Balanseringstjenester › Vifter ' Industrielle vifter (ID / FD)
Balansering av industrivifter - in situ, ved driftshastighet
Kjelvifter med indusert og tvungen trekk, prosessvifter og avtrekksvifter går varmt, støvete og døgnet rundt. Slitasje fra flyveaske og ujevn oppbygging gjør at de raskt kommer ut av balanse. Vi balanserer ID/FD-viftehjul på plass, ved driftshastighet - to fly på ett besøk, ingen fjerning fra kanalsystemet, ingen kjelestans.
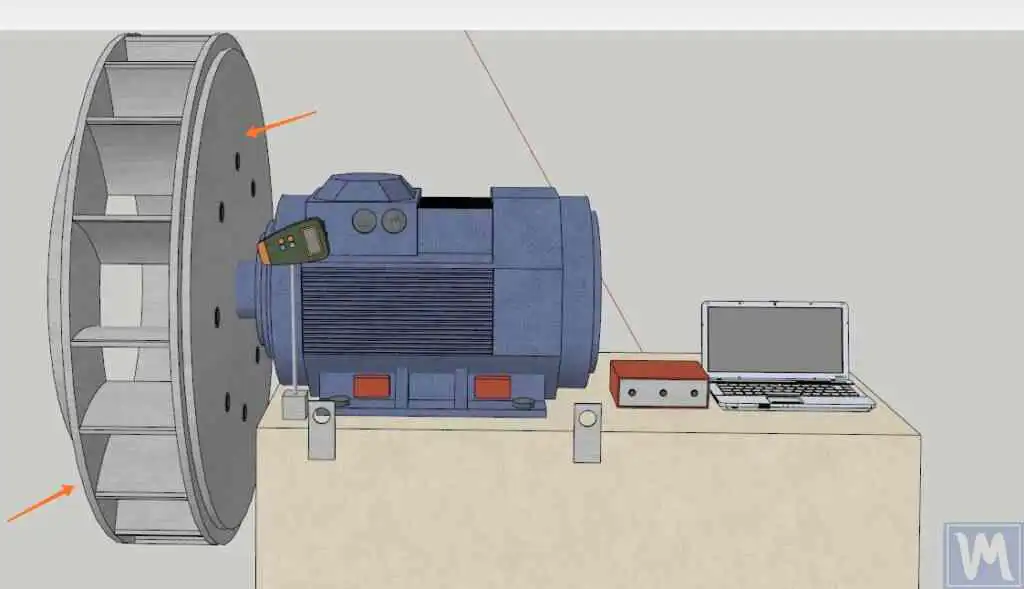
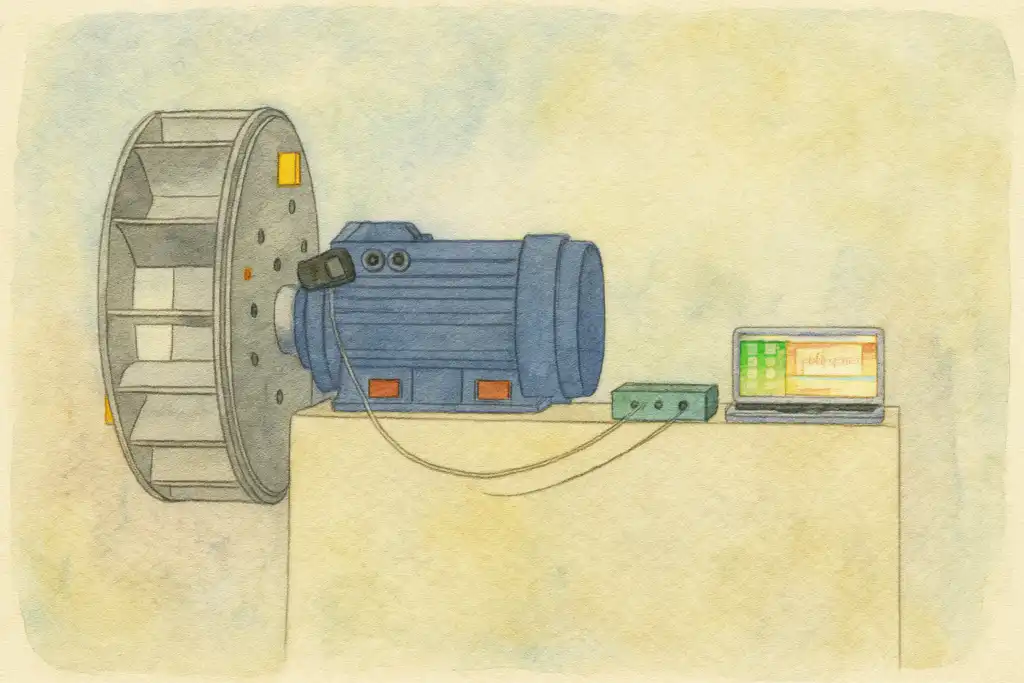
Kort sagt: Avbalansering av industrivifter utføres in situ, ved normal driftshastighet, ved hjelp av innflytelseskoeffisientmetoden. To vibrasjonsakselerometre på lagerhusene og en laserturteller på akselen måler amplitude og fase, og Balanset-1A beregner de nøyaktige korreksjonsmassene og -vinklene for begge plan. Ingen fjerning av viften, ingen frakobling av kanaler - en typisk ID/FD-viftejobb i to plan er fullført på under én time, noe som reduserer vibrasjonene med 70 % eller mer og øker lagerets levetid med opptil 10×.
Tegn på at industriviften din er ute av balanse
ID- og FD-vifter er arbeidshestene i kjelhus, ovner og prosessanlegg - og de første til å vise nød når løpehjulet mister balansen:
Hvorfor ID/FD-fans mister balansen - og hva det koster
Et nytt industrielt viftehjul forlater fabrikken i balanse, men kontinuerlig drift forstyrrer raskt denne balansen. Flyveaske og produktoppbygging samler seg ujevnt på bladflater og bakplater; abrasiv erosjon fra partikkelholdig gass sliter en bladsektor raskere enn en annen; korrosjon tynner materialet ujevnt i våte eller kjemisk aggressive strømmer; reparasjonssveiser eller utskiftningsblader tilfører asymmetrisk masse i en enkelt posisjon i omkretsen. Fordi sentrifugalkraften vokser med kvadrat av rotasjonshastigheten, kan selv noen hundre gram forskyvning ved 750 o/min generere flere kilonewton dynamisk lagerbelastning ved 1500 o/min.
Hvis den ikke blir tatt hånd om, ødelegger kraften lagrene og tetningene i løpet av noen måneder, sprenger løpehjulsnavet eller skovlbladrøttene, sløser bort akseleffekt i strukturelle vibrasjoner og fremtvinger til slutt en uplanlagt nedstengning av kjelen eller prosesslinjen. En feltavbalansering i to plan - som vanligvis gjennomføres i løpet av én time fra sensormontasje til endelig verifiseringskjøring - eliminerer årsaken i stedet for å bytte ut komponentene som ødelegges gjentatte ganger.
Hvorfor halvering av vibrasjoner mangedobler lagerets levetid
Hvordan vi balanserer en industrivifte - trinn for trinn
Feltbalansering med Balanset-1A følger påvirkningskoeffisientmetoden - den samme systematiske prosedyren som vedlikeholdsteamet ditt kan utføre på stedet uten spesialopplæring:
- Monter sensorene. To vibrasjonsakselerometre er festet til viftelagerhusene (på driv- og ikke-drivsiden), og en laserturteller er rettet mot en reflekterende stripe på akselen. Viften fortsetter å gå under normale driftsforhold hele tiden, og det er ikke nødvendig å demontere den.
- Mål grunnlinjen. En kjøring i full hastighet registrerer vibrasjonsamplitude og fasevinkel ved begge lagrene, slik at den aktuelle ubalansetilstanden i begge plan kan fastslås samtidig.
- Legg til en prøvevekt i plan 1. En kjent testmasse sveises eller boltes fast til løpehjulets felg eller nav i det første korreksjonsplanet. En andre kjøring viser hvordan rotoren reagerer i hvert lager - påvirkningskoeffisienten for plan 1.
- Legg til en prøvevekt i plan 2. Prøvevekten for plan 1 fjernes (eller effekten av den noteres), og prosessen gjentas for det andre korreksjonsplanet. Til sammen gir de tre kjøringene Balanset-1A alt den trenger for å løse toplanssystemet.
- La enheten beregne. Balanset-1A bruker innflytelseskoeffisientalgoritmen for å beregne den nøyaktige korreksjonsmassen og vinkelplasseringen for hvert plan. Ingen manuell utregning, ingen iterasjon.
- Monter korreksjonsvektene. Sveis, bolt eller klem fast de beregnede massene på de angitte posisjonene på løpehjulets kant eller bladets bakplate i hvert plan. Fjern eventuelle gjenværende prøvemasser som ikke inngår i den endelige løsningen.
- Verifiser og dokumenter. En siste målekjøring bekrefter at restubalansen er innenfor ISO 14694-toleransen for viftens anvendelseskategori. Balanset-1A lagrer en balanseringsrapport for vedlikeholdsregistre og revisjon.
Hva vi balanserer
- Kjelvifter med indusert trekk (ID)
- Kjelvifter med tvungen trekk (FD)
- Primærluft- og sekundærluftvifter
- Avtrekk og støvavsugsvifter
- Sentrifugale (radiale) prosessvifter
- Impellere med dobbelt innløp (to plan)
- Vifter for forbrenningsluft
- Ovn- og ovnsvifter
- Ventilasjonsvifter for gruver og tunneler
- Resirkulerings- og kjølevifter
- Vifter for avsvovling av røykgass (FGD)
- Vifter for transport av biomasse og bagasse
Toleranser og standarder for industrivifter
ISO 14694:2003 fastsetter grenseverdier for vibrasjonsstyrke og balansekvalitetsgrader spesielt for industrivifter, gruppert etter brukskategori BV-1 (presisjon, renrom) til BV-5 (tung prosess, ID/FD kjelebruk). Hver kategori er tilordnet den tilsvarende G-graden fra ISO 21940-11 (tidligere ISO 1940-1) for tillatt gjenværende spesifikk ubalanse (eper, g-mm/kg).
Typiske ID- og FD-vifter for kjeler faller i kategori BV-3 (G6.3) til BV-4 (G16), avhengig av hastighet og akselarrangement. Der det kreves strengere vibrasjonsgrenser i kontrakten - for eksempel på nye anlegg som er underlagt den opprinnelige vifteprodusentens spesifikasjoner - kan vi balansere til BV-2 (G2.5). Vi leverer dokumenterte tall for restubalanse i forhold til den klassen som kreves for ditt bruksområde. Bruk vår kalkulator for rest-ubalanse for å finne din tillatte toleranse før du starter.
Balanset-1A - ditt komplette feltbalanseringssett
Alt på denne siden er gjort med ett bærbart instrument: den Balanset-1A. Det er en tokanals dynamisk balanserings- og vibrasjonsanalysator som balanserer store industrielle viftehjul i sine egne lagre, ved driftshastighet, ved hjelp av 3-kjøringers innflytelseskoeffisientmetode - programvaren beregner den nøyaktige korreksjonsmassen og -vinkelen for begge plan og lagrer en rapport.

Hva inneholder det komplette settet?
€1 975 - Fullt sett, på lager, momsfaktura
- Grensesnittmåleenhet (USB, 2 kanaler)
- To vibrasjonsakselerometre (4 m kabel, 10 m valgfritt)
- Laserturteller / optisk fasesensor (50-500 mm)
- Magnetisk stativ for sensoren
- Digital vekt for prøve- og korreksjonsvekter
- Windows-programvare for balansering og analyse
- Transportkoffert i plast
Komplett sett
Enhet - 2 sensorer - laserturteller - magnetisk stativ - digital vekt - programvare - transportkoffert. Alt som trengs for å begynne å balansere ut av esken.
OEM-sett
Enhet - 2 sensorer - laserturteller - programvare. For integratorer som allerede har stativ, vekt og koffert, eller som bygger enheten inn i en avbalanseringsmaskin.
| Parameter | Verdi |
|---|---|
| Målekanaler | 2 (balansering i ett og to plan) |
| Vibrasjonshastighetsområde | 0,05-100 mm/s |
| Frekvensområde | 5-300 Hz |
| Målingens nøyaktighet | ±5% av full skala |
| Metode | 3-løps påvirkningskoeffisient (1 eller 2 plan) |
| Analyse | Amplitude og fase ved 1×, FFT-spektrum og bølgeform, lagrede rapporter |
| Bærbar datamaskin | Ikke inkludert (Windows PC, tilgjengelig på forespørsel) |
Feltbalansering vs. balanseringsmaskin - hva er riktig for din vifte?
| Faktor | Feltbalansering (Balanset-1A) | Balanseringsmaskin (verksted) |
|---|---|---|
| Vifte fjernet fra kanalnettet? | Nei - kjører på plass | Ja - full demontering kreves |
| Nedstengning av kjele/prosess? | Nei - viften forblir i drift | Ja - anlegget stopper under fjerning |
| Nedetid i produksjonen | Kun sensormontering (<15 min) | Dager (trekke, transportere, balansere, installere på nytt) |
| Balansering av hastighet | Faktisk driftshastighet og gassbelastning | Separat verkstedspindel med lav hastighet |
| Tar hensyn til termisk bue- og skaftfleksjon | Ja - full montering, varm | Kun løpehjul, kaldt |
| Erosjon/oppbyggingseffekter inkludert | Ja - målt ved driftstilstand | Ikke før den er satt sammen igjen |
| Standarder oppfylt | ISO 14694, ISO 21940-11 | ISO 21940-11 |
| Kostnader for utstyr | 1 975 euro (komplett sett) | €15,000 - €80,000+ |
| Typisk jobbtid | <1 time på stedet | 2-5 dager totalt |
Feltbalansering er den foretrukne metoden når viften kan kjøres trygt og løpehjulet oppfyller kriteriet for stiv rotor. En verkstedmaskin er fortsatt egnet for nybygde løpehjul med null driftstimer, eller for rotorer som må fjernes for å skifte blader eller utføre større strukturelle reparasjoner.
Ekte tilfeller av balansering av industriventilatorer
Industrivifte - feltbalansering i to plan
Fullstendig in situ-balansering i to plan av et tungt industrielt viftehjul. Vibrasjonene ble redusert til innenfor ISO 14694 BV-3-grensene i løpet av ett enkelt besøk.

Radial prosessviftehjul
Balansering i to plan av et sentrifugalt prosessviftehjul. Korrigeringsmasser sveiset til felgen; gjenværende ubalanse dokumentert i henhold til G6.3.

Avtrekksvifter og vifter med indusert trekk
Balansering av tunge eksos- og ID-vifter på stedet. Vibrasjonshastigheten i lageret ble redusert fra >10 mm/s til under 2,3 mm/s (ISO 14694 BV-3-grense).
Gratis kalkulatorer for viftebalansering
Ofte stilte spørsmål om balansering av industrivifter
Må viften fjernes fra kanalsystemet for balansering?
Ett eller to fly for en ID/FD-fan?
Hvor lang tid tar en typisk ID/FD-viftebalanseringsjobb?
Kan du balansere en varm ID-vifte som håndterer gass med flyveaske?
Hvilken ISO 14694-kategori gjelder for kjelens ID- og FD-vifter?
Kan vedlikeholdsteamet vårt gjøre det med Balanset-1A?
Lær deg teorien
Balanser ID/FD-viften på plass - uten at kjelen må tas ut av drift
Balanset-1A veileder teamet ditt gjennom balansering av industriventilatorer i to plan ved driftshastighet, i huset, med nøyaktig plassering av korreksjonsvekten og et dokumentert ISO 14694-resultat. Ingen demontering, ingen nedetid, ingen spesialentreprenør.
