Fältdynamisk balansering
Del I: Teoretiska och regulatoriska grunder för dynamisk balansering
Fältdynamisk balansering är en av de viktigaste operationerna inom vibrationsjusteringsteknik, som syftar till att förlänga livslängden för industriell utrustning och förhindra nödsituationer. Användningen av bärbara instrument som Balanset-1A gör det möjligt att utföra dessa operationer direkt på driftsplatsen, vilket minimerar stilleståndstid och kostnader i samband med demontering. Framgångsrik balansering kräver dock inte bara förmågan att arbeta med instrumentet, utan också en djup förståelse för de fysikaliska processer som ligger bakom vibrationer, samt kunskap om det regelverk som styr arbetets kvalitet.
Metodprincipen bygger på att installera provvikter och beräkna obalanspåverkanskoefficienter. Enkelt uttryckt mäter instrumentet vibrationen (amplitud och fas) hos en roterande rotor, varefter användaren sekventiellt lägger till små provvikter i specifika plan för att "kalibrera" påverkan av ytterligare massa på vibrationen. Baserat på förändringar i vibrationsamplitud och fas beräknar instrumentet automatiskt den nödvändiga massan och installationsvinkeln för korrigeringsvikter för att eliminera obalans.
Detta tillvägagångssätt implementerar den s.k. trekörningsmetod För balansering i två plan: initial mätning och två körningar med provvikter (en i varje plan). För balansering i ett plan är två körningar vanligtvis tillräckliga - utan vikt och med en provvikt. I moderna instrument utförs alla nödvändiga beräkningar automatiskt, vilket avsevärt förenklar processen och minskar kraven på operatörskvalifikationer.
Avsnitt 1.1: Obalansens fysik: Djupanalys
Kärnan i all vibration i roterande utrustning ligger i obalans, eller obalans. Obalans är ett tillstånd där rotormassan är ojämnt fördelad i förhållande till dess rotationsaxel. Denna ojämna fördelning leder till uppkomsten av centrifugalkrafter, vilket i sin tur orsakar vibrationer i stöd och hela maskinstrukturen. Konsekvenserna av oåtgärdad obalans kan vara katastrofala: från för tidigt slitage och förstörelse av lager till skador på fundamentet och själva maskinen. För effektiv diagnos och eliminering av obalans är det nödvändigt att tydligt skilja mellan dess typer.
Typer av obalans

Statisk obalans (enkelplan): Denna typ av obalans kännetecknas av en förskjutning av rotorns masscentrum parallellt med rotationsaxeln. I ett statiskt tillstånd kommer en sådan rotor, installerad på horisontella prismor, alltid att rotera med den tunga sidan nedåt. Statisk obalans är dominerande för tunna, skivformade rotorer där längd-diameterförhållandet (L/D) är mindre än 0,25, till exempel slipskivor eller smala fläkthjul. Eliminering av statisk obalans är möjlig genom att installera en korrigerande vikt i ett korrigeringsplan, diametralt motsatt den tunga punkten.
Par (ögonblick) obalans: Denna typ uppstår när rotorns huvudtröghetsaxel skär rotationsaxeln i masscentrum men inte är parallell med den. Parobalans kan representeras som två lika stora men motsatt riktade obalanserade massor belägna i olika plan. I ett statiskt tillstånd är en sådan rotor i jämvikt, och obalansen manifesterar sig endast under rotation i form av "gungning" eller "vobbling". För att kompensera för detta krävs installation av minst två korrigerande vikter i två olika plan, vilket skapar ett kompenserande moment.

Dynamisk obalans: Detta är den vanligaste typen av obalans i verkliga förhållanden och representerar en kombination av statiska och parvisa obalanser. I detta fall sammanfaller inte rotorns centrala tröghetsaxel med rotationsaxeln och skär den inte i masscentrum. För att eliminera dynamisk obalans krävs masskorrigering i minst två plan. Tvåkanaliga instrument som Balanset-1A är specifikt utformade för att lösa detta problem.
Kvasistatisk obalans: Detta är ett specialfall av dynamisk obalans där huvudtröghetsaxeln skär rotationsaxeln men inte i rotorns masscentrum. Detta är en subtil men viktig skillnad för att diagnostisera komplexa rotorsystem.
Stela och flexibla rotorer: Avgörande skillnad
Ett av de grundläggande koncepten inom balansering är skillnaden mellan styva och flexibla rotorer. Denna skillnad avgör själva möjligheten och metoden för framgångsrik balansering.
Stel rotor: En rotor anses vara stel om dess driftsrotationsfrekvens är betydligt lägre än dess första kritiska frekvens, och den inte genomgår betydande elastiska deformationer (avböjningar) under inverkan av centrifugalkrafter. Balansering av en sådan rotor utförs vanligtvis framgångsrikt i två korrektionsplan. Balanset-1A-instrument är främst konstruerade för att arbeta med stela rotorer.
Flexibel rotor: En rotor anses flexibel om den arbetar med en rotationsfrekvens nära en av dess kritiska frekvenser eller överstiger den. I detta fall blir den elastiska axelns utböjning jämförbar med masscentrumförskjutningen och bidrar i sig avsevärt till den totala vibrationen.
Att försöka balansera en flexibel rotor med hjälp av metoden för stela rotorer (i två plan) leder ofta till misslyckande. Installation av korrigerande vikter kan kompensera för vibrationer vid låg, subresonant hastighet, men när rotorn når driftshastighet, när den böjer sig, kan samma vikter öka vibrationerna genom att excitera ett av böjningsvibrationslägena. Detta är en av de viktigaste anledningarna till att balansering "inte fungerar", trots att alla åtgärder med instrumentet utförs korrekt.
Innan arbetet påbörjas är det oerhört viktigt att klassificera rotorn genom att korrelera dess driftsvarvtal med kända (eller beräknade) kritiska frekvenser. Om det är omöjligt att kringgå resonans rekommenderas det att tillfälligt ändra enhetens monteringsförhållanden under balanseringen för att förskjuta resonansen.
Avsnitt 1.2: Regelverk: ISO-standarder
Standarder inom balanseringsområdet utför flera viktiga funktioner: de etablerar en enhetlig teknisk terminologi, definierar kvalitetskrav och, viktigast av allt, fungerar som grund för kompromisser mellan teknisk nödvändighet och ekonomisk genomförbarhet.
ISO 1940-1-2007 (ISO 1940-1): Kvalitetskrav för balansering av stela rotorer
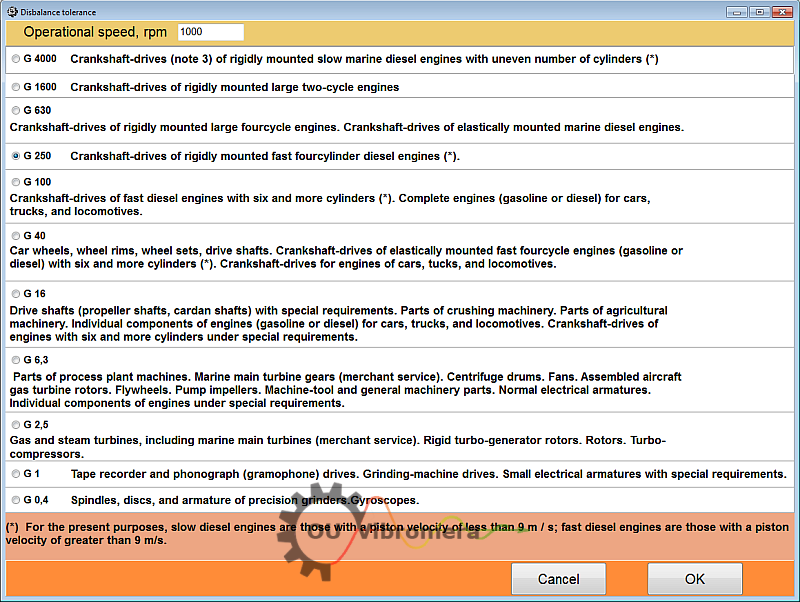
Denna standard är det grundläggande dokumentet för att bestämma tillåten kvarvarande obalans. Den introducerar konceptet balanseringskvalitetsgrad (G), som beror på maskintyp och dess rotationsfrekvens.
Kvalitetsklass G: Varje typ av utrustning motsvarar en specifik kvalitetsklass som förblir konstant oavsett rotationshastighet. Till exempel rekommenderas klass G6.3 för krossar och G2.5 för elmotorarmaturer och turbiner.
Beräkning av tillåten kvarvarande obalans (Uper): Standarden tillåter beräkning av ett specifikt tillåtet obalansvärde som fungerar som en målindikator vid balansering. Beräkningen utförs i två steg:
- Bestämning av tillåten specifik obalans (t.ex.per) med hjälp av formeln:
e per = (G × 9549) / n
där G är balanseringskvalitetsgraden (t.ex. 2,5), n är driftsrotationsfrekvensen, rpm. Måttenheten för eper är g·mm/kg eller μm. - Bestämning av tillåten kvarvarande obalans (Uper) för hela rotorn:
U per = e per × M
där M är rotormassan i kg. Måttenheten för Uper är g·mm.
Exempel: För en elmotorrotor med en massa på 5 kg, som arbetar vid 3000 rpm med kvalitetsklass G2.5:
eper = (2,5 × 9549) / 3000 ≈ 7,96 μm
Uper = 7,96 × 5 = 39,8 g·mm
Detta innebär att efter balansering bör den kvarvarande obalansen inte överstiga 39,8 g·mm.
ISO 20806-2007 (ISO 20806): Balansering på plats
Denna standard reglerar direkt fältbalanseringsprocessen.
Fördelar: Den största fördelen med balansering på plats är att rotorn är balanserad under verkliga driftsförhållanden, på sina stöd och under driftsbelastning. Detta tar automatiskt hänsyn till stödsystemets dynamiska egenskaper och påverkan av anslutna axelledningskomponenter.
Nackdelar och begränsningar:
- Begränsad åtkomst: Ofta är det svårt att komma åt korrektionsplan på en monterad maskin, vilket begränsar möjligheterna för viktinstallation.
- Behov av provkörningar: Balanseringsprocessen kräver flera "start-stopp"-cykler av maskinen.
- Svårigheter med allvarlig obalans: Vid mycket stor initial obalans kan begränsningar i planval och korrigerande viktmassa göra det omöjligt att uppnå den erforderliga balanseringskvaliteten.
Del II: Praktisk guide till balansering med Balanset-1A-instrument
Hur väl balanseringen lyckas beror på noggrannheten i förberedelserna. De flesta fel är inte relaterade till instrumentfel, utan till att faktorer som påverkar mätningens repeterbarhet ignoreras. Den huvudsakliga förberedelseprincipen är att utesluta alla andra möjliga vibrationskällor så att instrumentet endast mäter effekten av obalans.
Avsnitt 2.1: Grunden för framgång: Förbalanseringsdiagnostik och maskinförberedelse
Steg 1: Primär vibrationsdiagnostik (Är det verkligen obalans?)
Innan balansering är det bra att utföra en preliminär vibrationsmätning i vibrometerläge. Programvaran Balanset-1A har ett "Vibrationsmätarläge" (F5-knapp) där du kan mäta den totala vibrationen och separat komponenten vid rotationsfrekvens (1×) innan du installerar några vikter.
Klassiskt tecken på obalans: Vibrationsspektrumet bör domineras av en topp vid rotorns rotationsfrekvens (topp vid 1x varvtalsfrekvensen). Amplituden för denna komponent i horisontell och vertikal riktning bör vara jämförbar, och amplituden för andra övertoner bör vara betydligt lägre.
Tecken på andra defekter: Om spektrumet innehåller betydande toppar vid andra frekvenser (t.ex. 2x, 3x RPM) eller vid icke-multipla frekvenser, indikerar detta förekomsten av andra problem som måste elimineras innan balansering.
Steg 2: Omfattande mekanisk inspektion (checklista)
- Rotor: Rengör noggrant alla rotorytor från smuts, rost och andra fastsittande material. Även en liten mängd smuts vid en stor radie skapar betydande obalans. Kontrollera att det inte finns några trasiga eller saknade delar.
- Lager: Kontrollera lageraggregaten för överdrivet glapp, ovidkommande ljud och överhettning. Slitna lager ger inte stabila avläsningar.
- Fundament och ram: Säkerställ att enheten är installerad på ett stabilt underlag. Kontrollera att förankringsbultarna är åtdragna och att det inte finns några sprickor i ramen.
- Köra: För remdrift, kontrollera remspänning och skick. För kopplingsanslutningar - axeluppriktning.
- Säkerhet: Säkerställ att alla skyddsanordningar finns och är funktionsdugliga.
Avsnitt 2.2: Instrumentinstallation och konfiguration
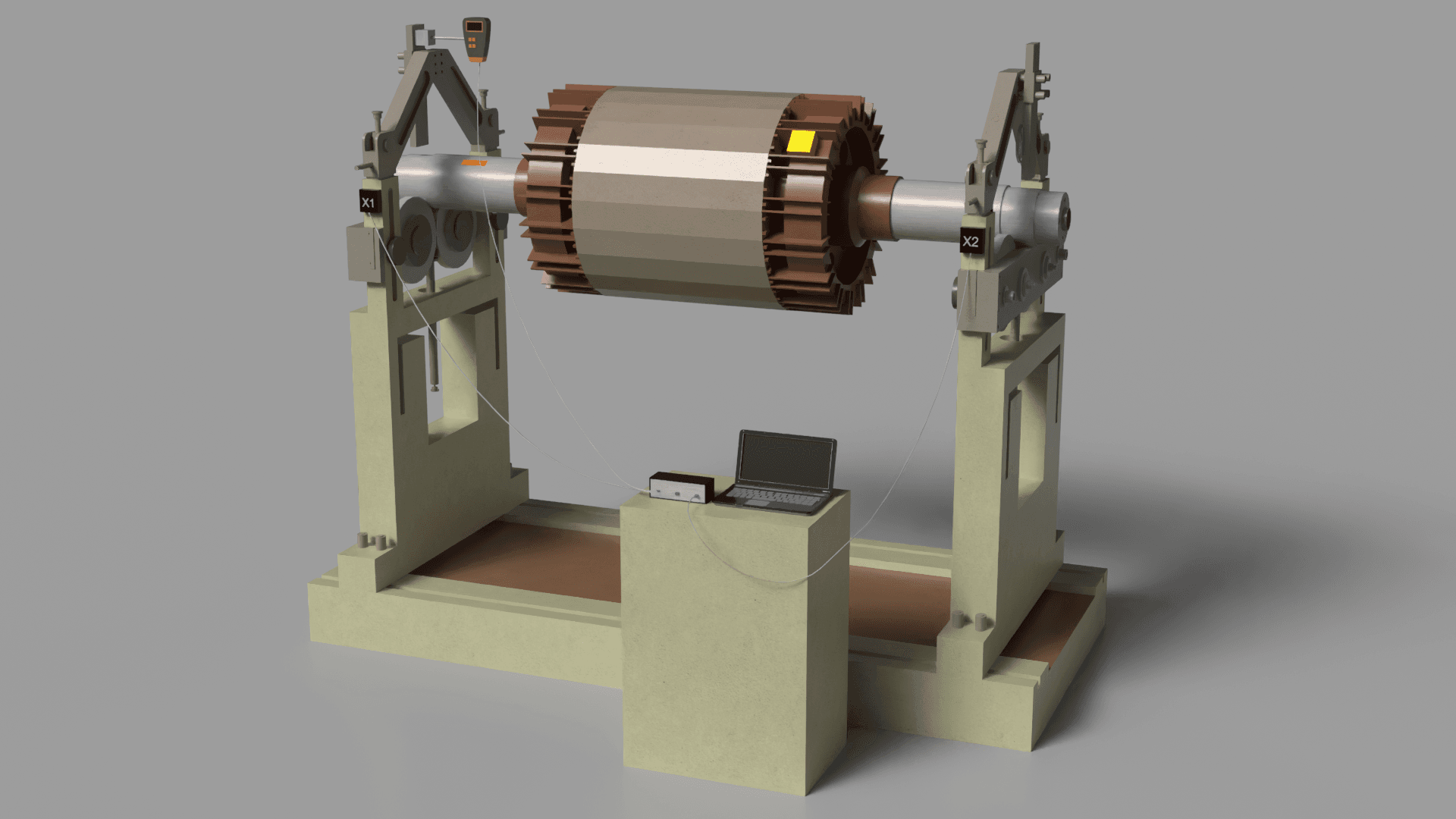
Installation av hårdvara
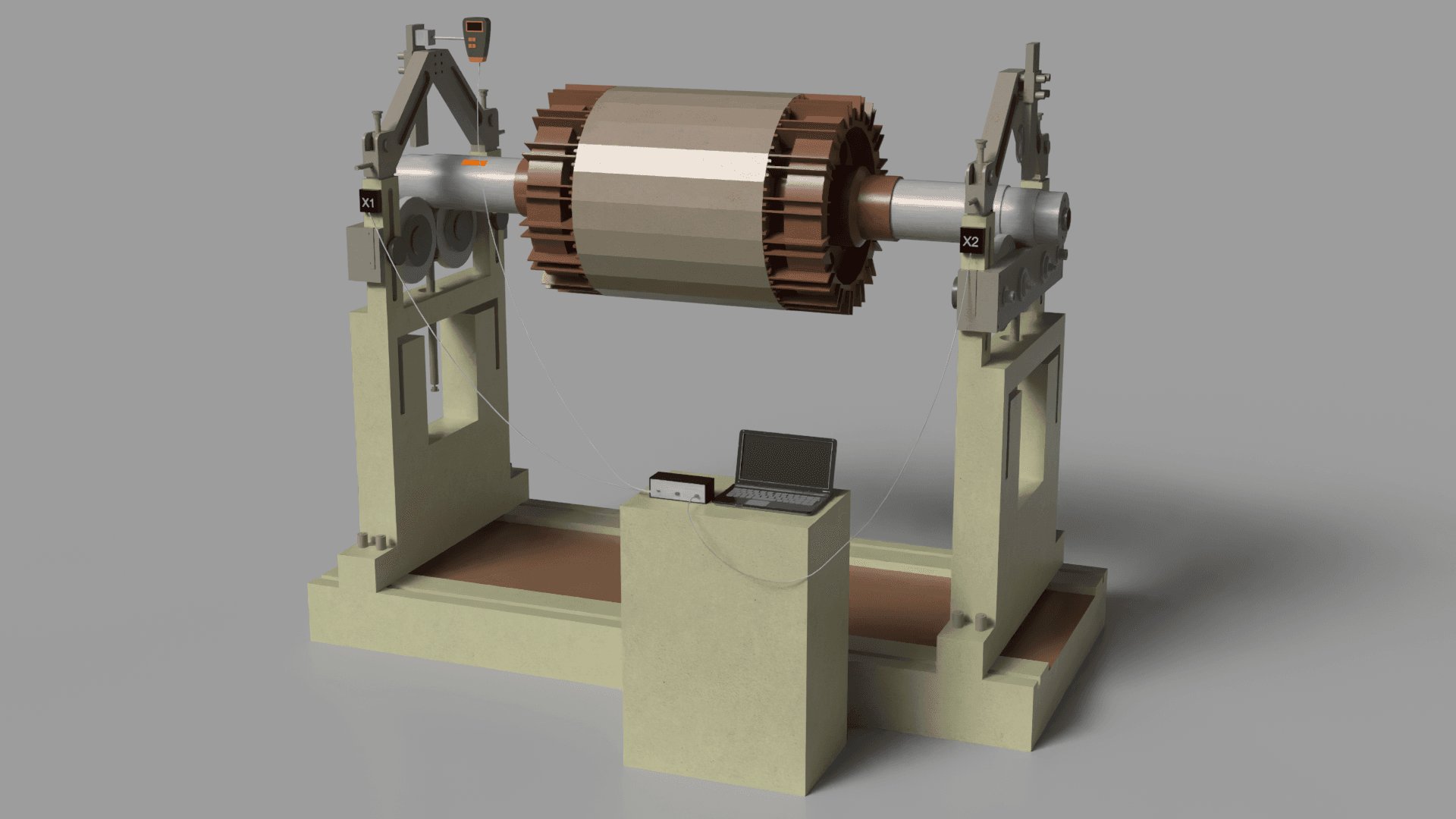
Vibrationssensorer (accelerometrar):
- Anslut sensorkablarna till motsvarande instrumentkontakter (t.ex. X1 och X2 för Balanset-1A).
- Montera sensorer på lagerhusen så nära rotorn som möjligt.
- Viktig praxis: För att få maximal signal bör sensorer installeras i den riktning där vibrationen är som störst. Använd en kraftfull magnetbas eller gängad montering för att säkerställa stabil kontakt.
Fassensor (laservarvräknare):
- Anslut sensorn till den speciella ingången (X3 för Balanset-1A).
- Fäst en liten bit reflextejp på axeln eller annan roterande del av rotorn.
- Montera varvräknaren så att laserstrålen träffar märket stabilt under hela varvet.
Programkonfiguration (Balanset-1A)
- Starta programvaran (som administratör) och anslut USB-gränssnittsmodulen.
- Gå till balanseringsmodulen. Skapa en ny post för den enhet som ska balanseras.
- Välj balanseringstyp: 1-plan (statisk) för smala rotorer eller 2-plan (dynamisk) för de flesta andra fall.
- Definiera korrigeringsplan: välj platser på rotorn där korrigeringsvikter säkert kan installeras.
Avsnitt 2.3: Balanseringsprocedur: Steg-för-steg-guide
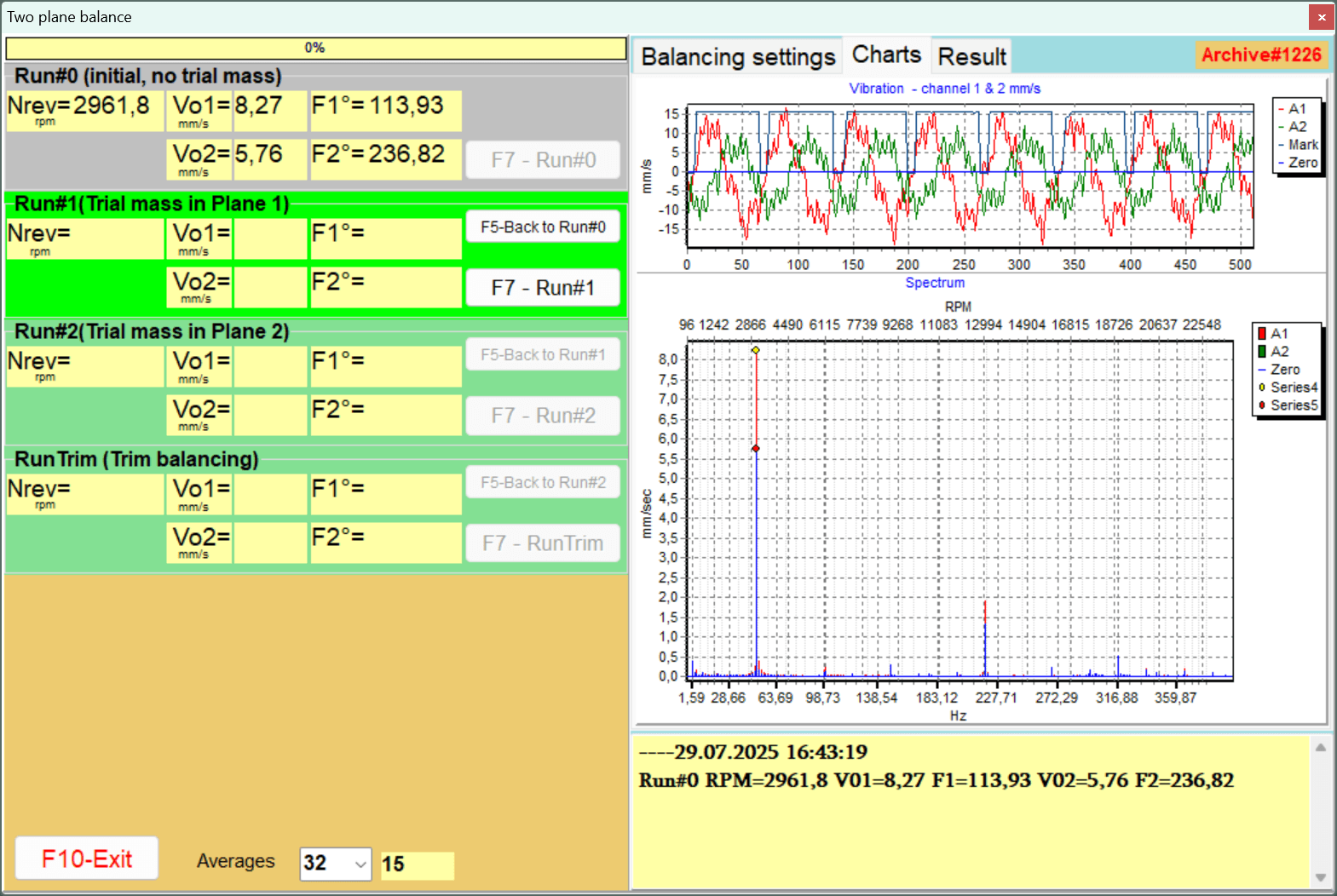
Körning 0: Initial mätning
- Starta maskinen och få den till en stabil driftshastighet. Det är oerhört viktigt att rotationshastigheten är densamma i alla efterföljande körningar.
- Starta mätningen i programmet. Instrumentet kommer att registrera initiala vibrationsamplitud- och fasvärden.
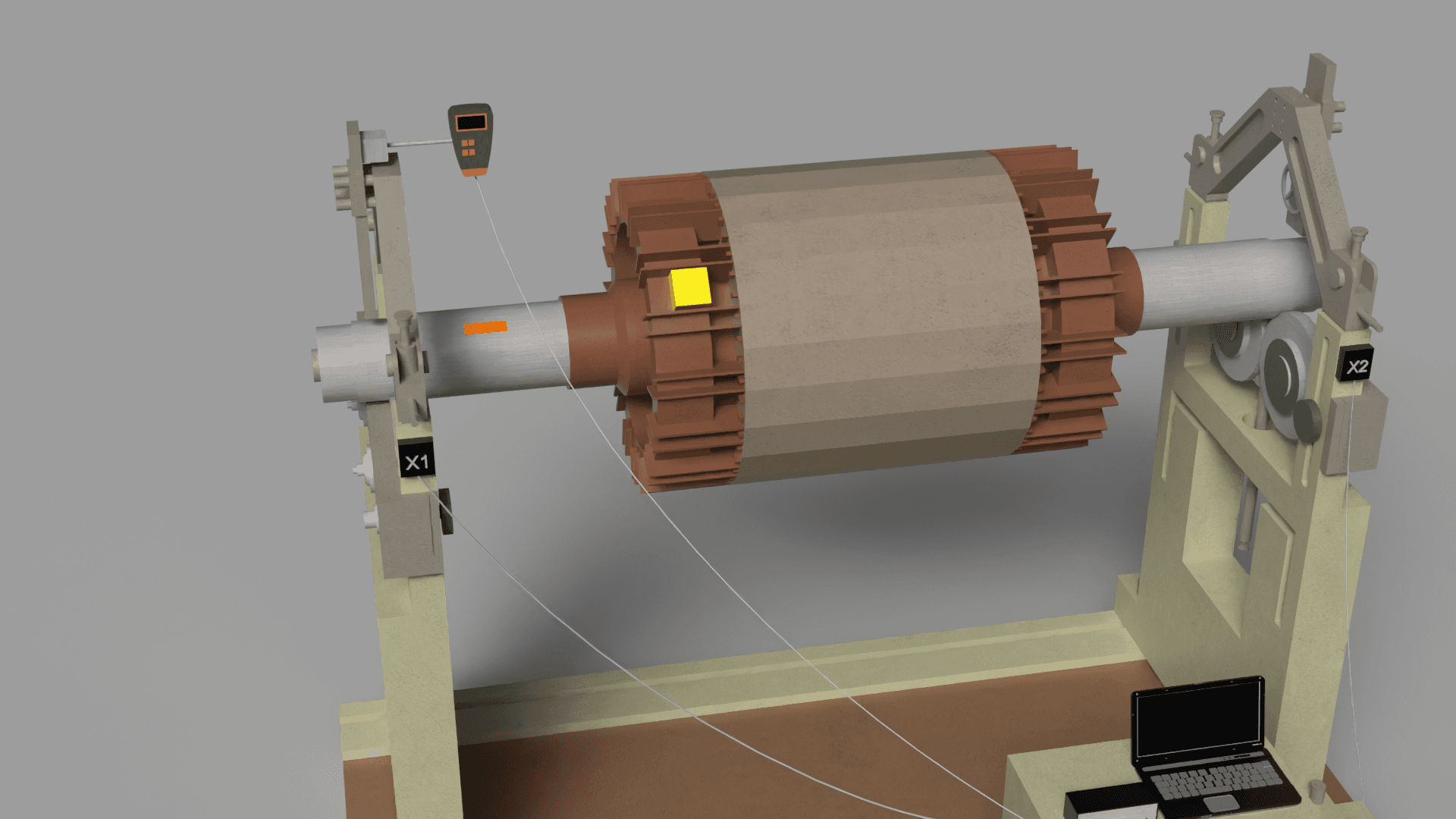
Körning 1: Provvikt i plan 1
- Stoppa maskinen.
- Val av provvikt: Testviktens massa bör vara tillräcklig för att orsaka märkbar förändring i vibrationsparametrarna (amplitudförändring på minst 20-30°C ELLER fasförändring på minst 20-30°C).
- Montering av provvikt: Fäst den vägda provvikten ordentligt vid en känd radie i plan 1. Registrera vinkelpositionen.
- Starta maskinen med samma stabila hastighet.
- Utför den andra mätningen.
- Stoppa maskinen och TA BORT provvikten.
Körning 2: Provvikt i plan 2 (för balansering i två plan)
- Upprepa exakt proceduren från steg 2, men installera provvikten i plan 2.
- Starta, mäta, stoppa och TA BORT provvikten.
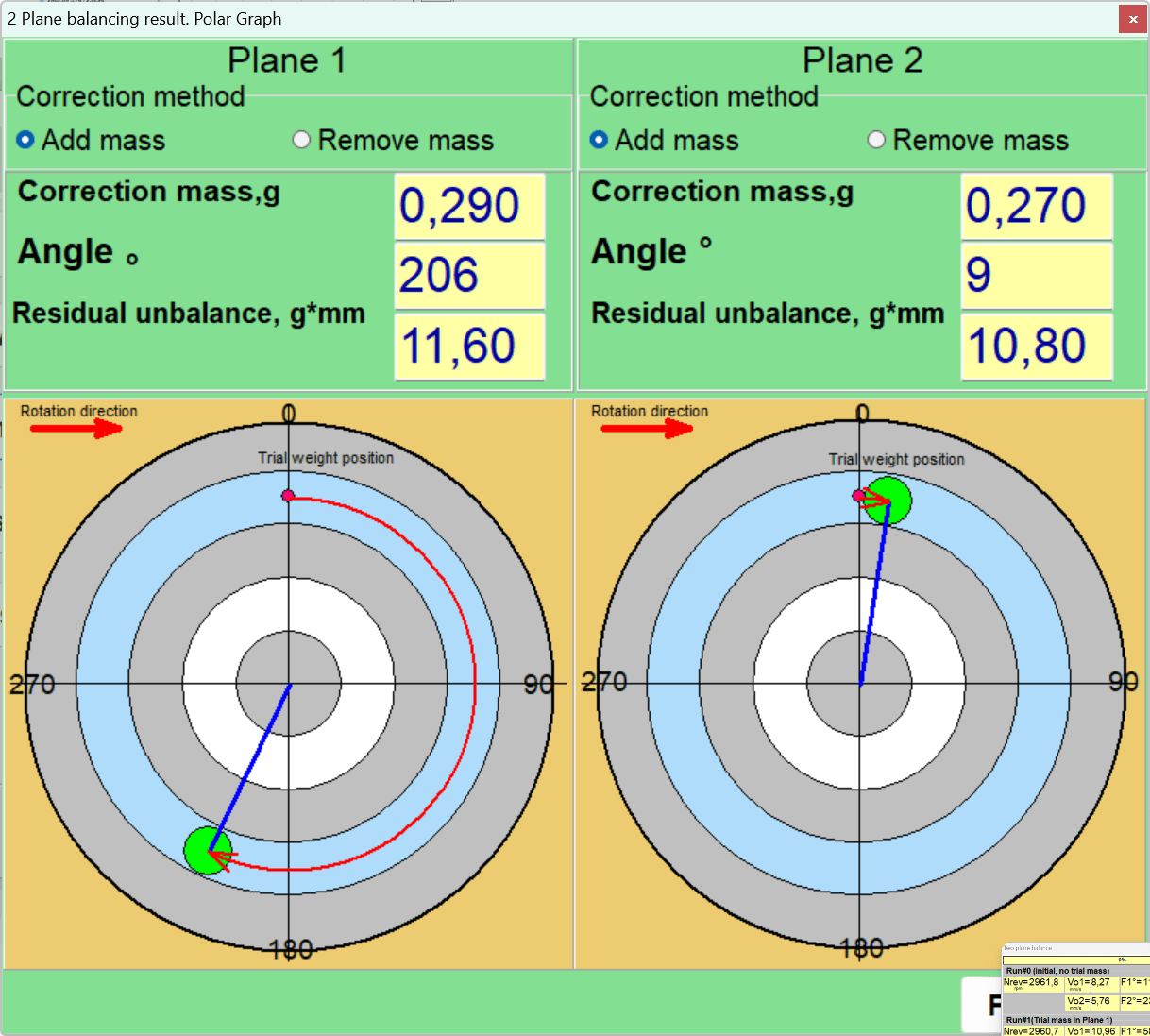
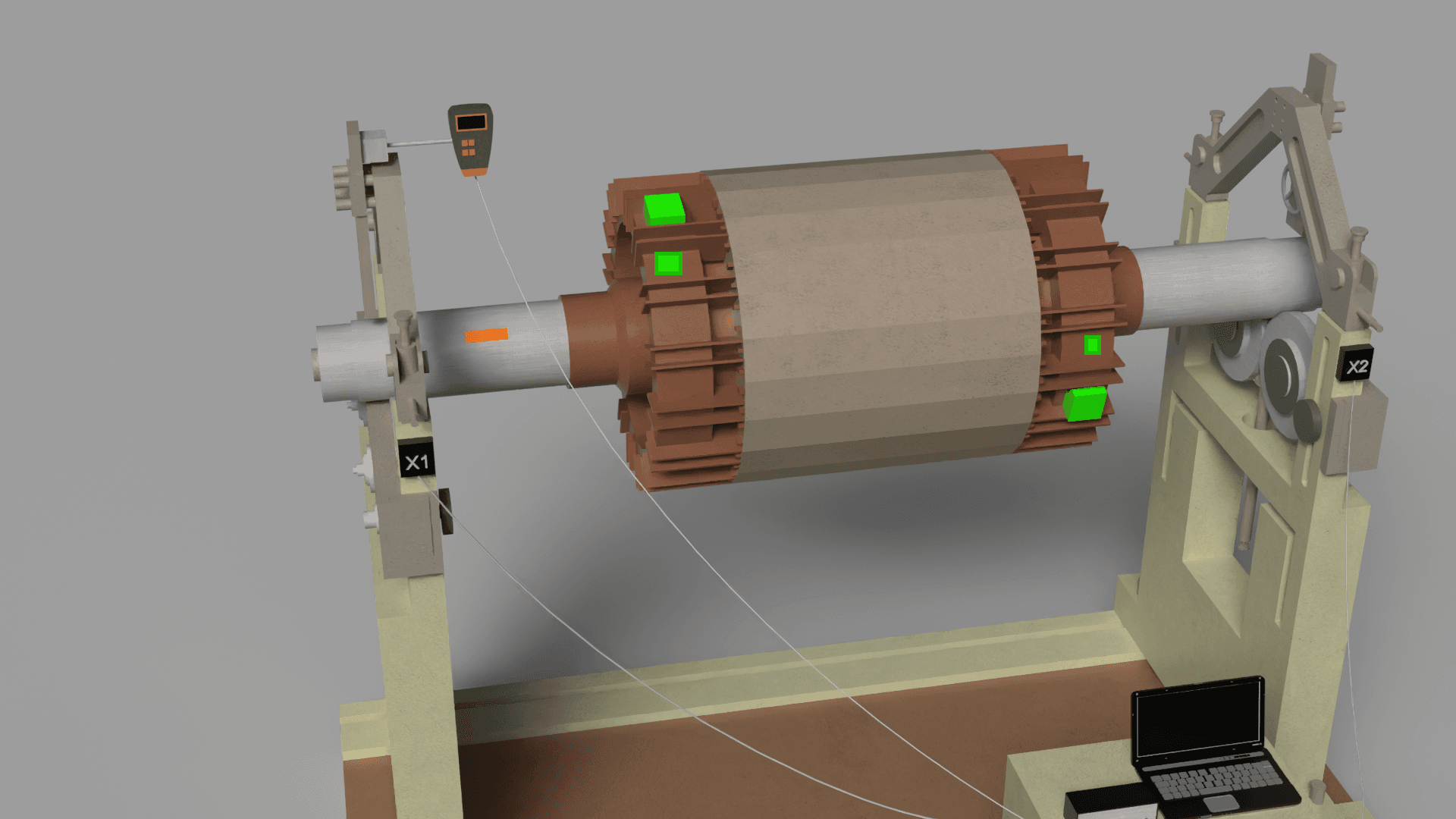
Beräkning och installation av korrigeringsvikter
- Baserat på vektorförändringar som registrerats under provkörningar beräknar programmet automatiskt massan och installationsvinkeln för korrigeringsvikten för varje plan.
- Installationsvinkeln mäts vanligtvis från provviktens plats i rotorns rotationsriktning.
- Fäst permanenta korrigeringsvikter ordentligt. Kom ihåg att själva svetsen också har massa när du svetsar.
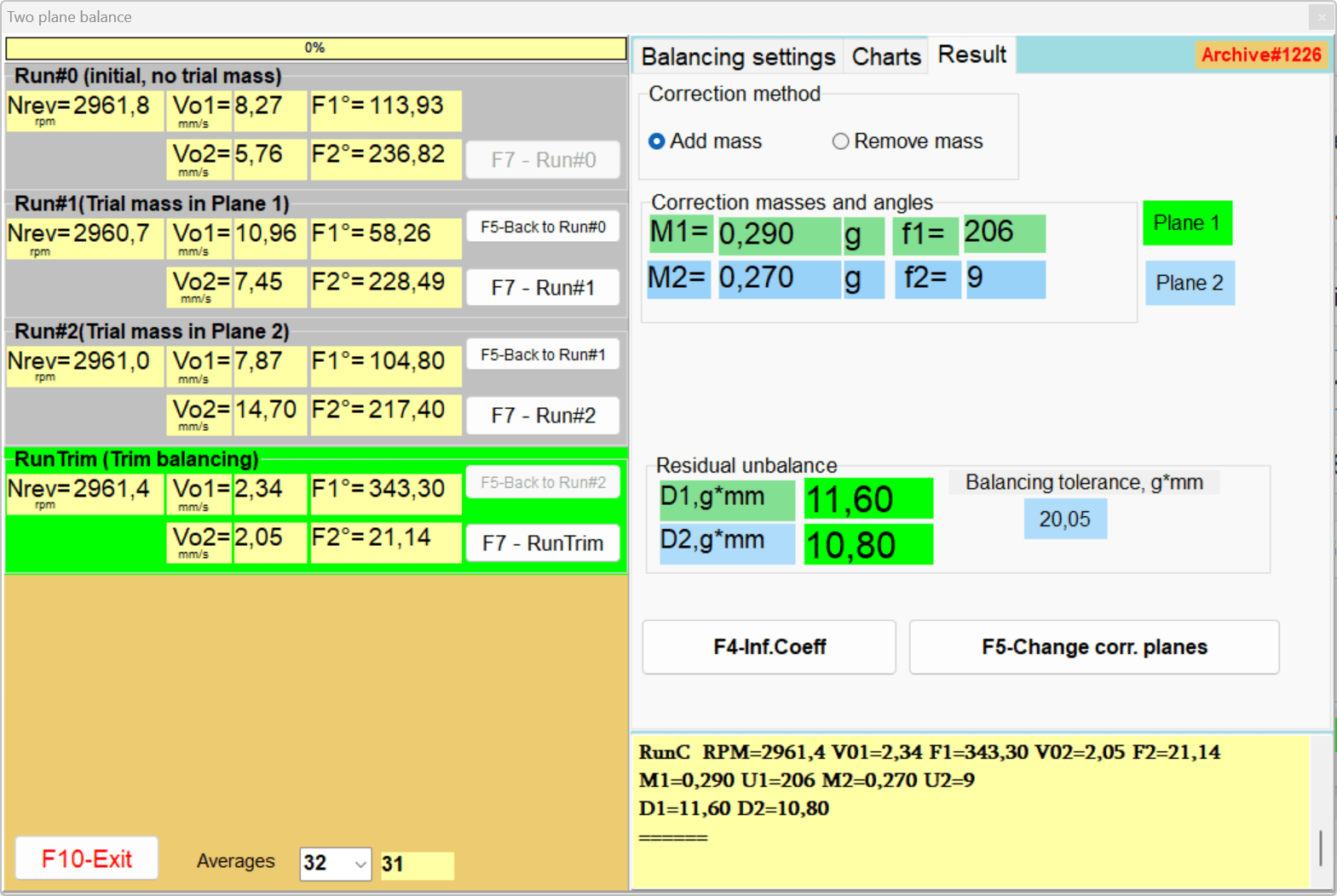
Körning 3: Verifieringsmätning och finbalansering
- Starta maskinen igen.
- Utför en kontrollmätning för att bedöma nivån av kvarvarande vibrationer.
- Jämför det erhållna värdet med toleransen beräknad enligt ISO 1940-1.
- Om vibrationen fortfarande överstiger toleransen beräknar instrumentet en liten "fin" (trim) korrigering.
- Spara rapporten och influenskoefficienterna för framtida bruk när du är klar.
Del III: Avancerad problemlösning och felsökning
Detta avsnitt ägnas åt de mest komplexa aspekterna av fältbalansering – situationer där standardproceduren inte ger resultat.
Säkerhetsåtgärder
Förebyggande av oavsiktlig start (Lockout/Tagout): Innan arbetet påbörjas, gör rotordriften spänningslös och koppla bort den. Varningsskyltar är uppsatta på startanordningarna så att ingen startar maskinen av misstag.
Personlig skyddsutrustning: Skyddsglasögon eller ansiktsskydd är obligatoriskt. Kläderna ska vara åtsittande och utan lösa kanter. Långt hår ska vara stoppat under huvudbonaden.
Riskzon runt maskinen: Begränsa obehöriga personers åtkomst till balanseringszonen. Under testkörningar installeras avspärrningar eller varningsband runt enheten. Riskzonens radie är minst 3–5 meter.
Tillförlitlig viktinfästning: Var särskilt uppmärksam på hur de fästs när du sätter på prov- eller permanenta korrigeringsvikter. En utkastad vikt blir en farlig projektil.
Elsäkerhet: Följ allmänna elektriska säkerhetsåtgärder – använd ett fungerande jordat uttag, dra inte kablar genom våta eller varma områden.
Avsnitt 3.1: Diagnos och övervinnande av mätinstabilitet
Symptom: Vid upprepade mätningar under identiska förhållanden ändras amplitud- och/eller fasavläsningarna avsevärt ("flytande", "hopp"). Detta gör korrektionsberäkning omöjlig.
Grundorsak: Instrumentet fungerar inte felaktigt. Det rapporterar korrekt att systemets vibrationsrespons är instabil och oförutsägbar.
Systematisk diagnostisk algoritm:
- Mekanisk glapp: Detta är den vanligaste orsaken. Kontrollera åtdragningen av lagerhusets monteringsbultar och ramens förankringsbultar. Kontrollera om det finns sprickor i fundamentet eller ramen.
- Lagerfel: För stort inre glapp i rullager eller slitage på lagerskålar gör att axeln kan röra sig kaotiskt inuti stödet.
- Processrelaterad instabilitet:
- Aerodynamik (fläktar): Turbulent luftflöde, flödesseparation från bladen kan orsaka slumpmässiga krafteffekter.
- Hydrauliska (pumpar): Kavitation skapar kraftfulla, slumpmässiga hydrauliska stötar som maskerar den periodiska signalen från obalans.
- Intern massrörelse (krossar, kvarnar): Material kan omfördelas inuti rotorn och fungera som "mobil obalans".
- Resonans: Om driftshastigheten är mycket nära konstruktionens naturliga frekvens, orsakar även små hastighetsvariationer stora förändringar i vibrationsamplitud och fas.
- Termiska effekter: När maskinen värms upp kan termisk expansion orsaka axelböjning eller förändringar i uppriktningen.
Avsnitt 3.2: När balansering inte hjälper: Identifiera rotfel
Symptom: Balanseringsproceduren har utförts, avläsningarna är stabila, men slutvibrationen är fortfarande hög.
Användning av spektrumanalysator för differentialdiagnos:
- Axeln är felriktad: Huvudtecken - hög vibrationstopp vid 2x varvtalsfrekvensen. Karakteristiskt är hög axiell vibration.
- Defekter i rullager: Manifesterar sig som högfrekventa vibrationer vid karakteristiska "lagerfrekvenser" (BPFO, BPFI, BSF, FTF).
- Axelbåge: Manifesteras som en hög topp vid 1x varvtalet men åtföljs ofta av en märkbar komponent vid 2x varvtalet.
- Elektriska problem (elmotorer): Magnetfältasymmetri kan orsaka vibrationer vid dubbelt så hög frekvens som matningsfrekvensen (100 Hz för 50 Hz-nät).
Vanliga balanseringsfel och tips för förebyggande
- Balansering av en defekt eller smutsig rotor: Kontrollera alltid mekanismens skick innan balansering.
- För liten provvikt: Sikta på vibrationsförändringsregeln 20-30%.
- Bristande efterlevnad av regimkonstans: Bibehåll alltid en stabil och identisk rotationshastighet under alla mätningar.
- Fas- och markeringsfel: Övervaka vinkelbestämningen noggrant. Den korrigerande viktvinkeln mäts vanligtvis från provviktens position i rotationsriktningen.
- Felaktig infästning eller viktminskning: Följ noggrant metoden – om det krävs att provvikten tas bort, ta bort den.
Balansering av kvalitetsstandarder
| Kvalitetsklass G | Tillåten specifik obalans eper (mm/s) | Rotortyper (exempel) |
|---|---|---|
| G4000 | 4000 | Fast monterade vevaxlar på långsamma marindieselmotorer |
| G16 | 16 | Vevaxlar i stora tvåtaktsmotorer |
| G6.3 | 6.3 | Pumprotorer, fläkthjul, elmotorarmaturer, krossrotorer |
| G2.5 | 2.5 | Gas- och ångturbinrotorer, turbokompressorer, maskindrivningar |
| G1 | 1 | Slipmaskinens drivningar, spindlar |
| G0.4 | 0.4 | Spindlar, gyroskop för precisionsslipmaskiner |
| Defekttyp | Dominant spektrumfrekvens | Faskarakteristik | Andra symtom |
|---|---|---|---|
| Obalans | 1x varvtal | Stabil | Radiell vibration dominerar |
| Axelfeljustering | 1x, 2x, 3x varvtal | Kan vara instabil | Hög axiell vibration - nyckeltecken |
| Mekanisk glapp | 1x, 2x och flera övertoner | Instabil, "hoppande" | Visuellt märkbar rörelse |
| Defekt rullager | Höga frekvenser (BPFO, BPFI, etc.) | Inte synkroniserad med varvtalet | Ovidkommande ljud, förhöjd temperatur |
| Resonans | Driftshastigheten sammanfaller med egenfrekvensen | Fasändringar 180° vid passage genom resonans | Vibrationsamplituden ökar kraftigt vid en specifik hastighet |
Del IV: Vanliga frågor och anteckningar om tillämpning
Avsnitt 4.1: Vanliga frågor och svar (FAQ)
När ska man använda 1-plans och när 2-plans balansering?
Använd 1-plans (statisk) balansering för smala, skivformade rotorer (L/D-förhållande < 0,25). Använd 2-plans (dynamisk) balansering för praktiskt taget alla andra rotorer, särskilt med L/D > 0.25.
Vad ska man göra om provvikten orsakar en farlig vibrationsökning?
Stoppa maskinen omedelbart. Det betyder att provvikten installerades nära den befintliga tunga punkten. Lösningen: flytta provvikten 180 grader från sin ursprungliga position.
Kan sparade influenskoefficienter användas för en annan maskin?
Ja, men bara om den andra maskinen är helt identisk – samma modell, samma rotor, samma fundament, samma lager. Varje förändring i strukturell styvhet kommer att göra dem ogiltiga.
Hur tar man hänsyn till kilspår? (ISO 8821)
Standardpraxis är att använda en "halv kil" i axelns kilspår vid balansering utan motståndsdelen. Detta kompenserar för massan hos den del av kilen som fyller spåret på axeln.
| Symptom | Troliga orsaker | Rekommenderade åtgärder |
|---|---|---|
| Instabila/"flytande" avläsningar | Mekanisk glapp, lagerslitage, resonans, processinstabilitet, extern vibration | Dra åt alla skruvförband, kontrollera lagerspel, utför ett frihjulstest, stabilisera driftsättet |
| Kan inte uppnå tolerans efter flera cykler | Felaktiga influenskoefficienter, rotorn är flexibel, förekomst av dold defekt (feljustering) | Upprepa provkörningen med korrekt vald vikt, kontrollera om rotorn är flexibel, använd FFT för att söka efter andra defekter |
| Vibrationer normala efter balansering men återkommer snabbt | Korrigerande viktutkastning, produktuppbyggnad på rotorn, termiska deformationer | Använd mer tillförlitlig viktinfästning (svetsning), implementera regelbundet rotorrengöringsschema |
Avsnitt 4.2: Balanseringsguide för specifika utrustningstyper
Industriella fläktar och rökgasutsug:
- Problem: Mest känslig för obalans på grund av produktavlagringar på blad eller slipande slitage.
- Förfarande: Rengör alltid impellern noggrant innan arbetet påbörjas. Var uppmärksam på aerodynamiska krafter som kan orsaka instabilitet.
Pumps:
- Problem: Huvudfiende - kavitation.
- Förfarande: Innan balansering, säkerställ tillräcklig kavitationsmarginal vid inloppet (NPSHa). Kontrollera att sugledningen inte är igensatt.
Krossar, slipmaskiner och mulchers:
- Problem: Extremt slitage, risk för stora obalansförändringar på grund av hammarbrott eller slitage.
- Förfarande: Kontrollera att arbetselementen är intakta och sitter ordentligt fast. Ytterligare förankring av maskinramen kan krävas.
Elmotorankare:
- Problem: Kan ha både mekaniska och elektriska vibrationskällor.
- Förfarande: Använd en spektrumanalysator för att kontrollera om det finns vibrationer vid dubbelt så hög frekvens som matningsfrekvensen. Dess närvaro tyder på ett elektriskt fel, inte på obalans.
Slutsats
Dynamisk balansering av rotorer på plats med hjälp av bärbara instrument som Balanset-1A är ett kraftfullt verktyg för att öka tillförlitligheten och effektiviteten i industriell utrustning. Framgången med denna procedur beror dock inte så mycket på själva instrumentet som på specialistkvalifikationer och förmåga att tillämpa ett systematiskt tillvägagångssätt.
Viktiga principer:
- Förberedelserna avgör resultatet: Noggrann rengöring av rotorn, kontroll av lager och fundament samt preliminär vibrationsdiagnostik är obligatoriska förutsättningar för lyckad balansering.
- Standardöverensstämmelse är grunden för kvalitet: Tillämpning av ISO 1940-1 omvandlar subjektiv bedömning till objektiva, mätbara och juridiskt signifikanta resultat.
- Instrumentet är inte bara en balanserare utan även ett diagnostiskt verktyg: Oförmåga att balansera eller läsinstabilitet är viktiga diagnostiska tecken som indikerar allvarligare problem.
- Att förstå processfysik är nyckeln till att lösa icke-standardiserade uppgifter: Kunskap om skillnaderna mellan styva och flexibla rotorer, samt förståelse för resonanspåverkan, gör det möjligt för specialister att fatta korrekta beslut.
Genom att följa rekommendationerna i den här guiden kan tekniska specialister inte bara hantera typiska uppgifter utan också effektivt diagnostisera och lösa komplexa, icke-triviala problem med vibrationer i roterande utrustning.
