진동계 이해하기







A 진동계 — 흔히 진동계나 진동 펜이라고도 불리는 — 이 기기는 전반적인 상태를 빠르게 측정하는 데 사용되는 간편한 휴대용 전자 기기입니다. 진동 기계의 상태를 진단하는 도구입니다. 이 도구는 전문적인 교육 없이도 기계의 상태에 대해 신속하게 판단해야 하는 유지보수 담당자, 운영자 및 정비사가 쉽게 사용할 수 있도록 설계된 선별 도구입니다. 진동 분석 요구. 만약 진동 분석기 답변 “무슨 문제가 있고, 상황이 얼마나 심각한가요?”, 진동계는 더 단순하지만 여전히 중요한 질문에 답을 해줍니다 “여기 무슨 문제가 있는 건가요?”
1. 정의: 진동계란 무엇인가요?
정교한 분석기와 달리, 진동계는 일반적으로 주파수를 표시하지 않습니다 스펙트럼. 대신 전체 진동 신호를 미리 정의된 주파수 대역 내의 총 진동 에너지를 나타내는 단일 수치로 환원합니다. 이 단일 수치—일반적으로 전체 RMS 속도 mm/s 단위 — 이는 기계가 지난번 이후로 변경되었는지 여부를 작업자에게 알리기에는 충분하지만, 왜. 진단 정보의 세부 사항을 희생하고 속도와 간편성을 선택한 것이 바로 이 기기의 핵심입니다.
2. 진동계의 작동 원리
진동계는 센서, 신호 처리 전자 장치 및 디스플레이를 하나의 소형 본체에 통합한 장치입니다. 측정 경로는 짧고 모든 구성 요소가 내장되어 있습니다:
- 작업자는 진동계 끝부분을 베어링 하우징이나 기타 지정된 측정 지점에 대고 누릅니다.
- 내부 가속도계 진동을 감지하여 전기 신호로 변환합니다.
- 특정 대역의 신호를 걸러내는 전자 필터 — 일반적으로 10 Hz ~ 1,000 Hz, 일반적인 기계 상태 평가를 위해 ISO 표준에서 권장하는 범위입니다.
- 필터링된 신호는 단일 종합 진폭으로 처리되는데, 대개 속도의 RMS 값으로 처리됩니다. 이는 이 대역에서 속도의 RMS 값이 기계가 받는 손상 에너지와 높은 상관관계를 보이기 때문입니다.
- 디스플레이에는 그 RMS 속도 값 하나, 예를 들어 4.5 mm/s가 표시됩니다.
많은 진동계에는 다음과 같은 표준의 진동 강도 차트를 바탕으로 한 간단한 신호등 표시(녹색, 노란색, 빨간색)가 포함되어 있습니다. ISO 20816-1 (오랫동안 널리 사용되어 온 ISO 10816의 최신 개정판으로, ISO 10816 자체는 폐지된 ISO 2372를 대체한 표준입니다). 이를 통해 기계 상태에 대해 “양호”, “만족”, “불합격”이라는 즉각적인 판정을 내릴 수 있습니다. 각 색상에 해당하는 기준치는 기계 등급 및 장착 방식에 따라 다르며, 당사의 ISO 10816 / 20816 진동 심각도 기준, 그리고 다음을 사용하여 단위를 변환할 수 있습니다. 진동 단위 변환기.
3. 진동계 모드의 Balanset-1A
바이브로메라의 발란셋-1A 는 듀얼 채널 PC 기반 시스템으로, 다음과 같은 역할을 수행할 수 있습니다. 가상 진동계 (진동 측정기 모드)에서 외부 진동 센서와 Windows용 소프트웨어를 사용합니다. 이 모드에서는 프로그램이 측정된 값을 노트북 화면에 주기적으로 표시하며, 추가로 다음을 표시할 수 있습니다. 시간 파형 그리고 스펙트럼 — 단일 수치 펜보다 한 단계 발전된 기능을 제공하면서도 선별 워크플로를 간편하게 유지합니다.
진동계 모드에서 사용되는 하드웨어:
- 진동 센서 2개(가속도계)를 USB 인터페이스 장치의 입력 X1 및 X2에 연결합니다.
- 광전식 위상각 센서 (레이저 타코미터) 입력 X3에 연결 — 전체 RMS 진동값만 필요한 경우 선택 사항입니다.
- A 반사 마크 위상/RPM 센서를 위해 로터 표면에 부착됩니다.
- Balanset-1A 소프트웨어가 설치된 Windows 노트북 또는 PC.
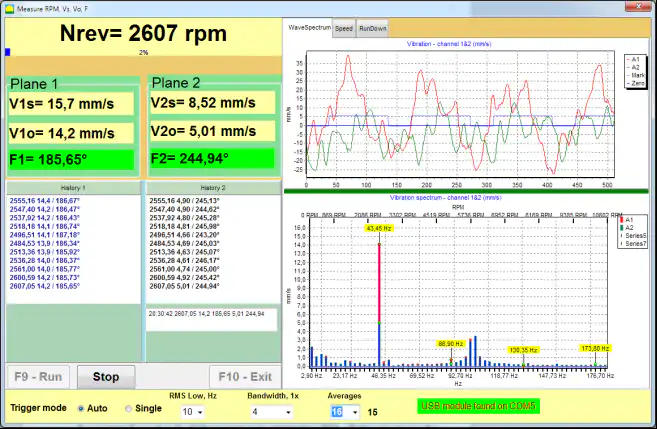
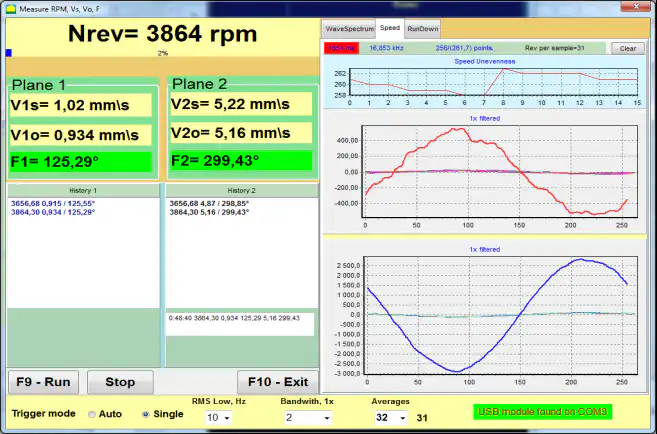
진동계 모드에서 소프트웨어에 표시되는 내용:
- 전체 진동 속도(RMS) 각 채널에 대해 V1s, V2s.
- 1× 진동 (RMS) 각 채널에 대해 V1o, V2o.
- 1× 진동의 위상 를 입력합니다: F1, F2(위상 센서 사용 시).
- 로터 속도: N rev.
측정이 시작되는 방법(소프트웨어 워크플로):
- 기계에 진동 센서를 설치하고 USB 인터페이스 유닛의 X1 및 X2에 연결합니다.
- RPM이 필요하시다면 단계, 위상각 센서를 X3에 연결하고 로터에 반사 마크를 부착하십시오.
- 기본 프로그램 창에서 한 채널(단일 평면) 또는 두 채널(두 평면)에서 진동 측정을 선택합니다.
- 클릭 “F5 – 진동계” 를 클릭하여 진동계 모드를 엽니다.
- 클릭 “F9 - 실행” 측정을 시작하면, 진동계 창에서 값이 주기적으로 업데이트됩니다.
위상각 센서가 분리된 경우에도 진동계 모드는 여전히 전체 RMS 진동값을 측정하는 데 사용할 수 있습니다. 전체 RMS 진동 (V1, V2)를 표시하지만, 이 프로그램에서는 RPM, 1× 성분 또는 위상은 표시하지 않습니다. 실제로 이 모드는 밸런싱 전 점검 단계에서도 사용되는데, 이는 주진동 성분이 실제로 1×인지 확인하기 위함입니다.운전 속도), 균형 잡기는 문제가 불균형 예를 들어, ~보다는 정렬 불량 또는 베어링 결함일 수 있습니다. 바로 이 지점이 단순한 진동계 측정값으로는 한계가 있고, 본격적인 분석이 시작되어야 하는 지점입니다.
소프트웨어 스크린샷(Balanset-1A 진동계 모드)

4. 유지보수 프로그램에서의 역할
진동계는 진동 측정을 시작하는 조직에게 훌륭한 입문용 장비입니다. 상태 모니터링 프로그램. 이 프로그램은 아무것도 하지 않는 것과 본격적인 활동에 전념하는 것 사이의 간극을 메워줍니다. 예측 유지 보수 시스템으로, 훨씬 적은 비용과 교육만으로 조기 경보 기능의 대부분을 제공합니다.
- 선별 도구: 수십 대의 기계를 신속하게 점검할 수 있습니다. 수치가 높거나 상승하는 기기가 발견되면, 해당 기기는 표시되어 숙련된 분석가가 적절한 분석 장비를 사용하여 상세히 조사하게 됩니다.
- 운영자 순찰: 운영 담당자들은 매일 또는 매주 순찰 시 진동계 측정값을 기록하도록 교육받을 수 있으며, 이를 통해 정기 점검 사이에도 발생할 수 있는 문제를 조기에 파악할 수 있습니다.
- 확인: 수리 전후의 측정 결과를 비교하면, 예를 들어 베어링 교체나 휠 얼라인먼트 작업 후 진동 수치가 실제로 감소했음을 확인함으로써 수리의 성공 여부를 확인할 수 있습니다.
그 진정한 힘은 다음을 통해 드러난다 트렌드: 단일 측정값만으로는 큰 의미가 없지만, 동일한 지점에서 연속적으로 측정한 값을 분석하면 상승 추세가 드러나며, 이를 통해 결함을 조기에 파악할 수 있어 수리 계획을 세울 충분한 시간을 확보할 수 있습니다. 각 측정값을 정상으로 확인된 기준값과 비교하여 기준선 단순한 숫자를 의미 있는 결정으로 바꿔줍니다.
5. 진동계 대 진동 분석기
이 두 도구는 서로 경쟁하는 것이 아니라 상호 보완적인 관계이며, 동일한 워크플로우 내에서 서로 다른 단계에 위치합니다.
| 측면 | 진동계(진동 측정기) | 진동 분석기 |
|---|---|---|
| 목적 | 간이 검사 및 전반적인 수준 점검 | 심층 진단 및 근본 원인 분석 |
| 산출 | 단일 종합 값 (예: RMS 속도) | 상세한 FFT 스펙트럼, 시간 파형, 위상 측정값 |
| 일반 사용자 | 유지보수 기술자, 운영자, 정비사 | 전문 진동 분석가 |
| 질문에 답변되었습니다 | “무슨 문제라도 있나요?” | “구체적으로 어떤 문제이며, 그 정도는 어느 정도인가요?” |
진동계는 간단하고 신속하다는 점에서 매우 유용하지만, 다음을 식별할 수는 없습니다. 원인 진동. 수치가 높다는 것은 단지 문제가 있다는 것을 의미할 뿐이며, 진동 분석기 - 및 FFT 스펙트럼, 위상 및 파형을 분석하여 해당 문제가 불균형, 정렬 불량, 베어링 문제인지 판단하기 위해 스폴, 느슨함, 또는 그 밖의 문제일 수 있습니다. 합리적인 전략은 진동계로 광범위하고 비용 효율적으로 선별 검사를 수행한 뒤, 선별 검사 결과 문제가 발견된 부분에만 정밀 분석을 적용하는 것입니다. Balanset-1A와 같은 장비가 바로 이 점에서 유용합니다. 이 장비는 진동계처럼 전반적인 진동 수준을 선별 검사하는 동시에, 결함이 발견되면 즉시 주파수 및 위상 측정, 그리고 단일 또는 2면 밸런싱 작업으로 바로 전환할 수 있기 때문입니다.