ველის დინამიური დაბალანსება
ნაწილი I: დინამიური დაბალანსების თეორიული და მარეგულირებელი საფუძვლები
ველის დინამიური დაბალანსება ვიბრაციის რეგულირების ტექნოლოგიაში ერთ-ერთი მთავარი ოპერაციაა, რომელიც მიზნად ისახავს სამრეწველო აღჭურვილობის მომსახურების ვადის გახანგრძლივებას და საგანგებო სიტუაციების თავიდან აცილებას. ისეთი პორტატული ინსტრუმენტების გამოყენება, როგორიცაა Balanset-1A, საშუალებას იძლევა, ეს ოპერაციები შესრულდეს უშუალოდ საოპერაციო ობიექტზე, რაც მინიმუმამდე ამცირებს დემონტაჟთან დაკავშირებულ შეფერხებებს და ხარჯებს. თუმცა, წარმატებული დაბალანსება მოითხოვს არა მხოლოდ ინსტრუმენტთან მუშაობის უნარს, არამედ ვიბრაციის საფუძვლად მყოფი ფიზიკური პროცესების ღრმა გაგებას, ასევე სამუშაოს ხარისხის მარეგულირებელი მარეგულირებელი ჩარჩოს ცოდნას.
მეთოდოლოგიის პრინციპი ეფუძნება საცდელი წონების დაყენებას და დისბალანსის გავლენის კოეფიციენტების გამოთვლას. მარტივად რომ ვთქვათ, ინსტრუმენტი ზომავს მბრუნავი როტორის ვიბრაციას (ამპლიტუდა და ფაზა), რის შემდეგაც მომხმარებელი თანმიმდევრულად ამატებს მცირე საცდელ წონებს კონკრეტულ სიბრტყეებში, რათა „დააკალიბროს“ დამატებითი მასის გავლენა ვიბრაციაზე. ვიბრაციის ამპლიტუდისა და ფაზის ცვლილებების საფუძველზე, ინსტრუმენტი ავტომატურად ითვლის მაკორექტირებელი წონების საჭირო მასას და დამონტაჟების კუთხეს დისბალანსის აღმოსაფხვრელად.
ეს მიდგომა ახორციელებს ე.წ. სამჯერადი მეთოდი ორსიბრტყიანი ბალანსირებისთვის: საწყისი გაზომვა და ორი გაშვება საცდელი წონებით (თითო თითოეულ სიბრტყეში). ერთსიბრტყიანი ბალანსირებისთვის, როგორც წესი, საკმარისია ორი გაშვება - წონის გარეშე და ერთი საცდელი წონით. თანამედროვე ინსტრუმენტებში ყველა საჭირო გამოთვლა ავტომატურად სრულდება, რაც მნიშვნელოვნად ამარტივებს პროცესს და ამცირებს ოპერატორის კვალიფიკაციის მოთხოვნებს.
ნაწილი 1.1: დისბალანსის ფიზიკა: სიღრმისეული ანალიზი
მბრუნავ მოწყობილობაში ნებისმიერი ვიბრაციის საფუძველი დისბალანსი ანუ დისბალანსი დევს. დისბალანსი არის მდგომარეობა, როდესაც როტორის მასა არათანაბრად არის განაწილებული მისი ბრუნვის ღერძთან მიმართებაში. ეს არათანაბარი განაწილება იწვევს ცენტრიდანული ძალების წარმოქმნას, რაც თავის მხრივ იწვევს საყრდენების და მთელი მანქანის სტრუქტურის ვიბრაციას. უყურადღებო დისბალანსის შედეგები შეიძლება კატასტროფული იყოს: საკისრების ნაადრევი ცვეთიდან და განადგურებიდან დაწყებული, საძირკვლისა და თავად მანქანის დაზიანებით დამთავრებული. დისბალანსის ეფექტური დიაგნოსტიკისა და აღმოფხვრისთვის აუცილებელია მისი ტიპების მკაფიოდ გარჩევა.
დისბალანსის სახეები

სტატიკური დისბალანსი (ერთსიბრტყე): ამ ტიპის დისბალანსი ხასიათდება როტორის მასის ცენტრის ბრუნვის ღერძის პარალელურად გადაადგილებით. სტატიკურ მდგომარეობაში, ასეთი როტორი, რომელიც დამონტაჟებულია ჰორიზონტალურ პრიზმებზე, ყოველთვის ბრუნავს მძიმე მხარით ქვემოთ. სტატიკური დისბალანსი დომინანტურია თხელი, დისკის ფორმის როტორებისთვის, სადაც სიგრძისა და დიამეტრის თანაფარდობა (L/D) 0.25-ზე ნაკლებია, მაგალითად, სახეხი ბორბლები ან ვიწრო ვენტილატორიანი იმპულსები. სტატიკური დისბალანსის აღმოფხვრა შესაძლებელია ერთი მაკორექტირებელი წონის დაყენებით ერთ მაკორექტირებელ სიბრტყეში, დიამეტრალურად მძიმე წერტილის საპირისპიროდ.
წყვილის (მომენტის) დისბალანსი: ეს ტიპი მაშინ ხდება, როდესაც როტორის ინერციის მთავარი ღერძი კვეთს ბრუნვის ღერძს მასის ცენტრში, მაგრამ არ არის მისი პარალელური. წყვილის დისბალანსი შეიძლება წარმოდგენილი იყოს, როგორც ორი თანაბარი სიდიდით, მაგრამ საპირისპიროდ მიმართული დაუბალანსებელი მასა, რომლებიც განლაგებულია სხვადასხვა სიბრტყეში. სტატიკურ მდგომარეობაში ასეთი როტორი წონასწორობაშია და დისბალანსი ვლინდება მხოლოდ ბრუნვის დროს „რხევის“ ან „მერყეობის“ სახით. მის კომპენსაციისთვის საჭიროა მინიმუმ ორი მაკორექტირებელი წონის დამონტაჟება ორ სხვადასხვა სიბრტყეში, რაც ქმნის კომპენსატორულ მომენტს.

დინამიური დისბალანსი: ეს რეალურ პირობებში დისბალანსის ყველაზე გავრცელებული ტიპია, რომელიც წარმოადგენს სტატიკური და წყვილური დისბალანსების კომბინაციას. ამ შემთხვევაში, როტორის ინერციის მთავარი ცენტრალური ღერძი არ ემთხვევა ბრუნვის ღერძს და არ კვეთს მას მასის ცენტრში. დინამიური დისბალანსის აღმოსაფხვრელად აუცილებელია მასის კორექცია მინიმუმ ორ სიბრტყეში. ორარხიანი ინსტრუმენტები, როგორიცაა Balanset-1A, სპეციალურად ამ პრობლემის გადასაჭრელად არის შექმნილი.
კვაზისტატიკური დისბალანსი: ეს დინამიური დისბალანსის განსაკუთრებული შემთხვევაა, როდესაც ინერციის მთავარი ღერძი კვეთს ბრუნვის ღერძს, მაგრამ არა როტორის მასის ცენტრში. ეს დახვეწილი, მაგრამ მნიშვნელოვანი განსხვავებაა როტორული სისტემების რთული დიაგნოსტიკისთვის.
ხისტი და მოქნილი როტორები: კრიტიკული განსხვავება
ბალანსირების ერთ-ერთი ფუნდამენტური კონცეფციაა ხისტი და მოქნილი როტორების განსხვავება. ეს განსხვავება განსაზღვრავს წარმატებული ბალანსირების შესაძლებლობას და მეთოდოლოგიას.
ხისტი როტორი: როტორი ხისტად ითვლება, თუ მისი სამუშაო ბრუნვის სიხშირე მნიშვნელოვნად დაბალია მის პირველ კრიტიკულ სიხშირეზე და ცენტრიდანული ძალების მოქმედების ქვეშ ის არ განიცდის მნიშვნელოვან ელასტიურ დეფორმაციებს (გადახრებს). ასეთი როტორის დაბალანსება, როგორც წესი, წარმატებით ხორციელდება ორ კორექციის სიბრტყეში. Balanset-1A ინსტრუმენტები ძირითადად განკუთვნილია ხისტ როტორებთან სამუშაოდ.
მოქნილი როტორი: როტორი მოქნილად ითვლება, თუ ის ბრუნვის სიხშირეზე მუშაობს, რომელიც მის ერთ-ერთ კრიტიკულ სიხშირესთან ახლოს ან მასზე მეტია. ამ შემთხვევაში, ელასტიური ლილვის გადახრა მასის გადაადგილების ცენტრთან შედარებადი ხდება და თავად მნიშვნელოვან წვლილს შეიტანს საერთო ვიბრაციაში.
ხისტი როტორების მეთოდოლოგიის გამოყენებით (ორ სიბრტყეში) მოქნილი როტორის დაბალანსების მცდელობა ხშირად წარუმატებლობამდე მიგვიყვანს. მაკორექტირებელი წონების დაყენებამ შეიძლება კომპენსირება გაუწიოს ვიბრაციას დაბალი, სუბრეზონანსული სიჩქარით, მაგრამ სამუშაო სიჩქარის მიღწევისას, როდესაც როტორი იხრება, იმავე წონებმა შეიძლება გაზარდონ ვიბრაცია მოხრის ვიბრაციის ერთ-ერთი რეჟიმის გააქტიურებით. ეს არის ერთ-ერთი მთავარი მიზეზი, რის გამოც დაბალანსება "არ მუშაობს", მიუხედავად იმისა, რომ ინსტრუმენტთან ყველა მოქმედება სწორად სრულდება.
სამუშაოს დაწყებამდე უაღრესად მნიშვნელოვანია როტორის კლასიფიკაცია მისი სამუშაო სიჩქარის ცნობილ (ან გამოთვლილ) კრიტიკულ სიხშირეებთან კორელაციით. თუ რეზონანსის გვერდის ავლა შეუძლებელია, რეკომენდებულია ბალანსირების დროს დროებით შეცვალოთ ბლოკის მონტაჟის პირობები რეზონანსის გადასატანად.
ნაწილი 1.2: მარეგულირებელი ჩარჩო: ISO სტანდარტები
დაბალანსების სფეროში სტანდარტები რამდენიმე ძირითად ფუნქციას ასრულებენ: ისინი ადგენენ ერთიან ტექნიკურ ტერმინოლოგიას, განსაზღვრავენ ხარისხის მოთხოვნებს და, რაც მთავარია, ტექნიკურ აუცილებლობასა და ეკონომიკურ მიზანშეწონილობას შორის კომპრომისის საფუძველს წარმოადგენენ.
ISO 1940-1-2007 (ISO 1940-1): ხარისხის მოთხოვნები მყარი როტორების დაბალანსებისთვის
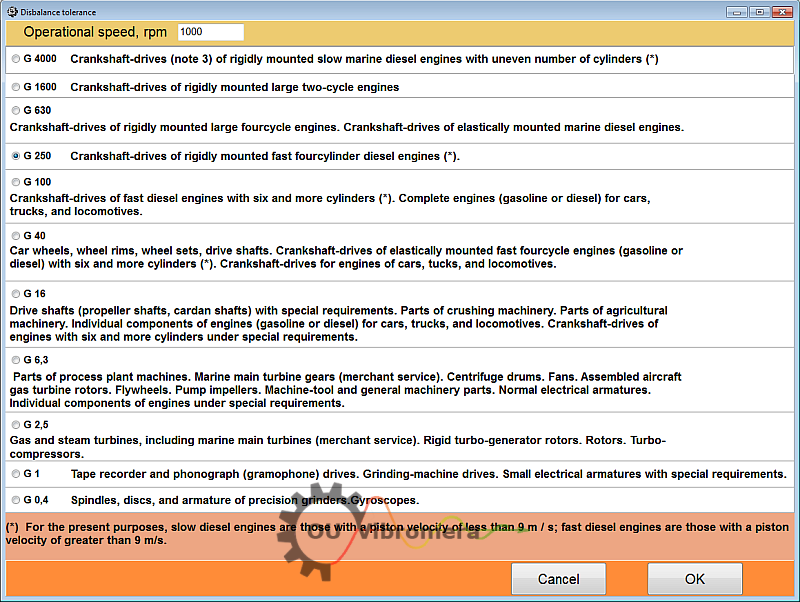
ეს სტანდარტი წარმოადგენს დასაშვები ნარჩენი დისბალანსის განსაზღვრის ფუნდამენტურ დოკუმენტს. იგი წარმოგვიდგენს ბალანსირების ხარისხის კლასის (G) კონცეფციას, რომელიც დამოკიდებულია მანქანის ტიპსა და მის სამუშაო ბრუნვის სიხშირეზე.
ხარისხის კლასი G: აღჭურვილობის თითოეული ტიპი შეესაბამება კონკრეტული ხარისხის კლასს, რომელიც მუდმივი რჩება ბრუნვის სიჩქარის მიუხედავად. მაგალითად, სამსხვრევებისთვის რეკომენდებულია G6.3 კლასი, ხოლო ელექტროძრავის არმატურებისა და ტურბინებისთვის - G2.5.
დასაშვები ნარჩენი დისბალანსის გაანგარიშება (Uთითო): სტანდარტი იძლევა დასაშვები დისბალანსის კონკრეტული მნიშვნელობის გამოთვლის საშუალებას, რომელიც დაბალანსების დროს სამიზნე ინდიკატორად გამოიყენება. გაანგარიშება ორ ეტაპად ხორციელდება:
- დასაშვები სპეციფიკური დისბალანსის განსაზღვრა (ე.თითო) ფორმულის გამოყენებით:
e თითო = (G × 9549) / n
სადაც G არის დაბალანსების ხარისხის კლასი (მაგ., 2.5), n არის ოპერაციული ბრუნვის სიხშირე, rpm. e-ს გაზომვის ერთეულითითო არის გ·მმ/კგ ან μm. - დასაშვები ნარჩენი დისბალანსის განსაზღვრა (Uთითო) მთელი როტორისთვის:
U თითო = e თითო × M
სადაც M არის როტორის მასა, კგ. U-ს გაზომვის ერთეულითითო არის გ·მმ.
მაგალითი: 5 კგ მასის ელექტროძრავის როტორისთვის, რომელიც მუშაობს 3000 ბრ/წთ-ზე და აქვს G2.5 ხარისხის კლასი:
ეთითო = (2.5 × 9549) / 3000 ≈ 7.96 მკმ
Uთითო = 7.96 × 5 = 39.8 გ·მმ
ეს ნიშნავს, რომ დაბალანსების შემდეგ, ნარჩენი დისბალანსი არ უნდა აღემატებოდეს 39.8 გ·მმ-ს.
ISO 20806-2007 (ISO 20806): ბალანსირება ადგილზე
ეს სტანდარტი პირდაპირ არეგულირებს ველის დაბალანსების პროცესს.
უპირატესობები: ადგილზე დაბალანსების მთავარი უპირატესობა ის არის, რომ როტორი დაბალანსებულია რეალურ სამუშაო პირობებში, მის საყრდენებზე და სამუშაო დატვირთვის ქვეშ. ეს ავტომატურად ითვალისწინებს საყრდენი სისტემის დინამიურ თვისებებს და ლილვის შემაერთებელი კომპონენტების გავლენას.
ნაკლოვანებები და შეზღუდვები:
- შეზღუდული წვდომა: ხშირად აწყობილ მანქანაზე კორექციის სიბრტყეებზე წვდომა რთულია, რაც ზღუდავს წონის დამონტაჟების შესაძლებლობებს.
- საცდელი ცდების საჭიროება: დაბალანსების პროცესი მოითხოვს მანქანის რამდენიმე "გაშვება-გაჩერების" ციკლს.
- სირთულე მძიმე დისბალანსით: ძალიან დიდი საწყისი დისბალანსის შემთხვევაში, სიბრტყის შერჩევისა და კორექტირების წონის მასის შეზღუდვებმა შეიძლება არ მისცეს საშუალება მიაღწიოს საჭირო დაბალანსების ხარისხს.
ნაწილი II: Balanset-1A ინსტრუმენტებით ბალანსირების პრაქტიკული სახელმძღვანელო
დაბალანსების წარმატება დამოკიდებულია 80%-ის მიხედვით მოსამზადებელი სამუშაოების სიზუსტეზე. უმეტესი წარუმატებლობა დაკავშირებულია არა ინსტრუმენტის გაუმართაობასთან, არამედ გაზომვის განმეორებადობაზე მოქმედი ფაქტორების იგნორირებასთან. მომზადების მთავარი პრინციპია ვიბრაციის ყველა სხვა შესაძლო წყაროს გამორიცხვა, რათა ინსტრუმენტმა გაზომოს მხოლოდ დისბალანსის ეფექტი.
ნაწილი 2.1: წარმატების საფუძველი: წინასწარი ბალანსირების დიაგნოსტიკა და დანადგარის მომზადება
ნაბიჯი 1: ვიბრაციის პირველადი დიაგნოსტიკა (ნამდვილად დისბალანსია?)
დაბალანსებამდე სასარგებლოა ვიბრომეტრის რეჟიმში ვიბრაციის წინასწარი გაზომვის ჩატარება. Balanset-1A პროგრამულ უზრუნველყოფას აქვს "ვიბრაციის მრიცხველის" რეჟიმი (F5 ღილაკი), სადაც შეგიძლიათ გაზომოთ საერთო ვიბრაცია და ცალკე კომპონენტი ბრუნვის სიხშირით (1×) ნებისმიერი წონის დაყენებამდე.
კლასიკური დისბალანსის ნიშანი: ვიბრაციის სპექტრში დომინანტური უნდა იყოს როტორის ბრუნვის სიხშირის პიკი (პიკი 1x RPM სიხშირეზე). ამ კომპონენტის ამპლიტუდა ჰორიზონტალური და ვერტიკალური მიმართულებით შედარებადი უნდა იყოს, ხოლო სხვა ჰარმონიკების ამპლიტუდები მნიშვნელოვნად დაბალი უნდა იყოს.
სხვა დეფექტების ნიშნები: თუ სპექტრი შეიცავს მნიშვნელოვან პიკებს სხვა სიხშირეებზე (მაგ., 2x, 3x RPM) ან არამრავლობით სიხშირეებზე, ეს მიუთითებს სხვა პრობლემების არსებობაზე, რომლებიც უნდა აღმოიფხვრას დაბალანსებამდე.
ნაბიჯი 2: ყოვლისმომცველი მექანიკური შემოწმება (საკონტროლო სია)
- როტორი: საფუძვლიანად გაწმინდეთ როტორის ყველა ზედაპირი ჭუჭყისგან, ჟანგისგან და მიკრული პროდუქტებისგან. დიდი რადიუსის გასწვრივ მცირე რაოდენობით ჭუჭყიც კი მნიშვნელოვან დისბალანსს ქმნის. შეამოწმეთ, ხომ არ არის გატეხილი ან დაკარგული ელემენტები.
- საკისრები: შეამოწმეთ საკისრების შეკრებები ზედმეტი თამაშის, ზედმეტი ხმაურისა და გადახურების გამო. გაცვეთილი საკისრები არ იძლევა სტაბილური მაჩვენებლების მიღების საშუალებას.
- საძირკველი და ჩარჩო: დარწმუნდით, რომ აგრეგატი დამონტაჟებულია მყარ საძირკველზე. შეამოწმეთ სამაგრი ჭანჭიკების დაჭიმულობა და ჩარჩოში ბზარების არარსებობა.
- დრაივი: ღვედის ამძრავების შემთხვევაში, შეამოწმეთ ღვედის დაჭიმულობა და მდგომარეობა. შეერთების შეერთებების შემთხვევაში - ლილვის გასწორება.
- Safety: დარწმუნდით, რომ ყველა დამცავი დამცავი მოწყობილობა ხელმისაწყოფია და გამართულად მუშაობს.
ნაწილი 2.2: ინსტრუმენტის დაყენება და კონფიგურაცია
აპარატურის ინსტალაცია
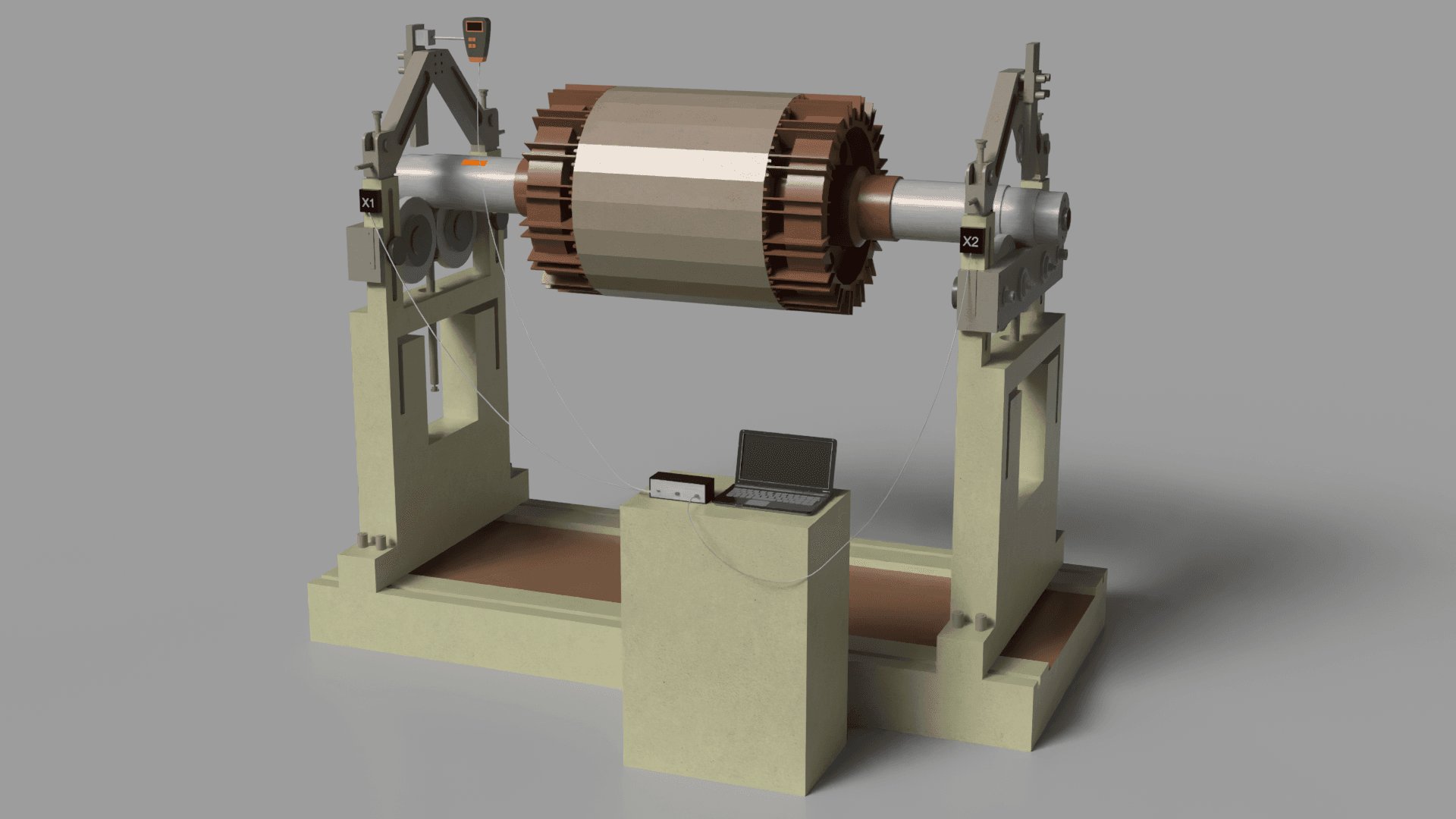
ვიბრაციის სენსორები (აქსელერომეტრები):
- შეაერთეთ სენსორის კაბელები შესაბამის ინსტრუმენტის კონექტორებთან (მაგ., X1 და X2 Balanset-1A-სთვის).
- დაამონტაჟეთ სენსორები საკისრების კორპუსებზე როტორთან რაც შეიძლება ახლოს.
- ძირითადი პრაქტიკა: მაქსიმალური სიგნალის მისაღებად, სენსორები უნდა დამონტაჟდეს იმ მიმართულებით, სადაც ვიბრაცია მაქსიმალურია. მყარი კონტაქტის უზრუნველსაყოფად გამოიყენეთ მძლავრი მაგნიტური ბაზა ან ხრახნიანი სამაგრი.
ფაზის სენსორი (ლაზერული ტაქომეტრი):
- შეაერთეთ სენსორი სპეციალურ შეყვანასთან (X3 Balanset-1A-სთვის).
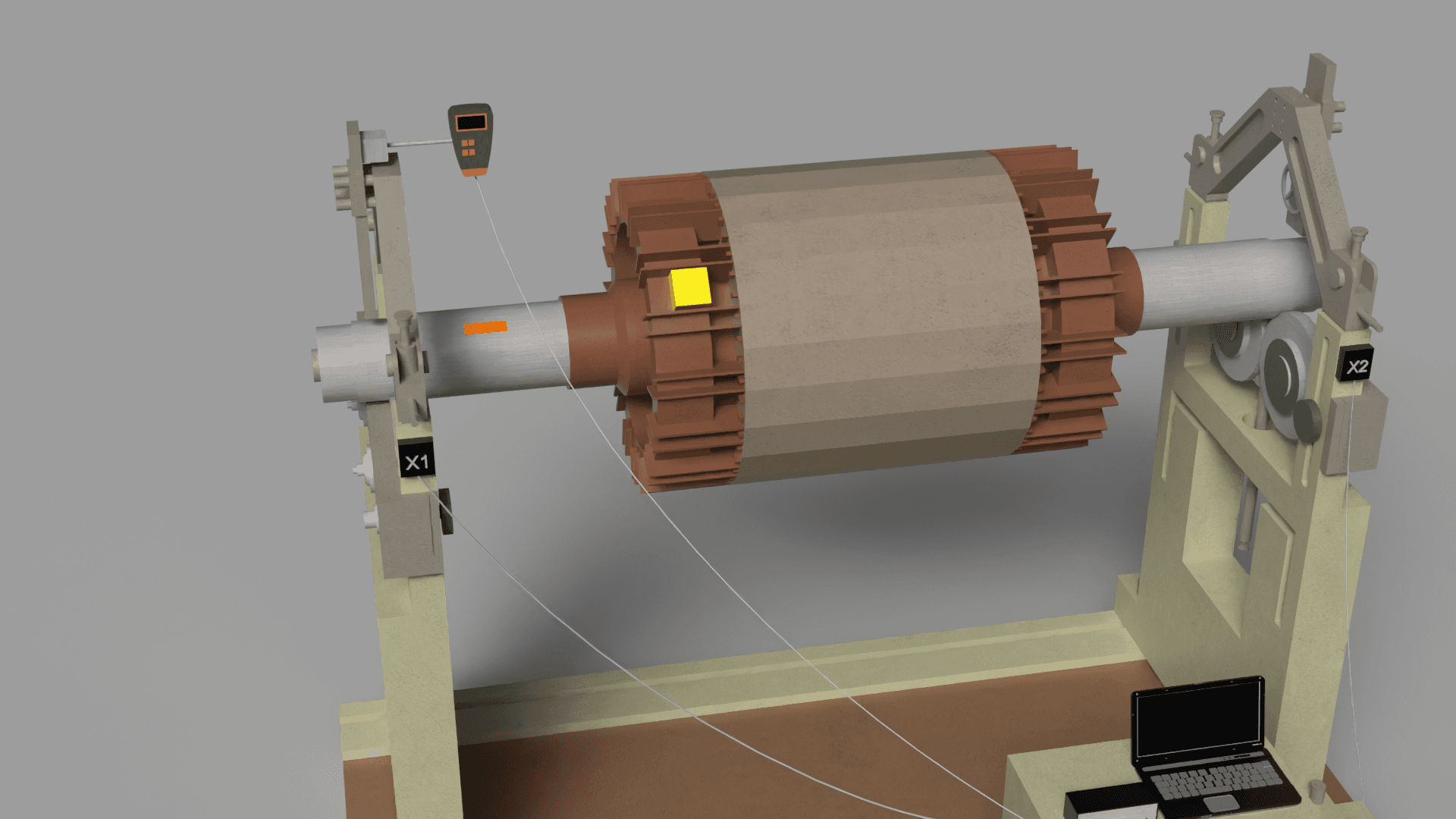
- როტორის ლილვზე ან სხვა მბრუნავ ნაწილზე მიამაგრეთ ამრეკლავი ლენტის პატარა ნაჭერი.
- დააინსტალირეთ ტაქომეტრი ისე, რომ ლაზერული სხივი სტაბილურად მოხვდეს ნიშნულზე მთელი ბრუნვის განმავლობაში.
პროგრამული უზრუნველყოფის კონფიგურაცია (Balanset-1A)
- გაუშვით პროგრამა (ადმინისტრატორის სახელით) და შეაერთეთ USB ინტერფეისის მოდული.
- გადადით ბალანსირების მოდულზე. შექმენით ახალი ჩანაწერი დაბალანსებული ერთეულისთვის.
- აირჩიეთ დაბალანსების ტიპი: 1-სიბრტყე (სტატიკური) ვიწრო როტორებისთვის ან 2-სიბრტყე (დინამიური) სხვა შემთხვევების უმეტესობისთვის.
- განსაზღვრეთ კორექტირების სიბრტყეები: როტორზე აირჩიეთ ადგილები, სადაც კორექტირების წონის უსაფრთხოდ დამონტაჟებაა შესაძლებელი.
ნაწილი 2.3: დაბალანსების პროცედურა: ეტაპობრივი სახელმძღვანელო
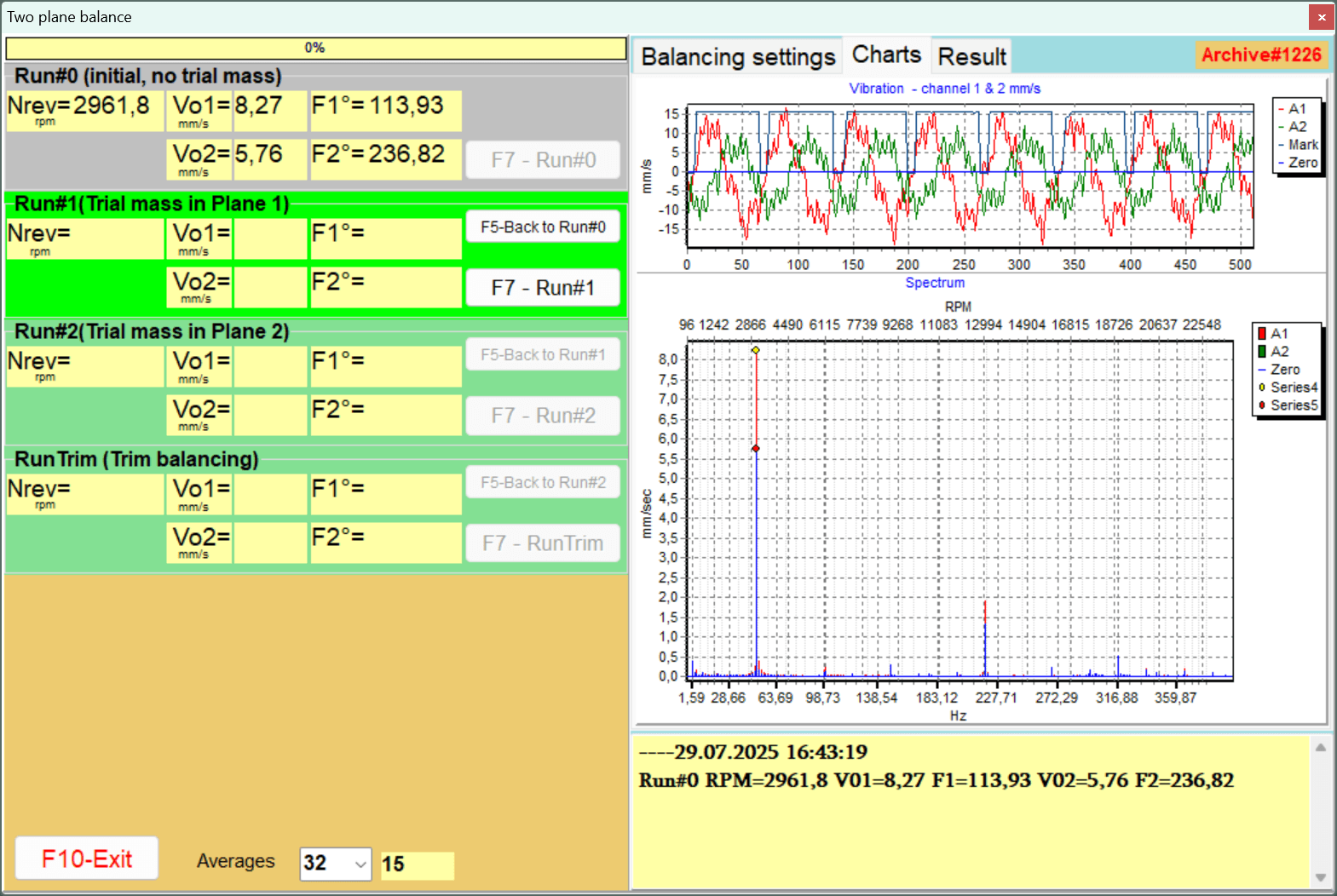
გაშვება 0: საწყისი გაზომვა
- ჩართეთ მანქანა და მიიყვანეთ ის სტაბილურ სამუშაო სიჩქარეზე. უაღრესად მნიშვნელოვანია, რომ ბრუნვის სიჩქარე ყველა შემდგომ გაშვებაში ერთნაირი იყოს.
- პროგრამაში დაიწყეთ გაზომვა. ინსტრუმენტი ჩაიწერს ვიბრაციის საწყის ამპლიტუდასა და ფაზას.
გარბენი 1: საცდელი წონა სიბრტყეში 1
- გააჩერეთ მანქანა.
- საცდელი წონის შერჩევა: საცდელი წონის მასა საკმარისი უნდა იყოს ვიბრაციის პარამეტრების შესამჩნევი ცვლილების გამოსაწვევად (ამპლიტუდის ცვლილება მინიმუმ 20-30% ან ფაზის ცვლილება მინიმუმ 20-30 გრადუსით).
- საცდელი წონის მონტაჟი: საიმედოდ მიამაგრეთ აწონილი საცდელი წონა ცნობილ რადიუსზე სიბრტყეში 1. ჩაიწერეთ კუთხური პოზიცია.
- ჩართეთ მანქანა იმავე სტაბილური სიჩქარით.
- შეასრულეთ მეორე გაზომვა.
- Stop the machine and ამოიღეთ საცდელი წონა.
გაშვება 2: საცდელი წონა სიბრტყე 2-ში (2 სიბრტყის დაბალანსებისთვის)
- ზუსტად გაიმეორეთ პროცედურა მე-2 ნაბიჯიდან, მაგრამ დააინსტალირეთ საცდელი წონა მე-2 სიბრტყეში.
- დაწყება, გაზომვა, გაჩერება და ამოიღეთ საცდელი წონა.
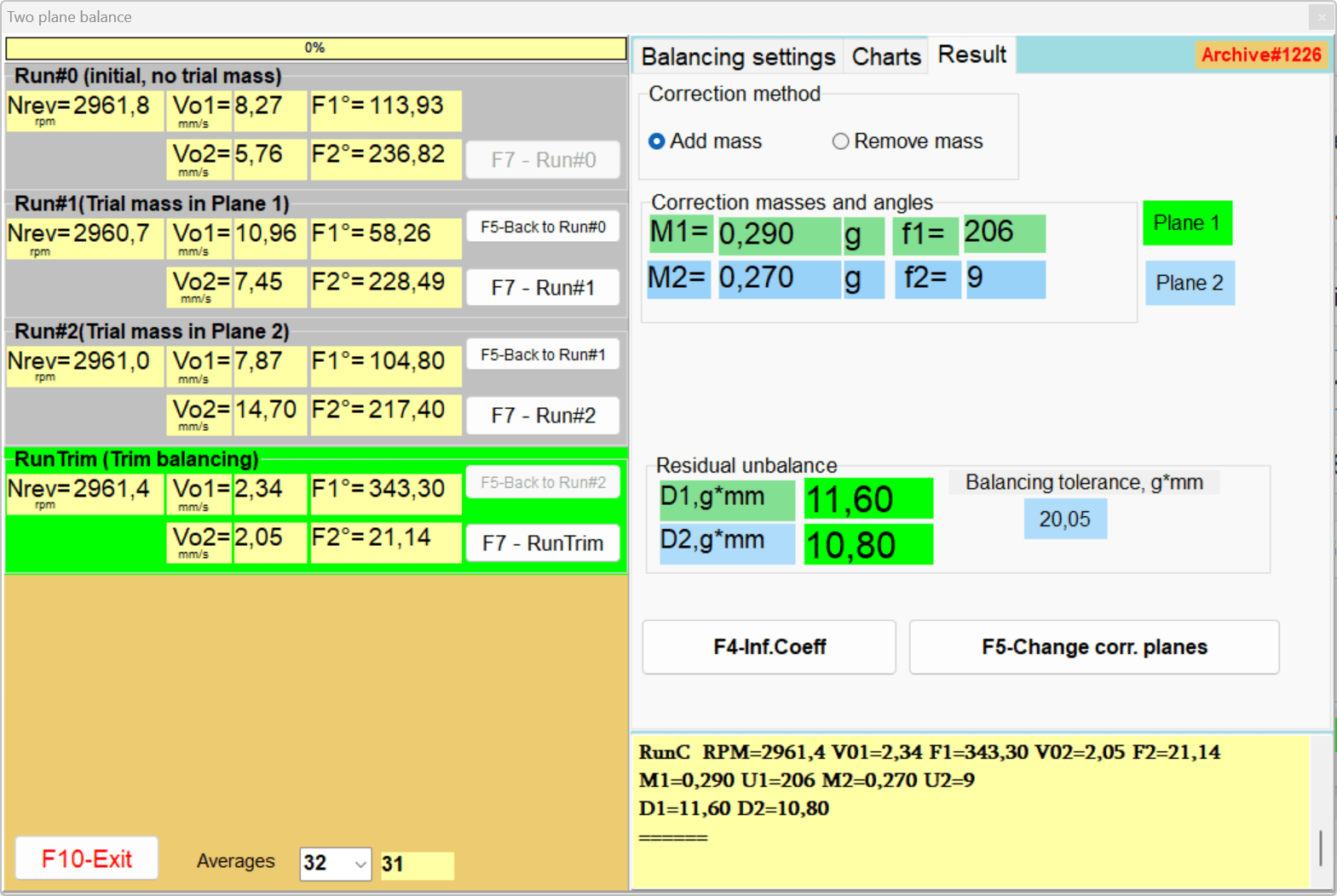
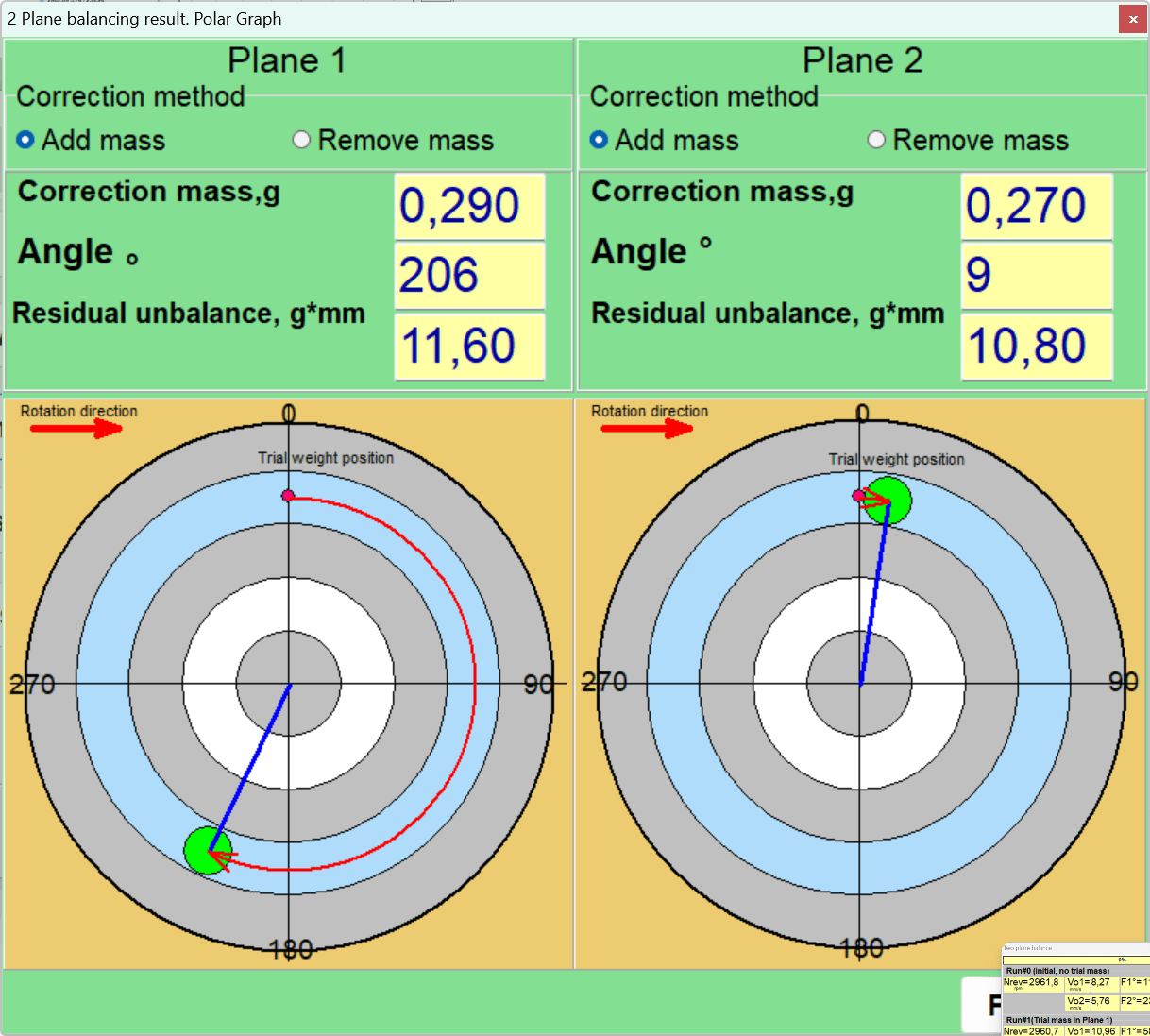
მაკორექტირებელი წონის გაანგარიშება და მონტაჟი
- საცდელი გაშვების დროს დაფიქსირებული ვექტორული ცვლილებების საფუძველზე, პროგრამა ავტომატურად გამოთვლის თითოეული სიბრტყისთვის კორექტირების წონის მასას და დახრილობის კუთხეს.
- ინსტალაციის კუთხე, როგორც წესი, იზომება საცდელი წონის ადგილიდან როტორის ბრუნვის მიმართულებით.
- საიმედოდ მიამაგრეთ მუდმივი მაკორექტირებელი წონა. შედუღების გამოყენებისას გახსოვდეთ, რომ თავად შედუღებასაც აქვს მასა.
მესამე ეტაპი: გაზომვის შემოწმება და ზუსტი დაბალანსება
- ხელახლა ჩართეთ მანქანა.
- ნარჩენი ვიბრაციის დონის შესაფასებლად, ჩაატარეთ საკონტროლო გაზომვა.
- მიღებული მნიშვნელობა შეადარეთ ISO 1940-1-ის მიხედვით გამოთვლილ ტოლერანტობას.
- თუ ვიბრაცია კვლავ აღემატება დასაშვებ ნორმას, ინსტრუმენტი გამოთვლის მცირე "წვრილ" (მორთვის) კორექტირებას.
- დასრულების შემდეგ, შეინახეთ ანგარიში და გავლენის კოეფიციენტები შესაძლო მომავალი გამოყენებისთვის.
ნაწილი III: პრობლემების გადაჭრის გაფართოებული მეთოდები და პრობლემების მოგვარება
ეს განყოფილება ეძღვნება ველის დაბალანსების ყველაზე რთულ ასპექტებს - სიტუაციებს, როდესაც სტანდარტული პროცედურა შედეგს არ იძლევა.
უსაფრთხოების ზომები
შემთხვევითი ჩართვის პრევენცია (დაბლოკვა/ნიშნის გამორთვა): სამუშაოს დაწყებამდე გამორთეთ და გამორთეთ როტორის ამძრავი. გამაფრთხილებელი ნიშნები ეკიდა სასტარტო მოწყობილობებზე, რათა შემთხვევით არავინ ჩართოს მანქანა.
პირადი დამცავი აღჭურვილობა: სავალდებულოა დამცავი სათვალის ან სახის დამცავი ფარის ტარება. ტანსაცმელი უნდა იყოს მჭიდროდ მორგებული, თავისუფალი კიდეების გარეშე. გრძელი თმა თავსაფრის ქვეშ უნდა შეიფაროთ.
სახიფათო ზონა დანადგარის გარშემო: შეზღუდეთ არაავტორიზებული პირების წვდომა დაბალანსების ზონაში. სატესტო გაშვების დროს, აგრეგატის გარშემო დამონტაჟებულია ბარიერები ან გამაფრთხილებელი ლენტები. საშიშროების ზონის რადიუსი მინიმუმ 3-5 მეტრია.
საიმედო წონის დამაგრება: საცდელი ან მუდმივი მაკორექტირებელი წონის მიმაგრებისას განსაკუთრებული ყურადღება მიაქციეთ მათ ფიქსაციას. გამოტყორცნილი წონა სახიფათო ჭურვად იქცევა.
ელექტრო უსაფრთხოება: დაიცავით ელექტროუსაფრთხოების ზოგადი ზომები - გამოიყენეთ ვარგისი დამიწებული როზეტი, არ გაატაროთ კაბელები სველ ან ცხელ ადგილებში.
ნაწილი 3.1: გაზომვის არასტაბილურობის დიაგნოზი და დაძლევა
სიმპტომი: იდენტურ პირობებში განმეორებითი გაზომვების დროს, ამპლიტუდის და/ან ფაზის ჩვენებები მნიშვნელოვნად იცვლება („ტივტივი“, „ნახტომი“). ეს კორექტირების გამოთვლას შეუძლებელს ხდის.
ძირეული მიზეზი: ინსტრუმენტი არ ფუნქციონირებს გაუმართავად. ის ზუსტად იუწყება, რომ სისტემის ვიბრაციული რეაქცია არასტაბილური და არაპროგნოზირებადია.
სისტემატური დიაგნოსტიკური ალგორითმი:
- მექანიკური სისუსტე: ეს ყველაზე ხშირი მიზეზია. შეამოწმეთ საკისრის კორპუსის სამონტაჟო ჭანჭიკების, ჩარჩოს სამაგრი ჭანჭიკების დაჭიმულობა. შეამოწმეთ ბზარები საძირკველში ან ჩარჩოში.
- საკისრების დეფექტები: მოძრავი საკისრების ზედმეტი შიდა კლირენსი ან საკისრის გარსის ცვეთა ლილვს საყრდენის შიგნით ქაოტურად გადაადგილების საშუალებას აძლევს.
- პროცესთან დაკავშირებული არასტაბილურობა:
- აეროდინამიკა (ვენტილატორები): ტურბულენტური ჰაერის ნაკადი, ნაკადის გამოყოფა პირებიდან შეიძლება გამოიწვიოს შემთხვევითი ძალის ეფექტები.
- ჰიდრავლიკური (ტუმბოები): კავიტაცია ქმნის ძლიერ, შემთხვევით ჰიდრავლიკურ დარტყმებს, რომლებიც ნიღბავს პერიოდულ სიგნალს დისბალანსისგან.
- შიდა მასობრივი მოძრაობა (სამსხვრევები, წისქვილები): მასალას შეუძლია როტორის შიგნით გადანაწილება, რაც "მოძრავი დისბალანსის" როლს ასრულებს.
- რეზონანსი: თუ მუშაობის სიჩქარე ძალიან ახლოსაა სტრუქტურის ბუნებრივ სიხშირესთან, სიჩქარის მცირედი ვარიაციებიც კი იწვევს ვიბრაციის ამპლიტუდასა და ფაზაში უზარმაზარ ცვლილებებს.
- თერმული ეფექტები: როდესაც მანქანა თბება, თერმული გაფართოება შეიძლება გამოიწვიოს ლილვის მოხრა ან გასწორების ცვლილებები.
ნაწილი 3.2: როდესაც დაბალანსება არ გვეხმარება: ფესვის დეფექტების იდენტიფიცირება
სიმპტომი: დაბალანსების პროცედურა შესრულებულია, ჩვენებები სტაბილურია, მაგრამ საბოლოო ვიბრაცია მაღალი რჩება.
სპექტრის ანალიზატორის გამოყენება დიფერენციალური დიაგნოზისთვის:
- ლილვის არასწორი განლაგება: მთავარი ნიშანი - მაღალი ვიბრაციის პიკი 2x RPM სიხშირეზე. დამახასიათებელია მაღალი ღერძული ვიბრაცია.
- მოძრავი საკისრების დეფექტები: ვლინდება მაღალი სიხშირის ვიბრაციის სახით დამახასიათებელ "მზიდავ" სიხშირეებზე (BPFO, BPFI, BSF, FTF).
- ლილვის თაღი: ვლინდება მაღალი პიკით 1x RTP-ზე, მაგრამ ხშირად თან ახლავს შესამჩნევი კომპონენტი 2x RTP-ზე.
- ელექტრო პრობლემები (ელექტროძრავები): მაგნიტური ველის ასიმეტრიამ შეიძლება გამოიწვიოს ვიბრაცია კვების სიხშირის ორჯერ მეტზე (100 ჰც 50 ჰც ქსელისთვის).
ბალანსირების ხშირი შეცდომები და პრევენციის რჩევები
- გაუმართავი ან დაბინძურებული როტორის დაბალანსება: ბალანსირებამდე ყოველთვის შეამოწმეთ მექანიზმის მდგომარეობა.
- საცდელი წონა ძალიან მცირეა: მიზნად დაისახეთ 20-30% ვიბრაციის ცვლილების წესი.
- რეჟიმის მუდმივობის შეუსრულებლობა: ყველა გაზომვის დროს ყოველთვის შეინარჩუნეთ სტაბილური და იდენტური ბრუნვის სიჩქარე.
- ფაზისა და ნიშნის შეცდომები: ყურადღებით აკონტროლეთ კუთხის განსაზღვრა. კორექტირების წონის კუთხე, როგორც წესი, იზომება საცდელი წონის პოზიციიდან ბრუნვის მიმართულებით.
- წონის არასწორი მიმაგრება ან დაკარგვა: მკაცრად დაიცავით მეთოდოლოგია - თუ ეს მოითხოვს საცდელი წონის მოხსნას, ამოიღეთ იგი.
ხარისხის სტანდარტების დაბალანსება
| ხარისხის კლასი G | დასაშვები სპეციფიკური დისბალანსი eთითო (მმ/წმ) | როტორის ტიპები (მაგალითები) |
|---|---|---|
| G4000 | 4000 | ნელი საზღვაო დიზელის ძრავების მყარად დამონტაჟებული ლილვაკები |
| G16 | 16 | დიდი ორტაქტიანი ძრავების ამწე ლილვები |
| G6.3 | 6.3 | ტუმბოს როტორები, ვენტილატორის იმპულსები, ელექტროძრავის არმატურები, დამსხვრევის როტორები |
| G2.5 | 2.5 | გაზისა და ორთქლის ტურბინების როტორები, ტურბოკომპრესორები, ჩარხების ამძრავები |
| G1 | 1 | სახეხი მანქანის ამძრავები, შპინდელები |
| G0.4 | 0.4 | ზუსტი სახეხი მანქანის შპინდელები, გიროსკოპი |
| დეფექტის ტიპი | დომინანტური სპექტრის სიხშირე | ფაზის მახასიათებელი | სხვა სიმპტომები |
|---|---|---|---|
| დისბალანსი | 1x ბრ/წთ | სტაბილური | რადიალური ვიბრაცია ჭარბობს |
| ლილვის არასწორი განლაგება | 1x, 2x, 3x ბრუნი წუთში | შესაძლოა არასტაბილური იყოს | მაღალი ღერძული ვიბრაცია - გასაღების ნიშანი |
| მექანიკური ფხვიერება | 1x, 2x და მრავალჯერადი ჰარმონიკები | არასტაბილური, „ხტომა“ | ვიზუალურად შესამჩნევი მოძრაობა |
| მოძრავი საკისრის დეფექტი | მაღალი სიხშირეები (BPFO, BPFI და ა.შ.) | არ არის სინქრონიზებული RPM-თან | ზედმეტი ხმაური, მომატებული ტემპერატურა |
| რეზონანსი | ოპერაციული სიჩქარე ემთხვევა ბუნებრივ სიხშირეს | ფაზის ცვლილება 180°-ით რეზონანსში გავლისას | ვიბრაციის ამპლიტუდა მკვეთრად იზრდება კონკრეტული სიჩქარით |
ნაწილი IV: ხშირად დასმული კითხვები და განაცხადის შენიშვნები
ნაწილი 4.1: ხშირად დასმული კითხვები (FAQ)
როდის გამოვიყენოთ 1-სიბრტყეიანი და როდის 2-სიბრტყიანი დაბალანსება?
ვიწრო, დისკის ფორმის როტორებისთვის გამოიყენეთ 1 სიბრტყის (სტატიკური) დაბალანსება (L/D თანაფარდობა < 0.25). პრაქტიკულად ყველა სხვა როტორისთვის, განსაკუთრებით L/D >-სთვის, გამოიყენეთ 2-სიბრტყიანი (დინამიური) დაბალანსება. 0.25.
რა უნდა გავაკეთოთ, თუ საცდელი წონა ვიბრაციის სახიფათო ზრდას იწვევს?
დაუყოვნებლივ გააჩერეთ მანქანა. ეს ნიშნავს, რომ საცდელი წონა დამონტაჟებული იყო არსებულ მძიმე წერტილთან ახლოს. გამოსავალი: გადაწიეთ საცდელი წონა თავდაპირველი პოზიციიდან 180 გრადუსით.
შეიძლება თუ არა შენახული გავლენის კოეფიციენტების გამოყენება სხვა მანქანისთვის?
კი, მაგრამ მხოლოდ იმ შემთხვევაში, თუ სხვა მანქანა აბსოლუტურად იდენტურია - იგივე მოდელი, იგივე როტორი, იგივე საძირკველი, იგივე საკისრები. სტრუქტურული სიმტკიცის ნებისმიერი ცვლილება მათ ბათილად აქცევს.
როგორ აღვრიცხოთ საკვანძო ღილაკები? (ISO 8821)
სტანდარტული პრაქტიკაა შემაერთებელი ნაწილის გარეშე დაბალანსებისას ლილვის საკვანძო არხში "ნახევრადგასაღები"-ს გამოყენება. ეს კომპენსირებას უკეთებს საკვანძის იმ ნაწილის მასას, რომელიც ლილვზე ღარს ავსებს.
| სიმპტომი | სავარაუდო მიზეზები | რეკომენდებული მოქმედებები |
|---|---|---|
| არასტაბილური/„მცურავი“ მაჩვენებლები | მექანიკური ფხვიერება, საკისრების ცვეთა, რეზონანსი, პროცესის არასტაბილურობა, გარე ვიბრაცია | გამკაცრეთ ყველა ჭანჭიკიანი შეერთება, შეამოწმეთ საკისრების თამაში, ჩაატარეთ უკუქცევის ტესტი, სტაბილიზაცია გაუკეთეთ სამუშაო რეჟიმს. |
| რამდენიმე ციკლის შემდეგ ტოლერანტობის მიღწევა შეუძლებელია | არასწორი გავლენის კოეფიციენტები, როტორი მოქნილია, ფარული დეფექტის არსებობა (არასწორი განლაგება) | გაიმეორეთ საცდელი გაშვება სწორად შერჩეული წონით, შეამოწმეთ, მოქნილია თუ არა როტორი, გამოიყენეთ FFT სხვა დეფექტების მოსაძებნად. |
| დაბალანსების შემდეგ ვიბრაცია ნორმალურია, მაგრამ სწრაფად უბრუნდება | კორექტირებადი წონის გამოდევნა, პროდუქტის დაგროვება როტორზე, თერმული დეფორმაციები | გამოიყენეთ უფრო საიმედო წონის მიმაგრება (შედუღება), დანერგეთ როტორის რეგულარული გაწმენდის გრაფიკი |
ნაწილი 4.2: კონკრეტული ტიპის აღჭურვილობის დაბალანსების სახელმძღვანელო
სამრეწველო ვენტილატორები და კვამლის გამწოვი მოწყობილობები:
- პრობლემა: ყველაზე მეტად მიდრეკილია დისბალანსისკენ პირებზე პროდუქტის დაგროვების ან აბრაზიული ცვეთის გამო.
- Procedure: სამუშაოს დაწყებამდე ყოველთვის საფუძვლიანად გაწმინდეთ იმპულერი. ყურადღება მიაქციეთ აეროდინამიკურ ძალებს, რომლებმაც შეიძლება არასტაბილურობა გამოიწვიონ.
ტუმბოები:
- პრობლემა: მთავარი მტერი - კავიტაცია.
- Procedure: დაბალანსებამდე, დარწმუნდით, რომ შესასვლელთან საკმარისი კავიტაციის ზღვარია (NPSHa). შეამოწმეთ, რომ შემწოვი მილი არ არის გაჭედილი.
სამტვრევი, საფქვავი და მულჩერები:
- პრობლემა: ძლიერი ცვეთა, ჩაქუჩის გატეხვის ან ცვეთის გამო დისბალანსის დიდი ცვლილებების შესაძლებლობა.
- Procedure: შეამოწმეთ სამუშაო ელემენტების მთლიანობა და მიმაგრება. შესაძლოა საჭირო გახდეს დანადგარის ჩარჩოს დამატებითი დამაგრება.
ელექტროძრავის არმატურები:
- პრობლემა: შეიძლება ჰქონდეს როგორც მექანიკური, ასევე ელექტრო ვიბრაციის წყაროები.
- Procedure: სპექტრის ანალიზატორის გამოყენებით შეამოწმეთ ვიბრაცია კვების სიხშირეზე ორჯერ მეტზე. მისი არსებობა მიუთითებს ელექტრო გაუმართაობაზე და არა დისბალანსზე.
Conclusion
როტორების დინამიური დაბალანსება ადგილზე პორტატული ინსტრუმენტების, როგორიცაა Balanset-1A, გამოყენებით წარმოადგენს ძლიერ ინსტრუმენტს სამრეწველო აღჭურვილობის მუშაობის საიმედოობისა და ეფექტურობის გასაზრდელად. თუმცა, ამ პროცედურის წარმატება დამოკიდებულია არა იმდენად თავად ინსტრუმენტზე, რამდენადაც სპეციალისტის კვალიფიკაციასა და სისტემატური მიდგომის გამოყენების უნარზე.
ძირითადი პრინციპები:
- მომზადება განსაზღვრავს შედეგს: წარმატებული დაბალანსების აუცილებელი პირობებია როტორის საფუძვლიანი გაწმენდა, საკისრებისა და საძირკვლის მდგომარეობის შემოწმება და ვიბრაციის წინასწარი დიაგნოსტიკა.
- სტანდარტების დაცვა ხარისხის საფუძველია: ISO 1940-1-ის გამოყენება სუბიექტურ შეფასებას ობიექტურ, გაზომვად და იურიდიულად მნიშვნელოვან შედეგად გარდაქმნის.
- ინსტრუმენტი არა მხოლოდ ბალანსირების საშუალებაა, არამედ დიაგნოსტიკური საშუალებაც: წონასწორობის შენარჩუნების შეუძლებლობა ან კითხვის არასტაბილურობა მნიშვნელოვანი დიაგნოსტიკური ნიშნებია, რომლებიც უფრო სერიოზულ პრობლემებზე მიუთითებს.
- პროცესის ფიზიკის გაგება არასტანდარტული ამოცანების გადაჭრის გასაღებია: ხისტ და მოქნილ როტორებს შორის განსხვავებების ცოდნა და რეზონანსული გავლენის გაგება სპეციალისტებს სწორი გადაწყვეტილებების მიღების საშუალებას აძლევს.
ამ სახელმძღვანელოში მოცემული რეკომენდაციების დაცვა ტექნიკურ სპეციალისტებს საშუალებას მისცემს არა მხოლოდ წარმატებით გაუმკლავდნენ ტიპურ ამოცანებს, არამედ ეფექტურად დაადგინონ და გადაჭრან მბრუნავი აღჭურვილობის ვიბრაციის რთული, არატრივიალური პრობლემები.
