Балансировка дробилок: профессиональное руководство по динамическому контролю вибрации
Точная динамическая балансировка — это самый эффективный способ предотвратить катастрофический выход подшипников из строя и сократить расходы на техническое обслуживание на производстве. Благодаря устранению паразитных центробежных сил, балансировка дробилок продлевает срок службы оборудования в 3–5 раз и сокращает расходы на ремонт до 80 %. В данном руководстве подробно описаны технические принципы и методы проведения балансировки дробилок, мельниц и вращающегося оборудования, работающего в условиях высоких нагрузок, с использованием анализатора вибрации Balanset-1A.







Техническое резюме и основные выводы
Краткий обзор
- Область применения: Промышленный балансировка дробилок (щековые, конусные, ударные, молотковые), балансировка мельниц (шаровых, вальцовых, шлифовальных), дробилки и высокоскоростные смесители.
- Основная проблема: Статические проверки по принципу «ножа» не обнаруживают моментный дисбаланс. Вращающиеся роторы создают периодические силы с частотой, равной частоте вращения, что ускоряет износ и приводит к ослаблению крепежных элементов конструкции.
- Техническое решение: Двухплоскостная динамическая балансировка на месте (балансировка в исходных подшипниках) с использованием расчета коэффициента влияния.
- Целевые показатели эффективности: Достижение заданного класса точности балансировки ISO 1940 G6.3 и снижение вибрации до уровня ниже 4,5 мм/с (ISO 10816).

Балансировка дробилок: влияние инженерных решений на надежность и затраты
Основной факт
Дисбаланс всего в 100 г на роторе дробилки, вращающемся со скоростью 1500 об/мин, создает центробежную силу, эквивалентную примерно 50 ударам молотка в секунду по подшипникам. Эта постоянная ударная нагрузка быстро приводит к износу подшипников и может вызвать их полный отказ.
Важность правильной балансировки
Даже небольшой дисбаланс может иметь серьезные последствия для тяжелой техники. Например, всего 100 граммов дисбаланса на роторе дробилки могут создавать ударную нагрузку на подшипники, эквивалентную 50 ударам молота в секунду. Эти постоянные ударные нагрузки приводят к чрезмерному износу. Фактически, пренебрежение балансировкой означает, что срок службы подшипников может составить всего 5–10 тысяч часов, а затраты на техническое обслуживание могут резко возрасти (например, 50–100 тысяч долларов в год на ремонт). Напротив, хорошо сбалансированная машина может продлить срок службы подшипников до 30–50 тысяч часов и сократить затраты на ремонт на 50–80%. Снижение вибрации также повышает энергоэффективность (на 5–15 % меньше потерь энергии) и сводит к минимуму внеплановые простои. Проще говоря, поддержание баланса роторов продлевает срок службы оборудования, экономит деньги и помогает предотвратить аварии.
Балансировка дробилок и мельниц является обязательной процедурой технического обслуживания тяжелого вращающегося оборудования. Динамическая нагрузка, вызванная дисбалансом, зависит не от общей массы ротора, а от дисбаланс (эквивалентная масса и радиус). Полезной оценкой является F ≈ mu · r · ω², где ω = 2πn/60. При частоте вращения 1000 об/мин (ω ≈ 105 рад/с) дисбаланс массой 1 кг на радиусе 1 м создает усилие около 11 кН (~1,1 тнс). Для создания «нескольких тонн» периодической силы потребуется несколько кг·м дисбаланса (например, 10 кг на расстоянии 0,3 м ≈ 3 кг·м дают ~33 кН ≈ 3,3 метрической тонны-силы). Нагрузка является периодической с частотой вращения (1000 об/мин ≈ 16,7 Гц), поэтому последствия могут прогрессивно усугубляться:
- Начальный этап: Повышенные уровни шума и вибрации
- Промежуточный этап: Срок службы подшипников сокращается с 30 000–50 000 часов до 5 000–10 000 часов
- Продвинутый уровень: Ослабленные крепежные элементы, усталостные трещины в сварных швах, повреждения конструкции
- Заключительный этап: Катастрофический сбой, сопряженный с угрозой безопасности и длительным простоем
Экономические потери от эксплуатации несбалансированного оборудования составляют 50 000–100 000 евро в год только на ремонт и запасные части, к этому следует добавить 10–15 дней внеплановых простоев и 5–15 % дополнительного энергопотребления.
Статическая и динамическая балансировка: основные различия
Понимание разницы между статической и динамической балансировкой имеет решающее значение для выбора правильного метода.
Статическая балансировка
Статическая балансировка устраняет смещение центра масс относительно оси вращения. Ее можно рассматривать для узких дискообразных роторов, у которых отношение длины к диаметру меньше примерно 0.5 (L/D < 0.5), если рабочая скорость, отклик подшипников и результаты измерений подтверждают возможность одноплоскостной коррекции. Статический дисбаланс можно выявить без вращения — тяжелая сторона опускается вниз на ножевых опорах.
Динамическая балансировка
Динамическая балансировка устраняет как статический дисбаланс, так и парный (моментный) дисбаланс. Она требуется для удлиненных роторов (L/D больше примерно 0.5) и для любого ротора со значительным парным откликом. Критически важно: статически сбалансированный ротор может иметь значительный динамический дисбаланс. Два несбалансированных молотка на противоположных концах ротора, расположенные под углом 180°, создают изгибающий момент при вращении, несмотря на выполнение условия статической балансировки.
Почему статическая балансировка «на ножах» не дает желаемого результата
Традиционным способом проверки баланса является статический метод «ножевого края» — установка ротора на рельсы с низким коэффициентом трения или на призматические подставки, чтобы проверить, не приводит ли наличие места с повышенной массой к его качанию. Статическая балансировка позволяет устранить простое место с повышенной массой (статический дисбаланс) путем добавления или удаления грузов, чтобы центр масс ротора совпал с его осью. Однако этот метод не позволяет обнаружить или устранить «моментный» (динамический) дисбаланс.
При одномоментном (или двухмоментном) дисбалансе на противоположных концах ротора, расположенных под углом 180°, находятся одинаковые по массе участки. В состоянии покоя эти две противоположные массы уравновешивают друг друга, поэтому ротор может не катиться на подставке в виде лезвия ножа. В статических условиях он кажется сбалансированным. Но когда ротор вращается, эти две массы создают силы (центробежные силы) в противоположных направлениях на каждом конце, образуя крутящий момент, который заставляет ротор сильно колебаться.

Это как сбалансированные качели, которые внезапно начинают скручиваться при движении. Никакие настройки в неподвижном состоянии не помогут решить эту проблему, поскольку дисбаланс проявляется только на ходу.
Проще говоря, балансировка «на ножах» устраняет лишь одноплоскостные перегрузки и не выявляет скрытые двухплоскостные дисбалансы. Именно поэтому ротор может быть «статически сбалансирован», но при этом вибрировать в процессе эксплуатации. Чтобы устранить динамический дисбаланс, необходимо выполнить балансировку как минимум в двух плоскостях (например, установив два корректирующих груза в разных точках ротора), чтобы компенсировать скручивающие моменты.
Для этого требуются методы динамической балансировки при вращении ротора (или на основе данных о его вращении), чего статические стенды обеспечить не могут.
Решения для динамической балансировки
Динамическая балансировка заключается в измерении вибрации ротора во время вращения и установке грузов для устранения как статического, так и моментного дисбаланса. Раньше для этого приходилось снимать ротор и устанавливать его на специальный балансировочный станок. На станке ротор раскручивается, а измерительные приборы определяют места установки грузов. Это позволяет добиться точной балансировки, однако у этого метода есть свои недостатки: необходимость разборки оборудования, транспортировка ротора в мастерскую и многодневные простои.
В отличие от этого, при современной балансировке на месте используется портативное оборудование для балансировки ротора в его собственных подшипниках (на месте). Техник устанавливает датчики вибрации на корпус машины, а также тахометр для измерения скорости вращения и фазы. Машина запускается на нормальной скорости, и оборудование (например, Balanset-1A) измеряет амплитуду и направление вибрации ротора. Проведя тест с пробным грузом, программное обеспечение может рассчитать точный необходимый противовес и угол, под которым он должен быть установлен. Этот метод коэффициента влияния (часто представляющий собой процесс из 3 прогонов с пробными грузами) автоматически вычисляет решение для достижения баланса.
В итоге на ротор устанавливаются грузы (или удаляется часть материала) для компенсации сил дисбаланса.
Динамический подход позволяет устранять как статический, так и динамический (моментный) дисбаланс, поскольку учитывает фазу колебаний в различных точках. В отличие от статического метода «ножевого края», динамическая балансировка в двух плоскостях позволяет устранить колебания, возникающие только при вращении.
Динамическая балансировка на месте особенно полезна для крупного оборудования (например, роторов больших дробилок, вентиляторов или барабанов мельниц), которое нецелесообразно транспортировать в цех. Это позволяет свести к минимуму время простоя, поскольку нет необходимости полностью разбирать машину — зачастую балансировку можно провести на месте за несколько часов вместо многодневного простоя.
Типы оборудования: обзор
Балансировка дробилок, мельниц и связанные с этим процедуры применяются к широкому спектру промышленного оборудования. К каждой категории предъявляются свои специфические требования:
Распространенные виды оборудования, требующие балансировки
Многие виды промышленного оборудования требуют регулярной балансировки. К числу наиболее известных примеров относятся:
Дробилки: Балансировка таких машин, как щековая дробилка, конусная дробилка, ударная дробилка и молотковая дробилка, имеет решающее значение, поскольку их тяжелые роторы или движущиеся детали могут вызывать сильные вибрации даже при незначительном нарушении баланса. Например, ударные дробилки часто требуют регулярной перебалансировки из-за износа ударных брусьев и ударных пластин.
Молотковые дробилки и другие дробилки для горной породы могут потребовать балансировки при замене молотков или щековых пластин, чтобы новые детали не вызывали вибрации. Даже большие маховики на щековых дробилках должны оставаться сбалансированными, чтобы избежать резонансных колебаний.
Мельницы и шлифовальные станки: Балансировка молотковых, шаровых, вальцовых и шлифовальных мельниц имеет решающее значение для работы мельничного оборудования. Высокоскоростные роторы молотковых мельниц и массивные вращающиеся барабаны шаровых мельниц должны быть сбалансированы, чтобы обеспечить плавный процесс измельчения и предотвратить перегрузку подшипников.
Например, большая вращающаяся масса шаровой мельницы требует тщательной балансировки, чтобы избежать чрезмерной нагрузки на опоры.
Роликовые мельницы и другие дробильные установки также требуют балансировки, чтобы избежать неравномерного износа и вибрации.
Машины для измельчения: Такое оборудование, как измельчители, шредеры, дробилки, грануляторы и пеллетизаторы, оснащено вращающимися ножами, лезвиями или валками. Правильная балансировка измельчителей, шредеров, дробилок, грануляторов и пеллетизаторов гарантирует работу этих режущих элементов без чрезмерных колебаний. Это особенно важно, поскольку во время работы могут ломаться или изнашиваться фрагменты материала или ножи, что приводит к внезапной потере баланса ротора.
Регулярная балансировка обеспечивает безопасную работу этих машин даже в сложных условиях.
Смесители и мешалки: Балансировка важна даже для смесительного оборудования. Балансировка смесителей, мешалок и перемешивателей применяется к вращающимся рабочим колесам или лопастям в промышленных смесителях. Если вал или рабочее колесо смесителя даже слегка разбалансировано (например, из-за прилипших ингредиентов или износа), это может привести к колебаниям всего смесителя. Балансировка этих вращающихся деталей предотвращает вибрации, которые могут повлиять на качество продукции и исправность оборудования.
Во всех этих случаях цель одна и та же: сбалансированный ротор вращается плавно, не создавая разрушительных нагрузок на подшипники или конструкцию. Балансировка дробилок и мельниц имеет особое значение в тяжелой промышленности, однако этот принцип применим к любому вращающемуся оборудованию — от огромных промышленных измельчителей до небольших лабораторных смесителей.
| Тип оборудования | Типичная скорость (об/мин) | Класс точности балансировки (ISO 1940) | Основная задача |
|---|---|---|---|
| Щековые дробилки | 250-350 | G6.3 | Эксцентриковый вал, балансировка маховика |
| Конусные дробилки | 300-500 | G6.3 | Эксцентриковый узел, износ вкладыша |
| Ударные дробилки | 700-1500 | G6.3 | Износ ударной планки, накопление материала |
| Молотковые дробилки | 600-3600 | G2.5-G6.3 | Свободно качающиеся молотки |
| Шаровые мельницы | 15-25 | G6.3 | Переменное распределение заряда |
| Измельчители | 500-750 | G2.5 | Ротор классификатора, вертикальный вал |
Глоссарий
- Статический дисбаланс: центр масс смещен относительно оси вращения (задача в одной плоскости).
- Моментный дисбаланс (пара сил): Равнозначные неравномерности на противоположных концах ротора создают качающий момент; зачастую требуется двухплоскостная балансировка.
- 1× вибрация: компонент вибрации при частоте вращения (об/мин/60), который, как правило, является доминирующим при наличии дисбаланса.
- Коэффициенты влияния: параметры отклика системы, используемые для вычисления коэффициентов коррекции на основе пробных запусков.
- Балансировка на месте: балансировка ротора в его собственных подшипниках на установленном агрегате.
Технические допуски и эксплуатационные характеристики
Для достижения оптимального баланса необходимо соблюдать строгие допуски, установленные для каждого конкретного типа оборудования. Эти технические характеристики имеют решающее значение для планирования технического обслуживания и проверки качества.
Последствия скопления материала: задокументированный случай
Пример из реальной жизни
Обработка влажной глины в ударной дробилке: 15 кг прилипшего материала привели к увеличению амплитуды колебаний с 4,0 мм/с до 12,0 мм/с — то есть в 3 раза. Очистка ротора позволила вернуть амплитуду колебаний к значению 4,2 мм/с до проведения корректировки балансировки. Это свидетельствует о чрезвычайной важности тщательной очистки перед любой процедурой балансировки.
Соображения по критической скорости для смесительного оборудования
Рабочая скорость по отношению к критической скорости определяет требования к балансировке и зоны безопасной работы:
- Миксеры для интенсивной эксплуатации: Работать на 65 % от критической скорости
- Стандартные промышленные смесители: Работать на 70 % от критической скорости
- Лопастные/турбинные мешалки: 50–65 % от критической скорости
- Высокоскоростные (лопастные, дисковые) мешалки: Сверх критической скорости
- Резонансная зона (примерно 70–130% критической скорости): избегайте непрерывной работы в этом диапазоне, если система ротор/опоры не была специально проанализирована и подтверждена — одной балансировки здесь недостаточно
Функция «RunDown» прибора «Балансет-1А» определяет резонансные частоты во время выбега, что позволяет операторам проверять зоны безопасной работы и избегать катастрофического резонанса.

Расширенные технические характеристики «Балансет-1А»
| Параметр | Спецификация |
|---|---|
| Диапазон измерения вибрации | 0.2–80 mm/s RMS |
| Диапазон частот | 5-1000 Гц |
| Диапазон скоростей | 250–90,000 rpm |
| Точность измерения фазы | ±1° |
| Точность измерения амплитуды | ±5 % |
| Чувствительность акселерометра | 100 мВ/г |
| Рабочая дистанция лазерного тахометра | 50–500 мм |
| Сила магнитного притяжения | 60 кгс |
| Вес полного комплекта | 4 кг в защитном чехле |
Зоны вибрации ISO (ISO 10816-3 / ISO 20816-3)
| Группа машин (ISO 10816-3) | Support type | Граница Zone A/B (mm/s RMS) | Граница Zone B/C (mm/s RMS) | Граница Zone C/D (mm/s RMS) |
|---|---|---|---|---|
| Group 1 (крупные машины, >300 kW) | Жесткий | 2.3 | 4.5 | 7.1 |
| Group 1 (крупные машины, >300 kW) | Гибкий | 3.5 | 7.1 | 11.0 |
| Group 2 (средние машины, 15–300 kW) | Жесткий | 1.4 | 2.8 | 4.5 |
| Group 2 (средние машины, 15–300 kW) | Гибкий | 2.3 | 4.5 | 7.1 |
Zone A типична для недавно введенных в эксплуатацию машин; Zone B допустима для неограниченной длительной эксплуатации; Zone C допускает только ограниченную работу до устранения проблемы; вибрация Zone D достаточно сильна, чтобы вызывать повреждения.
Цель после балансировки: Zone A или B для соответствующей группы машин и типа опор — например, ниже 2.8 mm/s для привода дробилки средней мощности (15–300 kW) на жестких опорах или ниже 4.5 mm/s для крупной машины на жестких опорах. Правильная двухплоскостная динамическая балансировка с Balanset-1A обычно позволяет этого добиться.
Балансировка дробилок: подробные инструкции
Балансировка щековой дробилки
Балансировка щековой дробилки касается узла эксцентрикового вала и маховика. Эти машины работают по принципу одноцилиндрового поршневого двигателя, создавая нормальные колебания на частоте вращения и второй гармонике. Однако износ маховика, ослабление крепления противовеса и повреждение эксцентрикового вала приводят к патологическому дисбалансу.
Характерный признак: продольная вибрация значительно превышает вертикальную. Цель: снизить уровень вибрации с 50 мм/с до значения ниже 7,6 мм/с после правильной балансировки. Допустимое отклонение по горизонтали: ±2 мм; по вертикали: ±1 мм.
Балансировка конусной дробилки
Балансировка конусной дробилки Особое внимание уделяется эксцентриковому узлу и дробильному конусу. К основным проблемам относятся неравномерный износ футеровки, перекос конуса (допуск ≤0,1 мм) и износ эксцентриковой втулки. Показатели вибрации считаются приемлемыми при горизонтальном смещении ≤2 мм и вертикальном ≤1 мм. Амплитуда колебаний корпуса, превышающая 0,5 мм, свидетельствует о серьезной неисправности, требующей немедленного устранения.
Балансировка ударной дробилки
Балансировка ударной дробилки является наиболее часто применяемой технологией в карьерах. Как горизонтальные ударные дробилки (HSI), так и вертикальные ударные дробилки (VSI) используют кинетическую энергию удара, создаваемую ударными стержнями, которые разбивают материал на высокой скорости.
Проблема неравномерного износа
Ударные стержни изнашиваются интенсивно и неравномерно. Замена одного ударного стержня без учета веса приводит к катастрофическому нарушению баланса. Для роторов HSI ввиду их длины крайне важно проводить двухплоскостную балансировку; одноплоскостная статическая балансировка оставляет остаточный дисбаланс крутящего момента, что приводит к неравномерной нагрузке на подшипники.
Вопросы безопасности
Роторы обладают огромной инерцией; циклы запуска и остановки при установке пробных грузов занимают значительное время. Благодаря возможности устройства «Балансет-1А» сохранять коэффициенты влияния, для последующей балансировки (после замены ударной планки) требуется лишь один цикл измерений без использования пробных грузов.
Особенности VSI
Центробежные ударные дробилки требуют еще более высокой точности из-за скорости вращения, достигающей 1500–2000 об/мин. Дисбаланс часто возникает из-за скопления материала внутри камер ротора. Для балансировки VSI часто требуется приваривание грузов к верхней и нижней крышкам ротора. Программа Balanset-1A эффективно рассчитывает углы установки грузов в полярных координатах.
Балансировка молотковой дробилки
Балансировка молотковой дробилки усложняется наличием свободно висящих молотков. Если один из молотков заклинивает на штифте из-за коррозии или скопления пыли, он не может полностью выдвинуться под действием центробежной силы, что приводит к смещению центра масс ротора и возникновению огромного переменного дисбаланса.
Методология
Перед началом работы с Balanset-1A операторы должны убедиться в свободном движении всех молотков и соответствии их веса. Балансировка выполняется на дисках ротора, а не на самих молотках. Функция «Распределение веса» позволяет распределить рассчитанную массу между двумя доступными точками (например, между отверстиями для штифтов молотков) в случае, если точная угловая установка невозможна, при этом сохраняя вектор корректировки.
Балансировка валов: требования к точности
Мельницы требуют максимальной точности балансировки в связи с непрерывными рабочими циклами; любая вибрация приводит к усталостному разрушению дорогостоящих приводов и вкладышей.
Балансировка молотковой дробилки
В отличие от дробилок, балансировка молотковой дробилки Предназначено для высокооборотистых агрегатов (до 3600 об/мин), используемых для тонкого измельчения зерна, биомассы или химических веществ. При таких скоростях допустимый остаточный дисбаланс чрезвычайно мал (ISO 1940 G2.5 или G6.3). Роторы молотковых дробилок часто выполняют функцию вентиляторов; открытие корпуса для установки утяжелителей может изменить аэродинамическое сопротивление. Балансировку с помощью Balanset-1A необходимо проводить при полностью собранном корпусе, используя смотровые отверстия или с учетом изменившихся условий.
Балансировка шаровой мельницы
Балансировка шаровой мельницы создает особые сложности. Сам барабан с его хаотичным движением измельчающих элементов, как правило, невозможно сбалансировать в традиционном понимании. Основное внимание уделяется высокоскоростной трансмиссии.
Балансировка вала шестерни
Приводной вал с подшипниковыми узлами и муфтой является ключевым элементом. Вибрация на валу шестерни зачастую вызвана не дисбалансом, а износом зубьев или несоосностью. Спектральный анализ Balanset-1A позволяет определить частоту зацепления шестерен (GMF). Если преобладает частота 1×RPM, проводится динамическая балансировка муфты или устанавливаются фланцевые противовесы.
Сложности измерения
Удары шариков о внутреннюю поверхность барабана создают случайный низкочастотный шум. Для получения стабильных показаний амплитуды и фазы необходимо увеличить время усреднения сигнала в настройках Balanset-1A (например, до 10–20 секунд).
Балансировка вальцовых мельниц
Балансировка вальцовых мельниц Применяется в мукомольной, полимерной и металлургической промышленности. Валцы представляют собой длинные и тяжелые цилиндры, склонные к изгибу (хлыстовому колебанию). Обязательно требуется двухплоскостная балансировка на концах. Прибор «Балансет-1А» измеряет разность фаз между левой и правой опорами; разность фаз в 180° указывает на сильный дифференциальный дисбаланс. При балансировке вальцов на месте учитываются приводные шкивы и шестерни, установленные на шейках вальцов, которые вносят свой собственный дисбаланс.
Балансировка мельницы
Балансировка мельницы включает в себя широкий спектр оборудования: атриторные мельницы, шаровые мельницы и прецизионные шлифовальные станки. При изготовлении шпинделей для тонкого шлифования устройство использует технологию с тремя подвижными противовесами, что позволяет добиться идеальной гладкости поверхности без сварки или шпатлевки.
Балансировка дробилки
Балансировка дробилки, особенно для угольных мельниц на электростанциях, имеет решающее значение. Многие мельницы имеют вертикальную конструкцию; датчики вибрации (по осям X и Y) устанавливаются на верхнем подшипниковом узле двигателя или редуктора. В верхней части размещен вращающийся сепаратор (динамический классификатор); его дисбаланс вызывает сильную вибрацию верхней конструкции. Система «Балансет-1А» выравнивает этот узел через сервисные отверстия, предотвращая вывод привода из строя и повышая степень измельчения.
Балансировка оборудования для измельчения
Балансировка измельчителя
Балансировка измельчителя предназначен для использования на крупных низкооборотистых роторах (300–500 об/мин), перерабатывающих металлолом или шины. Акселерометры «Балансет-1А» обладают превосходной чувствительностью в низкочастотном диапазоне (от 5 Гц), что позволяет с уверенностью применять их на таких установках. В связи с чрезвычайно высокими ударными нагрузками пробные и корректирующие грузы должны быть надежно приварены; использование магнитов или клейкой ленты недопустимо даже при проведении испытаний.
Балансировка дробилки
Балансировка дробилки В лесозаготовительной отрасли различают два типа машин. Дисковые измельчители создают определенные сложности, поскольку диск действует как гироскоп, причем основной проблемой является осевая вибрация (колебания в форме «восьмерки»). Для контроля биения диска датчики устанавливаются как по радиусу, так и по оси (вдоль оси вала). Балансировочные грузы устанавливаются на задней поверхности диска или в специальных балансировочных карманах.
Из-за длины ротора барабанные измельчители требуют классической двухплоскостной балансировки. Все ножи необходимо обслуживать комплектом — заточка или замена одного ножа нарушает баланс. Допуск по толщине ножей: 0,13–0,25 мм. Тупые ножи вызывают не режущее, а рубящее действие, что приводит к чрезмерной вибрации и появлению усталостных трещин в сварных швах. Рекомендуемый интервал заточки: каждые 6–8 часов работы.
Балансировка гранулятора
Балансировка гранулятора При переработке пластмасс используются ножи, установленные на роторе (зазор до неподвижных ножей составляет 1–3 мм). При появлении вибрации сначала проверьте состояние ножей и их крепление. Если вибрация не исчезает, необходимо провести профессиональную балансировку ротора. Установка оборудования на виброгасящие прокладки снижает передачу вибрации на фундамент.
Балансировка пеллетизатора
Балансировка пеллетизатора закрывает кольцевую матрицу и прижимные валки. Биение рабочей поверхности матрицы не должно превышать 0,3 мм (проверка с помощью индикатора часового типа). Зазор между валками и матрицей: не менее 0,2–0,3 мм. Поврежденные зажимные кольца являются основной причиной поломки матрицы и сильной вибрации.
Балансировка оборудования для смешивания и перемешивания
Балансировка микшера
Балансировка микшера для насосов промышленного класса соответствует стандарту API 610, требующему точности G2.5 по ISO 1940. Оптимальное отношение диаметра рабочего колеса к диаметру бака (D/T): 1/3. Тяжелые промышленные мешалки работают на 65% критической скорости; стандартные промышленные мешалки — на 70%. Избегайте непрерывной работы в диапазоне 70–130% критической скорости, если система ротор/опоры не была специально проанализирована и подтверждена; балансировка снижает возбуждение, но сама по себе не делает работу вблизи резонанса безопасной.
Балансировка мешалки
Балансировка мешалки в химической промышленности учитывает длинные валы в глубоких аппаратах. Лопастные и турбинные мешалки работают на 50–65% критической скорости; высокоскоростные типы (пропеллерные, дисковые) работают выше критической. Динамическая балансировка минимизирует возбуждение от дисбаланса на этих скоростях, но работа вблизи критической скорости безопасна только в том случае, если система ротор/опоры была специально проанализирована и подтверждена. Для длинных валов применяют промежуточные опоры (стабилизирующие подшипники).
Балансировка мешалки
Балансировка мешалки касается высокоскоростных диспергаторов (растворителей). Дисбаланс приводит к соприкосновению лопастей со стенками емкости. Точная балансировка вала и лопастей с помощью Balanset-1A продлевает срок службы механического уплотнения, предотвращая утечку продукта.
Балансировка на месте с помощью Balanset-1A
Сайт Balanset-1A Портативная система балансировки позволяет проводить корректировку на месте без разборки оборудования, что исключает затраты времени на транспортировку, сокращает время простоя и дает возможность проверить результаты в реальных условиях эксплуатации.

Как Balanset-1A обеспечивает балансировку дробилок и других агрегатов
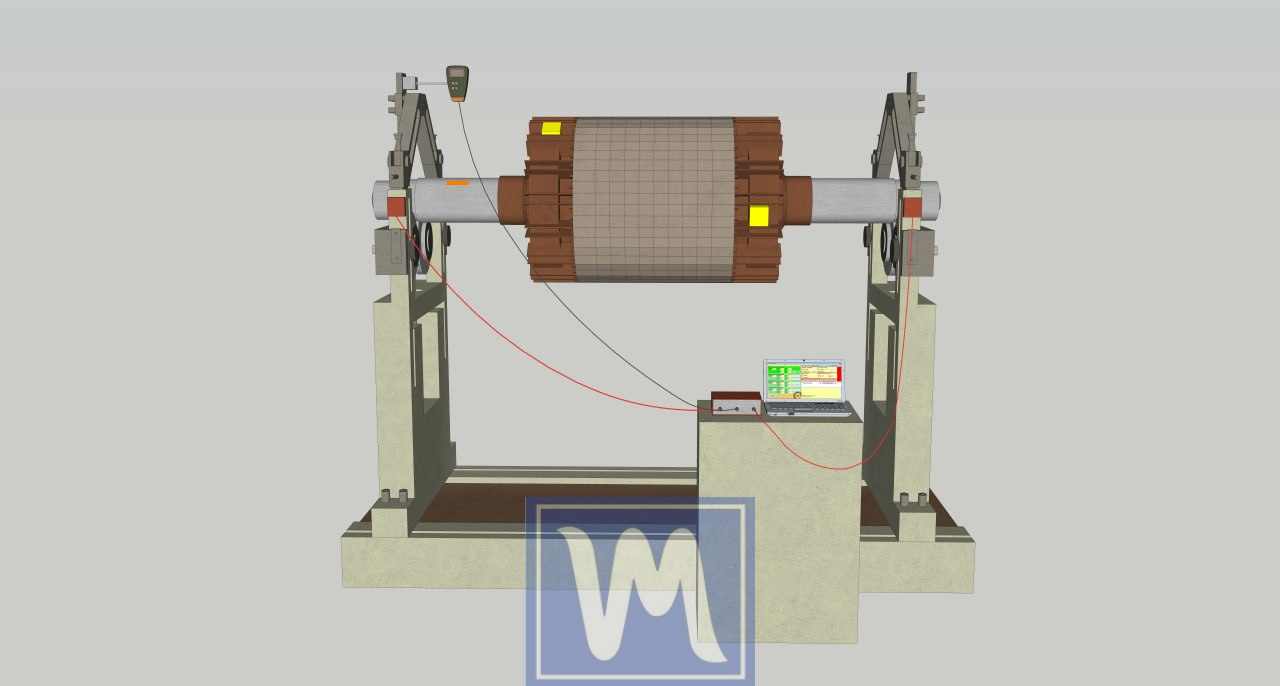
Balanset-1A — это портативный двухканальный динамический балансировочный прибор и анализатор вибрации, разработанный именно для этих целей. Он позволяет инженерам и ремонтникам проводить точную балансировку на месте для широкого спектра оборудования. В комплект Balanset-1A входят два датчика вибрации на основе акселерометров и лазерный тахометр, а также программное обеспечение для ПК. Вот как он работает и почему он эффективен:
Двухплоскостная балансировка на месте
Система Balanset-1A позволяет выполнять одноплоскостную или двухплоскостную балансировку непосредственно на рабочем оборудовании в штатных опорах. Это означает, что ротор дробилки можно сбалансировать без его демонтажа, что позволяет значительно сэкономить время. Благодаря использованию двух плоскостей устраняется как статический, так и динамический дисбаланс ротора. Например, если вибрацию вызывает эксцентриковый груз конусной дробилки, двухплоскостная система Balanset-1A определит, как установить противовес в правильных положениях — чего невозможно добиться с помощью одноплоскостных методов.
Широкий ассортимент оборудования
Это устройство отличается универсальностью — оно предназначено для балансировки вращающегося оборудования на месте, в том числе дробилок, вентиляторов, измельчителей, шнеков, валов, центрифуг, турбин и прочего. На практике одного устройства Balanset-1A достаточно для обслуживания широкого спектра оборудования (дробилок, мельниц, измельчителей, смесителей и т. д.), что позволяет сократить время простоя и уменьшить зависимость от сторонних услуг по балансировке.
Простое в использовании программное обеспечение
Чтобы работать с Balanset-1A, не нужно быть экспертом в области вибрации. Программное обеспечение устройства шаг за шагом помогает пользователю пройти всю процедуру и автоматически рассчитывает необходимые балансировочные грузы и углы. После проверки пробного груза устройство четко отображает решение по балансировке, благодаря чему технические специалисты могут освоить работу с ним после минимального обучения.
Надежные результаты
Несмотря на свою портативность, Balanset-1A обеспечивает профессиональное качество балансировки. Он точно измеряет вибрацию и фазу, а также рассчитывает поправки для соответствия стандартным классам качества балансировки (ISO 1940). На практике при стабильных условиях измерения и правильном выполнении процедуры он позволяет получать результаты, сопоставимые с результатами гораздо более дорогих анализаторов.
Функции анализа вибрации
Помимо балансировки, Balanset-1A также выполняет функции анализатора вибрации и может отображать формы сигналов и спектры БПФ. Это помогает определить, вызвана ли вибрация дисбалансом или другими факторами (несоосность, ослабление креплений, резонанс), что способствует принятию более точных решений по техническому обслуживанию. В режиме балансировки основное внимание уделяется 1× вращательной составляющей для выявления дисбаланса.
Преимущества Balanset-1A по сравнению с традиционными методами
Использование Balanset-1A для динамической балансировки дает ряд важных преимуществ по сравнению с устаревшими методами или прибеганием к услугам сторонних компаний:
Без разборки и с минимальным временем простоя: Раньше для балансировки обычно приходилось демонтировать ротор и отправлять его в мастерскую, что занимало несколько дней. С помощью Balanset-1A балансировка выполняется на месте за считанные часы
Нет необходимости снимать ротор дробилки или вал мельницы; достаточно просто установить датчики и провести процедуру балансировки прямо на месте. Такой подход позволяет сократить время выполнения работ с 3–7 дней до 2–4 часов, что означает возможность возобновления производства в тот же день.
Экономия средств: Выполняя работы собственными силами, компании избегают значительных расходов на услуги специализированных подрядчиков и убытков, связанных с длительными простоями. Само устройство Balanset-1A стоит относительно недорого — порядка нескольких тысяч евро — и при этом обеспечивает «около 80 % возможностей дорогостоящих анализаторов при стоимости всего лишь ~20 % от их цены».
Пользователи могут проводить балансировку самостоятельно, без привлечения сторонних специалистов, и устройство окупится уже после нескольких операций по балансировке. Более того, предотвращение всего одного серьезного сбоя может оправдать вложения.
Подходит для устранения всех типов дисбаланса: В отличие от статической балансировки на ножевых ребрах, двухплоскостная динамическая балансировка Balanset-1A позволяет устранять как статический дисбаланс (тяжелые точки), так и динамический моментный дисбаланс в одном цикле
Это означает, что даже если ротор имеет сложный вид колебаний (моментный дисбаланс), Balanset-1A способен его обнаружить и определить места установки двух корректирующих грузов для компенсации момента. Это комплексное решение для типичных случаев дисбаланса.
Универсальность для множества машин: Один комплект Balanset-1A можно использовать практически для любой вращающейся детали в любой отрасли. Это действительно универсальное решение — с помощью одного и того же комплекта сегодня можно выполнить балансировку вентилятора, завтра — дробилки, а послезавтра — измельчителя
В наших условиях это идеальное решение для предприятий, на которых используется оборудование различных типов (дробилки, мельницы, смесители и т. д.), поскольку для каждого из них не требуется отдельный инструмент для балансировки. От дробилок и мельниц до измельчителей, смесителей, валов и турбин — устройство подходит для широкого спектра роторов.
Простота использования и безопасность: Благодаря интуитивно понятному программному обеспечению и простой настройке оборудования Balanset-1A для проведения балансировки не требуется ученую степень в области вибрации. Процесс безопасен и воспроизводим — вибрация постепенно снижается за счет точно рассчитанных корректировок веса, а не методом проб и ошибок. Это снижает вероятность человеческой ошибки. А устраняя избыточную вибрацию, вы также повышаете безопасность на производстве (уменьшается количество случаев, когда оборудование разваливается от вибрации или образует летящие обломки)
Устраняя чрезмерную вибрацию, вы также повышаете безопасность на предприятии (уменьшается количество случаев, когда оборудование разваливается из-за вибрации или образуются разлетающиеся обломки).
Быстрая диагностика: Благодаря режиму анализатора вибрации прибор Balanset-1A также позволяет быстро определить, является ли основной причиной дисбаланс или же на ситуацию влияют другие факторы (например, погнутый вал или резонанс). Такая комплексная возможность диагностики и устранения неисправностей позволяет выявлять и решать проблемы быстрее, чем при ожидании выезда специалистов со стороны. Во многих случаях цикл диагностики и устранения неисправностей на месте занимает менее 1 часа
Во многих случаях цикл диагностики и устранения неисправностей можно завершить в рамках одного и того же периода технического обслуживания.
Технические характеристики
| Параметр | Значение |
|---|---|
| Диапазон измерения вибрации | 0.2–80 mm/s RMS |
| Диапазон частот | 5-1000 Гц |
| Диапазон скоростей | 250–90,000 rpm |
| Точность фазы | ±1° |
| Точность амплитуды | ±5 % |
| Каналы | 2 (одновременное измерение) |
| Масса | 4 кг (полный комплект в чехле) |
Преимущества по сравнению с традиционными методами
| Параметр | Традиционный (магазинный) метод | Балансировка на месте (Balanset-1A) |
|---|---|---|
| Общее время | 3–7 дней | 2–4 часа |
| Требуется разборка | Да | Нет |
| Типичная стоимость одного заказа | 5 000–15 000 евро | 500–1 500 евро |
| Варианты фактического монтажа | Нет | Да |
| Достижимая точность | G2.5-G6.3 | G2.5-G6.3 |
Пошаговая процедура балансировки
Успех в балансировке на 80 % зависит от подготовки. Следуйте этому проверенному алгоритму:
Подготовка
- Очистите ротор от грязи, ржавчины и прилипших частиц — загрязнения приводят к искажению результатов
- Проверьте подшипники (люфт, шум, нагрев) — балансировка не способна устранить дефекты подшипников
- Убедитесь в надежности крепления фундамента и проверьте защитные ограждения
- Для молотковых дробилок: проверьте свободное движение молотка и соответствие веса
Установка датчиков
- Установите датчики вибрации на корпусах подшипников перпендикулярно оси вращения (на расстоянии не более 25 см от подшипника)
- Подключите к входам X1 и X2
- Установите лазерный тахометр так, чтобы луч попадал на светоотражающую ленту на роторе
- Подключите к входу X3 и проверьте стабильность показаний оборотов

Начальное измерение
- Запуск программы: F7 — Балансировка → F3 — Двухплоскостная балансировка
- Введите параметры ротора
- Нажмите клавишу F9 для измерения начальной вибрации
- Запишите амплитуду и фазу в обеих точках измерения
Пробные запуски
- Остановите машину и установите пробный груз в плоскости 1 (масса должна изменить амплитуду или фазу на 20–30 %)
- Запустить и измерить
- Переместите груз на плоскость 2 и повторите измерение
- Программа рассчитывает коэффициенты влияния


Установка корректирующего груза
- Программа отображает корректирующую массу и угол для обеих плоскостей на полярной диаграмме
- Установите постоянные утяжелители (сваркой, болтами, зажимами)
- Если установка под точным углом невозможна, воспользуйтесь функцией «Распределение веса»

Проверка
- Измерить остаточную вибрацию
- Цель: Zone A или B по ISO 10816-3 (например, <2.8 mm/s для средней машины на жестких опорах)
- Сохранить коэффициенты влияния (F8) для последующей настройки без пробных запусков
- Создать отчет (F9)
Экономическое обоснование и окупаемость инвестиций
Инвестиции в переносное балансировочное оборудование окупаются в течение 3–4 месяцев при интенсивном использовании.
| Пункт | Значение |
|---|---|
| Стоимость оборудования Balanset-1A | €1,735–1,975 |
| Услуги по балансировке от одного подрядчика | €1,500 |
| Типичная годовая частота балансировки | 4 раза в год |
| Экономия при заключении годового договора на обслуживание | €6,000 |
| Экономия за счет увеличения срока службы подшипников | 10 000–30 000 евро в год |
| Экономия за счет сокращения простоев | 50 000–150 000 евро в год |
| Общая годовая экономия | 66 000–186 000 евро |
| Срок окупаемости | 3–4 месяца |
Физика срока службы подшипников
Срок службы подшипника L₁₀ обратно пропорционален кубу нагрузки (P): L₁₀ = (C/P)³. Снижение вибрационной нагрузки на 50 % увеличивает расчетный срок службы подшипника в 8 раз. Для узлов, подвергающихся значительным нагрузкам, таких как валы молотковых дробилок или шейки валов вальцовых мельниц, это означает, что срок службы измеряется годами, а не месяцами.
Устранение типичных неполадок
Проблема: Нестабильные или «колеблющиеся» показания
Возможные причины: механический люфт, изношенные подшипники, работа вблизи резонансной частоты, нестабильная скорость, накопление материала.
Решение: Затяните болты крепления основания, проверьте подшипники на наличие люфта, убедитесь в прочности крепления, обеспечьте постоянную частоту вращения во время измерения, тщательно очистите ротор.
Проблема: Не удается обеспечить требуемый допуск
Возможные причины: наличие других дефектов (несоосность, погнутый вал, повреждение подшипников), нелинейное поведение системы, резонанс.
Решение: Проведите испытание на выбег для выявления резонансов, выполните комплексную диагностику и устраните выявленные неисправности, прежде чем повторить балансировку.
Проблема: Молотковая дробилка — заклинивание молотков на штифтах
Причина: коррозия или пыль, мешающие свободному ходу молотка.
Решение: Перед балансировкой очистите и смажьте все штифты молотков. Убедитесь в свободном ходе каждого молотка. Замените заклинившиеся штифты.
Проблема: Ударная дробилка — скопление материала
Причина: прилипание влажного или липкого материала к внутренним поверхностям камер ротора (зарегистрированный случай: 15 кг глины привели к увеличению амплитуды вибрации с 4 до 12 мм/с).
Решение: Перед балансировкой тщательно очистите внутреннюю поверхность ротора. Рассмотрите возможность нанесения антиадгезионного покрытия на камеры ротора.
Часто задаваемые вопросы
Как часто следует проводить балансировку дробилки?
Для ударных и молотковых дробилок: каждые 500–1000 часов работы или после замены изнашиваемых деталей. Для щековых и конусных дробилок: каждые 3–6 месяцев или при усилении вибрации. Непрерывный мониторинг вибрации позволяет составлять график технического обслуживания с учетом состояния оборудования.
Может ли балансировку выполнять собственный персонал?
Да. С помощью Balanset-1A и краткого обучения (обычно одного дня) технические специалисты по техническому обслуживанию, не имеющие опыта в области балансировки, достигают профессиональных результатов. Программное обеспечение шаг за шагом сопровождает пользователей на протяжении всей процедуры.
Какой класс качества баланса требуется?
Большинство дробилок и мельниц: G6.3 согласно ISO 1940-1. Высокоскоростное оборудование (молотковые дробилки с частотой вращения свыше 1500 об/мин, пульверизаторы): G2.5. Шпиндели прецизионного шлифования: G1.0 или лучше.
Устраняет ли балансировка все вибрации?
Нет. Балансировка устраняет вибрацию, вызванную исключительно асимметрией массы. Вибрация, вызванная несоосностью, дефектами подшипников, люфтом, резонансом, проблемами с зацеплением зубчатых колес или аэродинамическими силами, требует принятия отдельных мер по устранению. Комплексный анализ вибрации позволяет выявить первопричины.
Почему необходима двухплоскостная балансировка?
Удлиненные роторы (L/D больше примерно 0.5) и роторы со значительным парным откликом развивают как статический, так и парный (моментный) дисбаланс. Одноплоскостная балансировка не может устранить парный дисбаланс, который создает качательное движение, повреждающее подшипники. Двухплоскостная динамическая балансировка — единственное полное решение.
Можно ли повторно использовать сохраненные коэффициенты влияния?
Да, при одинаковой конфигурации ротора. После первоначальной калибровки для последующей балансировки (например, после замены ударной планки или молотка) требуется лишь один цикл измерений. Эта особенность значительно сокращает время балансировки при плановом техническом обслуживании.
Каков целевой уровень вибрации после балансировки?
ISO 10816-3 (теперь ISO 20816-3) определяет зоны A–D с границами, зависящими от группы машин и типа опор. Например, граница Zone B/C составляет 2.8 mm/s для средних машин (15–300 kW) на жестких опорах и 4.5 mm/s для крупных машин (>300 kW) на жестких опорах. Цель: Zone A или B для непрерывной эксплуатации.
Начните экономить на ремонте уже сегодня
Приобретите Balanset-1A, обучите свою команду и внедрите систему профилактического технического обслуживания. Профессиональная техническая поддержка доступна через WhatsApp.
Практические результаты: подтвержденные примеры из практики
- Устройство для измельчения сахарного тростника (24 т/ч, 747 об/мин): Уровень вибрации снижен с 3,2 до 0,47 мм/с — улучшение в 6,8 раза
- Дробилка в Испании: Начальная вибрация >100 мм/с (критический уровень), после балансировки 16–18 мм/с — станок работает «как новый»
- Промышленная дробилка: Вибрация от 21,5 до 1,51 мм/с — улучшение в 14 раз
- Вентилятор, установленный на крыше (температура окружающей среды -6 °C): С 6,8 до <1,8 мм/с
- Вентиляция торгового центра: Снижение шума на 5–7 дБ, экономия энергии, увеличение срока службы
Заключение
Подводя итог, можно сказать, что независимо от того, идет ли речь о щековых, конусных, ударных или молотковых дробилках, либо о других вращающихся механизмах, таких как мельницы, измельчители, смесители и дробилки, поддержание баланса оборудования имеет решающее значение. Это обеспечивает более плавную работу, продлевает срок службы компонентов, способствует экономии энергии и повышает безопасность условий труда. Традиционные статические методы, такие как балансировка «на ножах», имеют свои ограничения — они не позволяют устранить определенные виды дисбаланса, которые проявляются только во время работы машины. К счастью, современные инструменты для динамической балансировки предлагают решение этой проблемы.
Портативный балансировочный прибор «Balanset-1A» является ярким примером прогресса в этой области. Он позволяет проводить двухплоскостную балансировку профессионального уровня непосредственно на производственной площадке, что дает возможность ремонтным бригадам быстро устранять дисбаланс в роторах дробилок и во многих других системах. Благодаря использованию интеллектуального программного обеспечения и датчиков процесс балансировки становится точным и надежным, что позволяет устранять даже сложные дисбалансы. В результате оборудование работает так плавно, как и задумывалось, без разрушительного воздействия вибрации.
Для широкого спектра отраслей — от горнодобывающей промышленности и карьеров (дробилки и мельницы) до обрабатывающей промышленности и сельского хозяйства (вентиляторы, измельчители, смесители) — инвестиции в надлежащее балансировочное оборудование, такое как Balanset-1A, могут стать решающим фактором. Оно защищает ваше оборудование «изнутри», предотвращая повреждения до того, как они возникнут. На практике это означает меньшее количество поломок, снижение затрат на техническое обслуживание и более надежное производство.
С практической точки зрения технического обслуживания прибор «Балансет-1А» занимает полезную нишу между дорогостоящим лабораторным оборудованием и услугами сторонних подрядчиков: он позволяет проводить балансировку на месте, непосредственно в подшипниках машины, при реальной рабочей скорости и нагрузке. Это важно, поскольку лабораторная балансировка на идеальных опорах не может в полной мере отразить конкретные условия установки на месте эксплуатации. Кроме того, сохраненные коэффициенты влияния позволяют за один проход повторно выполнить балансировку после замены ударника или молотка — без использования пробных грузов.
Для большинства дробильных и мельничных установок типичным целевым показателем является класс качества балансировки G6.3 согласно ISO 1940, что соответствует уровню вибрации ниже 4,5 мм/с согласно ISO 10816. Достижение этого уровня с помощью Balanset-1A является вполне реальной и воспроизводимой задачей для квалифицированного персонала после минимального обучения, при условии, что оборудование находится в исправном механическом состоянии, а показатели измерений стабильны.
0 Comments