Balanseringstjenester ' Vifter, løpehjul og blåsere
Balansering av vifter og vifter - in situ, ved driftshastighet
Industrivifter, radial- og aksialvifter, avtrekksvifter og blåsere vibrerer så snart det samler seg støv, bladene eroderer eller vekten forskyves i forbindelse med en reparasjon. Vi balanserer dem på plass, ved driftshastighet - ingen fjerning fra kanalen eller foringsrøret - årsaken til lagersvikt, strukturell sprekkdannelse og energitap elimineres i løpet av én enkelt arbeidsøkt på stedet.
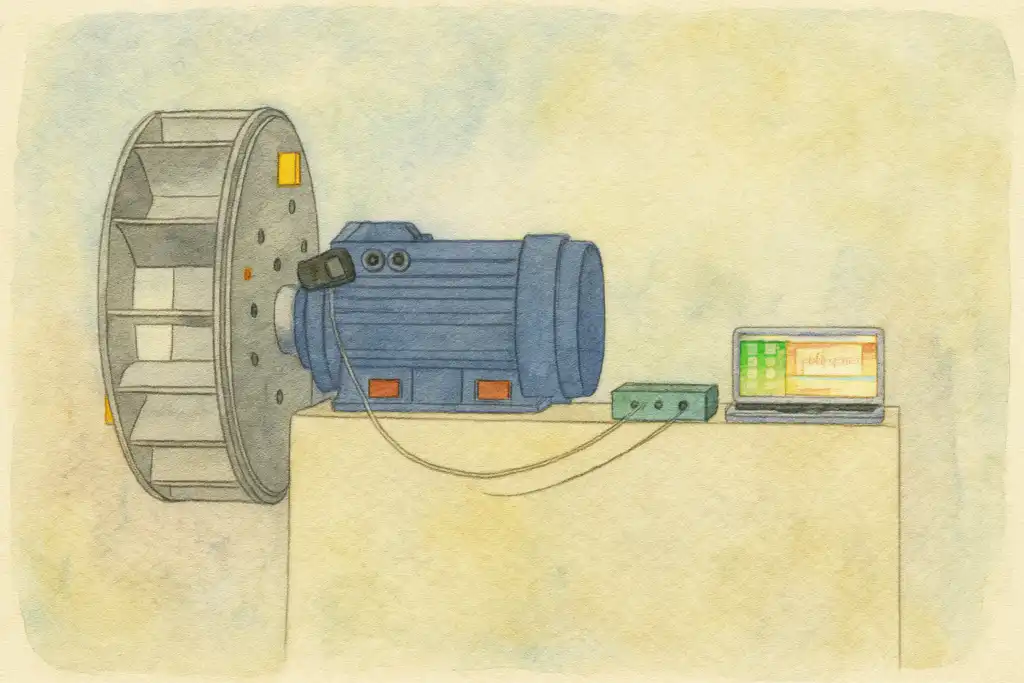
Kort sagt: Balansering av vifter og vifter utføres in situ, ved normal driftshastighet, ved hjelp av innflytelseskoeffisientmetoden. Et vibrasjonsakselerometer på lagerhuset og en laserturteller på akselen måler ubalansetilstanden, og Balanset-1A beregner den nøyaktige korreksjonsmassen og vinkelposisjonen. Ingen fjerning av vifter, ingen frakobling av kanaler - en typisk jobb i ett plan er fullført på under én time, noe som reduserer vibrasjonene med 70 % eller mer og forlenger lagerets levetid med en faktor på åtte eller mer.
Tegn på at viften eller blåseren er ute av balanse
Viftehjul er den vanligste jobben innen feltbalansering - og symptomene er enkle å gjenkjenne når du først kjenner dem:
Hvorfor fans mister balansen - og hva det koster
En vifte forlater fabrikken i balanse, men levetiden angriper denne tilstanden kontinuerlig. Ujevn opphopning av støv og produkter på bladene er den vanligste årsaken: Selv et tynt asymmetrisk lag på ett av bladene tilfører nok masse til å generere betydelig sentrifugalkraft ved full hastighet. Abrasiv erosjon fjerner materiale fra forkantene ujevnt; korrosjon Den ene siden av løpehjulet blir ødelagt før den andre, slagskader fra rusk bøyer eller sprenger enkelte skovler, og reparasjonssveiser eller nye skovler tilfører lokal masse som flytter tyngdepunktet bort fra akselaksen.
Fordi sentrifugalkraften skalerer med kvadrat av rotasjonshastigheten blir selv noen få gram masseforskyvning ved 1500 o/min til hundrevis av newton ristekraft - ganget opp til tusenvis av newton ved 3000 o/min. Hvis den sykliske kraften får stå i fred, ødelegger den lagrene og tetningene, sprenger løpehjulet og den omkringliggende strukturen, sløser med elektrisk energi og tvinger til slutt frem en uplanlagt stans av hele prosesslinjen. En enkelt feltbalanseringsøkt - ofte på under én time på stedet - fjerner årsaken i stedet for å bytte ut komponentene som ødelegges gjentatte ganger.
Hvorfor halvering av vibrasjoner mangedobler lagerets levetid
Hvordan vi balanserer en vifte - trinn for trinn
Feltbalansering med Balanset-1A følger påvirkningskoeffisientmetoden - den samme systematiske prosedyren som du selv kan utføre på stedet, uten å ta viften ut av huset:
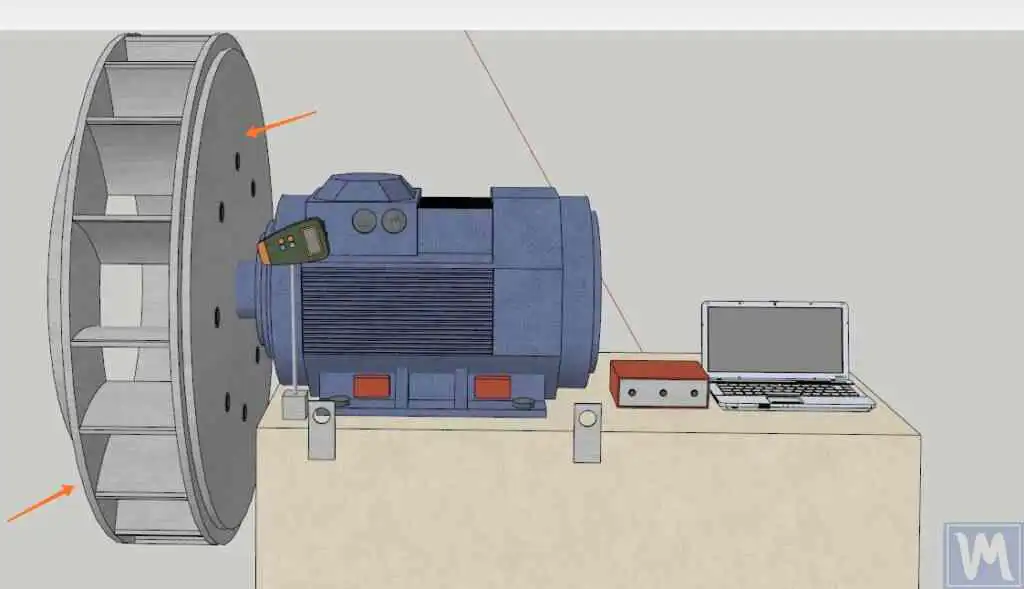
- Monter sensorene. Et vibrasjonsakselerometer klemmes fast på viftelagerhuset, og en laserturteller rettes mot en reflekterende stripe på akselen eller løpehjulsnavet. Ingen demontering er nødvendig - viften fortsetter å gå under normale driftsforhold hele tiden.
- Mål grunnlinjen. En kjøring ved full driftshastighet registrerer vibrasjonsamplitude og fasevinkel, og fastslår den aktuelle ubalansetilstanden i både størrelse og retning.
- Legg til en prøvevekt. En kjent testmasse klemmes fast eller kobles til et blad eller løpehjulsnavet i en kjent vinkelposisjon. En andre kjøring viser hvordan rotoren reagerer - dette er påvirkningskoeffisienten.
- La enheten beregne. Balanset-1A bruker innflytelseskoeffisientalgoritmen for å beregne den nøyaktige korreksjonsmassen og vinkelplasseringen - ett plan for smale, skivelignende løpehjul, to plan for brede rotorer med dobbelt innløp eller lange aksler.
- Monter korreksjonsvekten. Sveis, bolt, nagle eller klem fast den beregnede massen på den angitte posisjonen på bladet, bladspissringen eller navet. Fjern prøvevekten med mindre den er en del av løsningen.
- Verifiser og dokumenter. En siste målekjøring bekrefter at restubalansen er innenfor ISO-toleransebåndet for viftens brukskategori. Balanset-1A lagrer en balanseringsrapport for vedlikeholdsregistrene dine.
Hva vi balanserer
- Sentrifugale (radiale) viftehjul
- Aksial- og lamellaksialvifter
- ID / FD-vifter for kjeler og ovner
- Avtrekk og støvavsug
- Industrielle blåsere og høytrykkslufttransportører
- Vifter i kjøletårnet
- HVAC-vifter for tilluft og avtrekksluft
- Impellere med dobbelt innløp (to plan)
- Bakoverbøyde og fremoverbøyde skovlhjul
- Liten kjøling og presise mikrovifter
Toleranser og standarder
ISO 14694 setter grenser for balanse og vibrasjonshastighet spesielt for industrivifter, inndelt etter brukskategori BV-1 (generell ventilasjon, lave vibrasjonskrav) til BV-5 (presise prosessvifter, strengeste toleranse). Den tillatte restubalansen per brukskategori avgjør hvilken ISO 21940-11 G-klasse som gjelder.
ISO 21940-11 (tidligere ISO 1940-1) definerer kvalitetsklassene G0.4 til G4000 for balansering av stive rotorer. De fleste industrielle prosessvifter er balansert i henhold til G2.5 eller G1.0; HVAC-tilførsels- og returvifter vanligvis til G6.3. Formelen er: Tillatt spesifikk ubalanse (g-mm/kg) = G × 9549 / n, der n er den maksimale driftshastigheten i o/min. Bruk vår kalkulator for rest-ubalanse for å finne toleransen din før du starter. Vi balanserer til den kvaliteten som applikasjonen din krever, og dokumenterer det oppnådde rest-ubalansetallet i balanseringsrapporten.
Balanset-1A - ditt komplette feltbalanseringssett
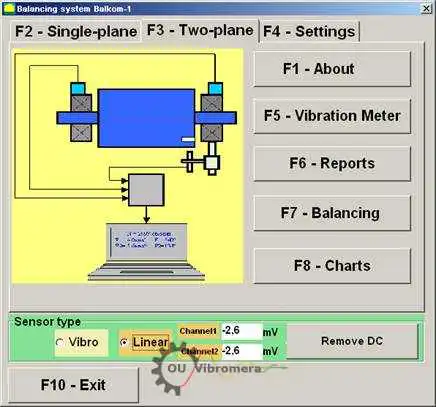
Alt på denne siden er gjort med ett bærbart instrument: den Balanset-1A. Det er en tokanals dynamisk balanserings- og vibrasjonsanalysator som balanserer vifte- og blåserotorer i sine egne lagre, ved driftshastighet, ved hjelp av 3-kjøringers innflytelseskoeffisientmetode - programvaren beregner den nøyaktige korreksjonsmassen og -vinkelen og lagrer en rapport.

Hva inneholder det komplette settet?
€1 975 - Fullt sett, på lager, momsfaktura
- Grensesnittmåleenhet (USB, 2 kanaler)
- To vibrasjonsakselerometre (4 m kabel, 10 m valgfritt)
- Laserturteller / optisk fasesensor (50-500 mm)
- Magnetisk stativ for sensoren
- Digital vekt for prøve- og korreksjonsvekter
- Windows-programvare for balansering og analyse
- Transportkoffert i plast
Komplett sett
Enhet - 2 sensorer - laserturteller - magnetisk stativ - digital vekt - programvare - transportkoffert. Alt som trengs for å begynne å balansere vifter og blåsere ut av esken.
OEM-sett
Enhet - 2 sensorer - laserturteller - programvare. For integratorer som allerede har stativ, vekt og koffert, eller som bygger enheten inn i en avbalanseringsmaskin.
| Parameter | Verdi |
|---|---|
| Målekanaler | 2 (balansering i ett og to plan) |
| Vibrasjonshastighetsområde | 0,05-100 mm/s |
| Frekvensområde | 5-300 Hz |
| Målingens nøyaktighet | ±5% av full skala |
| Metode | 3-løps påvirkningskoeffisient (1 eller 2 plan) |
| Analyse | Amplitude og fase ved 1×, FFT-spektrum og bølgeform, lagrede rapporter |
| Bærbar datamaskin | Ikke inkludert (Windows PC, tilgjengelig på forespørsel) |
Feltbalansering vs. balanseringsmaskin - hva er riktig for din vifte?
| Faktor | Feltbalansering (Balanset-1A) | Balanseringsmaskin (verksted) |
|---|---|---|
| Vifte fjernet fra kanal/hus? | Nei - kjører på plass | Ja - full demontering kreves |
| Kanalkobling? | Nei | Ja |
| Nedetid i produksjonen | Kun sensormontering (<15 min) | Timer til dager (trekke, sende, balansere, installere på nytt) |
| Balansering av hastighet | Faktisk driftshastighet og -forhold | Separat spindel med lav hastighet |
| Regnskap for akselfleks og kobling | Ja - full montering balansert under reelle forhold | Kun løpehjul, uten akseldynamikk |
| Standarder oppfylt | ISO 14694, ISO 21940-11 | ISO 21940-11 |
| Kostnader for utstyr | 1 975 euro (komplett sett) | €10,000 - €50,000+ |
| Typisk jobbtid | <1 time på stedet | 1-3 dager totalt |
Feltbalansering er det foretrukne valget når viften kan gå og kriteriet for rotorstivhet er oppfylt. En verkstedmaskin er fortsatt egnet for nybygde løpehjul som aldri har snudd, eller for rotorer som må demonteres for bladbytte eller større reparasjoner før de kan balanseres på nytt.
Ekte viftebalanseringskofferter
Balansering av industrielle vifter
Feltbalansering i to plan av en stor industriell sentrifugalvifte ved driftshastighet.

Guide for balansering av avtrekksvifter
Trinnvis in situ-prosedyre for en HVAC-avtrekksvifte, med dokumenterte resultater.

Industrielle vifter
Dynamisk avbalansering av høytrykksvifterotorer på stedet i henhold til ISO 14694-toleranse.

Radial viftehjul
Balansering i ett plan av et sentrifugalhjul for radialvifte, korreksjonsvekt sveiset til navet.
Mikrovifter og -kjølere
Presisjonsbalansering av små kjølevifter der selv milligramkorrigeringer har betydning.

Avtrekksvifte på stedet
Balansering av en avtrekksvifte på plass uten å koble fra kanalsystemet.
Gratis kalkulatorer for viftebalansering
Vanlige spørsmål om viftebalansering
Må viften fjernes fra kanalen eller huset for balansering?
Når trenger en vifte balansering i ett plan kontra to plan?
Viften min vibrerer fortsatt etter rengjøring av bladene - er det ubalanse?
Hvor lang tid tar en typisk viftebalanseringsjobb?
Kan vedlikeholdsteamet vårt gjøre det selv med Balanset-1A?
Hvilken balansegrad må viftene oppfylle, og hvordan beregnes den?
Lær deg teorien
Balanser viften din på plass - i dag
Balanset-1A veileder deg gjennom balansering av vifter og blåsere i ett eller to plan ved driftshastighet, beregner den nøyaktige korreksjonsvekten og -vinkelen, og dokumenterer resultatet i henhold til ISO 14694 og ISO 21940-11. Ingen demontering, ingen tapt produksjon - bare en mer stillegående, kjøligere vifte med lengre levetid.
Eksempel fra praksis: se hvordan en industrivifte ble balansert på stedet med Balanset-1A — et praktisk eksempel fra felten.
