービン式アジテータは臨界速度の 50–65% で運転し、高速型(プロペラ、ディスク)は臨界速度を超えて運転します。動的バランシングはこれらの速度でアンバランス励振を最小化しますが、臨界速度近傍での運転が安全なのは、ローター/支持系が個別に解析・検証されている場合に限られます。長尺シャフトには中間支持(安定化ベアリング)が用いられます。
攪拌機のバランス調整
攪拌機のバランス調整 高速分散機(溶解機)に対応。不均衡によりブレードと容器壁が接触する。Balanset-1Aによる精密なシャフト・ブレードのバランス調整は、メカニカルシールの寿命を延ばし、製品漏れを防止する。.
Balanset-1Aを用いたフィールドバランス調整
について バランセット-1A ポータブルバランス調整システムにより、機械を分解せずに現場で補正が可能となり、輸送時間を削減し、ダウンタイムを短縮するとともに、実際の運転条件下での結果検証を可能にします。.

Balanset-1Aがクラッシャーなどをどのようにバランスさせるか
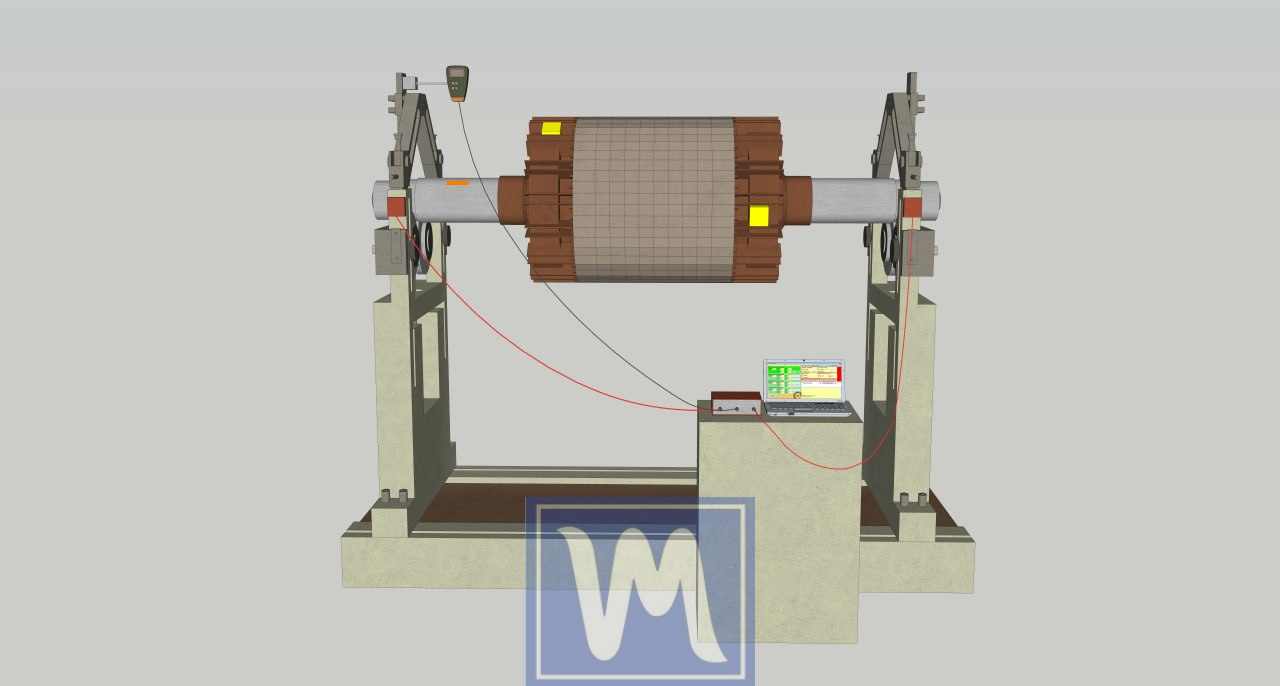
Balanset-1Aは、まさにこの目的のために設計された携帯型デュアルチャンネル動的バランサー兼振動アナライザーです。エンジニアや保守作業員が、幅広い機器に対して現場で精密なバランス調整を行うことを可能にします。Balanset-1Aには、2つの加速度計振動センサーとレーザー式タコメーターに加え、PC上で動作するソフトウェアが付属しています。その仕組みと効果的な理由を以下に説明します:
イン・シチュ二平面バランス調整
Balanset-1Aは、実際の機械において通常の軸受状態で単一平面または二平面のバランス調整を実行できます。これにより、粉砕機のローターを取り外すことなくバランス調整が可能となり、大幅な時間短縮が実現します。 二平面方式を用いることで、ローターの静的不均衡と動的不均衡の両方を補正します。例えば、円錐クラッシャーの偏心重量が振動の原因となっている場合、Balanset-1Aの二平面機能は適切な位置でのカウンターウェイト設置方法を特定します。これは一平面方式では不可能なことです。.
幅広い機器
この装置は汎用性に優れ、粉砕機、ファン、マルチャー、オーガー、シャフト、遠心分離機、タービンなど、回転機器の現場バランス調整用に設計されています。実際の運用では、1台のBalanset-1Aで幅広い機器群(粉砕機、ミル、シュレッダー、ミキサーなど)のメンテナンスが可能となり、ダウンタイムの削減と外部バランス調整サービスへの依存度低減を実現します。.
使いやすいソフトウェア
Balanset-1Aの使用に振動の専門家である必要はありません。ソフトウェアがユーザーを段階的な手順で導き、必要な補正重量と角度を自動計算します。試験用重量をテストした後、明確なバランス調整ソリューションを提供するため、技術者は最小限の訓練で習熟できます。.
信頼できる結果
携帯性に優れながらも、Balanset-1Aはプロフェッショナルなバランス精度を実現します。振動と位相を正確に測定し、標準的なバランス品質等級(ISO 1940)を満たす補正値を算出します。測定条件が安定し手順を正しく遵守すれば、実際にははるかに高価な分析装置に匹敵する結果を得ることが可能です。.
振動解析機能
バランス調整機能に加え、Balanset-1Aは振動解析装置としても機能し、波形やFFTスペクトルを表示可能です。これにより振動が不均衡によるものか、その他の問題(軸ずれ、緩み、共振)によるものかを診断でき、より正確な保守判断を支援します。バランス調整モードでは、不均衡を特定するため1×回転成分に焦点を当てます。.
従来法に対するBalanset-1Aの利点
動的バランス調整にBalanset-1Aを使用することは、従来の方法や外部サービスに依存する場合と比較して、いくつかの重要な利点があります:
分解不要・最小限のダウンタイム: 従来のバランス調整では、ローターを分解して工場へ送る必要があり、数日を要していました。Balanset-1Aなら、数時間でその場でバランス調整が可能です。
粉砕機のローターやミルシャフトを取り外す必要はありません。センサーを取り付けて現場でバランス調整手順を実行するだけです。この現場でのアプローチにより、3~7日かかっていた作業を2~4時間に短縮でき、生産を当日中に再開できます。.
コスト削減: 社内で作業を行うことで、企業は専門請負業者への高額な費用や長期のダウンタイムによる損失を回避できる。Balanset-1A装置自体は比較的手頃な価格(数千ユーロ程度)でありながら、「高価な分析装置の機能の約80%を、コストの約20%で提供」する。“
ユーザーは第三者の専門家を必要とせず、自らバランス調整を行えます。また、数回のバランス調整作業で装置の費用は回収可能です。さらに、重大な故障を1件防ぐだけで投資は正当化されます。.
すべての不均衡タイプに対応: ナイフエッジの静的バランス調整とは異なり、Balanset-1Aの二平面動的調整機能は、静的重点と動的モーメント不均衡の両方を単一工程で修正する
これは、ローターに厄介な揺れ(モーメント不均衡)が生じていても、Balanset-1Aがそれを検知し、2つの補正ウェイトの配置を導いてモーメントを相殺できることを意味します。一般的な不均衡シナリオに対する包括的な解決策です。
多様な機械に対応する汎用性: 1台のBalanset-1Aユニットは、あらゆる産業のほぼ全ての回転部品に使用可能です。真に汎用性が高く、同じキットで今日はファンブロワー、明日は砕石機、その次は粉砕機のバランス調整が行えます。
当社のコンテキストでは、複数の種類の設備(粉砕、粉砕、混合など)を扱う作業に最適です。各設備ごとに個別のバランス調整ツールが不要だからです。粉砕機や研削機からマルチャー、ミキサー、シャフト、タービンに至るまで、本装置は幅広いローターに対応します。
使いやすさと安全性: Balanset-1Aのガイド付きソフトウェアと直感的なハードウェア設定により、振動の専門家でなくてもバランス調整が可能です。このプロセスは安全かつ再現性が高く、試行錯誤による推測ではなく、計算された重量調整で段階的に振動を低減します。これにより人為的ミスの発生率が低下します。また過剰な振動を排除することで、施設内の安全性も向上します(機械が振動で分解したり、飛散物が発生する事例が減少)。
過剰な振動を排除することで、施設の安全性も向上します(機械が振動で分解したり、飛散物が発生する事例が減ります)。.
迅速診断: Balanset-1Aは振動解析モードにより、不均衡が主原因か、あるいは他の要因(曲がり軸や共振など)が影響しているかを迅速に診断できます。この診断と修正を一体化した機能により、外部チームを待つよりも早く問題を特定・解決できます。現場での診断と修正サイクルは、多くの場合1時間未満で完了します。
多くの場合、診断と修正のサイクルは同じメンテナンス期間内に完了できます。.
技術仕様
| パラメータ | 値 |
|---|---|
| 振動測定範囲 | 0.2–80 mm/s RMS |
| 周波数範囲 | 5-1000 Hz |
| 速度範囲 | 250–90,000 rpm |
| 位相精度 | ±1° |
| 振幅精度 | ±5% |
| チャンネル | 2(同時測定) |
| 重さ | 4 kg(ケース入り完全キット) |
従来の手法に対する利点
| パラメータ | 伝統的な(店舗)方式 | フィールドバランス調整(Balanset-1A) |
|---|---|---|
| 合計時間 | 3~7日 | 2~4時間 |
| 分解が必要 | はい | いいえ |
| 1件あたりの標準的な費用 | 5,000~15,000ユーロ | 500~1,500ユーロ |
| 実際の取り付けに関する説明 | いいえ | はい |
| 達成可能な精度 | G2.5~G6.3 | G2.5~G6.3 |
ステップバイステップのバランス調整手順
バランス調整の成功は80%が準備で決まる。この実証済みのアルゴリズムに従ってください:
準備
- ローターを汚れ、錆、付着物から清掃せよ — 汚染は結果を歪める
- ベアリングを点検する(遊び、異音、発熱)— ベアリングの欠陥はバランス調整では修正できない
- 安全な基礎取付を確認し、保護ガードを点検する
- ハンマークラッシャーの場合:ハンマーの自由な動きと重量バランスを確認すること
センサーの取り付け
- ベアリングハウジングに振動センサーを、回転軸に対して垂直に(ベアリングから25cm以内の位置に)取り付ける
- X1およびX2入力に接続してください
- レーザー式タコメーターを、ビームがローターの反射テープに当たるように取り付ける
- X3入力に接続し、安定した回転数(RPM)の読み取りを確認する

初期測定
- 起動ソフトウェア: F7 — バランス調整 → F3 — 二平面バランス調整
- ロータパラメータを入力
- F9キーを押して初期振動を測定してください
- 両測定点における振幅と位相を記録する
試運転
- 機械を停止し、試験用重りを平面1に設置する(質量は振幅または位相を20~30%変化させるべきである)
- 実行して測定する
- 重量を平面2に移動し、測定を繰り返す
- ソフトウェアが影響係数を計算する


補正ウェイトの取り付け
- ソフトウェアは両平面の補正質量と角度を極座標図上に表示する
- 恒久的な重量物の設置(溶接、ボルト締結、クランプ固定)
- 正確な角度での取り付けが不可能な場合は「分割重量」機能を使用してください

検証
- 残留振動を測定する
- 目標: ISO 10816-3 に従ってゾーン A または B(例: 剛性支持の中型機械では <2.8 mm/s)
- 影響係数(F8)を保存し、試運転なしで将来のバランス調整に備える
- レポートを生成する (F9)
経済的正当性と投資利益率
携帯型バランス調整装置への投資は、集中的な使用開始後3~4ヶ月で元が取れる。
| 項目 | 値 |
|---|---|
| バランセット-1A装置の費用 | €1,735–1,975 |
| 単一請負業者によるバランス調整サービス | €1,500 |
| 典型的な年間バランス調整頻度 | 年4回 |
| 年間サービス契約による節約額 | €6,000 |
| 軸受寿命延長によるコスト削減 | 年間10,000~30,000ユーロ |
| ダウンタイム削減による節約効果 | 年間5万~15万ユーロ |
| 年間総節約額 | 66,000~186,000ユーロ |
| 回収期間 | 3~4か月 |
軸受寿命の物理学
L₁₀軸受寿命は負荷(P)の3乗に反比例する:L₁₀ = (C/P)³。振動負荷を50%低減すると、計算上の軸受寿命は8倍に延長される。ハンマークラッシャーの軸やローラーミルの軸受軸といった高負荷アセンブリでは、これにより寿命が数ヶ月から数年単位に延長される。
よくある問題のトラブルシューティング
問題:不安定または「浮動」する測定値
考えられる原因: 機械的緩み、ベアリングの摩耗、共振付近での運転、不安定な速度、材料の堆積。.
解決策 基礎ボルトを締め付け、ベアリングの遊びを点検し、剛性のある取付を確認し、測定中は一定の回転数を維持し、ローターを徹底的に清掃する。.
問題:要求される公差を達成できない
考えられる原因: その他の欠陥(位置ずれ、シャフトの曲がり、ベアリング損傷)、非線形システム挙動、共振。.
解決策 減速試験を実施し共振を特定し、包括的な診断を行い、関連する欠陥を修正した上で、再バランスを試行する。.
問題:ハンマークラッシャー — ハンマーがピンに固着する
原因: 腐食や埃によるハンマーの自由な振れを妨げる。.
解決策 バランス調整前に全てのハンマーピンを清掃し、潤滑を施す。各ハンマーの自由な動きを確認する。固着したピンは交換する。.
問題:インパクトクラッシャー — 材料の堆積
原因: ローター室内部に付着した湿潤または粘着性物質(実例:15kgの粘土により振動が4mm/sから12mm/sに増加)。.
解決策 ロータ内部はバランス調整前に完全に清掃すること。ロータ室には防着コーティングの採用を検討すること。.
よくある質問
クラッシャーのバランス調整はどのくらいの頻度で行うべきですか?
インパクトクラッシャーおよびハンマークラッシャーの場合:500~1000稼働時間ごと、または消耗部品交換後。ジョークラッシャーおよびコーンクラッシャーの場合:3~6か月ごと、または振動が増加したとき。連続的な振動監視により、状態に基づくスケジュール設定が可能となります。
社内の人員でバランス調整は可能ですか?
はい。Balanset-1Aと簡単なトレーニング(通常1日)により、バランス調整の経験がない保守技術者でもプロフェッショナルな結果を達成できます。ソフトウェアが手順を段階的にガイドします。
どのバランスの品質等級が必要ですか?
ほとんどの粉砕機およびミル:ISO 1940-1 に基づく G6.3。高速機器(1500 rpm 以上のハンマーミル、粉砕機):G2.5。精密研削スピンドル:G1.0 以上。
バランス調整はすべての振動を解消しますか?
いいえ。バランス調整は質量の不均一による振動のみを除去します。位置ずれ、軸受の欠陥、緩み、共振、歯車噛み合わせの問題、または空力力による振動には、別途の是正措置が必要です。包括的な振動解析によって根本原因を特定します。.
なぜ二平面バランス調整が必要なのか?
長尺ローター(L/D が約 0.5 を超えるもの)や偶力応答が大きいローターでは、静アンバランスと偶力(モーメント)アンバランスの両方が生じます。1 面バランシングでは偶力アンバランスを補正できず、ベアリングを損傷させる揺動を生じます。完全な解決策は 2 面動的バランシングだけです。
保存された影響係数は再利用可能ですか?
はい、同一のローター構成の場合です。初期特性評価後は、その後のバランス調整(例:ブローバーやハンマーの交換後)において、測定は1回のみで済みます。この機能により、定期メンテナンス時のバランス調整時間が大幅に短縮されます。.
バランス調整後の目標振動レベルはどれくらいですか?
ISO 10816-3(現在の ISO 20816-3)は、機械グループと支持形式に応じて異なる境界を持つゾーン A–D を定義しています。たとえば、剛性支持の中型機械(15–300 kW)ではゾーン B/C 境界は 2.8 mm/s、剛性支持の大型機械(>300 kW)では 4.5 mm/s です。目標: 連続運転のためにゾーン A または B。
修理代を今すぐ節約しましょう
Balanset-1Aを購入し、チームを訓練し、状態監視型保守を導入してください。WhatsApp経由で専門的な技術サポートが利用可能です。.
実践的な成果:実証された事例研究
- サトウキビ繊維分離機(24トン、747回転/分): 振動が3.2 mm/sから0.47 mm/sに低減 — 6.8倍の改善
- スペインのクラッシャー: 初期振動 >100 mm/s(緊急レベル)、バランス調整後 16–18 mm/s — 機械は「新品同様」に動作する
- 産業用粉砕機: 振動:21.5~1.51 mm/s — 14倍の改善
- 屋根設置型ファン(周囲温度-6℃時): 6.8から 1.8 mm/s未満
- ショッピングセンターの換気: 騒音低減5~7デシベル、省エネルギー、長寿命化
結論
要約すると、ジョークラッシャー、コーンクラッシャー、インパクトクラッシャー、ハンマークラッシャー、あるいはミル、シュレッダー、ミキサー、グラインダーなどのその他の回転機械において、設備のバランスを保つことは不可欠です。これにより、よりスムーズな運転、部品の寿命延長、省エネルギー、そしてより安全な作業環境が実現します。従来の静的調整法(「ナイフ上」でのバランス調整など)には限界があります。機械が稼働している時にのみ現れる特定のタイプの不均衡には対処できないのです。 幸い、現代の動的バランス調整ツールが解決策を提供します。.
バランセット-1Aポータブルバランサーは、この分野における進歩を体現しています。現場にプロ仕様の2平面バランス調整を直接提供し、保守作業員が粉砕機ローターの不均衡をはじめ、様々な用途における不均衡を迅速に修正することを可能にします。インテリジェントなソフトウェアとセンサーを活用することで、バランス調整における推測作業を排除し、複雑な不均衡さえも確実に解決します。その結果、機械は設計通りの滑らかな運転を実現し、振動が引き起こす破壊的な力から解放されます。.
鉱業や採石業(クラッシャーやミル)から製造業や農業(ファン、チッパー、ミキサー)まで、幅広い産業において、Balanset-1Aのような適切なバランス調整装置への投資は、ゲームチェンジャーとなり得ます。これは機械を「内部から」保護し、損傷が発生する前に防止します。具体的には、故障の減少、メンテナンスコストの削減、そしてより信頼性の高い生産を実現します。.
実用的な保守の観点から、Balanset-1Aは高価な実験装置と外部請負サービスの中間に有用な位置を占める。機械自体の軸受において、実際の運転速度と負荷条件下での現場でのバランス調整を可能にする。これは理想的な支持条件下での実験室バランス調整では現場固有の設置条件を完全に反映できないため重要である。さらに、保存された影響係数により、打撃棒やハンマーの交換後も試行重量なしで単一運転で繰り返しバランス調整が可能となる。.
ほとんどの粉砕機および粉砕装置において、典型的な目標はISO 1940に基づくバランス品質等級G6.3であり、これはISO 10816に基づく振動4.5 mm/s未満に相当する。機械が機械的に健全で測定が安定している場合、Balanset-1Aを用いてこのレベルを達成することは、最小限の訓練を受けた有資格者にとって現実的で再現可能な作業である。.
0件のコメント