Balancing af knuser: Den professionelle guide til dynamisk vibrationskontrol
Præcisionsdynamisk afbalancering er den mest effektive metode til at forhindre katastrofale lejesvigt og reducere industrielle vedligeholdelsesomkostninger. Ved at eliminere parasitiske centrifugalkræfter, knuserbalancering forlænger udstyrets levetid med 3–5 gange og reducerer reparationsomkostningerne med op til 80%. Denne vejledning beskriver de tekniske principper og feltprocedurer for afbalancering af knusere, møller og roterende maskiner med høj belastning ved hjælp af Balanset-1A vibrationsanalysatoren.







Teknisk oversigt og vigtige pointer
Overblik
- Omfang: Industriel knuserbalancering (kæbe, kegle, slag, hammer), mølleafbalancering (kugle, rulle, slibning), shreddere og højhastighedsblandere.
- Kerneproblem: Statiske "knivskarp" kontroller mangler par ubalance. Roterende rotorer genererer periodiske kræfter ved 1× rotationsfrekvens, som fremskynder udmattelse og løsner strukturelle fastgørelseselementer.
- Teknisk løsning: To-plan in-situ dynamisk afbalancering (afbalancering i originale lejer) ved hjælp af beregning af indflydelseskoefficient.
- Præstationsmål: Opnåelse af balancekvalitetsklasse ISO 1940 G6.3 og reducere vibrationer under 4,5 mm/s (ISO 10816).

Balancing af knusere: Tekniske konsekvenser for pålidelighed og omkostninger
Vigtig fakta
En ubalance på blot 100 g på en knuserrotor, der roterer med 1500 omdrejninger i minuttet, skaber en centrifugalkraft, der svarer til cirka 50 hamreslag i sekundet på lejerne. Denne konstante slagkraft forringer hurtigt lejets integritet og kan føre til katastrofale svigt.
Vigtigheden af korrekt afbalancering
Selv en lille ubalance kan have dramatiske konsekvenser for tungt maskineri. For eksempel kan blot 100 gram ubalance på en knuserrotor generere en slagkraft, der svarer til 50 hamreslag pr. sekund på lejerne. Disse konstante slagkræfter fører til overdreven slitage. Faktisk betyder manglende balance, at lejerne måske kun holder 5-10 tusinde timer, og vedligeholdelsesomkostningerne kan skyrocket (f.eks. $50-100k pr. år i reparationer). Derimod kan en velafbalanceret maskine få lejer til at holde i 30-50.000 timer og reducere reparationsomkostningerne med hele 50-80%. Reducerede vibrationer forbedrer også energieffektiviteten (5-15% mindre spildt strøm) og minimerer uplanlagte driftsstop. Kort sagt forlænger afbalancering af rotorer udstyrets levetid, sparer penge og hjælper med at forhindre ulykker.
Balancing af knusere og møller er obligatoriske vedligeholdelsesprocedurer for tungt roterende udstyr. Den dynamiske belastning fra ubalance afhænger ikke af rotorens samlede masse, men af ubalance (ækvivalent ubalance masse og radius). Et nyttigt skøn er F ≈ mu · r · ω², hvor ω = 2πn/60. Ved 1000 omdrejninger pr. minut (ω ≈ 105 rad/s) producerer en ubalance på 1 kg ved en radius på 1 m ca. 11 kN (~1,1 tonkraft). “Flere tons” periodisk kraft vil kræve flere kg·m ubalance (f.eks. giver 10 kg ved 0,3 m ≈ 3 kg·m ~33 kN ≈ 3,3 ton kraft). Belastningen er periodisk ved rotationsfrekvensen (1000 omdr./min. ≈ 16,7 Hz), så konsekvenserne kan eskalere gradvist:
- Indledende fase: Øget støj- og vibrationsniveau
- Mellemfase: Lejens levetid falder fra 30.000–50.000 timer til 5.000–10.000 timer.
- Avanceret stadium: Løsnede fastgørelseselementer, udmattelsesrevner i svejsninger, strukturelle skader
- Afsluttende fase: Katastrofale fejl med sikkerhedsrisici og længerevarende nedetid
De økonomiske tab ved at bruge ubalanceret udstyr beløber sig til 50.000-100.000 euro om året alene i reparationer og reservedele, plus 10-15 dages uplanlagt nedetid og 5-15% overskydende energiforbrug.
Statisk kontra dynamisk afbalancering: Væsentlige forskelle
Det er vigtigt at forstå forskellen mellem statisk og dynamisk afbalancering for at kunne vælge den rigtige metode.
Statisk afbalancering
Statisk afbalancering korrigerer massecentrets forskydning fra rotationsaksen. Det er tilstrækkeligt for skiveformede rotorer, hvor diameteren overstiger bredden med 7-10 gange (L/D < 0,25) og hastigheder under 800 omdr./min. Statisk ubalance kan detekteres uden rotation — den tunge side sætter sig nedad på knivkantstøtter.
Dynamisk afbalancering
Dynamisk afbalancering korrigerer både statisk ubalance og momentubalance. Det er obligatorisk for alle aflange rotorer, hvor bredden overstiger 30% af diameteren. Det kritiske punkt: en statisk afbalanceret rotor kan have betydelig dynamisk ubalance. To uafbalancerede hamre i hver sin ende af rotoren, 180° fra hinanden, skaber et bøjningsmoment under rotation, selvom den statiske balance er opfyldt.
Hvorfor statisk afbalancering “på knive” ikke er tilstrækkeligt
En traditionel metode til at kontrollere balancen er den statiske “knivkant”-metode, hvor man placerer en rotor på knivkantsskinner eller prismestativer med lav friktion for at se, om et tungt punkt får den til at rulle. Statisk afbalancering kan korrigere et simpelt tungt punkt (statisk ubalance) ved at tilføje eller fjerne vægt, så rotorens tyngdepunkt flugter med dens akse. Denne metode kan dog ikke registrere eller afhjælpe en “moment”-ubalance (dynamisk).
I et øjeblik (eller et par) med ubalance er der lige tunge punkter på modsatte ender af rotoren, 180° fra hinanden. I hvile udligner disse to modsatrettede vægte hinanden, så rotoren muligvis ikke ruller på en knivskarp stand. Den ser ud til at være i balance under statiske forhold. Men når rotoren drejer, skaber disse to masser kræfter (centrifugalkræfter) i modsatte retninger i hver ende, hvilket danner et vridningsmoment, der får rotoren til at vugge voldsomt.

Det er som at have en afbalanceret vippe, der pludselig begynder at dreje, når den er i bevægelse. Ingen justering på et statisk stativ kan løse dette problem, fordi ubalancen kun viser sig ved kørselshastighed.
Enkelt sagt løser afbalancering “på knive” kun tunge punkter i ét plan og overser skjulte ubalancer i to planer. Derfor kan en rotor være “statisk afbalanceret”, men stadig vibrere under drift. For at løse en dynamisk ubalance skal du afbalancere i mindst to planer (f.eks. ved at tilføje to korrektioner i forskellige positioner langs rotoren) for at modvirke vridningskræfterne.
Dette kræver dynamiske afbalanceringsmetoder, mens rotoren drejer (eller data fra drejningen), hvilket statiske stativer ikke kan levere.
Dynamiske afbalanceringsløsninger
Dynamisk afbalancering indebærer måling af rotorens vibrationer under rotation og tilføjelse af vægte for at modvirke både statiske og momentubalancer. Traditionelt kunne dette gøres ved at fjerne rotoren og placere den på en specialiseret afbalanceringsmaskine. I en afbalanceringsmaskine drejes rotoren, og instrumenter bestemmer, hvor vægtene skal placeres. Dette giver en præcis balance, men har ulemper: demontering af maskinen, transport af rotoren til et værksted og flere dages nedetid.
I modsætning hertil anvender moderne feltbalancering bærbart udstyr til at afbalancere rotoren i dens egne lejer (in situ). En tekniker fastgør vibrationssensorer til maskinens hus og et omdrejningstæller til at måle rotationshastighed og fase. Maskinen kører med normal hastighed, og udstyret (f.eks. Balanset-1A) måler, hvor meget og i hvilken retning rotoren vibrerer. Ved at udføre en test med en prøvevægt kan softwaren beregne den nøjagtige modvægt, der er nødvendig, og den vinkel, hvor den skal placeres. Denne indflydelseskoefficientmetode (ofte en proces med 3 kørsler med prøvevægte) beregner automatisk løsningen for at opnå balance.
Til sidst tilføjes vægte (eller fjernes materiale) på rotoren for at udligne ubalancens kræfter.
Den dynamiske tilgang adresserer både statisk og dynamisk (koblings)ubalance, fordi den tager højde for vibrationsfasen på forskellige punkter. I modsætning til den statiske “knivskarp” metode kan dynamisk afbalancering i to planer korrigere en vuggen, der kun vises, når der drejes.
Dynamisk afbalancering på stedet er især nyttigt for stort udstyr (f.eks. store knuserotorer, ventilatorer eller mølletromler), som det er upraktisk at flytte til et værksted. Det minimerer nedetiden, da man ikke behøver at skille maskinen helt ad – ofte kan man afbalancere på stedet på få timer i stedet for at have flere dages driftsstop.
Udstyrstyper: Oversigt
Kværnbalancering, møllebalancering og relaterede procedurer gælder for en lang række industrielle udstyr. Hver kategori har specifikke krav:
Almindelige maskiner, der kræver afbalancering
Mange typer industrielt udstyr skal afbalanceres regelmæssigt. Nogle bemærkelsesværdige eksempler er:
Knusere: Maskiner som kæbeknuser, kegleknuser, slagknuser og hammerknuser er kritiske, fordi deres tunge rotorer eller bevægelige dele kan skabe store vibrationer, selv hvis de er lidt ude af balance. For eksempel kræver slagknusere ofte regelmæssig rebalansering på grund af slid på slagstænger og slagplader.
Hammerknusere og andre stenknusere kan have behov for afbalancering, når hammerne eller kæbepladerne udskiftes, for at sikre, at de nye dele ikke forårsager vibrationer. Selv de store svinghjul på kæbeknusere skal holdes afbalancerede for at undgå resonansrystelser.
Møller og kværne: Balancing af hammermøller, kuglemøller, valsemøller og slibemøller er afgørende for mølleudstyr. Højhastighedsrotorer i hammermøller og de massive roterende tromler i kuglemøller skal balanceres, så slibningen foregår jævnt, og lejerne ikke overbelastes.
En kuglemølles store roterende masse kræver for eksempel omhyggelig afbalancering for at undgå unødig belastning af dens understøtninger.
Valsemøller og andre slibemøller har ligeledes brug for balance for at undgå ujævn slitage og vibrationer.
Størrelsesreduktionsmaskiner: Udstyr såsom pulverisatorer, makuleringsmaskiner, fliskværne, granulatorer og pelletiseringsmaskiner har alle roterende knive, klinger eller ruller. Korrekt afbalancering af pulverisatorer, makuleringsmaskiner, fliskværne, granulatorer og pelletiseringsmaskiner sikrer, at disse skæreinstrumenter fungerer uden overdreven rysten. Dette er især vigtigt, fordi materialestykker eller knive kan gå i stykker eller blive slidt under drift, hvilket pludselig kan bringe rotoren ud af balance.
Regelmæssig afbalancering sikrer, at disse maskiner kører sikkert, selv under svære forhold.
Blandere og omrørere: Selv blandingsudstyr har gavn af afbalancering. Afbalancering af blandere, omrørere og røreværker gælder for roterende skovle eller padler i industrielle blandere. Hvis blanderens aksel eller skovl er bare lidt ude af balance (f.eks. på grund af fastsiddende ingredienser eller slitage), kan det få hele blanderen til at vakle. Afbalancering af disse roterende dele forhindrer vibrationer, der kan påvirke produktkvaliteten og maskinens integritet.
I alle disse tilfælde er målet det samme: en afbalanceret rotor, der drejer jævnt uden at udøve skadelige kræfter på lejer eller konstruktion. Afbalancering af knusere og møller er særlig vigtig i tung industri, men princippet gælder for alt roterende udstyr – fra store industrielle shreddere til små laboratorieblandere.
| Udstyrstype | Typisk hastighed (omdrejninger pr. minut) | Balanceklasse (ISO 1940) | Primær udfordring |
|---|---|---|---|
| Kæbeknusere | 250–350 | G6.3 | Ekscentrisk aksel, svinghjulbalance |
| Kegleknusere | 300–500 | G6.3 | Ekscentrisk samling, slid på foring |
| Slagknusere | 700–1500 | G6.3 | Slitage på blæserstang, materialeophobning |
| Hammermøller | 600–3600 | G2.5–G6.3 | Frit svingende hammere |
| Kuglemøller | 15–25 | G6.3 | Variabel ladningsfordeling |
| Pulverisatorer | 500–750 | G2.5 | Klassificeringsrotor, lodret spindel |
Ordliste
- Statisk ubalance: tyngdepunktet er forskudt fra rotationsaksen (etplanproblem).
- Ubalance mellem par (øjeblik): lige store tunge punkter på modsatte rotorender skaber et vippemoment; kræver ofte to-plans afbalancering.
- 1× vibration: vibrationskomponent ved rotationshastigheden (RPM/60), som typisk er dominerende for ubalance.
- Indflydelseskoefficienter: systemresponsparametre, der bruges til at beregne korrektionsvægte fra prøvekørsler.
- Balancing på stedet: afbalancering af en rotor i dens egne lejer på den installerede maskine.
Tekniske tolerancer og ydelsesspecifikationer
For at opnå optimal balance er det nødvendigt at overholde strenge tolerancer, der er specifikke for hver enkelt udstyrstype. Disse specifikationer er afgørende for vedligeholdelsesplanlægning og kvalitetskontrol.
Virkningen af materialeophobning: dokumenteret tilfælde
Eksempel fra virkeligheden
Slagknuser til behandling af våd ler: 15 kg fastsiddende materiale øgede vibrationerne fra 4,0 mm/s til 12,0 mm/s – en 3× forstærkning. Rengøring af rotoren genoprettede vibrationerne til 4,2 mm/s før balanceringskorrektion. Dette viser, hvor vigtigt det er at rengøre grundigt inden enhver balanceringsprocedure.
Kritiske hastighedsovervejelser for blandingsudstyr
Driftshastighed i forhold til kritisk hastighed bestemmer afbalanceringskrav og sikre driftszoner:
- Kraftige blandere: Kør ved 65% kritisk hastighed
- Standard industrielle blandere: Kør ved 70% kritisk hastighed
- Paddle-/turbineomrørere: 50–65% kritisk hastighed
- Højhastigheds (propeller, skive) omrørere: Over kritisk hastighed
- Forbudt zone: 70–130% kritisk hastighed uden dynamisk afbalancering
Balanset-1A's "RunDown"-funktion identificerer resonansfrekvenser under udrulning, hvilket gør det muligt for operatører at verificere sikre driftszoner og undgå katastrofale resonanser.

Balanset-1A udvidede specifikationer
| Parameter | Specifikation |
|---|---|
| Vibrationsmåleområde | 0,05–100 mm/s RMS |
| Frekvensområde | 5–550 Hz (op til 1000 Hz) |
| Hastighedsområde | 150–90.000 omdr./min. |
| Fasemålingsnøjagtighed | ±1° |
| Nøjagtighed af amplitudemåling | ±5% |
| Accelerometerfølsomhed | 100 mV/g |
| Laser-turtællers arbejdsafstand | 50–500 mm |
| Magnetisk monteringskraft | 60 kgf |
| Vægt af det komplette sæt | 4 kg i beskyttende kuffert |
ISO-vibrationszoner (ISO 10816-3)
| Zone | Vibrationsniveau (mm/s RMS) | Vurdering |
|---|---|---|
| Zone A | <1.8 | Fremragende — nyt udstyr taget i brug |
| Zone B | 1,8–4,5 | Acceptabel til kontinuerlig drift |
| Zone C | 4,5–11,2 | Marginal acceptabel — korrektion af tidsplan |
| Zone D | >11,2 | Uacceptabelt — øjeblikkelig handling påkrævet |
Mål efter afbalancering: Zone A eller B. De fleste knusere bør opnå <4,5 mm/s med korrekt to-plans dynamisk afbalancering ved hjælp af Balanset-1A.
Balancing af knuser: Detaljerede procedurer
Balancing af kæbeknuser
Balancing af kæbeknuser omhandler excenterskaksel- og svinghjulsenheden. Disse maskiner fungerer som en enkeltcylindret stempelmotor, der genererer normale vibrationer ved rotationsfrekvensen og dens anden harmoniske. Slid på svinghjulet, løsnet modvægtmontering og beskadigelse af excenterskakslen fører imidlertid til patologisk ubalance.
Karakteristisk symptom: Langsgående vibrationer overstiger vertikale vibrationer betydeligt. Mål: Reducere vibrationer fra 50 mm/s til under 7,6 mm/s efter korrekt afbalancering. Tolerance for vandrette vibrationer: ±2 mm; vertikale: ±1 mm.
Balancing af kegleknuser
Balancing af kegleknuser fokuserer på den excentriske samling og knusekeglen. De primære problemer omfatter ujævn slid på foringen, fejljustering af keglen (tolerance ≤0,1 mm) og slid på den excentriske bøsning. Vibrationsovervågning viser acceptabel ydeevne, når den vandrette forskydning er ≤2 mm og den lodrette ≤1 mm. En amplitud på over 0,5 mm indikerer en alvorlig funktionsfejl, der kræver øjeblikkelig opmærksomhed.
Balancing af slagknuser
Balancing af slagknuser er den mest udførte procedure i stenbrud. Både horisontale slagværker (HSI) og vertikale slagværker (VSI) er baseret på kinetisk slagenergi fra slagstænger, der rammer materialet med høj hastighed.
Problem med ujævn slitage
Blow bars slides intensivt og ujævnt. Udskiftning af en enkelt blow bar uden vægtmatchning forstyrrer balancen katastrofalt. To-plan-afbalancering er afgørende for HSI-rotorer på grund af deres længde; enkelt-plan-statisk afbalancering efterlader resterende ubalance i parret, hvilket forårsager skæv lejebelastning.
Sikkerhedshensyn
Rotorer har en enorm inerti, og start-stop-cyklusser til installation af prøvevægte tager meget tid. Balanset-1A's evne til at gemme indflydelseskoefficienter betyder, at efterfølgende afbalancering (efter udskiftning af slagstang) kun kræver én målekørsel uden prøvevægte.
VSI-specifikationer
Centrifugale slagknusere kræver endnu højere præcision på grund af rotationshastigheder på 1500–2000 omdr./min. Ubalance skyldes ofte materialophobning inde i rotorkamrene. VSI-afbalancering kræver ofte svejsning af vægte på øvre og nedre rotordæksler. Balanset-1A beregner effektivt vægtinstallationsvinkler i polære koordinater.
Hammerknuser-afbalancering
Afbalancering af hammerknuser kompliceres af frit hængende hamre. Hvis en hammer sætter sig fast på sin tap på grund af korrosion eller støv, kan den ikke strække sig fuldt ud under centrifugalkraften, hvilket forskydes rotorens tyngdepunkt og skaber en enorm, variabel ubalance.
Metodologi
Inden brug af Balanset-1A skal operatører kontrollere, at alle hamre kan bevæge sig frit, og at deres vægt stemmer overens. Afbalanceringen udføres på rotorskiverne, ikke på selve hamrene. Funktionen "Split Weight" gør det muligt at fordele den beregnede masse mellem to tilgængelige punkter (f.eks. mellem hammerstifthuller), når det ikke er muligt at montere i en nøjagtig vinkel, samtidig med at korrektionsvektoren bevares.
Mølleafbalancering: Præcisionskrav
Møller kræver den højeste balanceringspræcision på grund af kontinuerlige driftscyklusser; enhver vibration fører til udmattelsesbrud på dyre drev og foringer.
Hammermølleafbalancering
I modsætning til knusere, hammermølleafbalancering omhandler højhastighedsenheder (op til 3600 omdr./min.), der anvendes til finslibning af korn, biomasse eller kemikalier. Ved sådanne hastigheder er den tilladte restubalance ekstremt lille (ISO 1940 G2.5 eller G6.3). Hammermøllerotorer fungerer ofte som ventilatorer; åbning af huset for at installere vægte kan ændre den aerodynamiske modstand. Afbalancering med Balanset-1A skal udføres med huset fuldt samlet ved hjælp af adgangsportene eller under hensyntagen til ændrede forhold.
Balancing af kuglemølle
Afbalancering af kuglemølle udgør en unik udfordring. Tromlen selv, med sin kaotiske bevægelse af slibemidler, kan typisk ikke afbalanceres i traditionel forstand. Fokus er på det højhastighedsdrevne drivsystem.
Balansering af tandhjulsaksel
Drivakslen med lejeenheder og kobling er det kritiske element. Vibrationer på tandhjulsakslen skyldes ofte ikke ubalance, men tand slid eller fejljustering. Balanset-1A's spektralanalyse identificerer gearindgrebets frekvens (GMF). Hvis 1×RPM dominerer, udføres dynamisk afbalancering af koblingen eller flangemonterede vægte.
Kompleksiteten ved måling
Kugler, der rammer tromlen, skaber tilfældig lavfrekvent støj. Balanset-1A-indstillingerne skal øge signalets gennemsnitstid (f.eks. 10–20 sekunder) for at opnå stabile amplitude- og fasemålinger.
Balancing af valsemølle
Balancing af valsemølle gælder for melmaleri, polymer- og stålindustrien. Valser er lange, tunge cylindre, der er tilbøjelige til at bøje (piskeslag). To-plans afbalancering i enderne er obligatorisk. Balanset-1A måler faseforskellen mellem venstre og højre understøtninger; en faseforskel på 180° indikerer en stærk ubalance i parret. In-situ-afbalancering af valser tager højde for drivremskiver og gear monteret på valseaksler, som bidrager med deres egen ubalance.
Balancing af slibemølle
Afbalancering af slibemølle omfatter et bredt spektrum: attritorer, perlemøller og præcisionsslibemaskiner. Til finslibespindler understøtter enheden en metode med tre bevægelige modvægte, der opnår optimal glathed uden svejsning eller spartling.
Pulverisatorafbalancering
Pulverisatorafbalancering, især for kulmøller i kraftværker, er afgørende for driften. Mange pulverisatorer har lodrette konfigurationer; vibrationssensorer (X- og Y-akser) er monteret på motorens eller gearkassens øverste lejeenhed. Den øverste del huser en roterende separator (dynamisk klassificator); dens ubalance forårsager kraftige vibrationer i den øverste struktur. Balanset-1A afbalancerer denne enhed gennem serviceporte, hvilket forhindrer ødelæggelse af drevet og forbedrer malingsfinheden.
Udstyr til reduktion af størrelse Balancing
Shredder-afbalancering
Balancing af shredder henvender sig til store lavhastighedsrotorer (300–500 omdr./min.), der behandler metalskrot eller dæk. Balanset-1A-accelerometrene har en fremragende lavfrekvensfølsomhed (fra 5 Hz) og kan uden problemer håndtere sådanne maskiner. På grund af ekstreme stødbelastninger skal prøve- og korrektionsvægte svejses fast; magneter eller klæbebånd er uacceptable, selv til testformål.
Chipper-afbalancering
Balancing af flishugger I skovbruget skelnes der mellem to maskintyper. Skiveflisere udgør en udfordring, fordi skiven fungerer som et gyroskop, hvor det primære problem er aksial vibration (figur 8-vibration). Sensorer monteres radialt og aksialt (langs akselaksen) for at overvåge skivens slør. Vægte monteres på skivens bagside eller i specielle afbalanceringslommer.
Tromleflisere kræver klassisk to-plansafbalancering på grund af rotorlængden. Alle knive skal vedligeholdes som et sæt — slibning eller udskiftning af en kniv forstyrrer balancen. Knivtykkelsestolerance: 0,13–0,25 mm. Sløve knive skærer snarere end hugger, hvilket genererer overdreven vibration og træthedsrevner i svejsninger. Anbefalet slibeinterval: hver 6–8 driftstimer.
Granulatorbalancering
Balancing af granulator til plastgenanvendelse involverer rotormonterede knive (1–3 mm afstand til stationære knive). Ved vibrationer skal du først kontrollere knivernes tilstand og montering. Hvis vibrationerne fortsætter, er det nødvendigt at få udført en professionel rotorafbalancering. Installation af maskinen på vibrationsdæmpende puder reducerer overførslen til fundamentet.
Balancing af pelletiseringsmaskine
Balancing af pelletiseringsmaskine dækker ringmatricen og pressevalserne. Matricens afvigelse må ikke overstige 0,3 mm (kontrol med måleur). Afstand mellem valse og matrice: mindst 0,2–0,3 mm. Beskadigede fastspændingsringe er den primære årsag til matricebrud og kraftige vibrationer.
Blandings- og omrøringsudstyr Afbalancering
Mixer-afbalancering
Mixer-afbalancering for pumper i industriel klasse følger API 610-standarden, der kræver G2.5-nøjagtighed i henhold til ISO 1940. Optimalt forhold mellem pumpehjulets diameter og tankens diameter (D/T): 1/3. Kraftige blandere kører ved en kritisk hastighed på 65%; standard industrielle blandere kører ved 70%. Drift i det kritiske hastighedsområde 70–130% uden dynamisk afbalancering er forbudt.
Agitator-afbalancering
Balancing af omrører i kemisk forarbejdning er årsagen til lange aksler i dybe beholdere. Paddle- og turbineomrørere fungerer ved en kritisk hastighed på 50–65%; højhastighedstyper (propeller, skive) fungerer over den kritiske hastighed. Dynamisk afbalancering muliggør sikker drift ved en kritisk hastighed på 70%. Lange aksler anvender mellemliggende understøtninger (stabiliserende lejer).
Omrørerbalancing
Omrørerbalancing adresser højhastighedsdispersorer (opløsningsmidler). Ubalance forårsager kontakt mellem blad og beholdervæg. Præcis afbalancering af aksel og blad med Balanset-1A forlænger mekanisk tætnings levetid og forhindrer produktlækage.
Feltbalancering med Balanset-1A
Den Balanset-1A Det bærbare afbalanceringssystem muliggør korrektion på stedet uden demontering af maskinen, hvilket eliminerer transporttid, reducerer nedetid og gør det muligt at verificere resultatet under faktiske driftsforhold.

Hvordan Balanset-1A balancerer knusere og mere
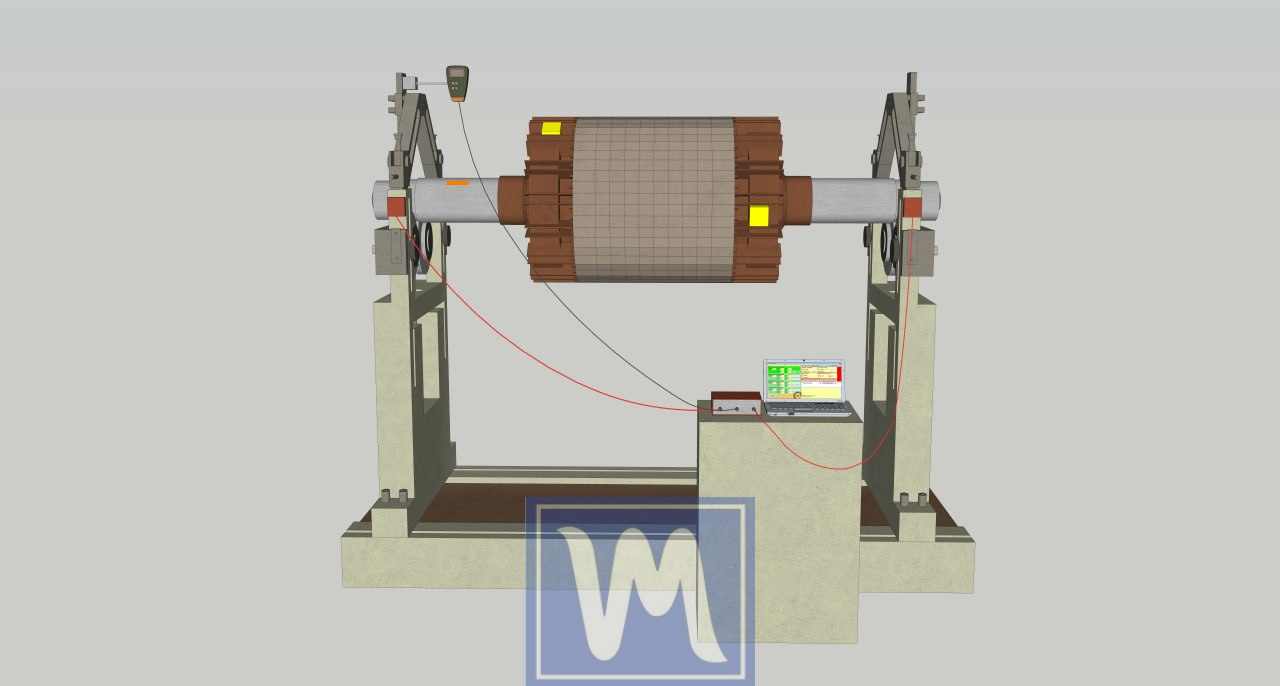
Balanset-1A er en bærbar, dynamisk balancerings- og vibrationsanalysator med to kanaler, der er designet netop til dette formål. Den giver ingeniører og vedligeholdelsespersonale mulighed for at udføre præcisionsbalancering på stedet for en lang række udstyr. Balanset-1A leveres med to accelerometer-vibrationssensorer og en lasertachometer samt software, der kører på en pc. Sådan fungerer den, og hvorfor den er effektiv:
In-situ-afbalancering i to planer
Balanset-1A kan udføre balancering i et eller to plan på den faktiske maskine, i dens normale lejer. Det betyder, at du kan balancere en knusers rotor uden at fjerne den, hvilket sparer enormt meget tid. Ved at bruge to plan korrigerer den både statisk og dynamisk ubalance i rotoren. Hvis f.eks. en kegleknusers excentriske vægt forårsager vibrationer, vil Balanset-1A's to-plansfunktion identificere, hvordan man kan modveje den i de rigtige positioner – noget, som en-plansmetoder ikke kan gøre.
Bredt udvalg af udstyr
Denne enhed er alsidig – den er designet til feltbalancering af roterende udstyr, herunder knusere, ventilatorer, flismaskiner, snegle, aksler, centrifuger, turbiner og meget mere. I praksis kan en Balanset-1A betjene en bred vifte af udstyr (knusere, møller, shreddere, blandere osv.), hvilket reducerer nedetid og afhængighed af eksterne balanceringstjenester.
Brugervenlig software
Du behøver ikke være vibrationsekspert for at bruge Balanset-1A. Dens software guider brugeren gennem en trinvis procedure og beregner automatisk de nødvendige korrektioner og vinkler. Efter at en prøvevægt er testet, giver den en klar afbalanceringsløsning, så teknikere kan blive dygtige med minimal træning.
Pålidelige resultater
På trods af sin bærbarhed leverer Balanset-1A professionel balancekvalitet. Den måler vibrationer og fase nøjagtigt og beregner korrektioner for at opfylde standardbalancekvalitetsklasser (ISO 1940). I praksis kan den producere resultater, der kan sammenlignes med langt dyrere analysatorer, når måleforholdene er stabile, og proceduren følges korrekt.
Vibrationsanalysefunktioner
Ud over afbalancering fungerer Balanset-1A også som en vibrationsanalysator og kan vise bølgeformer og FFT-spektre. Dette hjælper med at diagnosticere, om vibrationer skyldes ubalance eller andre problemer (fejlalignment, løshed, resonans), hvilket understøtter mere nøjagtige vedligeholdelsesbeslutninger. I afbalanceringstilstand er fokus på 1× rotationskomponenten for at isolere ubalance.
Fordele ved Balanset-1A i forhold til traditionelle metoder
Brug af Balanset-1A til dynamisk afbalancering giver flere vigtige fordele i forhold til ældre metoder eller brug af eksterne tjenester:
Ingen adskillelse og minimal nedetid: Traditionel afbalancering betød ofte, at rotoren skulle skilles ad og sendes til et værksted, hvilket tog flere dage. Med Balanset-1A udføres afbalanceringen på stedet på få timer.
Det er ikke nødvendigt at fjerne knuserens rotor eller mølleaksel; du skal blot montere sensorerne og gennemføre afbalanceringsproceduren på stedet. Denne in-situ-tilgang kan reducere et 3-7 dages arbejde til 2-4 timer, hvilket betyder, at produktionen kan genoptages samme dag.
Omkostningsbesparelser: Ved at udføre arbejdet internt undgår virksomhederne de høje gebyrer fra specialiserede entreprenører og tabene fra længerevarende nedetid. Balanset-1A-enheden i sig selv er relativt overkommelig – i størrelsesordenen et par tusinde euro – men den leverer omkring “80% af de dyre analysatorers kapacitet til kun ~20% af prisen”.”
Brugere kan selv udføre balanceringen uden hjælp fra eksterne specialister, og enheden kan tjene sig selv ind efter blot et par balanceringsopgaver. Desuden kan forebyggelsen af en enkelt større fejl retfærdiggøre investeringen.
Behandler alle typer ubalance: I modsætning til statisk afbalancering på knivskær, løser Balanset-1A's dynamiske kapacitet i to planer både statiske tunge punkter og dynamisk ubalance i et enkelt trin.
Det betyder, at selvom en rotor har den vanskelige vuggen (momentubalance), kan Balanset-1A registrere det og styre placeringen af to korrektioner for at udligne momentet. Det er en omfattende løsning til almindelige ubalancer.
Alsidighed til mange maskiner: En Balanset-1A-enhed kan bruges på stort set alle roterende dele i alle brancher. Den er virkelig universel – det samme sæt kan i dag afbalancere en ventilator, i morgen en stenknuser og i overmorgen en pulverisator.
I vores sammenhæng er dette ideelt til operationer, der involverer flere typer udstyr (knusning, formaling, blanding osv.), da du ikke behøver separate afbalanceringsværktøjer til hver enkelt type. Fra knusere og formaling til flismaskiner, blandere, aksler og turbiner – enheden kan tilpasses til en lang række rotorer.
Brugervenlighed og sikkerhed: Balanset-1A's guidede software og enkle hardwareopsætning betyder, at du ikke behøver en ph.d. i vibrationer for at udføre en afbalancering. Processen er sikker og gentagelig – du reducerer gradvist vibrationerne med beregnede vægtjusteringer i stedet for gætteri og fejlfinding. Dette reducerer risikoen for menneskelige fejl. Og ved at eliminere overdrevne vibrationer øger du også sikkerheden i anlægget (færre tilfælde af maskiner, der ryster sig selv fra hinanden eller skaber flyvende affald).
Ved at eliminere overdreven vibration forbedrer du også sikkerheden i anlægget (færre tilfælde af maskiner, der ryster sig selv fra hinanden eller skaber flyvende affald).
Hurtig diagnostik: Med sin vibrationsanalysatorfunktion kan Balanset-1A også bruges til hurtigt at diagnosticere, om ubalance er hovedproblemet, eller om andre faktorer (som en bøjet aksel eller resonans) bidrager til problemet. Denne alt-i-én-diagnosticerings- og korrigeringsfunktion betyder, at problemer identificeres og løses hurtigere end ved at vente på et eksternt team. En diagnose og korrektion på stedet kan i mange tilfælde gennemføres på under 1 time.
I mange tilfælde kan diagnosen + korrektionscyklussen afsluttes inden for samme vedligeholdelsesvindue.
Tekniske specifikationer
| Parameter | Værdi |
|---|---|
| Vibrationsmåleområde | 0,05–100 mm/s RMS |
| Frekvensområde | 5–550 Hz (op til 1000 Hz) |
| Hastighedsområde | 150–90.000 omdr./min. |
| Fase nøjagtighed | ±1° |
| Amplitude nøjagtighed | ±5% |
| Kanaler | 2 (samtidig måling) |
| Vægt | 4 kg (komplet sæt i kuffert) |
Fordele i forhold til traditionelle metoder
| Parameter | Traditionel (butiks)metode | Feltbalancering (Balanset-1A) |
|---|---|---|
| Samlet tid | 3–7 dage | 2–4 timer |
| Demontering påkrævet | Ja | Nej, det er det ikke |
| Typisk pris pr. job | 5.000–15.000 euro | 500–1.500 euro |
| Konti for faktisk montering | Nej, det er det ikke | Ja |
| Opnåelig nøjagtighed | G2.5–G6.3 | G2.5–G6.3 |
Trin-for-trin afbalanceringsprocedure
Succes med at finde balancen er 80%-forberedelse. Følg denne gennemprøvede algoritme:
Forberedelse
- Rengør rotoren for snavs, rust og fastsiddende materiale — forurening forvrænger resultaterne.
- Kontroller lejer (spil, støj, varme) — afbalancering kan ikke korrigere lejefejl.
- Kontroller, at fundamentet er monteret sikkert, og kontroller beskyttelsesafskærmningerne.
- For hammerknusere: Kontroller, at hammeren kan bevæge sig frit, og at vægten passer.
Sensorinstallation
- Monter vibrationssensorer på lejehusene vinkelret på rotationsaksen (inden for 25 cm fra lejet).
- Tilslut til X1- og X2-indgangene
- Monter lasertakometeret, så strålen rammer det reflekterende tape på rotoren.
- Tilslut til X3-indgangen og kontroller, at omdrejningstallet er stabilt.

Indledende måling
- Start software: F7 — Afbalancering → F3 — Afbalancering i to planer
- Indtast rotorparametre
- Tryk på F9 for at måle den indledende vibration.
- Registrer amplitude og fase ved begge målepunkter
Prøvekørsler
- Stop maskinen og monter prøvevægten i plan 1 (massen skal ændre amplitude eller fase med 20–30%)
- Kør og mål
- Flyt vægten til plan 2 og gentag målingen.
- Software beregner indflydelseskoefficienter


Installation af korrektionsvægt
- Softwaren viser korrektionsmasse og vinkel for begge planer på polardiagrammet.
- Installer permanente vægte (svejsning, boltning, fastspænding)
- Brug funktionen "Split Weight", hvis det ikke er muligt at montere i en præcis vinkel.

Verifikation
- Mål restvibrationer
- Mål: Zone A eller B i henhold til ISO 10816 (<2,8 mm/s for de fleste knusere)
- Gem indflydelseskoefficienter (F8) til fremtidig afbalancering uden prøvekørsler
- Generer rapport (F9)
Økonomisk begrundelse og ROI
Investeringen i bærbart afbalanceringsudstyr tjener sig selv ind inden for 3-4 måneders intensiv brug.
| Vare | Værdi |
|---|---|
| Balanset-1A udstyrsomkostninger | 1.751–1.975 euro |
| Balancetjeneste for enkeltentreprenører | €1,500 |
| Typisk årlig afbalanceringsfrekvens | 4 gange om året |
| Årlige besparelser på servicekontrakt | €6,000 |
| Besparelser ved forlængelse af levetiden for lejer | 10.000–30.000 €/år |
| Besparelser ved reduktion af nedetid | 50.000–150.000 €/år |
| Samlede årlige besparelser | 66.000–186.000 euro |
| Tilbagebetalingsperiode | 3–4 måneder |
Lejers levetid fysik
L₁₀-levetiden er omvendt proportional med belastningens tredje potens (P): L₁₀ = (C/P)³. En reduktion af vibrationsbelastningen med 50% øger den beregnede levetid med 8 gange. For tungt belastede samlinger som hammerknuseraksler eller valsemøllejournaler betyder dette år i stedet for måneder.
Fejlfinding af almindelige problemer
Problem: Ustabile eller "flydende" målinger
Mulige årsager: mekanisk slør, slidte lejer, drift nær resonans, ustabil hastighed, materialeophobning.
Løsning: Stram fundamentboltene, kontroller lejerne for slør, kontroller, at monteringen er fast, sørg for konstant omdrejningstal under målingen, rengør rotoren grundigt.
Problem: Kan ikke opnå den krævede tolerance
Mulige årsager: andre fejl (fejlindstilling, bøjet aksel, lejeskader), ikke-lineær systemadfærd, resonans.
Løsning: Udfør coast-down-test for at identificere resonanser, udfør omfattende diagnostik, korriger relaterede fejl, før du forsøger at afbalancere igen.
Problem: Hammerknuser — hammerne sætter sig fast på tappene
Årsag: korrosion eller støv, der forhindrer fri hammersvingning.
Løsning: Rengør og smør alle hammerstifter inden afbalancering. Kontroller, at hver hammer kan bevæge sig frit. Udskift fastsiddende stifter.
Problem: Slagknuser — materialeophobning
Årsag: vådt eller klæbrigt materiale, der klæber fast inde i rotorkamrene (dokumenteret tilfælde: 15 kg ler øgede vibrationerne fra 4 til 12 mm/s).
Løsning: Rengør rotorens indre grundigt inden afbalancering. Overvej at anvende antiklæbende belægninger til rotorkamrene.
Ofte stillede spørgsmål
Hvor ofte skal knuserens balance justeres?
For slag- og hammerknusere: hver 500–1000 driftstimer eller efter udskiftning af sliddele. For kæbe- og kegleknusere: hver 3–6 måneder eller når vibrationerne øges. Kontinuerlig vibrationsovervågning muliggør tilstandsbaseret planlægning.
Kan internt personale udføre afbalancering?
Ja. Med Balanset-1A og en kort uddannelse (typisk en dag) kan vedligeholdelsesteknikere uden tidligere erfaring med afbalancering opnå professionelle resultater. Softwaren guider brugerne trin for trin gennem proceduren.
Hvilken balancekvalitetsklasse kræves der?
De fleste knusere og møller: G6,3 i henhold til ISO 1940-1. Højhastighedsudstyr (hammermøller over 1500 omdr./min., pulverisatorer): G2,5. Præcisionsslibespindler: G1,0 eller bedre.
Eliminerer afbalancering alle vibrationer?
Nej. Afbalancering fjerner kun vibrationer fra masseasymmetri. Vibrationer fra fejljustering, lejefejl, løshed, resonans, gearindgreb eller aerodynamiske kræfter kræver separate korrigerende foranstaltninger. En omfattende vibrationsanalyse identificerer de grundlæggende årsager.
Hvorfor er to-plansafbalancering nødvendig?
Lange rotorer (L/D > 0,25) udvikler både statisk og momentubalance. Enkeltplanbalancering kan ikke korrigere momentubalance, hvilket skaber en gyngende bevægelse, der beskadiger lejerne. To-plan dynamisk balancering er den eneste komplette løsning.
Kan gemte indflydelseskoefficienter genbruges?
Ja, for identiske rotorkonfigurationer. Efter den indledende karakterisering kræver efterfølgende afbalancering (f.eks. efter udskiftning af slagstang eller hammer) kun én målekørsel. Denne funktion reducerer afbalanceringstiden for rutinemæssig vedligeholdelse betydeligt.
Hvad er det ønskede vibrationsniveau efter afbalancering?
ISO 10816-3 definerer zoner: Zone A (fremragende) 11,2 mm/s. Mål: Zone A eller B for kontinuerlig drift.
Begynd at spare på reparationer i dag
Køb Balanset-1A, træn dit team og implementer tilstandsbaseret vedligeholdelse. Professionel teknisk support tilgængelig via WhatsApp.
Praktiske resultater: Dokumenterede casestudier
- Sukkerrørsfiberizer (24 tons, 747 omdr./min.): Vibration reduceret fra 3,2 til 0,47 mm/s — 6,8× forbedring
- Knuser i Spanien: Indledende vibrationer >100 mm/s (nødniveau), efter afbalancering 16–18 mm/s — maskinen fungerer "som ny"
- Industriel knuser: Vibration fra 21,5 til 1,51 mm/s — 14 gange bedre
- Tagmonteret ventilator (-6 °C omgivelsestemperatur): Fra 6,8 til <1,8 mm/s
- Ventilation i indkøbscentre: Støjreduktion på 5–7 dB, energibesparelser, forlænget levetid
Konklusion
Sammenfattende kan man sige, at uanset om det drejer sig om kæbeknusere, kegleknusere, slagknusere, hammerknusere eller andet roterende maskineri som møller, shreddere, blandere og kværne, er det afgørende at holde udstyret afbalanceret. Det fører til en mere jævn drift, komponenter med længere levetid, energibesparelser og sikrere arbejdsforhold. Traditionelle statiske metoder som afbalancering “på knive” har begrænsninger – de kan ikke løse visse typer ubalance, som kun viser sig, når maskinen kører. Heldigvis tilbyder moderne dynamiske afbalanceringsværktøjer en løsning.
Den bærbare balancer Balanset-1A er et eksempel på fremskridtene inden for dette område. Den bringer professionel to-plansbalancering direkte til arbejdspladsen, så vedligeholdelsespersonalet hurtigt kan korrigere ubalance i knuserrotorer og mange andre anvendelser. Ved hjælp af intelligent software og sensorer fjerner den gætteriet fra balanceringen og sikrer, at selv komplekse ubalancer løses. Resultatet er maskiner, der kører så jævnt som tiltænkt, uden de destruktive kræfter, som vibrationer forårsager.
For en lang række brancher – fra minedrift og stenbrud (knusere og møller) til fremstilling og landbrug (ventilatorer, flishuggere, blandere) – kan investering i korrekt afbalanceringsudstyr som Balanset-1A være en gamechanger. Det beskytter dit maskineri “indefra” og forhindrer skader, før de opstår. I praksis betyder det færre nedbrud, lavere vedligeholdelsesomkostninger og mere pålidelig produktion.
Fra et praktisk vedligeholdelsesperspektiv udfylder Balanset-1A en nyttig niche mellem dyrt laboratorieudstyr og tredjepartsentreprenørtjenester: Det muliggør in situ-afbalancering i maskinens egne lejer ved reel driftshastighed og belastning. Dette er vigtigt, fordi laboratorieafbalancering på ideelle understøtninger ikke fuldt ud kan afspejle de specifikke installationsforhold på stedet. Derudover muliggør lagrede indflydelseskoefficienter gentagen afbalancering efter udskiftning af slagstang eller hammer i et enkelt forløb – uden prøvevægte.
For det meste knuser- og mølleudstyr er et typisk mål balancekvalitetsklasse G6.3 i henhold til ISO 1940, hvilket svarer til vibrationer under 4,5 mm/s i henhold til ISO 10816. At nå dette niveau med Balanset‑1A er en realistisk og reproducerbar opgave for kvalificeret personale efter minimal træning, forudsat at maskinen er mekanisk i orden, og målingerne er stabile.

0 kommentarer