Балансирање дробилица: професионални водич за динамичку контролу вибрација
Прецизно динамичко балансирање је најефикаснији начин за спречавање катастрофалног квара лежаја и смањење трошкова индустријског одржавања. Уклањањем паразитских центрифугалних сила, балансирање дробилице Продужава век трајања опреме за 3–5 пута и смањује трошкове поправке за до 80%. Овај водич детаљно описује инжењерске принципе и теренске процедуре за балансирање дробилица, млинова и ротационих машина великог оптерећења уз помоћ вибрационог анализатора Balanset-1A.






Технички преглед и кључне поруке
На први поглед
- Обим: Индустријски балансирање дробилице (вилица, конус, удар, чекић), балансирање млина (кугла, ваљак, брушење), дробилице и високобрзински миксери.
- Кључни проблем: Статичке "ножничасте" провере пропуштају неуравнотеженост пара. Вртећи ротори генеришу периодичне силе на ротационој фреквенцији од 1×, које убрзавају замор материјала и опуштају структурне везне елементе.
- Техничко решење: Динамичко уравнотежење у два равнина на месту (уравнотежење у оригиналним лежајевима) коришћењем прорачуна коефицијената утицаја.
- Циљеви учинка: Постизање квалитета у равнотежи ISO 1940 G6.3 и смањење вибрација испод 4,5 мм/с (ISO 10816).

Уравнотежење дробилица: инжењерски утицај на поузданост и трошкове
Кључна чињеница
Неуравнотеженост од свега 100 г на ротору дробилице који се врти 1500 о/мин ствара центрифугалну силу еквивалентну приближно 50 ударцима чекића у секунди на лежајеве. Ова стална ударна сила брзо нарушава интегритет лежајева и може довести до катастрофалног отказа.
Важност правилног балансирања
Чак и мала неуравнотеженост може имати драматичне последице по тешке машине. На пример, само 100 грама неравнотеже на ротору дробилице може да генерише ударну силу еквивалентну 50 ударцима чекића у секунди на лежајеве. Ове константне ударне силе доводе до прекомерног хабања. Заправо, занемаривање баланса значи да лежајеви могу да трају само 5–10 хиљада сати и да трошкови одржавања могу да порасту (нпр. 1ТП4Т50–100 хиљада годишње за поправке). Насупрот томе, добро избалансирана машина може да продужи век трајања лежајева на 30–50 хиљада сати и смањи трошкове поправке за чак 50–80%. Смањене вибрације такође побољшавају енергетску ефикасност (5–15% мање потрошене енергије) и минимизују непланиране застоје. Једноставно речено, одржавање баланса ротора продужава век трајања опреме, штеди новац и помаже у спречавању несрећа.
Уравнотежење дробилица и млинова су обавезни поступци одржавања за тешку ротациону опрему. Динамичко оптерећење од неуравнотежености не зависи од укупне масе ротора, већ од неравнотежа (еквивалентна маса неуравнотежености и радијус). Корисна процена је F ≈ mu · r · ω², где ω = 2πn/60. При 1000 обртаја у минути (ω ≈ 10^5 рад/с), неуравнотеженост од 1 кг на радијусу од 1 м производи око 11 kN (~1,1 метричка тона-сила). “Неколико тона” периодичне силе захтевало би неколико kg·m неуравнотеже (нпр. 10 kg на 0,3 m ≈ 3 kg·m даје ~33 kN ≈ 3,3 метричке тоне-силе). Оптерећење је периодично на ротационој фреквенцији (1000 обртаја у минути ≈ 16,7 Hz), па последице могу прогресивно да се погоршавају:
- Почетна фаза: Повећани нивои буке и вибрација
- Међустадијум: Век трајања лежаја смањује се са 30.000–50.000 сати на 5.000–10.000 сати
- Напредни стадијум: Ослабљени причвршћивачи, пукотине од замор материјала у заваривањима, структурна оштећења
- Финална фаза: Катастрофални квар са ризицима по безбедност и продуженим застојем
Економски губици од рада небалансиране опреме износе 50.000–100.000 евра годишње само на поправке и резервне делове, плус 10–15 дана непланираног застоја и 5–15% вишка потрошње енергије.
Статичко наспрам динамичког балансирања: кључне разлике
Разумевање разлике између статичког и динамичког балансирања је од суштинског значаја за избор праве методе.
Статичко балансирање
Статичко балансирање Коригује померање центра масе у односу на осу ротације. Довољно је за роторе дисковног типа код којих пречник премаšuje ширину за 7–10 пута (L/D < 0,25) и за брзине испод 800 обртаја у минути. Статички небаланс се може открити без ротације — тежа страна се спусти надоле на ножевим ослонцима.
Динамичко балансирање
Динамичко балансирање Корегује и статички неравнотеж и неравнотеж момента. Обавезно је за све издужене роторе чија ширина прелази 30% пречника. Критична тачка: статички уравнотежен ротор може имати значајан динамички неравнотеж. Два неуравнотежена чекића на супротним крајевима ротора, удаљена 180°, стварају савијајући момент током ротације упркос испуњеном статичком балансу.
Зашто статичко балансирање “на ножевима” не успева
Традиционалан начин провере баланса је статичка “ножничана” метода – постављање ротора на шине са малим трењем у облику ножнича или на призматичне постоље како би се утврдило да ли га тешка тачка тера да се окреће. Статичко балансирање може исправити једноставну тешку тачку (статички небаланс) додавањем или уклањањем масе тако да се центар масе ротора поклопи са његовом осом. Међутим, ова метода не може открити нити отклонити динамички небаланс (момент).
При тренутном (или парном) неравнотежју, на супротним крајевима ротора, удаљеним 180°, налазе се једнако тешки тачки. У мировању ова два супротна тежишта се међусобно уравнотеже, па ротор можда неће котрљати на ножевитом ослонцу. У статичким условима делује уравнотежено. Али када се ротор заврти, те две масе стварају силе (центрифугалне силе) у супротним правцима на сваком крају, формирајући обртни момент који наводи ротор на жестоко клатење.

То је као да имате уравнотежену клатну која изненада почне да се извија када је у покрету. Ниједна колико год мала подешавања на статичком постољу неће решити овај проблем, јер се неуравнотеженост јавља тек при радној брзини.
Једноставно речено, балансирање “на ножевима” отклања само једноплоско тешке тачке и пропушта скривене двоплоске неравнотеже. Зато ротор може бити “статички балансиран”, а ипак вибрирати у раду. Да бисте отклонили динамичку неравнотежу, потребно је балансирати у најмање две равни (нпр. додавањем два корективна тежишта на различитим положајима дуж ротора) како бисте супротставили торзионе силе.
Ово захтева динамичке методе балансирања док се ротор врти (или податке добијене током вртње), што статички штанд не може да обезбеди.
Динамичка решења за балансирање
Динамичко уравнотежење подразумева мерење вибрација ротора током ротације и додавање масе како би се супротставило статичким и торзионим неравнотежама. Традиционално, то се могло урадити уклањањем ротора и постављањем на специјализовану машину за уравнотежење. У машини за уравнотежење ротор се врти, а инструменти одређују где треба поставити масе. Ово омогућава прецизно уравнотежење, али има недостатака: растављање машине, транспорт ротора у радионицу и дани застоја.
За разлику од тога, савремено поље-балансирање користи преносиву опрему за балансирање ротора у његовим лежајевима (in-situ). Техничар причвршћује сензоре за вибрације на кућиште машине и тахометар за мерење брзине ротације и фазе. Машина се покреће на нормалној брзини, а опрема (као што је Balanset-1A) мери колико и у ком правцу ротор вибрира. Извршавањем теста са пробном тежином, софтвер може израчунати тачну контратежину која је потребна и угао на којем треба да буде постављена. Ова метода коефицијента утицаја (често процес са три покретања уз пробне тежине) аутоматски израчунава решење за постизање равнотеже.
На крају се на ротору додају тегови (или се уклања материјал) како би се укинуле силе неравнотеже.
Динамички приступ решава и статички и динамички (парални) дисбаланс јер узима у обзир фазу вибрације у различитим тачкама. За разлику од “ножничастог” статичког метода, динамичко балансирање у две равни може исправити колебање које се јавља само при ротацији.
Динамичко балансирање на лицу места је нарочито корисно за велику опрему (нпр. велике роторе дробилица, вентилаторе или бубњеве млина) коју је непрактично превозити у радионицу. Оно минимизује време застоја јер машину не растављате у потпуности – често можете извршити балансирање на лицу места за неколико сати уместо да имате дане застоја.
Типови опреме: Преглед
Балансирање дробилица, балансирање млина и сродне процедуре примењују се на широк спектар индустријске опреме. Свака категорија има специфичне захтеве:
Уобичајене машине које захтевају уравнотежење
Многи типови индустријске опреме захтевају редовно балансирање. Неколико примера су:
Крушари: Блансирање машина као што су чељусне дробилице, конусне дробилице, ударне дробилице и чекићне дробилице је критично јер њихови тешки ротори или покретни делови могу изазвати велике вибрације ако су и мало небалансирани. На пример, ударне дробилице често захтевају редовно поновно блансирање због хабања балова за удар и ударних плоча.
Чекићни дробилице и друге дробилице камена могу захтевати уравнотежење сваки пут када се замене чекићи или плоче вилице, како би се осигурало да нови делови не изазову вибрације. Чак и велике масе инерције код виличnih дробилица морају остати уравнотежене да би се избегло резонантно тресење.
Млинови и млевења: Балансирање чекићних млинова, кугличних млинова, ваљкастих млинова и млинова за млевење је од виталног значаја за млинску опрему. Вртоглави ротори у чекићним млиновима и масивни ротирајући бубњеви у кугличним млиновима морају бити уравнотежени како би млевење било глатко, а лежајеви преоптерећени.
На пример, велика ротирајућа маса кугларне млине захтева пажљиво балансирање како би се спречио непотребан притисак на њена ослонца.
Ваљкасти млинови и други млинови за млевење слично захтевају уравнотеженост како би се избегло неравномерно хабање и вибрације.
Машине за смањење величине: Опрема као што су пулверизатори, дробилице, чиппере, гранулатори и пелетизери имају ротирајуће ножеве, сечива или ваљке. Правилно балансирање пулверизатора, дробилице, чиппера, гранулатора и пелетизера обезбеђује да ови резачи раде без прекомерног тресања. Ово је посебно важно јер се комади материјала или ножеви могу поломити или истрошити током рада, изненада избацујући ротор из равнотеже.
Редовно балансирање омогућава овим машинама да раде безбедно чак и у тешким условима.
Миксери и агитатори: Чак и опрема за мешање има користи од уравнотежења. Уравнотежење миксера, агитатора и мешалица односи се на ротирајуће импелере или лопатице у индустријским миксерима. Ако је вратило или импелер миксера и најмање неуравнотежено (на пример због прилепљених састојака или хабања), то може изазвати треперење целог миксера. Уравнотежење ових ротирајућих делова спречава вибрације које би могле утицати на квалитет производа и интегритет машине.
У свим овим случајевима циљ је исти: уравнотежен ротор се глатко врти без уношења штетних сила у своје лежајеве или конструкцију. Уравнотежење дробилице и млина посебно је важно у тешким индустријама, али се принцип простире на сву ротирајућу опрему – од огромних индустријских дробилица до малих лабораторијских миксера.
| Тип опреме | Типична брзина (обортаја у минути) | Баланс-степен (ISO 1940) | Примарни изазов |
|---|---|---|---|
| Челјусне дробилице | 250–350 | G6.3 | Ексцентрична осовина, балансирање маховитка |
| Конусни дробилице | 300–500 | G6.3 | Ексцентрично склопљење, хабање облоге |
| Импактни дробилице | 700–1500 | G6.3 | Абразија дувајуће шипке, накупљање материјала |
| Чекићарске млинове | 600–3600 | Г2.5–Г6.3 | Слободно љуљајући чекићи |
| Лоптасте млинове | 15–25 | G6.3 | Променљива расподела наплате |
| Пулверизатори | 500–750 | G2.5 | Ротор класификатора, вертикални вретено |
Речник
- Статичка неравнотежа: Центaр масе је померен од осе ротације (проблем у једној равни).
- Неутраженост пара (тренутка): Једнаки тешки делови на супротним крајевима ротора стварају тренутак нагињања; често захтева балансирање у две равни.
- 1× вибрација: вибрациони састојак при ротационој брзини (оборта/60), типично доминантан при неуравнотежености.
- Коефицијенти утицаја: параметри одзива система који се користе за израчунавање корекционих тежина из пробних покретања.
- Измештање на лицу места: балансирање ротора у својим лежајевима на уграђеном машини.
Техничке толеранције и спецификације перформанси
Постизање оптималне равнотеже захтева поштовање строгих толеранција специфичних за сваки тип опреме. Ове спецификације су критичне за планирање одржавања и проверу квалитета.
Утицај нагомилавања материјала: документован случај
Пример из стварног живота
Обрада влажне глине ударним дробилицом: 15 кг прилепљеног материјала повећало је вибрацију са 4,0 мм/с на 12,0 мм/с — троструко појачање. Чишћење ротора вратило је вибрацију на 4,2 мм/с пре корекције баланса. Ово показује критичну важност темељног чишћења пре било каквог поступка балансирања.
Критеријуми брзине за мешајућу опрему
Радна брзина у односу на критичну брзину одређује захтеве за балансирање и зоне безбедног рада:
- Миксери за тешке услове рада: Ради на критичној брзини 65%
- Стандардни индустријски миксери: Ради на критичној брзини 70%
- Агитатори са лопатицама/турбинама: 50–65% критична брзина
- Високобрзински (пропелерни, дискови) агитатори: Изнад критичне брзине
- Забрањена зона: 70–130% критична брзина без динамичког балансирања
Функција "RunDown" уређаја Balanset-1A идентификује резонантне фреквенције током кочења, омогућавајући оператерима да провере безбедне радне зоне и избегну катастрофалну резонанцу.

Проширене спецификације Balanset-1A
| Параметар | Спецификација |
|---|---|
| Опсег мерења вибрације | 0,05–100 мм/с RMS |
| Фреквентни опсег | 5–550 Hz (до 1000 Hz) |
| Опсег брзине | 150–90.000 обртаја у минути |
| Тачност мерења фазе | ±1° |
| Прецизност мерења амплитуде | ±51ТП3Т |
| Осетљивост акцелерометра | 100 мВ/г |
| Радна удаљеност ласерског тахометра | 50–500 мм |
| Магнетна сила причвршћивања | 60 kgf |
| Тежина комплетног комплета | 4 кг у заштитној футроли |
ISO зоне вибрације (ISO 10816-3)
| Зона | Ниво вибрације (мм/с RMS) | Процена |
|---|---|---|
| Зона А | <1.8 | Одлично — ново пуштена у рад опрема |
| Зона Б | 1.8–4.5 | Прихватљиво за непрекидан рад |
| Зона Ц | 4,5–11,2 | Маргинално прихватљиво — корекција распореда |
| Зона Д | 11.2 | Неприхватљиво — потребна је хитна акција |
Циљ након балансирања: зона А или Б. Већина дробилица треба да постигне <4,5 мм/с уз правилно динамичко балансирање у две равни користећи Balanset-1A.
Балансирање дробилице: Детаљни поступци
Уравнотежење чељусног дробилица
Балансирање чељусног дробилице Ради се о склопу ексцентричне осовине и маховика. Ови уређаји раде као једноцилиндрични клипни мотор, генеришући нормалне вибрације на фреквенцији ротације и њеној другој хармонији. Међутим, хабање маховика, опуштено монтирање супротне тежине и оштећење ексцентричне осовине доводе до патолошког неравнотежа.
Карактеристичан симптом: уздужна вибрација значајно премашује вертикалну вибрацију. Циљ: смањење вибрације са 50 мм/с на испод 7,6 мм/с након правилног балансирања. Толеранција хоризонталне вибрације: ±2 мм; вертикалне: ±1 мм.
Балансирање конусног дробилице
Балансирање конусног дробилице Фокус је на ексцентричном склопу и конусу за дробљење. Главни проблеми обухватају неједнако хабање облоге, неусклађеност конуса (толеранција ≤0,1 мм) и хабање ексцентричне чауре. Праћење вибрација показује прихватљиве перформансе када је хоризонтално померање ≤2 мм, а вертикално ≤1 мм. Амплитуда тела која прелази 0,5 мм указује на озбиљан квар који захтева хитну пажњу.
Уравнотежење ударног дробилица
Балансирање чекићарског дробилице је најчешће извођена процедура у каменоломима. И хоризонтални ударни импактои са хоризонталном осовом (HSI) и вертикални ударни импактои са вертикалном осовом (VSI) ослањају се на кинетичку енергију удара од ударних шипки које ударају у материјал великом брзином.
Проблем неравномерног хабања
Дувајућа шипке се интензивно и неуједначено троше. Замена само једне дувајуће шипке без подешавања масе катастрофално нарушава баланс. Због дужине HSI ротора, балансирање у две равнине је неопходно; статичко балансирање у једној равнини оставља остатак момента који изазива неравномерно оптерећење лежајева.
Безбедносна разматрања
Ротори поседују огромну инерцију; циклуси покретања и заустављања за постављање пробних тегова захтевају значајно време. Способност Балансета-1А да складишти коефицијенте утицаја значи да накнадно балансирање (након замене шипке за одводњавање) захтева само једну серију мерења без пробних тегова.
VSI спецификације
Центрифугалне ударне дробилице захтевају још већу прецизност због ротационих брзина које достижу 1500–2000 обртаја у минути. Неуравнотеженост често настаје због нагомилавања материјала у унутрашњости роторских комора. ВСИ уравнотежење често захтева заваривање тегова на горње и доње поклопце ротора. Balanset-1A ефикасно израчунава углове монтаже тегова у поларним координатама.
Балансирање чекић-дробилице
Hammer crusher balancing Рад се компликује због слободно висећих чекића. Ако се један чекић заглави на свом осилу због корозије или прашине, он се не може у потпуности издужити под центрифугалном силом, помера центар масе ротора и ствара огромну, променљиву неуравнотеженост.
Методологија
Пре коришћења Balanset-1A, оператери морају проверити слободно кретање свих чекића и усклађеност њихових маса. Балансирање се врши на дисковима ротора, а не на самим чекићима. Функција "Подељена маса" омогућава расподелу израчунате масе између два расположива места (нпр. између рупа за пинове чекића) када је прецизно постављање угаоног монтажног уређаја немогуће, при чему се очуван корекциони вектор.
Балансирање млина: захтеви за прецизност
Млинови захтевају највишу прецизност балансирања због непрекидних радних циклуса; свака вибрација доводи до заморних оштећења скупих погона и облога.
Балансирање чекићне млинице
За разлику од дробилица, балансирање чекићне млинице Обрађује високобрзинске јединице (до 3600 обртаја у минути) које се користе за фино млевење зрна, биомасе или хемикалија. При таквим брзинама дозвољени преостали неравнотежни момент је изузетно мали (ISO 1940 G2.5 или G6.3). Ротори чекић-млина често функционишу као вентилатори; отварање кућишта ради уградње утега може променити аеродинамички отпор. Уравнотежење помоћу Balanset-1A мора се спровести са потпуно склопљеним кућиштем, користећи приступне отворе или узимајући у обзир промењене услове.
Балансирање кугличне млинице
Балчано балансирање представља јединствене изазове. Сам бубањ, са хаотичним кретањем медија за брушење, обично се не може уравнотежити у конвенционалном смислу. Фокус је на погону високог брзинског преноса.
Балансирање пинион осовине
Кардански вратиљ са склоповима лежајева и спојницом је критичан елемент. Вибрације на вратиљу пиниона често нису узроковане неуравнотеженошћу, већ хабањем зуба или неправилним поравнањем. Спектрална анализа Balanset-1A идентификује фреквенцију заплетa зупчаника (GMF). Ако доминира фреквенција од 1×RPM, врши се динамичко балансирање спојнице или фланечних масених тегова.
Сложености мерења
Ударци куглица унутар бубња стварају случајан нискофреквентни шум. Подешавања Balanset-1A морају да повећају време просековања сигнала (нпр. 10–20 секунди) како би се добиле стабилне амплитудне и фазне вредности.
Балaнсирање ваљкастих млинова
Балансирање ваљкастих млинова Примењује се у млевењу брашна, преради полимера и челичној индустрији. Ваљци су дуги, тешки цилиндри склони савијању (бичевање). Балансирање на два равница на крајевима је обавезно. Balanset-1A мери фазну разлику између левог и десног ослона; фазна разлика од 180° указује на јак моментни дисбаланс. Балансирање ваљка на месту (in-situ) узима у обзир погонске бубњеве и зупчанике монтиране на вратило ваљка, који доприносе сопственом дисбалансу.
Уравнотежење млина за млевење
Балансирање млина за млевење Обухвата широк спектар: атритори, млинови са перлама и прецизне брусне машине. За вретена финог брушења уређај подржава методологију са три покретна супроттежа, постижући идеалну глаткост без заваривања или шпакла.
Балансирање пулверизатора
Балансирање млевења, нарочито за млинове угља у електранама, је од пресудне важности. Многи млинови прашка имају вертикалну конфигурацију; сензори вибрације (осовине X и Y) су монтирани на горњем лежајном склопу мотора или мењача. Горњи део садржи ротирајући сепаратор (динамички класификатор); његов неравнотежни момент изазива јаке вибрације горње конструкције. Balanset-1A балансира овај склоп преко сервисних отвора, спречавајући оштећење погона и побољшавајући финост млевења.
Уравнотежење опреме за смањење величине
Уравнотежење Шреддера
Уравнотежење шредера Примењују се на обраду шљаке или гума великим нискобрзинским роторима (300–500 о/мин). Акцелерометри Balanset-1A имају одличну осетљивост на ниским фреквенцијама (од 5 Hz) и поуздано подносе такве машине. Због екстремних ударних оптерећења, пробне и корекционе тежине морају бити сигурно заварене; магнети или лепљива трака нису прихватљиви чак ни за тестирање.
Чипер Балансинг
Чипер балансирање У шумарству се разликују два типа машина. Дискови за дробљење представљају изазов јер диск делује као гироскоп, а главни проблеми су аксијална вибрација ("фигура осам" треперење). Сензори су монтирани радијално и аксијално (дуж осе вратила) за праћење одступања диска. Тегови се постављају на задњу површину диска или у посебне џепове за балансирање.
Бубњеви за цепање захтевају класично балансирање на две равни због дужине ротора. Сви ножеви морају да се сервисирају као скуп — оштрење или замена само једног ножа нарушава баланс. Допуст дебљине ножа: 0,13–0,25 мм. Тупи ножеви изазивају сецкање уместо резања, што ствара прекомерне вибрације и пукотине од замора у заваривањима. Препоручени интервал оштрења: сваких 6–8 сати рада.
Балансирање гранулатора
Балансирање гранулатора За рециклажу пластике користе се ножеви на ротору (са јазом од 1–3 мм у односу на фиксне ножеве). При појави вибрација прво проверите стање ножева и њихово монтирање. Ако вибрације трају, потребно је професионално балансирање ротора. Постављање машине на подлошке за пригушивање вибрација смањује пренос вибрација на темељ.
Балансирање гранулатора
Балансирање гранулатора Обухвата прстенасти матрични прстен и пресовалне ваљке. Одступање предње површине матрице од центра не сме прелазити 0,3 мм (провера индикатором). Размак између ваљка и матрице: минимум 0,2–0,3 мм. Оштећени стезни прстенови су главни узрок покваривања матрице и јаког тресања.
Уравнотежење опреме за мешање и агитацију
Балaнсирање миксера
Балансирање миксера за пумпе индустријске класе следи стандард API 610, који захтева прецизност G2.5 према ISO 1940. Оптимални однос пречника радног точка и резервоара (D/T): 1/3. Миксери за тешке услове рада раде на критичној брзини 65%; стандардни индустријски миксери на 70%. Рад у опсегу критичних брзина од 70 до 130% без динамичког балансирања је забрањен.
Балансирање агитатора
Балансирање агитатора У хемијској преради то се односи на дуге вратила у дубоким посудама. Мешалице са лопатицама и турбинске мешалице раде на критичној брзини од 50–65%; типови високог обртног броја (пропелерске, диск) раде изнад критичне брзине. Динамичко балансирање омогућава безбедан рад на критичној брзини од 70%. Дуга вратила користе међуподупире (стабилизујућа лежишта).
Балaнсирање мешалице
Балансирање мешалице Односи се на високобрзинске дисперсоре (дисолувере). Неуравнотеженост изазива контакт између лопатице и зида посуде. Прецизно уравнотежење вратила и лопатица помоћу Balanset-1A продужава век трајања механичког заптивања и спречава цурење производа.
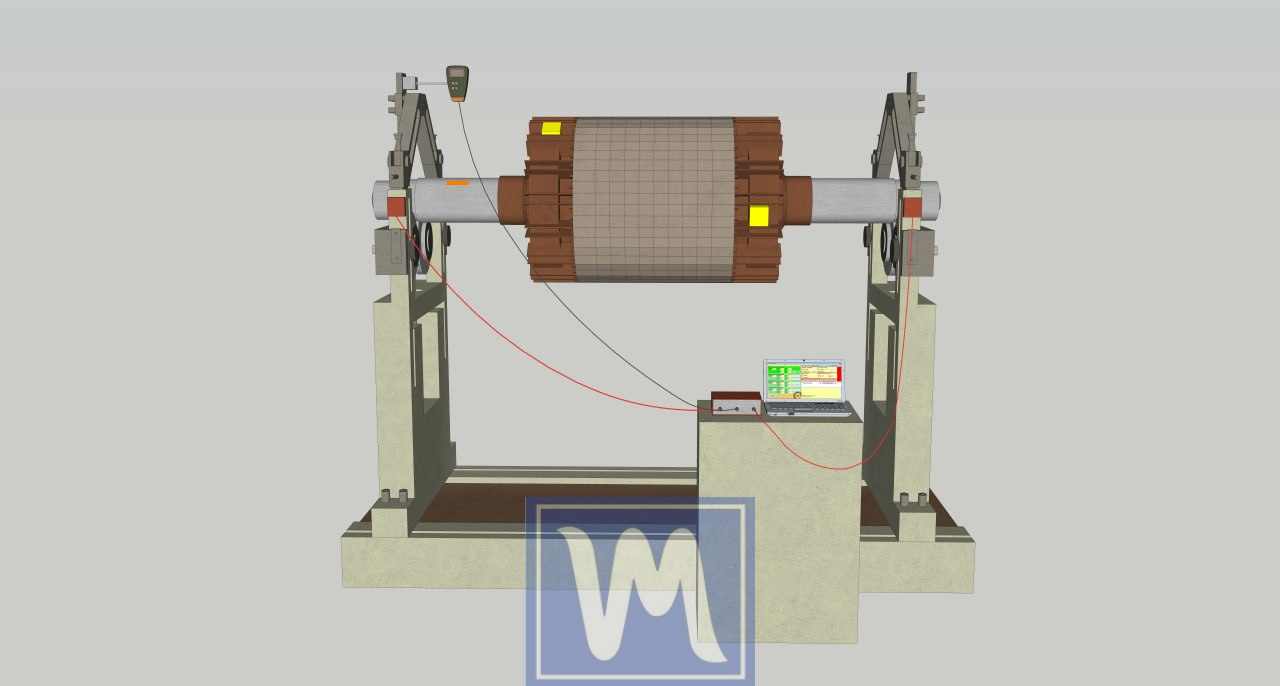
Теренско балансирање са Balanset-1A
The Balanset-1A Портабилни систем за балансирање омогућава корекцију на лицу места без растављања машине, елиминишући време транспорта, смањујући застој и омогућавајући проверу резултата у стварним радним условима.

Како Balanset-1A балансира дробилке и још много тога
Balanset-1A је преносиви двоканални динамички балансер и анализатор вибрација дизајниран управо за ту сврху. Он омогућава инжењерима и екипама за одржавање да обављају прецизно балансирање на лицу места за широк спектар опреме. Balanset-1A долази са два акцелерометријска сензора вибрација и ласерским тахомером, као и софтвером који се покреће на рачунару. Ево како функционише и зашто је ефикасан:
У-ситуацијско двоплоскосно балансирање
Balanset-1A може да изврши балансирање на једној или две равни на самом погонском агрегату, у његовим нормалним лежајевима. То значи да можете да уравнотежите ротор дробилице без његовог вађења, штедећи огромно време. Коришћењем две равни исправља се и статички и динамички неравнотеж у ротору. На пример, ако ексцентрична тежина конусног дробилице изазива вибрације, дворавна способност Balanset-1A идентификоваће како је контрабалансирати у исправним положајима — нешто што једноравне методе не могу.
Широк избор опреме
Овај уређај је свестран – дизајниран је за теренско балансирање ротирајуће опреме, укључујући дробилице, вентилаторе, млевенице, вијчане транспортере, вратила, центрифуге, турбине и још много тога. У пракси један Balanset-1A може да одржава широк спектар опреме (дробилице, млинови, дробилке, миксери итд.), смањујући време застоја и зависност од спољних услуга балансирања.
Лако за коришћење софтвер
Не морате бити стручњак за вибрације да бисте користили Balanset-1A. Његов софтвер води корисника кроз поступак корак по корак и аутоматски израчунава потребне корекционе тежине и углове. Након што се испроба тестна тежина, софтвер јасно пружа решење за балансирање, тако да техничари могу постати вешти уз минималну обуку.
Поуздани резултати
Упркос преносивости, Balanset-1A пружа професионалан квалитет баланса. Прецизно мери вибрације и фазу и израчунава корекције како би испунио стандардне класе квалитета баланса (ISO 1940). У пракси може дати резултате упоредиве са далеко скупљим анализаторима када су услови мерења стабилни и када се поступак правилно поштује.
Карактеристике анализе вибрација
Поред балансирања, Balanset-1A такође функционише као анализатор вибрација и може да прикаже таласне облике и ФФТ спектре. Ово помаже у дијагностиковању да ли је вибрација последица неравнотеже или других проблема (неправилно поравнање, лабавост, резонанца), подржавајући прецизније одлуке о одржавању. У режиму балансирања фокус је на 1× ротационој компоненти како би се изоловала неравнотежа.
Предности Balanset-1A у односу на традиционалне методе
Коришћење Balanset-1A за динамичко уравнотежење пружа неколико кључних предности у односу на старије методе или ослањање на спољне услуге:
Без растављања и минимално време застоја: Традиционално балансирање често је подразумевало растављање ротора и слање у радионицу, што је трајало данима. Са Balanset-1A балансирање се врши на лицу места за неколико сати.
Нема потребе да се уклања ротор дробилице или вратила млина; довољно је да прикључите сензоре и спроведете поступак балансирања на лицу места. Овај приступ на лицу места може скратити посао од 3–7 дана на 2–4 сата, што значи да производња може бити настављена истог дана.
Уштеде: Радећи посао унутар компаније, компаније избегавају високе накнаде специјализованих извођача и губитке због продужених застоја. Сам уређај Balanset-1A је релативно приступачан – отприлике неколико хиљада евра – а ипак пружа око 80% могућности скупих анализатора за само око 20% цене.“
Корисници могу сами да уравнотеже без помоћи спољних стручњака, а уређај се може исплатити већ након неколико послова уравнотежења. Штавише, спречавање само једног озбиљног квара може оправдати улагање.
Решава све типове неравнотеже: За разлику од статичког балансирања на ивицама ножева, динамичка способност у два равница Balanset-1A отклања и статичке тешке тачке и динамички обртни моментски дисбаланс у једном процесу.
То значи да чак и ако ротор има тај незгодни треперење (моментну неравнотежу), Balanset-1A може да га открије и упути постављање два корективна тежишта како би се укинуо момент. То је свеобухватно решење за уобичајене сценарије неравнотеже.
Свестраност за многе машине: Једна јединица Balanset-1A може се користити практично на било ком ротирајућем делу у било којој индустрији. Она је заиста универзална – исти комплет може данас избалансирати вентилатор, сутра дробилницу за камен и прекосутра пулверизатор.
У нашем контексту, ово је идеално за послове који обухватају више типова опреме (дробљење, млевење, мешање итд.), јер вам за сваки тип не требају посебни алати за балансирање. Од дробилица и млинова до мулчера, миксера, вратила и турбина, уређај се прилагођава широком спектру ротора.
Једноставност коришћења и безбедност: Вођени софтвер и једноставан хардверски подешај Balanset-1A значе да вам није потребан докторат из вибрација да бисте извршили балансирање. Процес је безбедан и поновљив – вибрације постепено смањујете кроз прецизно израчунате корекције тежине, уместо методом покушаја и грешке. То смањује вероватноћу људске грешке. А елиминисањем прекомерних вибрација такође повећавате безбедност у објекту (мање случајева да се машине саме распадну или да настану летећи остаци).
Уклањањем прекомерних вибрација такође побољшавате безбедност у објекту (мање случајева да се машине распадну или да настану летећи остаци).
Брза дијагностика: Са режимом анализе вибрација, Balanset-1A се такође може користити за брзу дијагнозу да ли је неравнотежа главни проблем или да ли други фактори (као што су искривљена осовина или резонанца) доприносе. Ова свеобухватна дијагностичка и корекциона способност значи да се проблеми идентификују и решавају брже него чекајући спољни тим. Циклус дијагнозе и корекције на лицу места може се у многим случајевима завршити за мање од једног сата.
У многим случајевима дијагноза и циклус корекције могу се завршити у оквиру истог прозора за одржавање.
Техничке спецификације
| Параметар | Вредност |
|---|---|
| Опсег мерења вибрације | 0,05–100 мм/с RMS |
| Фреквентни опсег | 5–550 Hz (до 1000 Hz) |
| Опсег брзине | 150–90.000 обртаја у минути |
| Фазна тачност | ±1° |
| Тачност амплитуде | ±51ТП3Т |
| Канали | 2 (синхроно мерење) |
| Тежина | 4 кг (комплетни сет у кутији) |
Предности у односу на традиционалне методе
| Параметар | Традиционална (радионичка) метода | Теренско балансирање (Balanset-1A) |
|---|---|---|
| Укупно време | 3–7 дана | 2–4 сата |
| Потребна је демонтажа | Да | Не |
| Типичан трошак по послу | €5.000–15.000 | €500–1,500 |
| Рачуна за стварно монтирање | Не | Да |
| Постижна прецизност | Г2.5–Г6.3 | Г2.5–Г6.3 |
Поступак балансирања корак по корак
Успех у балансирању је 80% припрема. Пратите овај проверени алгоритам:
Припрема
- Очистите ротор од прљавштине, рђе и прилепљеног материјала — контаминација искривљује резултате
- Проверите лежајеве (игра, бука, загревање) — балансирање не може да исправи недостатке лежајева.
- Проверите сигурно причвршћивање темеља и проверите заштитне штитnike
- За чекићне дробилице: проверите слободно кретање чекића и усклађеност тежине
Инсталација сензора
- Поставите сензоре за вибрације на кућишта лежајева, перпендикуларно на осу ротације (унутар 25 цм од лежаја)
- Повежите на улазе X1 и X2
- Монтирајте ласерски тахометар тако да сноп погађа рефлектујућу траку на ротору.
- Повежите на X3 улаз и проверите стабилно очитање обртаја у минути.

Почетно мерење
- Покрените софтвер: F7 — Уравнотежење → F3 — Уравнотежење на две равни
- Унесите параметре ротора
- Притисните F9 да измерите почетну вибрацију
- Запишите амплитуду и фазу на оба мерна места.
Пробна вожња
- Зауставите машину и инсталирајте пробно оптерећење у равни 1 (маса треба да промени амплитуду или фазу за 20–30%)
- Покрени и измери
- Пренесите тежину на раван 2 и поновите мерење.
- Софтвер израчунава коефицијенте утицаја.


Инсталација корекционих тегова
- Софтвер приказује исправљену масу и угао за оба равница на поларном дијаграму.
- Инсталирати трајне тегове (заваривањем, затезањем вијака, стезањем)
- Користите функцију "Расподела тежине" ако је немогуће монтирати под тачним углом.

Верификација
- Измерите преосталу вибрацију
- Циљ: зона А или Б према ISO 10816 (<2,8 мм/с за већину дробилаца)
- Сачувајте коефицијенте утицаја (F8) за будуће балансирање без пробних покретања
- Генеришите извештај (F9)
Економско оправдање и повраћај улагања
Улагање у преносиву опрему за балансирање исплати се за 3–4 месеца интензивне употребе.
| Ставка | Вредност |
|---|---|
| Цена опреме Balanset-1A | €1,751–1,975 |
| Услуга балансирања за једног извођача | €1,500 |
| Типична годишња фреквенција балансирања | 4 пута годишње |
| Годишње уштеде на уговору о сервису | €6,000 |
| Штедња на продужењу века лежаја | €10.000–30.000 годишње |
| Уштеде на смањењу времена застоја | €50.000–150.000/годишње |
| Укупна годишња уштеда | €66.000–186.000 |
| Период повраћаја | 3–4 месеца |
Физика трајања лежаја
Век трајања лежаја L₁₀ је обрнуто пропорционалан кубу оптерећења (P): L₁₀ = (C/P)³. Смањење вибрационог оптерећења за 50% повећава прорачунато трајање лежаја осам пута. За високо оптерећене склопове, као што су осовине чекић-дробиљке или вратила ваљкастих млинова, то се преводи у године уместо у месеце.
Отклањање уобичајених проблема
Проблем: нестабилна или "плутајућа" мерења
Могући узроци: механичка лабавост, истрошене лежајеве, рад у близини резонанце, нестабилна брзина, накупљање материјала.
Решење: Затегните вијке темеља, прегледајте лежајеве ради луфта, проверите чврсто монтирање, обезбедите константан број обртаја у минути током мерења, темељно очистите ротор.
Проблем: Не може се постићи потребна толеранција
Могући узроци: други присутни дефекти (неусаглашеност, искривљена осовина, оштећење лежаја), нелинеарно понашање система, резонанца.
Решење: Извршите тест спуштања до кочења како бисте идентификовали резонанце, спровели свеобухватну дијагностику и отклонили повезане дефекте пре поновног покушаја балансирања.
Проблем: чекићни дробилица — чекићи се заглављују на пиновима
Узрок: корозија или прашина спречавају слободно кретање чекића.
Решење: Очистите и подмажите све чекићне шипке пре балансирања. Проверите слободно кретање сваког чекића. Замените заглављене шипке.
Проблем: ударни дробилица — нагомилавање материјала
Узрок: влажни или лепљиви материјал који се задржава унутар комора ротора (документован случај: 15 кг глине повећало је вибрације са 4 на 12 мм/с).
Решење: Потпуно очистите унутрашњост ротора пре балансирања. Размотрите примену премаза против залепљивања за коморе ротора.
Често постављана питања
Колико често треба вршити балансирање дробилице?
За ударне и чекићне дробилице: сваких 500–1000 радних сати или након замене потрошних делова. За виличасте и конусне дробилице: сваких 3–6 месеци или када се повећа вибрација. Континуирано праћење вибрација омогућава планирање одржавања на основу стања.
Може ли интерни персонал да изврши балансирање?
Да. Са Balanset-1A и кратком обуком (обично један дан), техничари за одржавање без претходног искуства у балансирању постижу професионалне резултате. Софтвер води кориснике корак по корак кроз поступак.
Који квалитетни степен баланса је потребан?
Већина дробилки и млинова: G6.3 по ISO 1940-1. Опрема високог обртног броја (чекићни млинови изнад 1500 обртаја у минути, пулверизатори): G2.5. Врхунски вретени за прецизно брушење: G1.0 или боље.
Да ли уравнотежење елиминише све вибрације?
Не. Балансирање уклања вибрације услед асиметрије масе. Вибрације услед неусклађености, дефеката лежајева, лабавости, резонанце, проблема са зупчаницом или аеродинамичких сила захтевају посебне корективне мере. Компрехензивна анализа вибрација идентификује основне узроке.
Зашто је неопходно балансирање на два равни?
Дуги ротори (L/D > 0,25) развијају и статичку и моменталну неравнотежу. Балансирање у једној равни не може да исправи моменталну неравнотежу, што изазива љуљајуће кретање које оштећује лежајеве. Динамичко балансирање у две равни је једино потпуно решење.
Могу ли се поново искористити сачувани коефицијенти утицаја?
Да, за идентичне конфигурације ротора. Након почетне карактеризације, даље балансирање (нпр. након замене дуваљке или чекића) захтева само једну серију мерења. Ова функција драматично смањује време балансирања за рутинско одржавање.
Који је циљни ниво вибрације након балансирања?
ISO 10816-3 дефинише зоне: Зона А (изврсна) 11,2 мм/с. Циљ: Зона А или Б за континуирани рад.
Почните да штедите на поправкама данас
Купите Balanset-1A, обучите свој тим и уведете одржавање засновано на стању. Професионална техничка подршка доступна је преко WhatsApp-а.
Практични резултати: документовани студије случаја
- Фибер из шећерне трске (24 тоне, 747 обртаја у минути): Вибрација смањена са 3,2 на 0,47 мм/с — побољшање за 6,8 пута
- Дробилница у Шпанији: Почетна вибрација >100 мм/с (ниво хитне интервенције), након балансирања 16–18 мм/с — машина ради "као нова"
- Индустријски дробилица: Вибрација од 21,5 до 1,51 мм/с — 14× побољшање
- Вентилатор на крову (-6°C околина): Од 6,8 до <1,8 мм/с
- Вентилација тржног центра: Смањење буке за 5–7 dB, уштеда енергије, продужени радни век
Conclusion
Укратко, без обзира да ли су у питању челусне дробилице, конусне дробилице, ударне дробилице, чекићне дробилице или друга ротациона опрема као што су млинови, дробилке, миксери и млевенице, одржавање уравнотежености опреме је од суштинског значаја. То доводи до глаткијег рада, дуготрајнијих компоненти, уштеде енергије и безбеднијих радних услова. Традиционалне статичке методе као што је балансирање “на ножевима” имају ограничења – оне не могу да отклоне одређене врсте неуравнотежености које се откривају тек када машина ради. Срећом, модерни динамички алати за балансирање нуде решење.
Портативни балансер Balanset-1A представља врхунски напредак у овој области. Он доноси професионално балансирање у две равни директно на радно место, омогућавајући сервисним екипама да брзо отклоне неравнотежу у роторима дробилица и у многим другим применама. Коришћењем интелигентног софтвера и сензора, он елиминише нагађања у процесу балансирања и обезбеђује решавање чак и сложених неравнотежа. Резултат је машина која ради глатко, без разарајућих сила које изазива вибрација.
За широк спектар индустрија – од рударства и каменолома (дробилице и млинови) до прерађивачке индустрије и пољопривреде (вентилатори, дробилке, мешалице) – улагање у одговарајућу опрему за балансирање као што је Balanset-1A може бити пресудна промена. Она штити вашу механизацију “изнутра”, спречавајући оштећења пре него што се догоде. У пракси то значи мање кварова, ниже трошкове одржавања и поузданију производњу.
Са практичне тачке гледишта одржавања, Балансест-1А попуњава корисну нишу између скупе лабораторијске опреме и услуга спољних извођача: омогућава балансирање на лицу места у самим лежајевима машине, при стварној радном брзини и оптерећењу. Ово је важно јер лабораторијско балансирање на идеалним ослонцима не може у потпуности да одрази специфичне услове инсталације на лицу места. Поред тога, сачувани коефицијенти утицаја омогућавају поновљено балансирање након замене дувалне шипке или чекића у једном покретању — без пробних тегова.
За већину дробилица и млинова, типични циљ је квалитет баланса класе G6.3 према ISO 1940, што одговара вибрацијама испод 4,5 мм/с према ISO 10816. Постизање овог нивоа са Balanset‑1A је реално и репродуцибилно за квалификовано особље након минималне обуке, под условом да је машина механички исправна и да су мерења стабилна.

0 коментара