Törőgépek kiegyensúlyozása: A dinamikus rezgésszabályozás szakmai útmutatója
A precíziós dinamikus kiegyensúlyozás a leghatékonyabb módszer a csapágyak katasztrofális meghibásodásának megelőzésére és az ipari karbantartási költségek csökkentésére. A parazita centrifugális erők kiküszöbölésével, zúzógép kiegyensúlyozása 3–5-ször meghosszabbítja a berendezések élettartamát és akár 80%-vel csökkenti a javítási költségeket. Ez az útmutató részletesen bemutatja a Balanset-1A rezgéselemző készülékkel végzett törőgépek, malmok és nagy terhelésű forgógépek kiegyensúlyozásának műszaki alapelveit és gyakorlati eljárásait.







Műszaki összefoglaló és legfontosabb tanulságok
Egy pillantásra
- Hatály: Ipari zúzógép kiegyensúlyozása (állkapocs, kúp, ütés, kalapács), malomkiegyensúlyozás (gömb, henger, őrlés), aprítógépek és nagysebességű keverők.
- Alapvető probléma: A statikus "kés élű" ellenőrzések nem mutatják ki a pár egyensúlyhiány. A forgó rotorok 1× forgási frekvenciával periodikus erőket generálnak, amelyek felgyorsítják a fáradást és meglazítják a szerkezeti rögzítőelemeket.
- Műszaki megoldás: Két síkú helyszíni dinamikus kiegyensúlyozás (kiegyensúlyozás az eredeti csapágyakban) befolyás-együttható számítás alkalmazásával.
- Teljesítménycélok: A megfelelő kiegyensúlyozási minőségi fokozat elérése ISO 1940 G6.3 és a rezgés csökkentése alá 4,5 mm/s (ISO 10816).

Törőgépek kiegyensúlyozása: a mérnöki munka hatása a megbízhatóságra és a költségekre
Főbb tény
A 1500 fordulat/perc sebességgel forgó daráló rotorán mindössze 100 g-os egyensúlyhiány körülbelül 50 kalapácsütésnek megfelelő centrifugális erőt fejt ki a csapágyakra másodpercenként. Ez az állandó ütőerő gyorsan rontja a csapágyak integritását, és katasztrofális meghibásodáshoz vezethet.
A megfelelő kiegyensúlyozás fontossága
Még egy kis egyensúlyhiány is drámai hatással lehet a nehéz gépekre. Például egy törőgép rotorán mindössze 100 gramm egyensúlyhiány másodpercenként 50 kalapácsütésnek megfelelő ütési erőt generálhat a csapágyakon. Ezek az állandó ütési erők túlzott kopáshoz vezetnek. Valójában az egyensúly figyelmen kívül hagyása azt jelenti, hogy a csapágyak élettartama csak 5–10 ezer óra lehet, és a karbantartási költségek az egekbe szökhetnek (pl. évi $50–100 ezer javítási költség). Ezzel szemben egy jól kiegyensúlyozott gépnél a csapágyak élettartama 30–50 ezer óra lehet, és a javítási költségek akár 50–80%-vel is csökkenhetnek. A csökkentett rezgés javítja az energiahatékonyságot (5–15%-vel kevesebb energia pazarlás) és minimalizálja a nem tervezett leállásokat. Egyszerűen fogalmazva: a rotorok kiegyensúlyozása meghosszabbítja a berendezések élettartamát, pénzt takarít meg és segít megelőzni a baleseteket.
A daráló és az őrlőgép kiegyensúlyozása kötelező karbantartási eljárás a nehéz forgó berendezések esetében. Az egyensúlyhiányból származó dinamikus terhelés nem a rotor teljes tömegétől függ, hanem a kiegyensúlyozatlanság (egyenértékű kiegyensúlyozatlan tömeg és sugár). Hasznos becslés: F ≈ mu · r · ω², ahol ω = 2πn/60. 1000 fordulat/perc (ω ≈ 105 rad/s) sebességnél 1 kg-os kiegyensúlyozatlanság 1 m-es sugárral körülbelül 11 kN (~1,1 tonna erő) hatást eredményez. “Több tonna” periodikus erő több kg·m kiegyensúlyozatlanságot igényel (pl. 10 kg 0,3 m-en ≈ 3 kg·m ~33 kN ≈ 3,3 tonnaerőt eredményez). A terhelés periodikus a forgási frekvencián (1000 fordulat/perc ≈ 16,7 Hz), így a következmények fokozatosan súlyosbodhatnak:
- Kezdeti szakasz: Megnövekedett zaj- és rezgésszint
- Közbenső szakasz: A csapágy élettartama 30 000–50 000 óráról 5000–10 000 órára csökken.
- Fejlett stádium: Meglazult rögzítők, hegesztési fáradási repedések, szerkezeti károsodások
- Záró szakasz: Katasztrofális meghibásodás biztonsági kockázatokkal és hosszabb leállással
A kiegyensúlyozatlan berendezések üzemeltetéséből származó gazdasági veszteségek évente 50 000–100 000 eurót tesznek ki csak a javítások és pótalkatrészek tekintetében, ehhez jön még 10–15 nap nem tervezett leállás és 5–15% többlet energiafogyasztás.
Statikus és dinamikus kiegyensúlyozás: kritikus különbségek
A statikus és dinamikus kiegyensúlyozás közötti különbség megértése elengedhetetlen a megfelelő módszer kiválasztásához.
Statikus kiegyensúlyozás
Statikus kiegyensúlyozás korrigálja a tömegközéppont eltolódását a forgástengelyhez képest. Figyelembe vehető keskeny, tárcsaszerű rotoroknál, ahol a hossz/átmérő arány körülbelül 0.5 alatt van (L/D < 0.5), feltéve, hogy az üzemi fordulatszám, a csapágyválasz és a mérési eredmények alátámasztják az egysíkú korrekciót. A statikus kiegyensúlyozatlanság forgatás nélkül is kimutatható — a nehéz oldal késél-támaszokon lefelé áll be.
Dinamikus kiegyensúlyozás
Dinamikus kiegyensúlyozás korrigálja mind a statikus kiegyensúlyozatlanságot, mind a nyomatéki (moment) kiegyensúlyozatlanságot. Hosszúkás rotoroknál (L/D körülbelül 0.5 felett) és minden olyan rotornál szükséges, amely jelentős nyomatéki választ mutat. A kritikus pont: egy statikusan kiegyensúlyozott rotor jelentős dinamikus kiegyensúlyozatlansággal is rendelkezhet. Két, a rotor két végén 180°-kal elhelyezkedő kiegyensúlyozatlan kalapács forgás közben hajlítónyomatékot hoz létre, még akkor is, ha a statikus kiegyensúlyozás teljesül.
Miért nem elégséges a “késekkel” végzett statikus kiegyensúlyozás?
A kiegyensúlyozottság ellenőrzésének hagyományos módszere a statikus “késekéreg” módszer – a rotort alacsony súrlódású késekéreg sínekre vagy prizmaállványokra helyezzük, hogy megnézzük, van-e olyan pont, ahol nehezen forog. A statikus kiegyensúlyozás egyszerű súlypontot (statikus kiegyensúlyozatlanságot) tud kijavítani súly hozzáadásával vagy eltávolításával, így a rotor tömegközéppontja egy vonalba kerül a tengelyével. Ez a módszer azonban nem képes felismerni vagy kijavítani a “momentum” (dinamikus) kiegyensúlyozatlanságot.
Egy pillanatnyi (vagy pár pillanatnyi) egyensúlyhiány esetén a rotor két ellentétes végén, 180°-os szögben egyenlő súlypontok vannak. Nyugalmi állapotban ez a két ellentétes súly kiegyensúlyozza egymást, így a rotor nem tud elgurulni egy késélen álló állványon. Statikus állapotban kiegyensúlyozottnak tűnik. De amikor a rotor forog, ez a két tömeg ellentétes irányú erőket (centrifugális erőket) hoz létre mindkét végén, ami egy csavaró nyomatékot eredményez, amely a rotort hevesen imbolyogni kezd.

Olyan, mintha egy kiegyensúlyozott hinta hirtelen elkezdene csavarodni mozgás közben. Ez a probléma statikus állványon végzett bármilyen beállítással sem oldható meg, mert az egyensúlyhiány csak futási sebességnél jelentkezik.
Egyszerűen fogalmazva, a “késekkel” történő kiegyensúlyozás csak az egy síkban lévő súlypontokat javítja ki, és nem veszi figyelembe a két síkban lévő rejtett kiegyensúlyozatlanságokat. Ezért lehet, hogy egy rotor “statikusan kiegyensúlyozott”, de működés közben mégis rezeg. A dinamikus kiegyensúlyozatlanság kijavításához legalább két síkban kell kiegyensúlyozni (pl. két korrekciós súlyt kell elhelyezni a rotor különböző pontjain), hogy ellensúlyozzák a csavaró erőket.
Ehhez dinamikus kiegyensúlyozási módszerekre van szükség a rotor forgása közben (vagy a forgásból származó adatokra), amit a statikus állványok nem tudnak biztosítani.
Dinamikus kiegyensúlyozó megoldások
A dinamikus kiegyensúlyozás során megmérik a rotor forgás közbeni rezgését, majd súlyokat helyeznek el rajta, hogy kiegyenlítsék a statikus és a nyomaték egyensúlytalanságokat. Hagyományosan ezt úgy lehetett megtenni, hogy leszerelték a rotort, és egy speciális kiegyensúlyozó gépre helyezték. A kiegyensúlyozó gépen a rotort forgatják, és műszerekkel meghatározzák, hová kell súlyokat elhelyezni. Ezzel pontos kiegyensúlyozást lehet elérni, de vannak hátrányai: a gép szétszerelése, a rotor műhelybe szállítása és több napos leállás.
Ezzel szemben a modern helyszíni kiegyensúlyozás hordozható berendezéseket használ a rotor saját csapágyainak kiegyensúlyozására (in situ). A technikus rezgésérzékelőket rögzít a gép házára, valamint egy fordulatszámmérőt a forgási sebesség és fázis mérésére. A gépet normál sebességgel működtetik, és a berendezés (például a Balanset-1A) méri, hogy a rotor mennyire és milyen irányban rezeg. Egy próbasúllyal végzett teszt segítségével a szoftver kiszámítja a szükséges ellensúly pontos súlyát és a helyes elhelyezési szöget. Ez a befolyásoló együttható módszer (gyakran hárompróbás folyamat próbasúlyokkal) automatikusan kiszámítja a kiegyensúlyozáshoz szükséges megoldást.
Végül súlyokat adnak hozzá (vagy anyagot távolítanak el) a rotorról, hogy kiegyenlítsék az egyensúlytalansági erőket.
A dinamikus megközelítés mind a statikus, mind a dinamikus (pár) egyensúlyhiányt kezeli, mivel figyelembe veszi a rezgés fázisát különböző pontokon. A “késéles” statikus módszerrel ellentétben a két síkban végzett dinamikus kiegyensúlyozás kijavíthatja a forgás közben megjelenő imbolygást.
A helyszíni dinamikus kiegyensúlyozás különösen hasznos nagy berendezések (pl. nagy daráló rotorok, ventilátorok vagy malomhengerek) esetében, amelyeket nem lehet műhelybe szállítani. Ez minimálisra csökkenti az állásidőt, mivel nem kell teljesen szétszerelni a gépet – gyakran néhány óra alatt elvégezhető a kiegyensúlyozás a helyszínen, ahelyett, hogy napokig leállna a berendezés.
Berendezés típusok: Áttekintés
A törőgépek kiegyensúlyozása, a malmok kiegyensúlyozása és a kapcsolódó eljárások számos ipari berendezésre vonatkoznak. Minden kategóriának megvannak a maga sajátos követelményei:
Kiegyensúlyozást igénylő gyakori gépek
Számos ipari berendezés típusnak rendszeres kiegyensúlyozásra van szüksége. Néhány figyelemre méltó példa:
Törőgépek: Az állkapocs-törőgépek, kúpos törőgépek, ütőműves törőgépek és kalapácsos törőgépek kiegyensúlyozása kritikus fontosságú, mivel nehéz rotoraik vagy mozgó alkatrészeik még a legkisebb kiegyensúlyozatlanság esetén is nagy rezgéseket okozhatnak. Például az ütőműves törőgépeknél a ütőrudak és az ütőlemez kopása miatt gyakran szükséges a rendszeres újrakiegyensúlyozás.
A kalapácsos törőgépek és más kőzetaprítók kalapácsainak vagy állkapcsainak cseréje után kiegyensúlyozásra lehet szükség, hogy az új alkatrészek ne okozzanak rezgést. Még az állkapocsos törőgépek nagy lendkerékei is kiegyensúlyozottaknak kell maradniuk, hogy elkerülhető legyen a rezonáns rázkódás.
Malmok és darálók: A kalapácsos malom, a golyós malom, a hengeres malom és az őrlőmalom kiegyensúlyozása elengedhetetlen a malomberendezések számára. A kalapácsos malmok nagy sebességű rotorai és a golyós malmok hatalmas forgó dobjai kiegyensúlyozottaknak kell lenniük, hogy az őrlés zökkenőmentes legyen és a csapágyak ne legyenek túlterheltek.
Például egy golyós malom nagy forgó tömege gondos kiegyensúlyozást igényel, hogy elkerülhető legyen a tartószerkezetek túlzott terhelése.
A hengeres malmok és más őrlőmalmok hasonlóképpen egyensúlyra szorulnak, hogy elkerülhető legyen az egyenetlen kopás és a rezgés.
Méretcsökkentő gépek: Az olyan berendezések, mint a porlasztók, aprítógépek, aprítók, granulátorok és pelletizálók mind forgó késekkel, pengékkel vagy hengerekkel rendelkeznek. A porlasztók, aprítógépek, aprítók, granulátorok és pelletizálók megfelelő kiegyensúlyozása biztosítja, hogy ezek a vágóeszközök túlzott rázkódás nélkül működjenek. Ez különösen fontos, mert az anyagdarabok vagy a kések működés közben eltörhetnek vagy elkophatnak, ami hirtelen kiegyensúlyozhatatlanná teszi a rotort.
A rendszeres kiegyensúlyozás biztosítja, hogy ezek a gépek még nehéz körülmények között is biztonságosan működjenek.
Keverők és keverőberendezések: Még a keverőberendezések is profitálnak a kiegyensúlyozásból. A keverőgépek, keverőberendezések és keverőkarok kiegyensúlyozása az ipari keverőgépek forgó járókerékei vagy lapátjaira vonatkozik. Ha a keverőgép tengelye vagy járókeréke akár csak kissé is kiegyensúlyozatlan (például a ráragadt összetevők vagy a kopás miatt), az a teljes keverőgép remegését okozhatja. Ezen forgó alkatrészek kiegyensúlyozása megakadályozza a termék minőségét és a gép integritását befolyásoló rezgéseket.
Mindezekben az esetekben a cél ugyanaz: a kiegyensúlyozott rotor simán forog, anélkül, hogy káros erőt gyakorolna a csapágyaira vagy szerkezetére. A törőgépek és malmok kiegyensúlyozása különösen fontos a nehéziparban, de az elv kiterjed minden forgó berendezésre – a hatalmas ipari aprítóktól a kis laboratóriumi keverőkig.
| Berendezés típusa | Jellemző sebesség (fordulat/perc) | Egyensúlyi fokozat (ISO 1940) | Elsődleges kihívás |
|---|---|---|---|
| Állkapocs törők | 250-350 | G6.3 | Excentrikus tengely, lendkerék egyensúly |
| Kúpos törőgépek | 300–500 | G6.3 | Excentrikus szerelés, bélés kopás |
| Ütőcsapos törőgépek | 700-1500 | G6.3 | Fúvóka kopás, anyagfelhalmozódás |
| Kalapácsos malmok | 600-3600 | G2.5-G6.3 | Szabadon lengő kalapácsok |
| Golyós malmok | 15-25 | G6.3 | Változó töltéseloszlás |
| Porítóberendezések | 500-750 | G2.5 | Osztályozó rotor, függőleges orsó |
Szójegyzék
- Statikus egyensúlyhiány: a tömegközéppont eltér a forgástengelytől (egy síkú probléma).
- Pár (pillanatnyi) egyensúlyhiány: A rotor két végén egyenlő súlyú pontok lengő nyomatékot hoznak létre; gyakran két síkú kiegyensúlyozást igényel.
- 1× rezgés: rezgéskomponens a forgási sebességnél (RPM/60), amely általában domináns az egyensúlyhiány esetén.
- Befolyásoló együtthatók: a próbaüzemekből származó korrekciós súlyok kiszámításához használt rendszerreakció-paraméterek.
- Helyszíni kiegyensúlyozás: a rotor kiegyensúlyozása a saját csapágyain a beépített gépen.
Műszaki tűréshatárok és teljesítményre vonatkozó előírások
Az optimális egyensúly elérése megköveteli az egyes berendezéstípusokra vonatkozó szigorú tűréshatárok betartását. Ezek a specifikációk kritikus fontosságúak a karbantartás tervezése és a minőség ellenőrzése szempontjából.
Anyagfelhalmozódás hatása: dokumentált eset
Valós példa
Nedves agyag feldolgozása ütvetörővel: 15 kg tapadó anyag a rezgést 4,0 mm/s-ról 12,0 mm/s-ra növelte – ez 3-szoros erősödést jelent. A rotor tisztítása a kiegyensúlyozás korrekciója előtt a rezgést 4,2 mm/s-ra állította vissza. Ez bizonyítja, hogy a kiegyensúlyozás előtt elengedhetetlen az alapos tisztítás.
A keverőberendezések kritikus sebességével kapcsolatos szempontok
A kritikus sebességhez viszonyított üzemi sebesség határozza meg a kiegyensúlyozási követelményeket és a biztonságos üzemi tartományokat:
- Nagy teljesítményű keverők: 65% kritikus sebességgel működik
- Szabványos ipari keverők: 70% kritikus sebességgel működik
- Evező/turbina keverők: 50–65% kritikus sebesség
- Nagy sebességű (propelleres, tárcsás) keverők: Kritikus sebesség felett
- Rezonanciatartomány (nagyjából a kritikus fordulatszám 70–130%-a): itt kerülje a folyamatos üzemet, hacsak a rotor/megtámasztás rendszerét nem elemezték és validálták kifejezetten — a kiegyensúlyozás szükséges, de önmagában nem elegendő
A Balanset-1A "RunDown" funkciója azonosítja a lefutás során fellépő rezonanciafrekvenciákat, lehetővé téve a kezelők számára a biztonságos működési zónák ellenőrzését és a katasztrofális rezonancia elkerülését.

Balanset-1A kiterjesztett specifikációk
| Paraméter | Specifikáció |
|---|---|
| Rezgésmérési tartomány | 0.2–80 mm/s RMS |
| Frekvenciatartomány | 5-1000 Hz |
| Sebességtartomány | 250–90,000 rpm |
| Fázismérési pontosság | ±1° |
| Amplitúdó mérési pontosság | ±5% |
| Gyorsulásmérő érzékenysége | 100 mV/g |
| Lézeres fordulatszámmérő működési távolsága | 50-500 mm |
| Mágneses rögzítési erő | 60 kgf |
| Teljes készlet súlya | 4 kg védőtokban |
ISO rezgészónák (ISO 10816-3 / ISO 20816-3)
| Gépcsoport (ISO 10816-3) | Support type | A/B zóna határa (mm/s RMS) | B/C zóna határa (mm/s RMS) | C/D zóna határa (mm/s RMS) |
|---|---|---|---|---|
| 1. csoport (nagy gépek, >300 kW) | Merev | 2.3 | 4.5 | 7.1 |
| 1. csoport (nagy gépek, >300 kW) | Rugalmas | 3.5 | 7.1 | 11.0 |
| 2. csoport (közepes gépek, 15–300 kW) | Merev | 1.4 | 2.8 | 4.5 |
| 2. csoport (közepes gépek, 15–300 kW) | Rugalmas | 2.3 | 4.5 | 7.1 |
Az A zóna az újonnan üzembe helyezett gépekre jellemző; a B zóna korlátozás nélküli hosszú távú üzemre elfogadható; a C zóna csak korlátozott üzemet enged a korrekcióig; a D zóna rezgése már elég súlyos ahhoz, hogy károsodást okozzon.
Kiegyensúlyozás utáni cél: A vagy B zóna az alkalmazott gépcsoport és megtámasztási típus szerint — például 2.8 mm/s alatt egy közepes (15–300 kW) aprítóhajtásnál merev megtámasztáson, vagy 4.5 mm/s alatt egy nagy gépnél merev megtámasztáson. A Balanset-1A-val végzett megfelelő kétsíkú dinamikus kiegyensúlyozás ezt jellemzően eléri.
Törőgép kiegyensúlyozása: Részletes eljárások
Állkapocs törőgép kiegyensúlyozása
Állkapocs törőgép kiegyensúlyozása az excenteres tengely és a lendkerék szerelvényét érinti. Ezek a gépek úgy működnek, mint egy egyhengeres dugattyús motor, normális rezgéseket generálva a forgási frekvencián és annak második harmonikusán. A lendkerék kopása, a kiegyensúlyozó szerelvény meglazulása és az excenteres tengely sérülése azonban kóros egyensúlyhiányhoz vezet.
Jellemző tünet: a hosszirányú rezgés jelentősen meghaladja a függőleges rezgést. Cél: a rezgés csökkentése 50 mm/s-ról 7,6 mm/s alá a helyes kiegyensúlyozás után. Vízszintes rezgés tűréshatár: ±2 mm; függőleges: ±1 mm.
Kúpos törőgép kiegyensúlyozása
Kúpos törőgép kiegyensúlyozása az excentrikus szerelvényre és a zúzó kúpra összpontosít. Az elsődleges problémák közé tartozik a bélés egyenetlen kopása, a kúp eltérése (tolerancia ≤0,1 mm) és az excentrikus persely kopása. A rezgésfigyelés elfogadható teljesítményt mutat, ha a vízszintes elmozdulás ≤2 mm és a függőleges ≤1 mm. A 0,5 mm-t meghaladó test amplitúdó súlyos meghibásodásra utal, amely azonnali beavatkozást igényel.
Ütőtörő kiegyensúlyozása
Ütőtörő kiegyensúlyozása a kőbányákban leggyakrabban végzett eljárás. Mind a vízszintes tengelyű ütőgépek (HSI), mind a függőleges tengelyű ütőgépek (VSI) a nagy sebességgel az anyagot megütő ütőrudak kinetikus ütközési energiájára támaszkodnak.
Egyenetlen kopás probléma
A fúvócsövek intenzív és egyenetlen kopásnak vannak kitéve. Egyetlen fúvócső súlykiegyenlítés nélküli cseréje katasztrofálisan megzavarja az egyensúlyt. A HSI rotorok hosszúsága miatt elengedhetetlen a két síkú kiegyensúlyozás; az egy síkú statikus kiegyensúlyozás maradék nyomaték-kiegyensúlyozatlanságot hagy maga után, ami a csapágy terhelésének torzulásához vezet.
Biztonsági szempontok
A rotorok hatalmas tehetetlenséggel rendelkeznek; a próba súlyok felszerelésének start-stop ciklusai jelentős időt vesznek igénybe. A Balanset-1A képes tárolni a befolyásoló együtthatókat, így a későbbi kiegyensúlyozáshoz (a fúvóka cseréje után) csak egy mérési futtatásra van szükség próba súlyok nélkül.
VSI sajátosságok
A centrifugális ütőműves törőgépek még nagyobb pontosságot igényelnek, mivel forgási sebességük eléri az 1500–2000 fordulat/percet. Az egyensúlyhiány gyakran a rotorkamrákban felhalmozódott anyagokból ered. A VSI kiegyensúlyozáshoz gyakran szükséges súlyokat hegeszteni a felső és alsó rotorborításokra. A Balanset-1A hatékonyan kiszámítja a súlyok felszerelési szögét polárkoordinátákban.
Kalapácsos törőgép kiegyensúlyozása
Kalapácsos zúzó kiegyensúlyozása bonyolultabbá teszi a szabadon lógó kalapácsok. Ha egy kalapács korrózió vagy por miatt beragad a csapjába, akkor a centrifugális erő hatására nem tud teljesen kinyúlni, ami eltolja a rotor tömegközéppontját és hatalmas, változó egyensúlyhiányt okoz.
Módszertan
A Balanset-1A használata előtt a kezelőknek ellenőrizniük kell az összes kalapács szabad mozgását és súlyuk megfelelőségét. A kiegyensúlyozás a rotor tárcsákon történik, nem magukon a kalapácsokon. A "Split Weight" (Súlymegosztás) funkció lehetővé teszi a számított tömeg két rendelkezésre álló pont között (pl. a kalapács csaplyukak között) történő elosztását, ha a pontos szögű felszerelés nem lehetséges, megőrizve a korrekciós vektort.
Malomkiegyensúlyozás: Precíziós követelmények
A malmok folyamatos működési ciklusok miatt a legmagasabb kiegyensúlyozási pontosságot igénylik; bármilyen rezgés a drága hajtások és bélések fáradási meghibásodásához vezet.
Kalapácsos malom kiegyensúlyozása
A törőgépektől eltérően, kalapácsos malom kiegyensúlyozása nagy sebességű egységeket (akár 3600 fordulat/perc) céloz meg, amelyeket gabona, biomassza vagy vegyi anyagok finom őrlésére használnak. Ilyen sebességeknél a megengedett maradék kiegyensúlyozatlanság rendkívül kicsi (ISO 1940 G2.5 vagy G6.3). A kalapácsos malom rotorai gyakran ventilátorként működnek; a ház kinyitása a súlyok felszerelése érdekében megváltoztathatja az aerodinamikai ellenállást. A Balanset-1A segítségével történő kiegyensúlyozást a ház teljes összeszerelése mellett, hozzáférési nyílások használatával vagy a megváltozott feltételek figyelembevételével kell elvégezni.
Golyós malom kiegyensúlyozása
Golyós malom kiegyensúlyozása egyedülálló kihívásokat jelent. Maga a dob, kaotikus csiszolóanyag-mozgásával, általában nem egyensúlyozható a hagyományos értelemben. A hangsúly a nagy sebességű hajtásláncon van.
Hajtóműtengely kiegyensúlyozása
A csapágyegységekkel és tengelykapcsolóval ellátott hajtótengely a kritikus elem. A fogaskerék tengelyén fellépő rezgés gyakran nem kiegyensúlyozatlanság, hanem fogkopás vagy eltérítés okozza. A Balanset-1A spektrális elemzése azonosítja a fogaskerekek illeszkedési frekvenciáját (GMF). Ha az 1×RPM dominál, akkor a tengelykapcsoló vagy a karimára szerelt súlyok dinamikus kiegyensúlyozását végzik el.
A mérés bonyolultsága
A dob belsejében a golyók ütközése véletlenszerű alacsony frekvenciájú zajt kelt. A Balanset-1A beállításainak növelniük kell a jel átlagolási idejét (pl. 10–20 másodperc), hogy stabil amplitúdó- és fázisértékeket kapjanak.
Hengeres malom kiegyensúlyozása
Hengeres malom kiegyensúlyozása alkalmazható a lisztmalomiparban, a polimeriparban és az acéliparban. A hengerek hosszú, nehéz henger alakúak, hajlamosak a hajlításra (csapkodásra). A végeken két síkú kiegyensúlyozás kötelező. A Balanset-1A méri a bal és jobb oldali támaszok közötti fáziskülönbséget; 180°-os fáziskülönbség erős páros kiegyensúlyozatlanságot jelez. A helyszíni hengerkiegyensúlyozás figyelembe veszi a hajtócsigákat és a hengercsapágyakra szerelt fogaskerekeket, amelyek saját kiegyensúlyozatlanságukat hozzák.
Őrlőmalom kiegyensúlyozása
Őrlőmalom kiegyensúlyozása széles spektrumot ölel fel: kopócsiszolók, gyöngycsiszolók és precíziós csiszológépek. A finomcsiszoló orsók esetében a készülék három mozgatható ellensúlyos módszert támogat, amely hegesztés vagy gitt nélkül biztosítja az ideális simaságot.
Porító kiegyensúlyozás
Porlasztó kiegyensúlyozása, különösen az erőművek szénmalmai esetében, rendkívül fontos. Sok porlasztó vertikális kialakítású; a rezgésérzékelők (X és Y tengelyek) a motor vagy a hajtómű felső csapágyegységére vannak felszerelve. A felső részben egy forgó szeparátor (dinamikus osztályozó) található; annak kiegyensúlyozatlansága súlyos felsőszerkezeti rezgéseket okoz. A Balanset-1A szerviznyílásokon keresztül kiegyensúlyozza ezt az egységet, megakadályozva a hajtás megrongálódását és javítva az őrlés finomságát.
Méretcsökkentő berendezések kiegyensúlyozása
Aprító kiegyensúlyozása
Aprító kiegyensúlyozása nagy teljesítményű, alacsony fordulatszámú rotorokhoz (300–500 fordulat/perc) alkalmas, fémhulladékok vagy gumiabroncsok feldolgozására. A Balanset-1A gyorsulásmérők kiváló alacsony frekvenciájú érzékenységgel rendelkeznek (5 Hz-től), így megbízhatóan kezelik az ilyen gépeket. Az extrém ütéses terhelések miatt a próba- és korrekciós súlyokat biztonságosan hegeszteni kell; mágnesek vagy ragasztószalagok még teszteléshez sem elfogadhatók.
Aprítógép kiegyensúlyozása
A forgácsoló kiegyensúlyozása Az erdőgazdálkodásban két géptípust különböztetünk meg. A tárcsás aprítógépek kihívást jelentenek, mert a tárcsa giroszkópként működik, és az elsődleges probléma az axiális rezgés ("8-as alakú" imbolygás). A szenzorokat radiálisan és axiálisan (a tengely tengelye mentén) szerelik fel a tárcsa futáshibájának figyelemmel kísérésére. A súlyokat a tárcsa hátsó felületére vagy erre a célra kialakított kiegyensúlyozó zsebekbe szerelik.
A dobos aprítógépek rotoruk hosszúsága miatt klasszikus két síkú kiegyensúlyozást igényelnek. Az összes kést egy készletként kell karbantartani – egy kés élezése vagy cseréje megzavarja az egyensúlyt. A kés vastagságának tűréshatára: 0,13–0,25 mm. Az éltelen kések nem vágnak, hanem aprítanak, ami túlzott rezgést és fáradási repedéseket okoz a hegesztésekben. Ajánlott élezési intervallum: 6–8 üzemóraenként.
Granulátor kiegyensúlyozása
Granulátor kiegyensúlyozása A műanyagok újrahasznosításához rotorra szerelt kések (1–3 mm-es rés a rögzített késekhez képest) szükségesek. Rezgés megjelenésekor először ellenőrizze a kések állapotát és rögzítését. Ha a rezgés továbbra is fennáll, professzionális rotor kiegyensúlyozásra van szükség. A gép rezgéscsillapító alátétekre történő felszerelése csökkenti az alapzat általi rezgésátvitelt.
Pelletizáló kiegyensúlyozás
Pelletizáló kiegyensúlyozása fedi a gyűrűs szerszámot és a préshengereket. A szerszám felületének excentricitása nem haladhatja meg a 0,3 mm-t (mérőórás ellenőrzés). A henger és a szerszám közötti rés: minimum 0,2–0,3 mm. A sérült rögzítőgyűrűk a szerszámtörés és a súlyos rezgés elsődleges okai.
Keverő és keverő berendezések kiegyensúlyozása
Keverő kiegyensúlyozása
Keverő kiegyensúlyozása az ipari kategóriájú szivattyúknál az API 610 szabványt követi, amely az ISO 1940 szerint G2.5 pontosságot ír elő. Az optimális járókerék/tartály átmérőarány (D/T): 1/3. A nehézüzemű keverők a kritikus fordulatszám 65%-án, a szabványos ipari keverők 70%-án üzemelnek. Kerülje a folyamatos üzemet a kritikus fordulatszám 70–130%-os tartományában, hacsak a rotor/megtámasztás rendszerét nem elemezték és validálták kifejezetten; a kiegyensúlyozás csökkenti a gerjesztést, de önmagában nem teszi biztonságossá a rezonancia közeli üzemet.
Keverő kiegyensúlyozása
Keverő kiegyensúlyozása a vegyipari feldolgozásban figyelembe veszi a mély tartályok hosszú tengelyeit. A lapátos és turbinás keverők a kritikus fordulatszám 50–65%-án üzemelnek; a nagyfordulatú típusok (propelleres, tárcsás) a kritikus fordulatszám fölött működnek. A dinamikus kiegyensúlyozás minimalizálja a kiegyensúlyozatlansági gerjesztést ezeken a fordulatszámokon, de a kritikus fordulatszám közelében az üzem csak akkor biztonságos, ha a rotor/megtámasztás rendszerét kifejezetten elemezték és validálták. Hosszú tengelyeknél közbenső támaszokat (stabilizáló csapágyakat) alkalmaznak.
Keverő kiegyensúlyozása
Keverő kiegyensúlyozása nagy sebességű diszpergálókat (oldókat) érint. Az egyensúlyhiány a penge és a tartály falának érintkezését okozza. A Balanset-1A segítségével végzett pontos tengely- és pengekiegyensúlyozás meghosszabbítja a mechanikus tömítés élettartamát, megakadályozva a termék szivárgását.
Terepi kiegyenlítés Balanset-1A segítségével
A Balanset-1A A hordozható kiegyensúlyozó rendszer lehetővé teszi a helyszíni javítást a gép szétszerelése nélkül, így nincs szükség szállítási időre, csökken a leállás ideje, és az eredmények a tényleges üzemi körülmények között ellenőrizhetők.

Hogyan egyensúlyozza a Balanset-1A a törőgépeket és egyebeket?
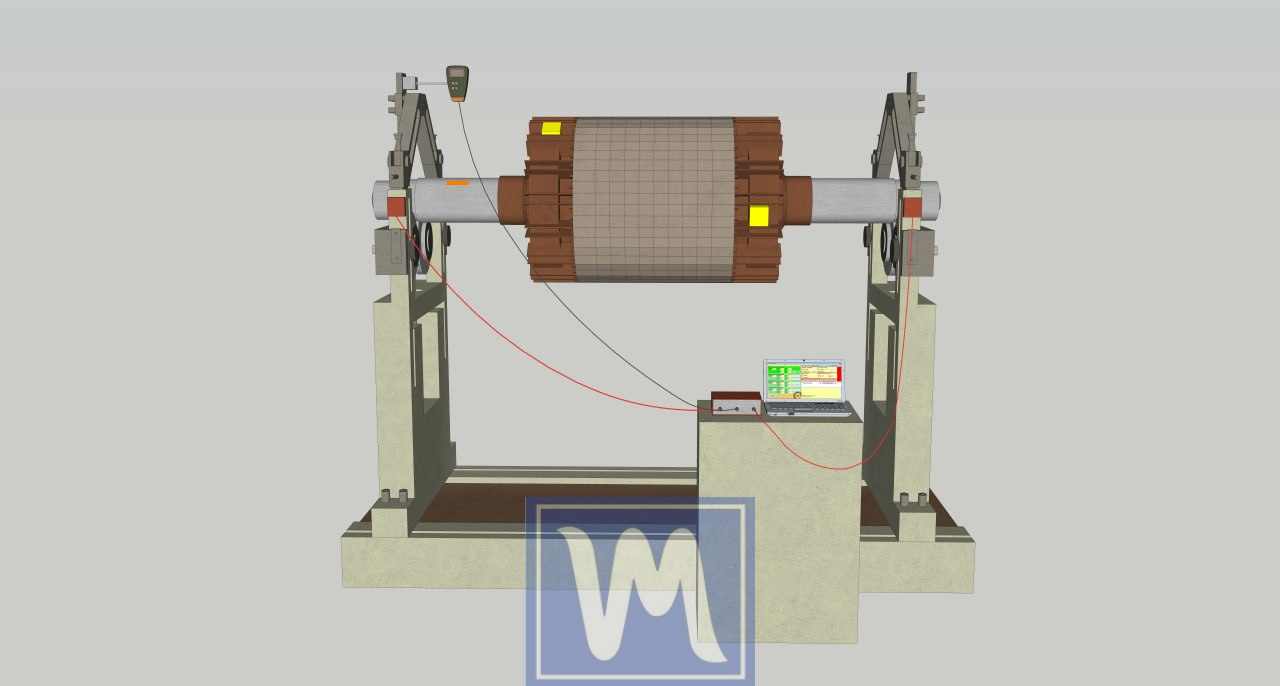
A Balanset-1A egy hordozható, kétcsatornás dinamikus kiegyensúlyozó és rezgéselemző készülék, amelyet pontosan erre a célra terveztek. Lehetővé teszi a mérnökök és a karbantartó személyzet számára, hogy helyszínen végezzenek precíziós kiegyensúlyozást számos berendezésen. A Balanset-1A két gyorsulásmérő rezgésérzékelővel és egy lézeres fordulatszámmérővel, valamint PC-n futó szoftverrel rendelkezik. Így működik és miért hatékony:
Két síkú helyszíni kiegyensúlyozás
A Balanset-1A egy- vagy két síkú kiegyensúlyozást végezhet a tényleges gépen, annak normál csapágyain. Ez azt jelenti, hogy a törőgép rotorát eltávolítása nélkül kiegyensúlyozhatja, ami hatalmas időmegtakarítást jelent. Két sík használatával kijavítja a rotor statikus és dinamikus kiegyensúlyozatlanságát. Például, ha egy kúpos törőgép excentrikus súlya rezgést okoz, a Balanset-1A két síkú képessége meghatározza, hogyan lehet azt a megfelelő pozíciókban ellensúlyozni – amit az egy síkú módszerek nem tudnak megtenni.
Széles körű felszerelés
Ez az eszköz sokoldalúan használható – forgó berendezések, például darálók, ventilátorok, aprítógépek, csigák, tengelyek, centrifugák, turbinák és más berendezések helyszíni kiegyensúlyozására tervezték. A gyakorlatban egy Balanset-1A berendezés széles körű berendezésparkot (darálók, malmok, aprítógépek, keverők stb.) képes kiszolgálni, csökkentve ezzel az állásidőt és a külső kiegyensúlyozási szolgáltatásoktól való függőséget.
Könnyen használható szoftver
A Balanset-1A használatához nem kell rezgésszakértőnek lenni. A szoftver lépésről lépésre végigvezeti a felhasználót a folyamaton, és automatikusan kiszámítja a szükséges korrekciós súlyokat és szögeket. A próbasúly tesztelése után egyértelműen megadja a kiegyensúlyozási megoldást, így a technikusok minimális képzéssel is elsajátíthatják a használatát.
Megbízható eredmények
Hordozhatósága ellenére a Balanset-1A professzionális minőségű kiegyensúlyozást biztosít. Pontosan méri a rezgést és a fázist, és kiszámítja a korrekciókat, hogy megfeleljen a szabványos kiegyensúlyozási minőségi osztályoknak (ISO 1940). A gyakorlatban, ha a mérési feltételek stabilak és az eljárást helyesen követik, akkor sokkal drágább analizátorokhoz hasonló eredményeket tud produkálni.
Rezgéselemzési funkciók
A kiegyensúlyozáson túl a Balanset-1A rezgéselemzőként is működik, és képes hullámformákat és FFT spektrumokat megjeleníteni. Ez segít diagnosztizálni, hogy a rezgés kiegyensúlyozatlanság vagy más probléma (rossz beállítás, lazaság, rezonancia) miatt alakult-e ki, így pontosabb karbantartási döntések meghozatalát támogatja. Kiegyensúlyozási módban a hangsúly az 1× forgási komponensen van, hogy elkülönítsék a kiegyensúlyozatlanságot.
A Balanset-1A előnyei a hagyományos módszerekkel szemben
A Balanset-1A használata a dinamikus kiegyensúlyozáshoz számos fontos előnyt kínál a régebbi módszerekhez vagy a külső szolgáltatások igénybevételéhez képest:
Nincs szétszerelés és minimális leállás: A hagyományos kiegyensúlyozás gyakran azt jelentette, hogy a rotort szétszerelték és műhelybe szállították, ami napokig tartott. A Balanset-1A segítségével a kiegyensúlyozás helyben, néhány óra alatt elvégezhető.
Nincs szükség a törőgép rotorának vagy malomtengelyének eltávolítására; egyszerűen csak csatlakoztassa az érzékelőket, és végezze el a kiegyensúlyozási eljárást a helyszínen. Ez a helyszíni megközelítés 3–7 napos munkát 2–4 órára csökkenthet, ami azt jelenti, hogy a termelés még aznap folytatható.
Költségmegtakarítás: A munkát házon belül elvégezve a vállalatok elkerülik a szakosodott vállalkozók magas díjait és a hosszabb leállásból származó veszteségeket. Maga a Balanset-1A eszköz viszonylag megfizethető – nagyjából néhány ezer euróba kerül –, mégis „a drága analizátorok képességeinek körülbelül 80%-át biztosítja, mindössze ~20%-os áron”.
A felhasználók harmadik fél szakemberek bevonása nélkül is elvégezhetik az egyensúlyozást, és a készülék néhány egyensúlyozási feladat után megtérül. Ráadásul egyetlen súlyos meghibásodás megelőzése is igazolhatja a beruházást.
Minden típusú egyensúlyhiány kezelésére alkalmas: A késélek statikus kiegyensúlyozásával ellentétben a Balanset-1A két síkú dinamikus képessége egy folyamatban javítja mind a statikus nehéz pontokat, mind a dinamikus nyomaték-kiegyensúlyozatlanságot.
Ez azt jelenti, hogy még akkor is, ha a rotorban trükkös rezgés (momentumkiegyensúlyozatlanság) jelentkezik, a Balanset-1A képes azt észlelni, és két korrekciós súly elhelyezésével semlegesíti a nyomatékot. Ez egy átfogó megoldás a gyakori kiegyensúlyozatlansági helyzetekre.
Sokoldalúság számos géphez: Egy Balanset-1A egység gyakorlatilag bármely iparágban, bármely forgó alkatrészen használható. Valóban univerzális – ugyanaz a készlet ma egy ventilátor fúvókáját, holnap egy kőzúzó gépet, holnapután pedig egy porlasztót tud kiegyensúlyozni.
A mi esetünkben ez ideális olyan műveletekhez, amelyek többféle berendezést igényelnek (zúzás, őrlés, keverés stb.), mivel nem szükséges minden egyes berendezéshez külön kiegyensúlyozó eszköz. A zúzóktól és őrlőktől a mulcsozókig, keverőkig, tengelyekig és turbinákig, a készülék sokféle rotorhoz alkalmazkodik.
Könnyű használat és biztonság: A Balanset-1A vezérelt szoftvere és egyszerű hardverkonfigurációja azt jelenti, hogy nem kell rezgésfizikusnak lennie ahhoz, hogy kiegyensúlyozást végezzen. A folyamat biztonságos és megismételhető – a rezgést fokozatosan, kiszámított súlykiigazításokkal csökkenti, nem pedig próbával-hibával. Ez csökkenti az emberi hiba esélyét. A túlzott rezgés kiküszöbölésével pedig a létesítmény biztonságát is növeli (kevesebb esetben történik meg, hogy a gépek szétrázódnak vagy repülő törmelék keletkezik).
A túlzott rezgés kiküszöbölésével javítja a létesítmény biztonságát is (kevesebb esetben történik meg, hogy a gépek szétrázódnak vagy repülő törmelék keletkezik).
Gyors diagnosztika: Rezgéselemző módjával a Balanset-1A segítségével gyorsan megállapítható, hogy a fő probléma az egyensúlyhiány, vagy más tényezők (pl. hajlított tengely vagy rezonancia) is közrejátszanak-e. Ez az all-in-one diagnosztikai és javítási funkció lehetővé teszi a problémák gyorsabb azonosítását és megoldását, mint egy külső csapatra várni. A helyszíni diagnosztikai és javítási ciklus sok esetben kevesebb mint 1 óra alatt elvégezhető.
Sok esetben a diagnosztizálás és a javítás ciklusa ugyanazon karbantartási időkereten belül elvégezhető.
Műszaki adatok
| Paraméter | Érték |
|---|---|
| Rezgésmérési tartomány | 0.2–80 mm/s RMS |
| Frekvenciatartomány | 5-1000 Hz |
| Sebességtartomány | 250–90,000 rpm |
| Fázis pontosság | ±1° |
| Amplitúdó pontosság | ±5% |
| Csatornák | 2 (egyidejű mérés) |
| Súly | 4 kg (teljes készlet tokban) |
Előnyök a hagyományos módszerekkel szemben
| Paraméter | Hagyományos (műhelyi) módszer | Terepi kiegyenlítés (Balanset-1A) |
|---|---|---|
| Teljes idő | 3–7 nap | 2–4 óra |
| Szétszerelés szükséges | Igen | Nem |
| Tipikus költség munkánként | 5000–15 000 euró | 500–1500 euró |
| Figyelembe veszi a tényleges felszerelést | Nem | Igen |
| Elérhető pontosság | G2.5-G6.3 | G2.5-G6.3 |
Lépésről lépésre kiegyensúlyozási eljárás
A sikeres egyensúlyozás titka a 80% előkészítés. Kövesse ezt a bevált algoritmust:
Előkészítés
- Tisztítsa meg a rotort a szennyeződésektől, rozsdától, tapadó anyagoktól — a szennyeződések torzítják az eredményeket.
- Ellenőrizze a csapágyakat (játék, zaj, hő) — a kiegyensúlyozás nem tudja kijavítani a csapágyhibákat.
- Ellenőrizze a biztonságos alapzat rögzítését és ellenőrizze a védőburkolatokat.
- Kalapácsos törőgépek esetében: ellenőrizze a kalapács szabad mozgását és a súlyok megfelelőségét.
Érzékelő telepítése
- Szerelje fel a rezgésérzékelőket a csapágyházakra, a forgástengelyre merőlegesen (a csapágytól 25 cm-en belül).
- Csatlakoztassa az X1 és X2 bemenetekhez
- Szerelje fel a lézeres fordulatszámmérőt úgy, hogy a sugár a rotoron lévő fényvisszaverő szalagra essen.
- Csatlakoztassa az X3 bemenethez, és ellenőrizze a stabil fordulatszám-leolvasást.

Kezdeti mérés
- Szoftver indítása: F7 — Kiegyensúlyozás → F3 — Két síkú kiegyensúlyozás
- Adja meg a rotor paramétereit
- Nyomja meg az F9 gombot a kezdeti rezgés méréséhez.
- Rögzítse az amplitúdót és a fázist mindkét mérési ponton.
Próbaüzem
- Állítsa le a gépet, és helyezze be a próbasúlyt az 1. síkba (a tömegnek 20–30%-vel kell megváltoztatnia az amplitúdót vagy a fázist).
- Futtatás és mérés
- Helyezze át a súlyt a 2. síkra, és ismételje meg a mérést.
- A szoftver kiszámítja a befolyási együtthatókat


Korrekciós súly felszerelése
- A szoftver a polárdiagramon mindkét sík korrekciós tömegét és szögét megjeleníti.
- Állandó súlyok felszerelése (hegesztés, csavarozás, szorítás)
- Ha a pontos szögű felszerelés nem lehetséges, használja a "Split Weight" funkciót.

Ellenőrzés
- Mérje meg a maradék rezgést
- Cél: A vagy B zóna az ISO 10816-3 szerint (pl. <2.8 mm/s egy közepes gépnél merev megtámasztáson)
- A befolyási együtthatók (F8) mentése a jövőbeli kiegyenlítéshez próbaüzem nélkül
- Jelentés létrehozása (F9)
Gazdasági indoklás és befektetés megtérülése
A hordozható kiegyensúlyozó berendezésekbe történő befektetés intenzív használat mellett 3–4 hónapon belül megtérül.
| Tétel | Érték |
|---|---|
| Balanset-1A berendezés költsége | €1,735–1,975 |
| Egyetlen vállalkozó által nyújtott kiegyenlítő szolgáltatás | €1,500 |
| Tipikus éves kiegyenlítési gyakoriság | 4 alkalommal/év |
| Éves szervizszerződéses megtakarítások | €6,000 |
| A csapágy élettartamának meghosszabbításával elérhető megtakarítások | 10 000–30 000 euró/év |
| A leállási idő csökkentésével elérhető megtakarítások | 50 000–150 000 euró/év |
| Teljes éves megtakarítás | 66 000–186 000 euró |
| Megtérülési idő | 3–4 hónap |
A csapágy élettartama fizika
Az L₁₀ csapágy-élettartam fordítottan arányos a terhelés (P) köbével: L₁₀ = (C/P)³. A rezgési terhelés 50%-kal történő csökkentése a számított csapágy-élettartamot 8-szorosára növeli. Erősen terhelt szerelvények, például kalapácsos törőgép tengelyei vagy hengeres malom csapágycsapjai esetében ez hónapok helyett éveket jelent.
Gyakori problémák elhárítása
Probléma: Instabil vagy "lebegő" mérési eredmények
Lehetséges okok: mechanikai lazaság, kopott csapágyak, rezonancia közelében történő működés, instabil sebesség, anyagfelhalmozódás.
Megoldás: Húzza meg az alapcsavarokat, ellenőrizze a csapágyak játékát, ellenőrizze a merev rögzítést, biztosítsa az állandó fordulatszámot a mérés során, alaposan tisztítsa meg a rotort.
Probléma: Nem lehet elérni a szükséges tűrést
Lehetséges okok: egyéb meglévő hibák (rossz beállítás, hajlított tengely, csapágykárosodás), nem lineáris rendszer viselkedés, rezonancia.
Megoldás: Végezzen lefékezési tesztet a rezonanciák azonosításához, végezzen átfogó diagnosztikát, javítsa ki a kapcsolódó hibákat, mielőtt újra megpróbálná a kiegyensúlyozást.
Probléma: Kalapácsos törőgép – a kalapácsok beragadnak a csapokba
Ok: korrózió vagy por, amely megakadályozza a kalapács szabad mozgását.
Megoldás: A kiegyensúlyozás előtt tisztítsa meg és kenje meg az összes kalapács csapszeget. Ellenőrizze, hogy minden kalapács szabadon mozog-e. Cserélje ki a beragadt csapszegeket.
Probléma: Ütőcsapó – anyagfelhalmozódás
Ok: nedves vagy ragadós anyag tapad a rotorkamrák belsejéhez (dokumentált eset: 15 kg agyag 4-ről 12 mm/s-ra növelte a rezgést).
Megoldás: A kiegyensúlyozás előtt alaposan tisztítsa meg a rotor belsejét. Fontolja meg a rotor kamrák tapadásgátló bevonatának alkalmazását.
Gyakran ismételt kérdések
Milyen gyakran kell elvégezni a törőgép kiegyensúlyozását?
Ütő- és kalapácsos törőgépek esetében: 500–1000 üzemóra után vagy kopóalkatrészek cseréje után. Állkapocs- és kúpos törőgépek esetében: 3–6 hónaponta vagy rezgésnövekedés esetén. A folyamatos rezgésfigyelés lehetővé teszi az állapotalapú ütemezést.
El tudja-e végezni a kiegyensúlyozást a vállalat belső személyzete?
Igen. A Balanset-1A és egy rövid (általában egy napos) képzés segítségével a kiegyensúlyozási tapasztalattal nem rendelkező karbantartási technikusok is professzionális eredményeket érhetnek el. A szoftver lépésről lépésre végigvezeti a felhasználókat az eljáráson.
Milyen minőségi osztály szükséges?
A legtöbb daráló és malom: G6,3 az ISO 1940-1 szerint. Nagy sebességű berendezések (1500 fordulat/perc feletti kalapácsos malmok, porítóberendezések): G2,5. Precíziós csiszolóorsók: G1,0 vagy jobb.
A kiegyensúlyozás megszünteti az összes rezgést?
Nem. A kiegyensúlyozás csak a tömegaszimmetria okozta rezgéseket szünteti meg. Az eltérítés, a csapágyhibák, a lazaság, a rezonancia, a fogaskerekek illeszkedési problémái vagy az aerodinamikai erők okozta rezgések külön javító intézkedéseket igényelnek. A rezgések átfogó elemzése azonosítja a kiváltó okokat.
Miért szükséges a két síkú kiegyensúlyozás?
A hosszúkás rotoroknál (L/D körülbelül 0.5 felett) és a jelentős nyomatéki választ mutató rotoroknál egyszerre jelentkezik statikus és nyomatéki (moment) kiegyensúlyozatlanság. Az egysíkú kiegyensúlyozás nem tudja korrigálni a nyomatéki kiegyensúlyozatlanságot, amely ringató mozgást hoz létre és károsítja a csapágyakat. Az egyetlen teljes megoldás a kétsíkú dinamikus kiegyensúlyozás.
A tárolt befolyási együtthatók újra felhasználhatók?
Igen, azonos rotorkonfigurációk esetén. A kezdeti jellemzés után a későbbi kiegyensúlyozáshoz (pl. fúvóka vagy kalapács cseréje után) csak egy mérési futtatásra van szükség. Ez a funkció jelentősen csökkenti a rutin karbantartáshoz szükséges kiegyensúlyozási időt.
Mi a cél rezgésszint a kiegyensúlyozás után?
Az ISO 10816-3 (ma ISO 20816-3) A–D zónákat határoz meg, amelyek határértékei a gépcsoporttól és a megtámasztás típusától függenek. Például a B/C zóna határa 2.8 mm/s a közepes gépeknél (15–300 kW) merev megtámasztáson, és 4.5 mm/s a nagy gépeknél (>300 kW) merev megtámasztáson. Cél: A vagy B zóna folyamatos üzemhez.
Kezdjen el spórolni a javításokon még ma!
Vásárolja meg a Balanset-1A-t, képezze ki csapatát, és vezessen be állapotalapú karbantartást. Professzionális technikai támogatás elérhető a WhatsAppon keresztül.
Gyakorlati eredmények: dokumentált esettanulmányok
- Cukornád rostosító (24 tonna, 747 fordulat/perc): A rezgés 3,2 mm/s-ról 0,47 mm/s-ra csökkent – 6,8-szoros javulás
- Törőgép Spanyolországban: Kezdeti rezgés >100 mm/s (vészhelyzet), kiegyensúlyozás után 16–18 mm/s — a gép "újként" működik
- Ipari daráló: 21,5–1,51 mm/s közötti rezgés – 14-szeres javulás
- Tetőre szerelt ventilátor (-6 °C környezeti hőmérséklet): 6,8-tól <1,8 mm/s
- Bevásárlóközpont szellőzése: 5–7 dB zajcsökkentés, energiamegtakarítás, hosszabb élettartam
Következtetés
Összefoglalva: függetlenül attól, hogy állkapocs-törőkről, kúpos törőkről, ütő-törőkről, kalapácsos törőkről vagy más forgó gépekről, például malmokról, aprítókról, keverőkről és darálókról van szó, a berendezések kiegyensúlyozása elengedhetetlen. Ez simább működést, hosszabb élettartamú alkatrészeket, energiamegtakarítást és biztonságosabb munkakörülményeket eredményez. A hagyományos statikus módszerek, például a “késekkel” történő kiegyensúlyozás, korlátozottak – nem képesek kezelni bizonyos típusú kiegyensúlyozatlanságokat, amelyek csak a gép működése közben jelentkeznek. Szerencsére a modern dinamikus kiegyensúlyozó eszközök megoldást kínálnak erre a problémára.
A Balanset-1A hordozható kiegyensúlyozó példázza az ezen a területen elért fejlődést. Professzionális minőségű két síkú kiegyensúlyozást biztosít közvetlenül a munkaterületen, lehetővé téve a karbantartó csapatok számára, hogy gyorsan kijavítsák a törőgép rotorainak és sok más alkalmazásnak az egyensúlytalanságát. Intelligens szoftverek és érzékelők használatával kiküszöböli a kiegyensúlyozásból a találgatásokat, és biztosítja, hogy még a komplex egyensúlytalanságok is megoldódjanak. Az eredmény: a gépek a tervezett módon, zavartalanul működnek, mentesek a rezgés okozta káros hatásoktól.
Számos iparágban – a bányászat és kőbányászat (törőgépek és malmok) területétől a gyártás és mezőgazdaság (ventilátorok, aprítógépek, keverők) területéig – a Balanset-1A-hoz hasonló megfelelő kiegyensúlyozó berendezésekbe való befektetés jelentősen megváltoztathatja a helyzetet. A berendezés “belülről” védi a gépeit, megelőzve a károsodásokat, mielőtt azok bekövetkeznének. Gyakorlatilag ez kevesebb meghibásodást, alacsonyabb karbantartási költségeket és megbízhatóbb termelést jelent.
Gyakorlati karbantartási szempontból a Balanset-1A hasznos rést tölt be a drága laboratóriumi berendezések és a külső szolgáltatók között: lehetővé teszi a gép saját csapágyain, valós üzemi sebesség és terhelés mellett történő helyszíni kiegyensúlyozást. Ez azért fontos, mert a laboratóriumi kiegyensúlyozás ideális támaszokon nem tükrözi teljes mértékben a helyszíni telepítési feltételeket. Ezenkívül a tárolt befolyási együtthatók lehetővé teszik a fúrórudak vagy kalapácsok cseréje után az egy lépésben történő ismételt kiegyensúlyozást – próbasúlyok nélkül.
A legtöbb törő- és őrlőberendezés esetében a tipikus cél az ISO 1940 szerinti G6.3 minőségi fokozat, ami az ISO 10816 szerinti 4,5 mm/s alatti rezgésnek felel meg. A Balanset‑1A segítségével ez a szint minimális képzés után is reális, reprodukálható feladat a képzett személyzet számára, feltéve, hogy a gép mechanikailag kifogástalan és a mérések stabilak.
0 Comments