Feltdynamisk balansering
Del I: Teoretiske og regulatoriske grunnlag for dynamisk balansering
Feltdynamisk balansering er en av nøkkeloperasjonene innen vibrasjonsjusteringsteknologi, med sikte på å forlenge levetiden til industrielt utstyr og forhindre nødsituasjoner. Bruken av bærbare instrumenter som Balanset-1A gjør det mulig å utføre disse operasjonene direkte på driftsstedet, noe som minimerer nedetid og kostnader forbundet med demontering. Vellykket balansering krever imidlertid ikke bare evnen til å jobbe med instrumentet, men også en dyp forståelse av de fysiske prosessene som ligger til grunn for vibrasjon, samt kunnskap om regelverket som styrer arbeidskvaliteten.
Metodikkprinsippet er basert på å installere prøvevekter og beregne ubalansepåvirkningskoeffisienter. Enkelt sagt måler instrumentet vibrasjonen (amplitude og fase) til en roterende rotor, hvoretter brukeren sekvensielt legger til små prøvevekter i spesifikke plan for å "kalibrere" påvirkningen av tilleggsmasse på vibrasjon. Basert på endringer i vibrasjonsamplitude og -fase beregner instrumentet automatisk den nødvendige massen og installasjonsvinkelen for korrigerende vekter for å eliminere ubalanse.
Denne tilnærmingen implementerer den såkalte tre-run-metoden For balansering i to plan: innledende måling og to kjøringer med prøvevekter (ett i hvert plan). For balansering i ett plan er to kjøringer vanligvis tilstrekkelig - uten vekt og med ett prøvevekt. I moderne instrumenter utføres alle nødvendige beregninger automatisk, noe som forenkler prosessen betydelig og reduserer kravene til operatørkvalifikasjon.
Seksjon 1.1: Fysikk i ubalanse: Dybdeanalyse
Kjernen i enhver vibrasjon i roterende utstyr ligger i ubalanse. Ubalanse er en tilstand der rotormassen er ujevnt fordelt i forhold til rotasjonsaksen. Denne ujevne fordelingen fører til sentrifugalkrefter, som igjen forårsaker vibrasjon av støtter og hele maskinstrukturen. Konsekvensene av ukorrekt ubalanse kan være katastrofale: fra for tidlig slitasje og ødeleggelse av lagre til skade på fundamentet og selve maskinen. For effektiv diagnose og eliminering av ubalanse er det nødvendig å tydelig skille mellom typene.
Typer ubalanse

Statisk ubalanse (enkeltplan): Denne typen ubalanse kjennetegnes av forskyvning av rotorens massesenter parallelt med rotasjonsaksen. I en statisk tilstand vil en slik rotor, montert på horisontale prismer, alltid rotere med den tunge siden nedover. Statisk ubalanse er dominerende for tynne, skiveformede rotorer der forholdet mellom lengde og diameter (L/D) er mindre enn 0,25, for eksempel slipeskiver eller smale viftehjul. Eliminering av statisk ubalanse er mulig ved å installere en korrigerende vekt i ett korrigeringsplan, diametralt motsatt av det tunge punktet.
Par (øyeblikk) ubalanse: Denne typen oppstår når rotorens hovedtreghetsakse skjærer rotasjonsaksen i massesenteret, men ikke er parallell med den. Parubalanse kan representeres som to ubalanserte masser med samme størrelse, men motsatt rettet, plassert i forskjellige plan. I en statisk tilstand er en slik rotor i likevekt, og ubalansen manifesterer seg bare under rotasjon i form av "gynging" eller "vingling". For å kompensere for dette kreves det installasjon av minst to korrigerende vekter i to forskjellige plan, noe som skaper et kompenserende moment.

Dynamisk ubalanse: Dette er den vanligste typen ubalanse under reelle forhold, og representerer en kombinasjon av statiske og parvise ubalanser. I dette tilfellet faller ikke rotorens hovedtreghetsakse sammen med rotasjonsaksen og skjærer den ikke i massesenteret. For å eliminere dynamisk ubalanse er massekorrigering i minst to plan nødvendig. Tokanalsinstrumenter som Balanset-1A er spesielt utviklet for å løse dette problemet.
Kvasistatisk ubalanse: Dette er et spesialtilfelle av dynamisk ubalanse der hovedtreghetsaksen skjærer rotasjonsaksen, men ikke i rotorens massesenter. Dette er en subtil, men viktig forskjell for å diagnostisere komplekse rotorsystemer.
Stive og fleksible rotorer: Avgjørende forskjell
Et av de grunnleggende konseptene innen balansering er skillet mellom stive og fleksible rotorer. Dette skillet bestemmer selve muligheten og metodikken for vellykket balansering.
Stiv rotor: En rotor regnes som stiv hvis dens driftsrotasjonsfrekvens er betydelig lavere enn dens første kritiske frekvens, og den ikke gjennomgår betydelige elastiske deformasjoner (avbøyninger) under påvirkning av sentrifugalkrefter. Balansering av en slik rotor utføres vanligvis med hell i to korreksjonsplan. Balanset-1A-instrumenter er primært designet for arbeid med stive rotorer.
Fleksibel rotor: En rotor regnes som fleksibel hvis den opererer med en rotasjonsfrekvens nær en av dens kritiske frekvenser eller overstiger den. I dette tilfellet blir den elastiske akselavbøyningen sammenlignbar med masseforskyvningen og bidrar i seg selv betydelig til den totale vibrasjonen.
Forsøk på å balansere en fleksibel rotor ved hjelp av metodikken for stive rotorer (i to plan) fører ofte til feil. Installasjon av korrigerende vekter kan kompensere for vibrasjon ved lav, subresonant hastighet, men når driftshastigheten oppnås, og rotoren bøyer seg, kan disse samme vektene øke vibrasjonen ved å eksitere en av bøyningsvibrasjonsmodusene. Dette er en av hovedgrunnene til at balansering "ikke fungerer", selv om alle handlinger med instrumentet utføres riktig.
Før arbeidet starter, er det ekstremt viktig å klassifisere rotoren ved å korrelere driftshastigheten med kjente (eller beregnede) kritiske frekvenser. Hvis det er umulig å omgå resonans, anbefales det å midlertidig endre enhetens monteringsforhold under balansering for å forskyve resonansen.
Avsnitt 1.2: Regelverk: ISO-standarder
Standarder innen balansering utfører flere viktige funksjoner: de etablerer enhetlig teknisk terminologi, definerer kvalitetskrav og, viktigst av alt, fungerer som grunnlag for et kompromiss mellom teknisk nødvendighet og økonomisk gjennomførbarhet.
ISO 1940-1-2007 (ISO 1940-1): Kvalitetskrav for balansering av stive rotorer
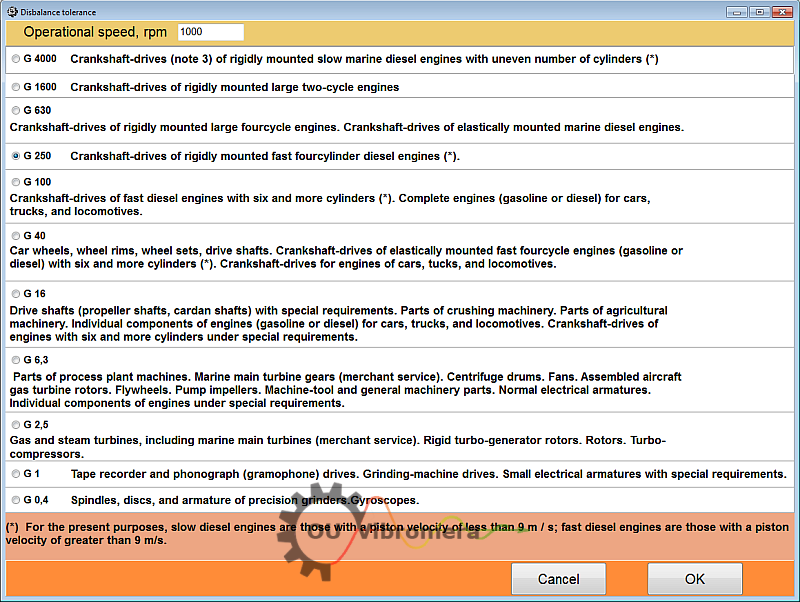
Denne standarden er det grunnleggende dokumentet for å bestemme tillatt restubalanse. Den introduserer konseptet med balanseringskvalitetsgrad (G), som avhenger av maskintype og dens driftsrotasjonsfrekvens.
Kvalitetsgrad G: Hver type utstyr tilsvarer en spesifikk kvalitetsgrad som forblir konstant uavhengig av rotasjonshastighet. For eksempel anbefales grad G6.3 for knusere og G2.5 for elektriske motorarmaturer og turbiner.
Beregning av tillatt gjenværende ubalanse (Uper): Standarden tillater beregning av en spesifikk tillatt ubalanseverdi som fungerer som en målindikator under balansering. Beregningen utføres i to trinn:
- Bestemmelse av tillatt spesifikk ubalanse (f.eks.per) ved å bruke formelen:
e per = (G × 9549) / n
hvor G er balanseringskvalitetsgraden (f.eks. 2,5), n er driftsrotasjonsfrekvensen, o/min. Måleenheten for eper er g·mm/kg eller μm. - Bestemmelse av tillatt restubalanse (Uper) for hele rotoren:
U per = e per × M
hvor M er rotormassen i kg. Måleenheten for Uper er g·mm.
Eksempel: For en elektrisk motorrotor med en masse på 5 kg, som opererer ved 3000 o/min med kvalitetsgrad G2.5:
eper = (2,5 × 9549) / 3000 ≈ 7,96 μm
Uper = 7,96 × 5 = 39,8 g·mm
Dette betyr at etter balansering bør den gjenværende ubalansen ikke overstige 39,8 g·mm.
ISO 20806–2007 (ISO 20806): Balansering på plass
Denne standarden regulerer direkte feltbalanseringsprosessen.
Fordeler: Hovedfordelen med å balansere på stedet er at rotoren er balansert under reelle driftsforhold, på støttene og under driftsbelastning. Dette tar automatisk hensyn til støttesystemets dynamiske egenskaper og påvirkningen fra tilkoblede akseltogkomponenter.
Ulemper og begrensninger:
- Begrenset tilgang: Ofte er tilgang til korreksjonshøyler på en montert maskin vanskelig, noe som begrenser mulighetene for vektmontering.
- Behov for prøvekjøringer: Balanseringsprosessen krever flere "start-stopp"-sykluser av maskinen.
- Vanskeligheter med alvorlig ubalanse: I tilfeller med svært stor initial ubalanse, kan begrensninger i planvalg og korrigerende vektmasse ikke tillate å oppnå den nødvendige balanseringskvaliteten.
Del II: Praktisk veiledning for balansering med Balanset-1A-instrumenter
Hvor vellykket balanseringen er, avhenger av grundigheten i forberedende arbeid. De fleste feil er ikke relatert til instrumentfeil, men til å ignorere faktorer som påvirker målingens repeterbarhet. Hovedprinsippet for forberedelse er å utelukke alle andre mulige vibrasjonskilder, slik at instrumentet kun måler effekten av ubalanse.
Avsnitt 2.1: Grunnlaget for suksess: Diagnostikk før balansering og maskinklargjøring
Trinn 1: Primær vibrasjonsdiagnostikk (Er det virkelig ubalanse?)
Før balansering er det nyttig å utføre en foreløpig vibrasjonsmåling i vibrometermodus. Balanset-1A-programvaren har en "Vibrasjonsmåler"-modus (F5-knapp) hvor du kan måle total vibrasjon og separat komponenten ved rotasjonsfrekvens (1×) før du monterer vekter.
Klassisk ubalansetegn: Vibrasjonsspekteret bør domineres av en topp ved rotorens rotasjonsfrekvens (topp ved 1x RPM-frekvens). Amplituden til denne komponenten i horisontal og vertikal retning bør være sammenlignbar, og amplitudene til andre harmoniske bør være betydelig lavere.
Tegn på andre defekter: Hvis spekteret inneholder betydelige topper ved andre frekvenser (f.eks. 2x, 3x RPM) eller ved ikke-multiple frekvenser, indikerer dette tilstedeværelsen av andre problemer som må elimineres før balansering.
Trinn 2: Omfattende mekanisk inspeksjon (sjekkliste)
- Rotor: Rengjør alle rotoroverflater grundig for smuss, rust og fastklebende produkter. Selv en liten mengde smuss over en stor radius skaper betydelig ubalanse. Sjekk at det ikke finnes ødelagte eller manglende elementer.
- Lagre: Sjekk lagerenhetene for overdreven slark, uvedkommende støy og overoppheting. Slitte lagre vil ikke gi stabile avlesninger.
- Fundament og ramme: Sørg for at enheten er installert på et stivt fundament. Kontroller at ankerboltene er strammet og at det ikke er sprekker i rammen.
- Kjøre: For remdrift, sjekk remstramming og tilstand. For koblingsforbindelser - akseljustering.
- Sikkerhet: Sørg for at alle beskyttelsesvern er til stede og fungerer som de skal.
Avsnitt 2.2: Instrumentoppsett og konfigurasjon
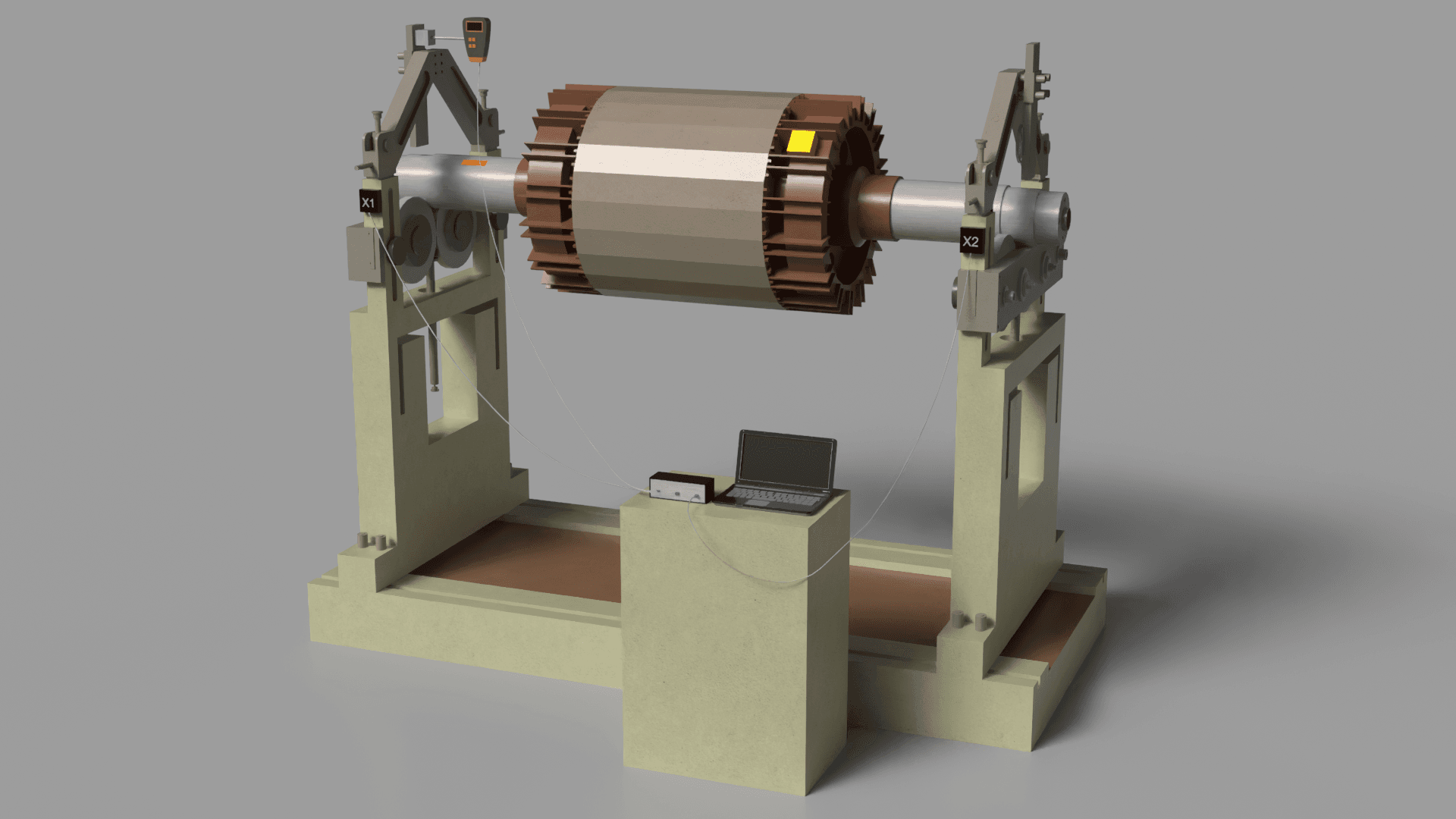
Maskinvareinstallasjon
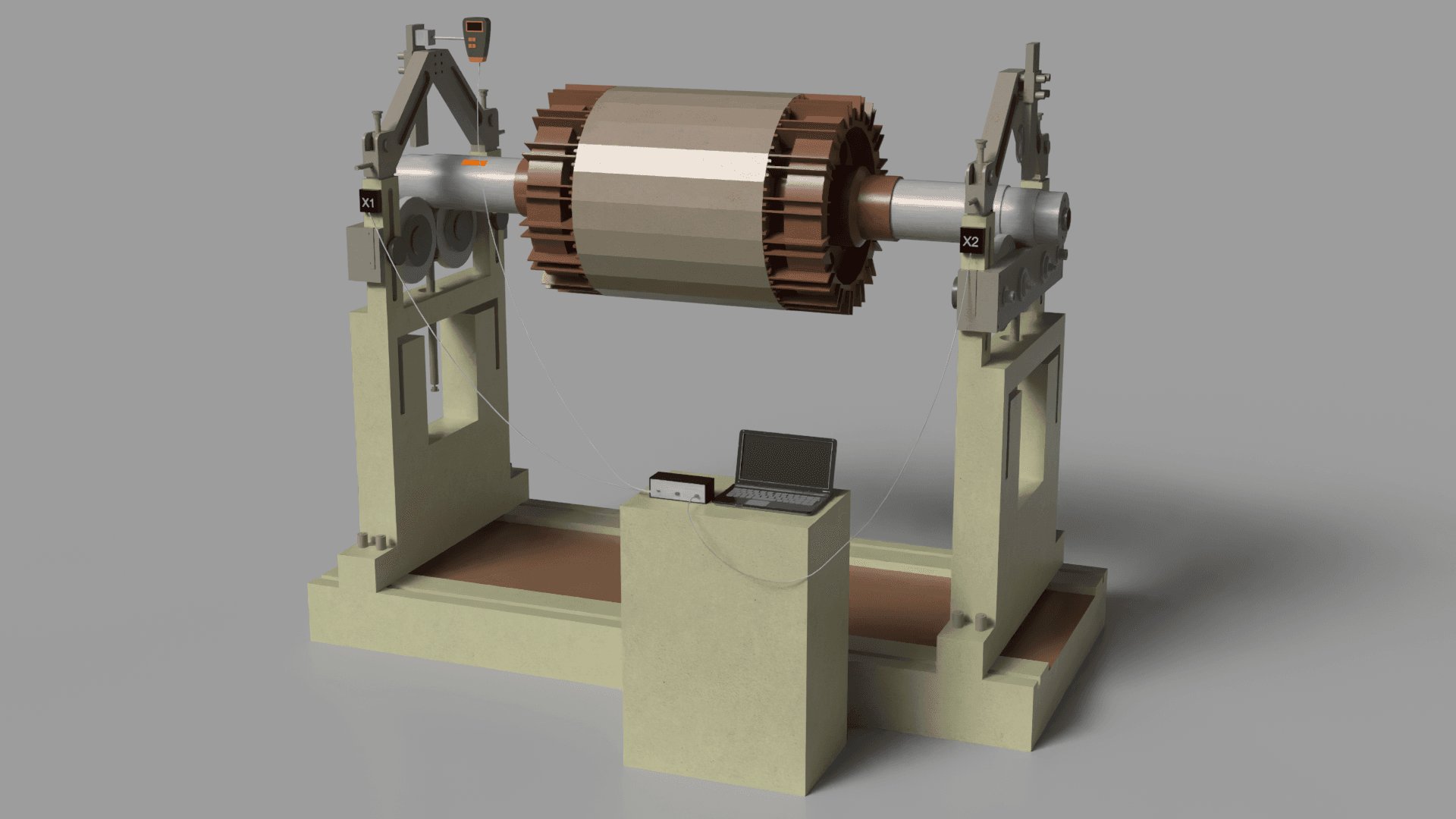
Vibrasjonssensorer (akselerometre):
- Koble sensorkablene til tilsvarende instrumentkontakter (f.eks. X1 og X2 for Balanset-1A).
- Installer sensorer på lagerhusene så nær rotoren som mulig.
- Nøkkelpraksis: For å oppnå maksimalt signal bør sensorene installeres i den retningen der vibrasjonen er maksimal. Bruk en kraftig magnetisk base eller gjenget feste for å sikre stiv kontakt.
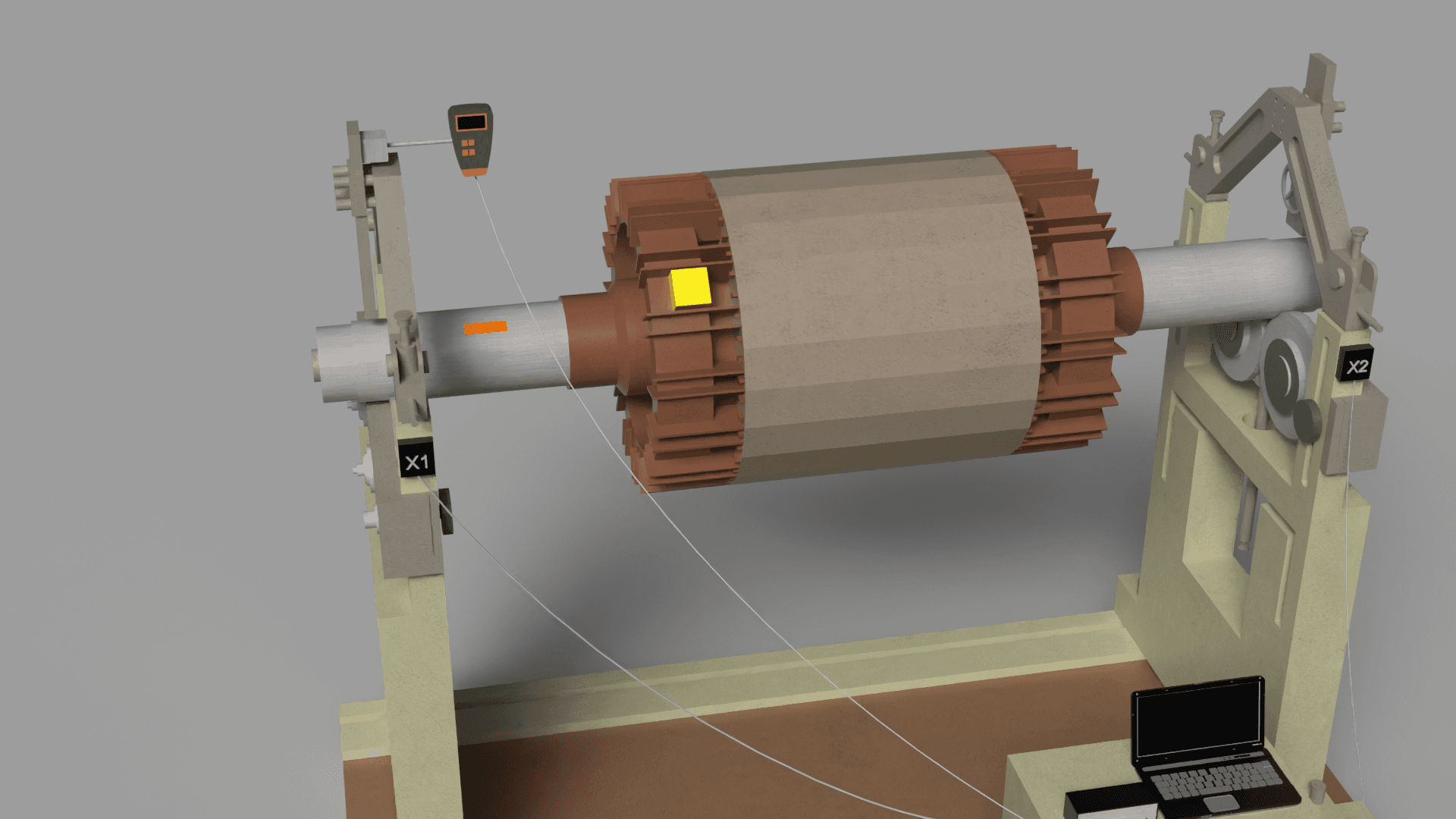
Fasesensor (laserturteller):
- Koble sensoren til den spesielle inngangen (X3 for Balanset-1A).
- Fest et lite stykke reflekterende tape til akselen eller en annen roterende del av rotoren.
- Installer turtelleren slik at laserstrålen treffer merket stabilt gjennom hele omdreiningen.
Programvarekonfigurasjon (Balanset-1A)
- Start programvaren (som administrator) og koble til USB-grensesnittmodulen.
- Gå til balanseringsmodulen. Opprett en ny post for enheten som skal balanseres.
- Velg balanseringstype: 1-plan (statisk) for smale rotorer eller 2-plan (dynamisk) for de fleste andre tilfeller.
- Definer korreksjonsplan: velg steder på rotoren hvor korrigerende vekter trygt kan installeres.
Avsnitt 2.3: Balanseringsprosedyre: Steg-for-steg-veiledning
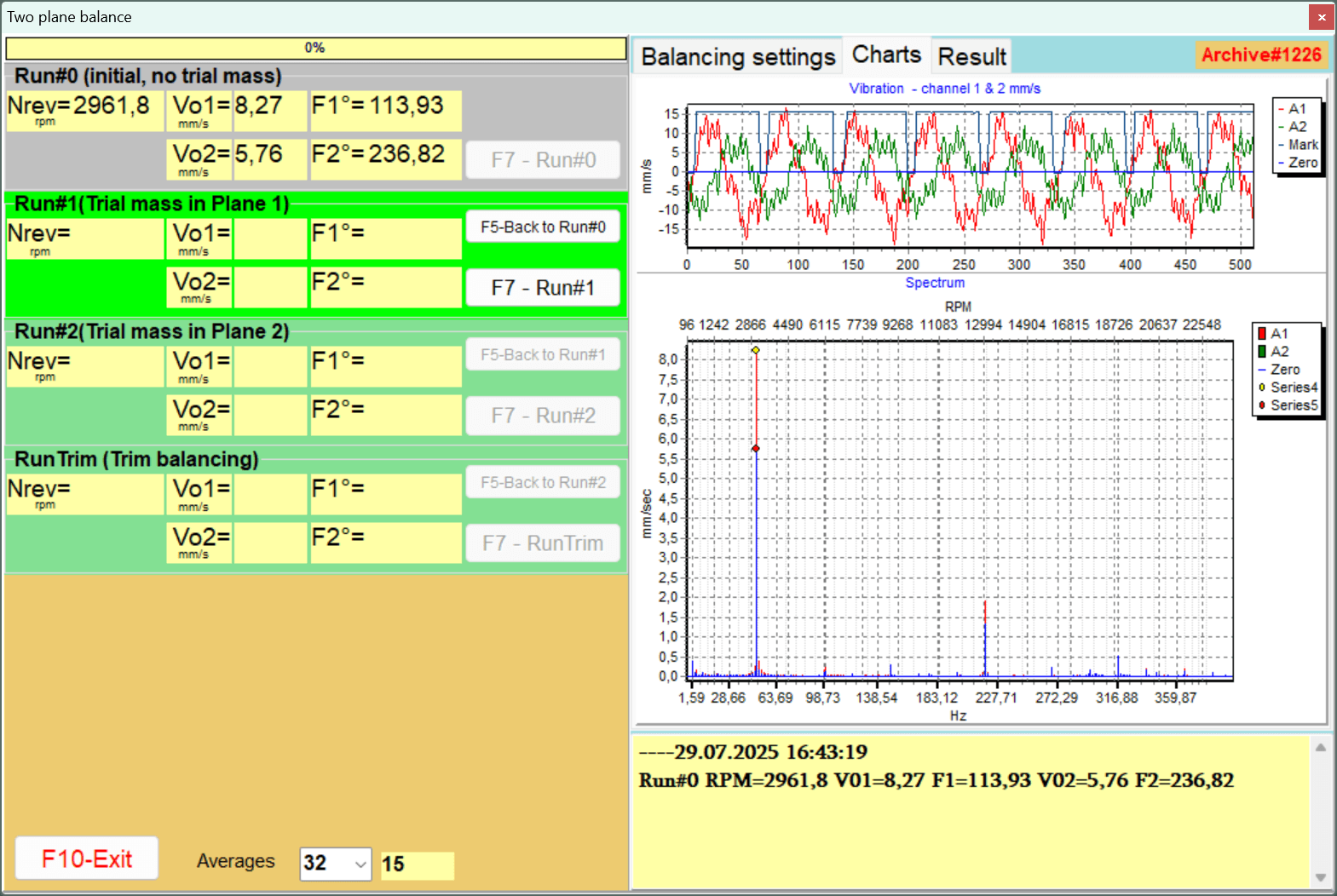
Kjøring 0: Innledende måling
- Start maskinen og bring den til stabil driftshastighet. Det er ekstremt viktig at rotasjonshastigheten er den samme i alle påfølgende kjøringer.
- Start målingen i programmet. Instrumentet vil registrere innledende vibrasjonsamplitude og faseverdier.
Kjøring 1: Prøvevekt i plan 1
- Stopp maskinen.
- Valg av prøvevekt: Prøvevektens masse bør være tilstrekkelig til å forårsake merkbar endring i vibrasjonsparametrene (amplitudeendring på minst 20–30°C ELLER faseendring på minst 20–30 grader).
- Montering av prøvevekt: Fest den veide prøvevekten sikkert ved en kjent radius i plan 1. Noter vinkelposisjonen.
- Start maskinen med samme stabile hastighet.
- Utfør den andre målingen.
- Stopp maskinen og FJERN prøvevekten.
Forsøk 2: Prøvevekt i plan 2 (for balansering i to plan)
- Gjenta nøyaktig samme prosedyre som i trinn 2, men monter prøvevekten i plan 2.
- Start, mål, stopp og FJERN prøvevekten.
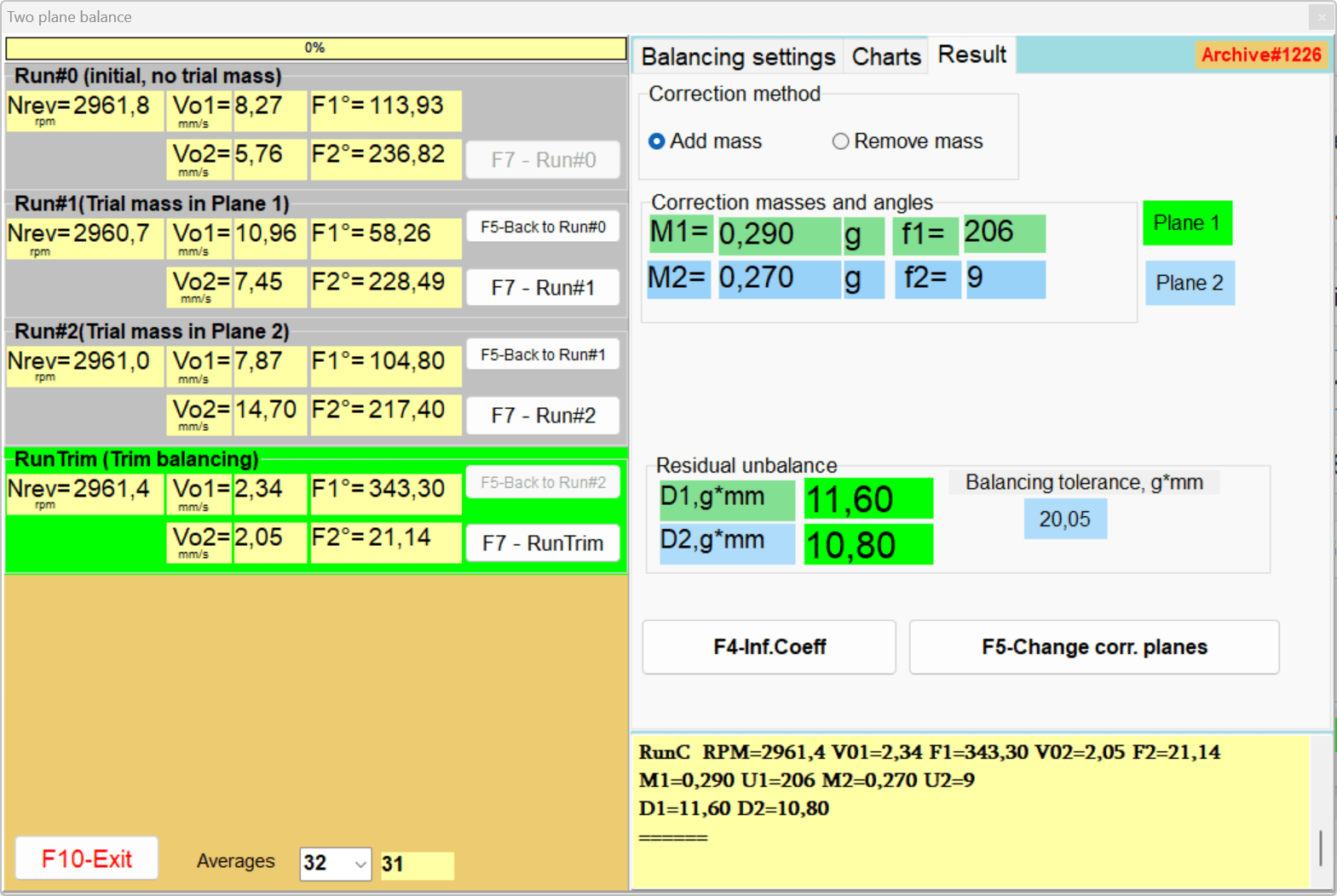
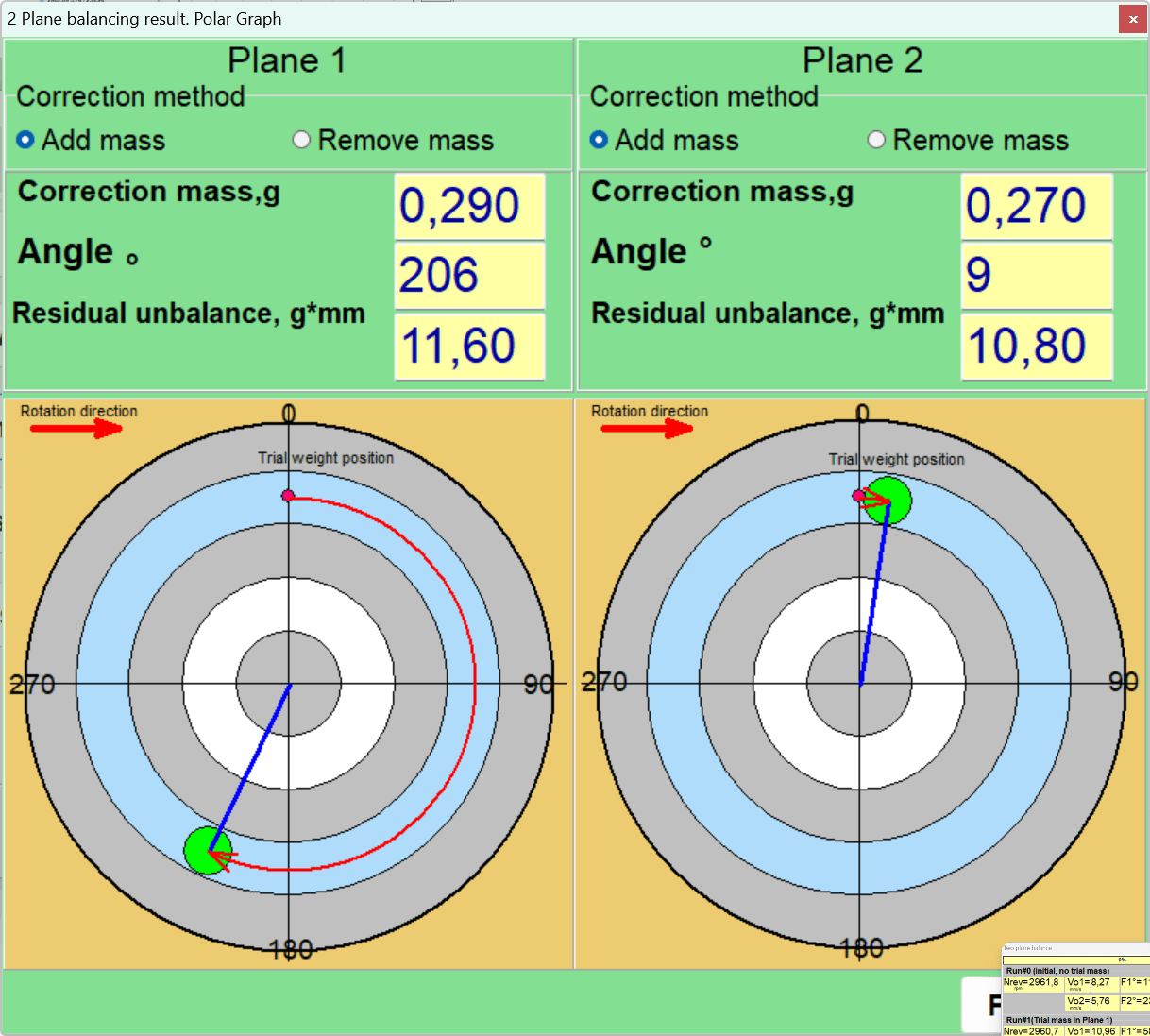
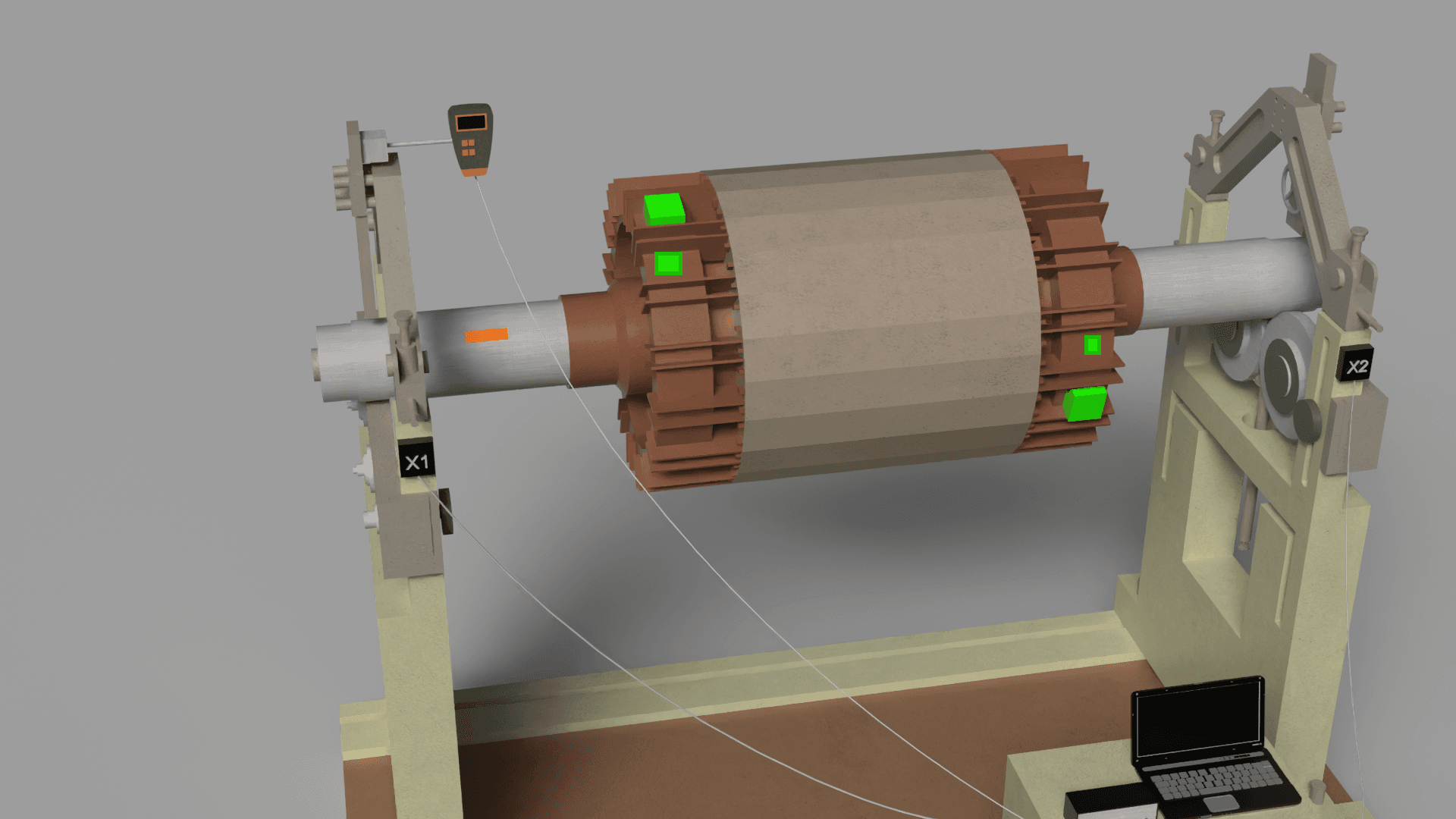
Beregning og installasjon av korrigerende vekter
- Basert på vektorendringer registrert under prøvekjøringer, vil programmet automatisk beregne massen og installasjonsvinkelen til korrigeringsvekten for hvert plan.
- Installasjonsvinkelen måles vanligvis fra prøvevektens plassering i rotorens rotasjonsretning.
- Fest permanente korrigerende vekter sikkert. Husk at selve sveisen også har masse når du bruker sveising.
Run 3: Verifiseringsmåling og finbalansering
- Start maskinen på nytt.
- Utfør en kontrollmåling for å vurdere nivået av gjenværende vibrasjon.
- Sammenlign den oppnådde verdien med toleransen beregnet i henhold til ISO 1940-1.
- Hvis vibrasjonen fortsatt overstiger toleransen, vil instrumentet beregne en liten "fin" (trim) korreksjon.
- Når du er ferdig, lagrer du rapporten og påvirkningskoeffisientene for eventuell fremtidig bruk.
Del III: Avansert problemløsning og feilsøking
Denne delen er viet til de mest komplekse aspektene ved feltbalansering – situasjoner der standardprosedyren ikke gir resultater.
Sikkerhetstiltak
Forebygging av utilsiktet start (Lockout/Tagout): Før arbeidet starter, må rotordriften kobles fra og spenningssettes. Varselskilt er hengt opp på startanordningene, slik at ingen starter maskinen ved et uhell.
Personlig verneutstyr: Vernebriller eller ansiktsskjerm er obligatorisk. Klær bør være tettsittende, uten løse kanter. Langt hår bør gjemmes under et hodeplagg.
Faresonen rundt maskinen: Begrens uautoriserte personers tilgang til balanseringssonen. Under testkjøringer monteres det sperringer eller varselbånd rundt enheten. Faresonens radius er minst 3–5 meter.
Pålitelig vektfeste: Når du fester prøve- eller permanente korrigerende vekter, må du være spesielt oppmerksom på hvordan de festes. Et utkastet vekt blir et farlig prosjektil.
Elektrisk sikkerhet: Følg generelle elektriske sikkerhetstiltak – bruk en jordet stikkontakt, ikke legg kabler gjennom våte eller varme soner.
Avsnitt 3.1: Diagnose og overvinnelse av måleinstabilitet
Symptom: Under gjentatte målinger under identiske forhold endres amplitude- og/eller faseavlesningene betydelig ("flyt", "hopp"). Dette gjør korreksjonsberegning umulig.
Rotårsak: Instrumentet fungerer ikke feil. Det rapporterer nøyaktig at systemets vibrasjonsrespons er ustabil og uforutsigbar.
Systematisk diagnostisk algoritme:
- Mekanisk løshet: Dette er den vanligste årsaken. Sjekk tiltrekkingen av lagerhusets monteringsbolter og rammens ankerbolter. Sjekk for sprekker i fundamentet eller rammen.
- Lagerfeil: For stor innvendig klaring i rullelagre eller slitasje på lagerskallet gjør at akselen beveger seg kaotisk inne i støtten.
- Prosessrelatert ustabilitet:
- Aerodynamisk (vifter): Turbulent luftstrøm, strømningsseparasjon fra bladene kan forårsake tilfeldige krafteffekter.
- Hydraulisk (pumper): Kavitasjon skaper kraftige, tilfeldige hydrauliske støt som maskerer det periodiske signalet fra ubalanse.
- Intern massebevegelse (knusere, møller): Materiale kan omfordeles inne i rotoren, og fungere som "mobil ubalanse".
- Resonans: Hvis driftshastigheten er svært nær konstruksjonens naturlige frekvens, forårsaker selv små hastighetsvariasjoner store endringer i vibrasjonsamplitude og -fase.
- Termiske effekter: Etter hvert som maskinen varmes opp, kan termisk ekspansjon føre til bøying av akselen eller endringer i justeringen.
Del 3.2: Når balansering ikke hjelper: Identifisering av rotfeil
Symptom: Balanseringsprosedyren er utført, avlesningene er stabile, men den endelige vibrasjonen er fortsatt høy.
Bruk av spektrumanalysator for differensialdiagnose:
- Feil innretting av akselen: Hovedtegn - høy vibrasjonstopp ved 2x RPM-frekvens. Høy aksial vibrasjon er karakteristisk.
- Defekter i rullelager: Manifesterer seg som høyfrekvent vibrasjon ved karakteristiske "lager"-frekvenser (BPFO, BPFI, BSF, FTF).
- Skaftbue: Manifesterer seg som en høy topp ved 1x RPM, men ofte ledsaget av en merkbar komponent ved 2x RPM.
- Elektriske problemer (elektriske motorer): Magnetisk feltasymmetri kan forårsake vibrasjon med dobbelt så høy frekvens som forsyningsfrekvensen (100 Hz for 50 Hz-nettverk).
Vanlige balanseringsfeil og tips for forebygging
- Balansering av en defekt eller skitten rotor: Sjekk alltid mekanismens tilstand før balansering.
- Prøvevekt for liten: Sikt mot vibrasjonsendringsregelen 20-30%.
- Manglende overholdelse av regimekonstans: Oppretthold alltid stabil og identisk rotasjonshastighet under alle målinger.
- Fase- og merkefeil: Overvåk vinkelbestemmelsen nøye. Korrigeringsvektvinkelen måles vanligvis fra prøvevektens posisjon i rotasjonsretningen.
- Feil feste eller vekttap: Følg metodikken strengt – hvis det krever fjerning av prøvevekten, fjern den.
Balansering av kvalitetsstandarder
| Kvalitetsgrad G | Tillatt spesifikk ubalanse eper (mm/s) | Rotortyper (eksempler) |
|---|---|---|
| G4000 | 4000 | Fast monterte veivaksler på trege marine dieselmotorer |
| G16 | 16 | Veivaksler til store totaktsmotorer |
| G6.3 | 6.3 | Pumperotorer, vifteimpeller, elektriske motorarmaturer, knuserrotorer |
| G2.5 | 2.5 | Gass- og dampturbinrotorer, turbokompressorer, maskinverktøydrift |
| G1 | 1 | Slipemaskinens drivverk, spindler |
| G0.4 | 0.4 | Spindler, gyroskoper for presisjonsslipemaskiner |
| Feiltype | Dominerende spektrumfrekvens | Faseegenskap | Andre symptomer |
|---|---|---|---|
| Ubalanse | 1x turtall | Stabil | Radial vibrasjon dominerer |
| Feiljustering av akselen | 1x, 2x, 3x turtall | Kan være ustabil | Høy aksial vibrasjon - nøkkeltegn |
| Mekanisk løshet | 1x, 2x og flere harmoniske | Ustabil, "hoppende" | Visuelt merkbar bevegelse |
| Defekt rullelager | Høye frekvenser (BPFO, BPFI, osv.) | Ikke synkronisert med RPM | Uvedkommende støy, forhøyet temperatur |
| Resonans | Driftshastigheten sammenfaller med egenfrekvensen | Faseendringer på 180° når den passerer gjennom resonans | Vibrasjonsamplituden øker kraftig ved en bestemt hastighet |
Del IV: Ofte stilte spørsmål og applikasjonsnotater
Avsnitt 4.1: Generelle ofte stilte spørsmål (FAQ)
Når skal man bruke 1-plans og når 2-plans balansering?
Bruk 1-plans (statisk) balansering for smale, skiveformede rotorer (L/D-forhold < 0,25). Bruk 2-plans (dynamisk) balansering for praktisk talt alle andre rotorer, spesielt med L/D > 0.25.
Hva skal man gjøre hvis prøvevekten forårsaker farlig økning i vibrasjoner?
Stopp maskinen umiddelbart. Dette betyr at prøvevekten ble installert nær det eksisterende tunge punktet. Løsningen: Flytt prøvevekten 180 grader fra sin opprinnelige posisjon.
Kan lagrede påvirkningskoeffisienter brukes for en annen maskin?
Ja, men bare hvis den andre maskinen er helt identisk – samme modell, samme rotor, samme fundament, samme lagre. Enhver endring i strukturell stivhet vil gjøre dem ugyldige.
Hvordan ta hensyn til kilespor? (ISO 8821)
Standard praksis er å bruke en "halv kile" i akselens kilespor når man balanserer uten motstykket. Dette kompenserer for massen til den delen av kilesporet som fyller sporet på akselen.
| Symptom | Sannsynlige årsaker | Anbefalte handlinger |
|---|---|---|
| Ustabile/flytende avlesninger | Mekanisk løshet, lagerslitasje, resonans, prosessinstabilitet, ekstern vibrasjon | Stram alle boltforbindelser, kontroller lagerklaring, utfør friløpstest, stabiliser driftsregimet |
| Kan ikke oppnå toleranse etter flere sykluser | Feil påvirkningskoeffisienter, rotoren er fleksibel, skjult defekt (feiljustering) | Gjenta prøvekjøringen med riktig valgt vekt, sjekk om rotoren er fleksibel, bruk FFT til å søke etter andre defekter |
| Vibrasjon normal etter balansering, men kommer raskt tilbake | Korrigerende vektutkastning, produktoppbygging på rotoren, termiske deformasjoner | Bruk mer pålitelig vektfeste (sveising), implementer regelmessig rengjøringsplan for rotorer |
Avsnitt 4.2: Balanseringsveiledning for spesifikke utstyrstyper
Industrielle vifter og røykavsugere:
- Problem: Mest utsatt for ubalanse på grunn av produktoppbygging på blader eller slipende slitasje.
- Fremgangsmåte: Rengjør alltid impelleren grundig før arbeidet starter. Vær oppmerksom på aerodynamiske krefter som kan forårsake ustabilitet.
Pumper:
- Problem: Hovedfienden - kavitasjon.
- Fremgangsmåte: Før balansering, sørg for tilstrekkelig kavitasjonsmargin ved innløpet (NPSHa). Kontroller at sugerøret ikke er tett.
Knusere, kverner og mulchere:
- Problem: Ekstrem slitasje, mulighet for store ubalanseendringer på grunn av hammerbrudd eller slitasje.
- Fremgangsmåte: Kontroller at arbeidselementene er intakte og har festet seg. Ytterligere forankring av maskinrammen kan være nødvendig.
Anker for elektriske motorer:
- Problem: Kan ha både mekaniske og elektriske vibrasjonskilder.
- Fremgangsmåte: Bruk en spektrumanalysator for å sjekke om det er vibrasjon ved dobbelt så høy frekvens som strømforsyningen. Tilstedeværelsen indikerer elektrisk feil, ikke ubalanse.
Konklusjon
Dynamisk balansering av rotorer på plass ved hjelp av bærbare instrumenter som Balanset-1A er et kraftig verktøy for å øke påliteligheten og effektiviteten til driften av industrielt utstyr. Suksessen med denne prosedyren avhenger imidlertid ikke så mye av selve instrumentet som av spesialisters kvalifikasjoner og evne til å anvende en systematisk tilnærming.
Viktige prinsipper:
- Forberedelsen avgjør resultatet: Grundig rengjøring av rotor, kontroll av lager- og fundamenttilstand og innledende vibrasjonsdiagnostikk er obligatoriske forutsetninger for vellykket balansering.
- Samsvar med standarder er grunnlaget for kvalitet: Anvendelse av ISO 1940-1 omdanner subjektiv vurdering til objektive, målbare og juridisk signifikante resultater.
- Instrumentet er ikke bare en balanserer, men også et diagnostisk verktøy: Manglende balanseevne eller ustabilitet i lesing er viktige diagnostiske tegn som indikerer mer alvorlige problemer.
- Å forstå prosessfysikk er nøkkelen til å løse ikke-standardiserte oppgaver: Kunnskap om forskjellene mellom stive og fleksible rotorer, og forståelse av resonanspåvirkning, gjør det mulig for spesialister å ta riktige beslutninger.
Ved å følge anbefalingene som er skissert i denne veiledningen, vil tekniske spesialister ikke bare kunne håndtere typiske oppgaver, men også effektivt diagnostisere og løse komplekse, ikke-trivielle problemer med vibrasjon i roterende utstyr.
