Balansering av krossar: Den professionella guiden till dynamisk vibrationskontroll
Precisionsdynamisk balansering är det mest effektiva sättet att förhindra katastrofala lagerhaveri och minska industriella underhållskostnader. Genom att eliminera parasitiska centrifugalkrafter, krossbalansering förlänger utrustningens livslängd med 3–5 gånger och minskar reparationskostnaderna med upp till 80%. Denna guide beskriver de tekniska principerna och fältprocedurerna för balansering av krossar, kvarnar och högbelastade roterande maskiner med hjälp av vibrationsanalysatorn Balanset-1A.







Teknisk sammanfattning och viktiga slutsatser
Översikt
- Omfattning: Industriell krossbalansering (käft, kon, slag, hammare), kvarnbalansering (kula, rulle, slipning), fragmenteringsmaskiner och höghastighetsblandare.
- Kärnproblem: Statiska "kniveggskontroller" missar parobalans. Snurrande rotorer genererar periodiska krafter med 1× rotationsfrekvens som påskyndar utmattning och lossar strukturella fästelement.
- Teknisk lösning: Tvåplans dynamisk balansering på plats (balansering i originalbäringar) med hjälp av beräkning av påverkningskoefficient.
- Prestationsmål: Uppnå balanserad kvalitetsklass ISO 1940 G6.3 och minska vibrationerna under 4,5 mm/s (ISO 10816).

Balansering av krossar: Teknikens inverkan på tillförlitlighet och kostnader
Viktig fakta
En obalans på bara 100 g på en krossrotor som roterar med 1500 rpm skapar en centrifugalkraft som motsvarar cirka 50 hammarslag per sekund på lagren. Denna konstanta slagkraft försämrar snabbt lagrens integritet och kan leda till katastrofala fel.
Vikten av korrekt balansering
Även en liten obalans kan ha dramatiska effekter på tunga maskiner. Till exempel kan bara 100 gram obalans på en krossrotor generera en slagkraft motsvarande 50 hammarslag per sekund på lagren. Dessa konstanta slagkrafter leder till överdrivet slitage. Om balansen försummas kan lagren faktiskt bara hålla i 5–10 tusen timmar och underhållskostnaderna kan skjuta i höjden (t.ex. $50–100k per år i reparationer). Däremot kan en välbalanserad maskin göra att lagren håller i 30–50 tusen timmar och minska reparationskostnaderna med så mycket som 50–80%. Minskade vibrationer förbättrar också energieffektiviteten (5–15% mindre energiförlust) och minimerar oplanerade driftstopp. Enkelt uttryckt förlänger balansering av rotorer utrustningens livslängd, sparar pengar och hjälper till att förebygga olyckor.
Balansering av krossar och kvarnar är obligatoriska underhållsprocedurer för tung roterande utrustning. Den dynamiska belastningen från obalans beror inte på rotorns totala massa, utan på obalans (motsvarande obalansmassa och radie). En användbar uppskattning är F ≈ mu · r · ω², där ω = 2πn/60. Vid 1000 rpm (ω ≈ 105 rad/s) ger en obalans på 1 kg vid en radie på 1 m en kraft på cirka 11 kN (~1,1 ton). “Flera ton” periodisk kraft skulle kräva flera kg·m obalans (t.ex. 10 kg vid 0,3 m ≈ 3 kg·m ger ~33 kN ≈ 3,3 tonkraft). Belastningen är periodisk vid rotationsfrekvensen (1000 rpm ≈ 16,7 Hz), så konsekvenserna kan eskalera progressivt:
- Inledande fas: Ökade buller- och vibrationsnivåer
- Mellanfas: Lagrets livslängd minskar från 30 000–50 000 timmar till 5 000–10 000 timmar.
- Avancerat stadium: Lösa fästelement, utmattningssprickor i svetsar, strukturella skador
- Slutfas: Katastrofala fel med säkerhetsrisker och långa driftstopp
De ekonomiska förlusterna från att använda obalanserad utrustning uppgår till 50 000–100 000 euro per år enbart i reparationer och reservdelar, plus 10–15 dagars oplanerade driftstopp och 5–15% överflödig energiförbrukning.
Statisk kontra dynamisk balansering: viktiga skillnader
Det är viktigt att förstå skillnaden mellan statisk och dynamisk balansering för att kunna välja rätt metod.
Statisk balansering
Statisk balansering korrigerar förskjutningen av tyngdpunkten från rotationsaxeln. Det är tillräckligt för skivformade rotorer där diametern överstiger bredden med 7–10 gånger (L/D < 0,25) och hastigheter under 800 rpm. Statisk obalans kan upptäckas utan rotation – den tunga sidan sjunker nedåt på knivkantstöd.
Dynamisk balansering
Dynamisk balansering korrigerar både statisk obalans och momentobalans. Det är obligatoriskt för alla långsträckta rotorer där bredden överstiger 30% av diametern. Den kritiska punkten: en statiskt balanserad rotor kan ha betydande dynamisk obalans. Två obalanserade hammare på motsatta rotorändar, 180° från varandra, skapar ett böjmoment under rotation trots att den statiska balansen är tillfredsställande.
Varför statisk balansering “på knivar” inte räcker till
Ett traditionellt sätt att kontrollera balansen är den statiska “kniveggmetoden” – att placera en rotor på kniveggsräls eller prismastativ med låg friktion för att se om en tung punkt får den att rulla. Statisk balansering kan korrigera en enkel tung punkt (statisk obalans) genom att lägga till eller ta bort vikt så att rotorns tyngdpunkt hamnar i linje med dess axel. Denna metod kan dock inte upptäcka eller åtgärda en “moment” (dynamisk) obalans.
Vid en tillfällig (eller kortvarig) obalans finns det lika tunga punkter på motsatta ändar av rotorn, 180° från varandra. I viloläge balanserar dessa två motsatta vikter varandra, så rotorn kan inte rulla på en knivegg. Den verkar balanserad i statiska förhållanden. Men när rotorn snurrar skapar dessa två massor krafter (centrifugalkrafter) i motsatta riktningar på varje ände, vilket bildar ett vridmoment som får rotorn att vackla våldsamt.

Det är som att ha en balanserad gungbräda som plötsligt börjar vrida sig när den är i rörelse. Ingen justering på ett statiskt stativ kan lösa detta, eftersom obalansen endast uppstår vid körhastighet.
Enkelt uttryckt åtgärdar balansering “på knivar” endast tunga punkter i ett plan och missar dolda obalanser i två plan. Det är därför en rotor kan vara “statiskt balanserad” men ändå vibrera under drift. För att åtgärda en dynamisk obalans måste du balansera i minst två plan (t.ex. genom att lägga till två korrigeringsvikter på olika positioner längs rotorn) för att motverka vridkrafterna.
Detta kräver dynamiska balanseringsmetoder medan rotorn snurrar (eller data från snurrandet), vilket statiska stativ inte kan tillhandahålla.
Dynamiska balanseringslösningar
Dynamisk balansering innebär att man mäter rotorns vibrationer under rotation och lägger till vikter för att motverka både statiska och momentobalanser. Traditionellt kunde detta göras genom att ta bort rotorn och placera den på en specialiserad balanseringsmaskin. I en balanseringsmaskin snurras rotorn och instrumentering avgör var vikterna ska placeras. Detta ger en precis balans, men har nackdelar: demontering av maskinen, transport av rotorn till en verkstad och flera dagars driftstopp.
Däremot använder modern fältbalansering bärbar utrustning för att balansera rotorn i dess egna lager (in situ). En tekniker fäster vibrationssensorer på maskinens hölje och en varvräknare för att mäta rotationshastighet och fas. Maskinen körs med normal hastighet och utrustningen (som Balanset-1A) mäter hur mycket och i vilken riktning rotorn vibrerar. Genom att utföra ett test med en provvikt kan programvaran beräkna exakt vilken motvikt som behövs och i vilken vinkel den ska placeras. Denna influenskoefficientmetod (ofta en process i tre steg med provvikter) beräknar automatiskt lösningen för att uppnå balans.
Slutligen läggs vikter till (eller material tas bort) på rotorn för att upphäva obalanskrafterna.
Den dynamiska metoden hanterar både statisk och dynamisk (parvis) obalans eftersom den tar hänsyn till vibrationsfasen vid olika punkter. Till skillnad från den statiska metoden med knivegg kan dynamisk balansering i två plan korrigera en vickning som endast uppstår vid rotation.
Fältdynamisk balansering är särskilt användbar för stor utrustning (t.ex. stora krossrotorer, fläktar eller kvarnvalsar) som är omöjlig att flytta till en verkstad. Det minimerar driftstopp eftersom du inte behöver demontera maskinen helt – ofta kan du balansera på plats på några timmar istället för att ha flera dagars driftstopp.
Utrustningstyper: Översikt
Balansering av krossar, balansering av kvarnar och relaterade procedurer gäller för ett brett spektrum av industriell utrustning. Varje kategori har specifika krav:
Vanliga maskiner som kräver balansering
Många typer av industriell utrustning behöver regelbunden balansering. Några noterbara exempel är:
Krossar: Maskiner som käftkrossbalansering, konkrossbalansering, slagkrossbalansering och hammarkrossbalansering är kritiska eftersom deras tunga rotorer eller rörliga delar kan skapa stora vibrationer om de är även bara något ur balans. Till exempel kräver slagkrossar ofta regelbunden ombalansering på grund av slitage på slagstänger och slagplattor.
Hammarkrossar och andra stenkrossar kan behöva balanseras när hammare eller käftplattor byts ut, för att säkerställa att de nya delarna inte orsakar vibrationer. Även de stora svänghjulen på käftkrossar måste hållas balanserade för att undvika resonansskakningar.
Kvarnar och slipmaskiner: Balansering av hammarkvarnar, kulkvarnar, valskvarnar och slipkvarnar är avgörande för kvarnutrustning. Höghastighetsrotorer i hammarkvarnar och de massiva roterande trummorna i kulkvarnar måste balanseras så att slipningen blir jämn och lagren inte överbelastas.
En kulkvarns stora roterande massa kräver till exempel noggrann balansering för att förhindra onödig belastning på dess stöd.
Valsverk och andra kvarnar behöver också balans för att undvika ojämnt slitage och vibrationer.
Storleksreduceringsmaskiner: Utrustning såsom pulveriserare, fragmenteringsmaskiner, flishuggare, granulatorer och pelletiseringsmaskiner har alla roterande knivar, blad eller rullar. Korrekt balansering av pulveriserare, fragmenteringsmaskiner, flishuggare, granulatorer och pelletiseringsmaskiner säkerställer att dessa skärverktyg fungerar utan överdriven skakning. Detta är särskilt viktigt eftersom materialbitar eller knivar kan gå sönder eller slitas under drift, vilket plötsligt kan göra att rotorn hamnar ur balans.
Regelbunden balansering gör att dessa maskiner fungerar säkert även under tuffa förhållanden.
Blandare och omrörare: Även blandningsutrustning har nytta av balansering. Balansering av blandare, omrörare och omrörare gäller roterande impellrar eller paddlar i industriella blandare. Om blandarens axel eller impeller är även bara något obalanserad (till exempel på grund av fastsittande ingredienser eller slitage) kan det orsaka att hela blandaren börjar skaka. Balansering av dessa roterande delar förhindrar vibrationer som kan påverka produktkvaliteten och maskinens integritet.
I alla dessa fall är målet detsamma: en balanserad rotor som snurrar jämnt utan att utsätta lager eller konstruktion för skadliga krafter. Balansering av krossar och kvarnar är särskilt viktigt inom tung industri, men principen gäller för all roterande utrustning – från stora industriella fragmenteringsmaskiner till små laboratorieblandare.
| Utrustningstyp | Typisk hastighet (varv/min) | Balansgrad (ISO 1940) | Primär utmaning |
|---|---|---|---|
| Käftkrossar | 250–350 | G6.3 | Excentrisk axel, svänghjulsbalans |
| Konkrossar | 300–500 | G6.3 | Excentrisk montering, slitaget på foder |
| Slagkrossar | 700–1500 | G6.3 | Slitaget på blåskanten, materialansamling |
| Hammarmjölkvarnar | 600–3600 | G2.5–G6.3 | Fritt svängande hammare |
| Kulkvarnar | 15–25 | G6.3 | Variabel laddningsfördelning |
| Pulveriserare | 500–750 | G2.5 | Klassificeringsrotor, vertikal spindel |
Ordlista
- Statisk obalans: tyngdpunkten är förskjuten från rotationsaxeln (enplansproblem).
- Obalans i par (moment): Lika tunga punkter på motsatta rotorändar skapar ett gungmoment; kräver ofta balansering i två plan.
- 1× vibration: vibrationskomponent vid rotationshastigheten (RPM/60), som vanligtvis är dominerande för obalans.
- Influenskoefficienter: systemresponsparametrar som används för att beräkna korrigeringsvikter från provkörningar.
- Balansering på plats: balansera en rotor i dess egna lager på den installerade maskinen.
Tekniska toleranser och prestandaspecifikationer
För att uppnå optimal balans krävs att strikta toleranser som är specifika för varje utrustningstyp följs. Dessa specifikationer är avgörande för underhållsplanering och kvalitetsverifiering.
Materialansamlingens inverkan: dokumenterat fall
Exempel från verkligheten
Slagkross som bearbetar våt lera: 15 kg fastnat material ökade vibrationerna från 4,0 mm/s till 12,0 mm/s – en trefaldig förstärkning. Rengöring av rotorn återställde vibrationerna till 4,2 mm/s före balanseringskorrigering. Detta visar hur viktigt det är att rengöra noggrant innan någon balanseringsprocedur utförs.
Kritiska hastighetsöverväganden för blandningsutrustning
Driftshastigheten i förhållande till kritisk hastighet avgör balanseringskrav och säkra driftszoner:
- Kraftiga blandare: Drift vid kritisk hastighet 65%
- Standardindustriblandare: Drift vid kritisk hastighet 70%
- Paddlar/turbinagitare: 50–65% kritisk hastighet
- Höghastighetsomrörare (propeller, skiva): Över kritisk hastighet
- Förbjudet område: 70–130% kritisk hastighet utan dynamisk balansering
Balanset-1A:s "RunDown"-funktion identifierar resonansfrekvenser under utrullning, vilket gör det möjligt för operatörer att verifiera säkra driftszoner och undvika katastrofal resonans.

Balanset-1A utökade specifikationer
| Parameter | Specifikation |
|---|---|
| Vibrationsmätningsområde | 0,05–100 mm/s RMS |
| Frekvensområde | 5–550 Hz (upp till 1000 Hz) |
| Hastighetsområde | 150–90 000 varv/min |
| Fasmätningsnoggrannhet | ±1° |
| Noggrannhet vid amplitudmätning | ±5% |
| Accelerometerkänslighet | 100 mV/g |
| Laser-varvräknares arbetsavstånd | 50–500 mm |
| Magnetisk monteringskraft | 60 kgf |
| Vikt komplett kit | 4 kg i skyddsfodral |
ISO-vibrationszoner (ISO 10816-3)
| Zon | Vibrationsnivå (mm/s RMS) | Värdering |
|---|---|---|
| Zon A | <1.8 | Utmärkt — nyinstallerad utrustning |
| Zon B | 1,8–4,5 | Godkänd för kontinuerlig drift |
| Zon C | 4,5–11,2 | Marginal acceptabelt — schemakorrigering |
| Zon D | >11.2 | Oacceptabelt – omedelbara åtgärder krävs |
Mål efter balansering: Zon A eller B. De flesta krossar bör uppnå <4,5 mm/s med korrekt dynamisk balansering i två plan med Balanset-1A.
Balansering av krossar: Detaljerade procedurer
Balansering av käftkross
Balansering av käftkross behandlar excenterskålen och svänghjulet. Dessa maskiner fungerar som en encylindrig kolvmotor och genererar normala vibrationer vid rotationsfrekvensen och dess andra överton. Slitage på svänghjulet, lossade motvikter och skador på excenterskålen leder dock till patologisk obalans.
Karakteristiskt symptom: längsgående vibrationer överstiger vertikala vibrationer avsevärt. Mål: minska vibrationerna från 50 mm/s till under 7,6 mm/s efter korrekt balansering. Tolerans för horisontella vibrationer: ±2 mm; vertikala: ±1 mm.
Balansering av konkross
Balansering av konkross fokuserar på excentrisk montering och krosskon. De viktigaste problemen är ojämnt slitage på foder, felinriktning av kon (tolerans ≤0,1 mm) och slitage på excentrisk bussning. Vibrationsövervakningen visar acceptabel prestanda när den horisontella förskjutningen är ≤2 mm och den vertikala ≤1 mm. En amplitud på över 0,5 mm indikerar allvarliga funktionsfel som kräver omedelbar åtgärd.
Balansering av slagkross
Balansering av slagkross är den vanligaste processen i stenbrott. Både horisontella slagverk (HSI) och vertikala slagverk (VSI) bygger på kinetisk slagenergi från slagstänger som slår mot materialet med hög hastighet.
Problem med ojämnt slitage
Slagstänger slits intensivt och ojämnt. Att byta ut en enda slagstång utan att anpassa vikten stör balansen katastrofalt. Tvåplansbalansering är avgörande för HSI-rotorer på grund av deras längd. Enplansstatisk balansering lämnar kvar obalans i vridmomentet, vilket orsakar skev lagerbelastning.
Säkerhetsaspekter
Rotorer har en enorm tröghet; start-stopp-cykler för provviktsinstallation tar mycket tid. Balanset-1A:s förmåga att lagra inflytandekoefficienter innebär att efterföljande balansering (efter byte av slagstång) endast kräver en mätning utan provvikter.
VSI-specifikationer
Centrifugala slagkrossar kräver ännu högre precision på grund av rotationshastigheter på 1500–2000 varv per minut. Obalans uppstår ofta på grund av materialansamlingar inuti rotorkamrarna. VSI-balansering kräver ofta svetsning av vikter på övre och undre rotorkåpor. Balanset-1A beräknar effektivt vikternas installationsvinklar i polära koordinater.
Balansering av hammarkross
Balansering av hammarkrossar kompliceras av fritt hängande hammare. Om en hammare fastnar på sin tapp på grund av korrosion eller damm, kan den inte sträckas ut helt under centrifugalkraften, vilket förskjuter rotorns tyngdpunkt och skapar en enorm, varierande obalans.
Metodik
Innan Balanset-1A används måste operatören kontrollera att alla hammare rör sig fritt och att deras vikt stämmer överens. Balanseringen utförs på rotorskivorna, inte på själva hammare. Funktionen "Split Weight" gör det möjligt att fördela den beräknade massan mellan två tillgängliga punkter (t.ex. mellan hammarnas stiftluckor) när det inte är möjligt att montera i exakt vinkel, samtidigt som korrigeringsvektorn bevaras.
Balansering av kvarnar: Precisionskrav
Kvarnar kräver högsta möjliga balanseringsprecision på grund av kontinuerliga driftscykler. Varje vibration leder till utmattningsbrott i dyra drivsystem och foder.
Balansering av hammarkvarn
Till skillnad från krossar, balansering av hammarkvarn avser höghastighetsenheter (upp till 3600 rpm) som används för finslipning av spannmål, biomassa eller kemikalier. Vid sådana hastigheter är tillåten restobalans extremt liten (ISO 1940 G2.5 eller G6.3). Rotorer i hammarkvarnar fungerar ofta som fläktar; att öppna höljet för att installera vikter kan förändra det aerodynamiska motståndet. Balansering med Balanset-1A måste utföras med höljet helt monterat, med hjälp av åtkomstportar eller med hänsyn till förändrade förhållanden.
Balansering av kulkvarn
Balansering av kulkvarn medför unika utmaningar. Trumman i sig, med sin kaotiska rörelse av slipmediet, kan vanligtvis inte balanseras i konventionell mening. Fokus ligger på den höghastighetsdrivna drivlinan.
Balansering av kugghjulsaxel
Drivaxeln med lageraggregat och koppling är det kritiska elementet. Vibrationer på kugghjulsaxeln orsakas ofta inte av obalans utan av tandförslitning eller felinriktning. Balanset-1A:s spektralanalys identifierar kugghjulets ingreppsfrekvens (GMF). Om 1×RPM dominerar utförs dynamisk balansering av kopplingen eller flänsmonterade vikter.
Mätkomplexitet
Kulans slag inuti trumman skapar slumpmässigt lågfrekvent brus. Balanset-1A-inställningarna måste öka signalens medelvärdestid (t.ex. 10–20 sekunder) för att få stabila amplitud- och fasavläsningar.
Balansering av valskvarn
Balansering av valsverk gäller för mjölmalning, polymer- och stålindustrin. Valsar är långa, tunga cylindrar som är benägna att böjas (piska). Tvåplansbalansering i ändarna är obligatorisk. Balanset-1A mäter fasskillnaden mellan vänster och höger stöd; en fasskillnad på 180° indikerar stark obalans i vridmomentet. Balansering av valsar på plats tar hänsyn till drivremskivor och kugghjul monterade på valsaxlar, som bidrar med sin egen obalans.
Balansering av kvarn
Balansering av kvarn omfattar ett brett spektrum: attritorer, kulkvarnar och precisionsslipmaskiner. För finslipningsspindlar stöder enheten en metod med tre rörliga motvikter, vilket ger idealisk jämnhet utan svetsning eller spackel.
Balansering av pulveriserare
Balansering av pulveriserare, särskilt för kolfabriker i kraftverk, är avgörande för verksamheten. Många pulveriserare har vertikala konfigurationer; vibrationssensorer (X- och Y-axlar) är monterade på den övre lagerkonstruktionen på motorn eller växellådan. Den övre delen rymmer en roterande separator (dynamisk klassificator); dess obalans orsakar kraftiga vibrationer i den övre strukturen. Balanset-1A balanserar denna konstruktion genom serviceportar, vilket förhindrar att drivningen förstörs och förbättrar malningsfinheten.
Balansering av utrustning för storleksreducering
Balansering av fragmentering
Balansering av fragmenteringsmaskin är avsedd för stora rotorer med låg hastighet (300–500 varv/min) som bearbetar metallskrot eller däck. Balanset-1A-accelerometrarna har utmärkt lågfrekvenskänslighet (från 5 Hz) och hanterar sådana maskiner på ett tillförlitligt sätt. På grund av extrema stötbelastningar måste prov- och korrigeringsvikter svetsas fast ordentligt. Magneter eller tejp är inte acceptabla, inte ens för testning.
Balansering av flishugg
Balansering av flishugg Inom skogsbruket skiljer man mellan två maskintyper. Skivflishuggare medför utmaningar eftersom skivan fungerar som ett gyroskop, där det främsta problemet är axiell vibration ("figur 8"-vibration). Sensorer monteras radiellt och axiellt (längs axelns axel) för att övervaka skivans slitage. Vikter installeras på skivans baksida eller i särskilda balansfickor.
Trumflishuggare kräver klassisk tvåplansbalansering på grund av rotorns längd. Alla knivar måste underhållas som en helhet – slipning eller byte av en kniv stör balansen. Knivtjocklekstolerans: 0,13–0,25 mm. Slöa knivar skapar en hackande istället för skärande rörelse, vilket genererar överdriven vibration och utmattningssprickor i svetsfogarna. Rekommenderat slipningsintervall: var 6–8 driftstimmar.
Balansering av granulator
Balansering av granulator för plaståtervinning innebär rotormonterade knivar (1–3 mm mellanrum till stationära knivar). Vid vibrationer ska du först kontrollera knivarnas skick och montering. Om vibrationerna kvarstår krävs professionell rotorbalansering. Installation av maskinen på vibrationsdämpande kuddar minskar överföringen till fundamentet.
Balansering av pelletiseringsmaskin
Balansering av pelletiseringsmaskin täcker ringmatrisen och pressvalsarna. Matrisens rundgång får inte överstiga 0,3 mm (kontroll med mätklocka). Avstånd mellan vals och matris: minst 0,2–0,3 mm. Skadade klämringar är den främsta orsaken till matrisbrott och kraftiga vibrationer.
Blandnings- och omrörningsutrustning Balansering
Mixerbalansering
Mixerbalancering för pumpar av industriell klass följer API 610-standarden, som kräver G2.5-noggrannhet enligt ISO 1940. Optimalt förhållande mellan impeller och tankdiameter (D/T): 1/3. Kraftiga blandare arbetar vid kritisk hastighet 65%; standardindustriblandare vid 70%. Drift i det kritiska hastighetsområdet 70–130% utan dynamisk balansering är förbjuden.
Agitatorbalansering
Balansering av omrörare I kemisk bearbetning används långa axlar i djupa behållare. Paddel- och turbinomrörare arbetar vid 50–65% kritisk hastighet; höghastighetstyper (propeller, skiva) arbetar över kritisk hastighet. Dynamisk balansering möjliggör säker drift vid 70% kritisk hastighet. Långa axlar använder mellanliggande stöd (stabiliserande lager).
Omrörarbalansering
Omrörarbalansering avser höghastighetsdispergerare (upplösare). Obalans orsakar kontakt mellan bladet och kärlväggen. Precis balansering av axel och blad med Balanset-1A förlänger mekanisk tätnings livslängd och förhindrar produktläckage.
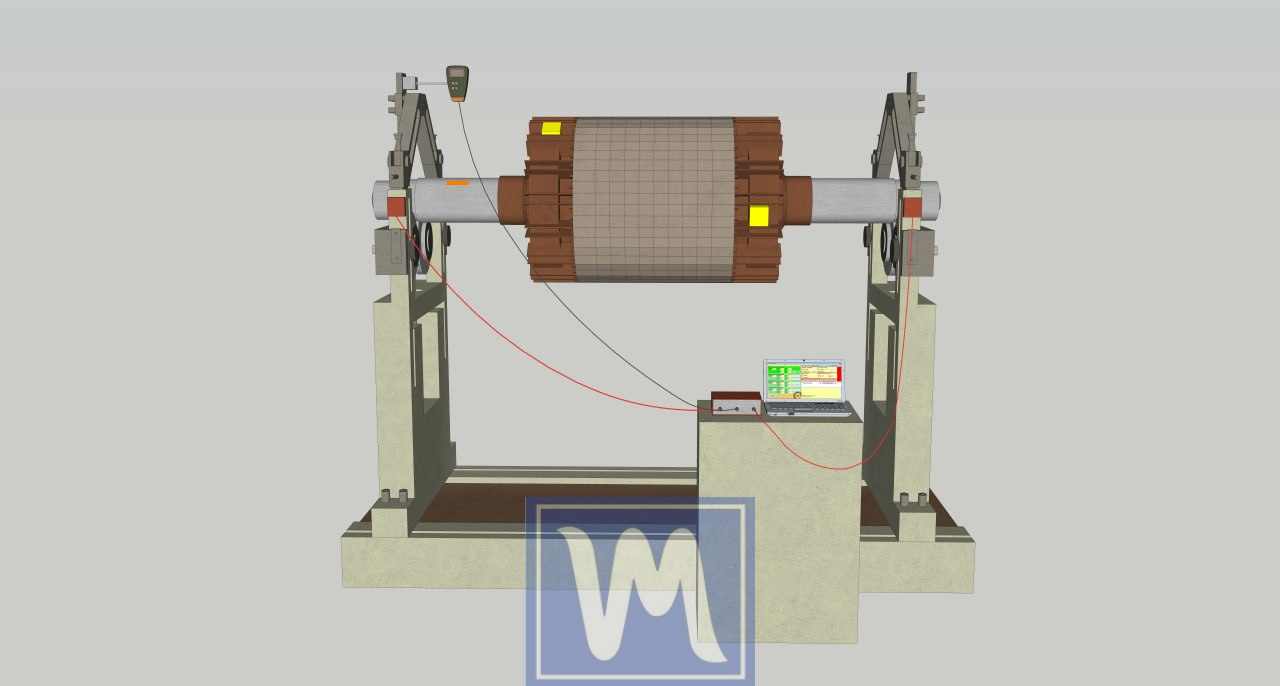
Fältbalansering med Balanset-1A
Den Balanset-1A Det bärbara balanseringssystemet möjliggör korrigering på plats utan att maskinen behöver demonteras, vilket eliminerar transporttid, minskar driftstopp och möjliggör verifiering av resultatet under faktiska driftsförhållanden.

Hur Balanset-1A balanserar krossar och mer
Balanset-1A är en bärbar dynamisk balanserings- och vibrationsanalysator med två kanaler som är utformad just för detta ändamål. Den gör det möjligt för ingenjörer och underhållspersonal att utföra precisionsbalansering på plats för en rad olika typer av utrustning. Balanset-1A levereras med två accelerometerbaserade vibrationssensorer och en lasertakometer, samt programvara som körs på en PC. Så här fungerar den och varför den är effektiv:
Balansering i två plan på plats
Balanset-1A kan utföra balansering i ett eller två plan på den faktiska maskinen, i dess normala lager. Detta innebär att du kan balansera en krossrotor utan att ta bort den, vilket sparar enormt mycket tid. Genom att använda två plan korrigerar den både statisk och dynamisk obalans i rotorn. Om till exempel en konkross excentriska vikt orsakar vibrationer, kommer Balanset-1A:s tvåplansfunktion att identifiera hur man kan motverka detta i rätt positioner – något som enplansmetoder inte kan göra.
Brett utbud av utrustning
Denna enhet är mångsidig – den är utformad för fältbalansering av roterande utrustning, inklusive krossar, fläktar, mulchers, skruvar, axlar, centrifuger, turbiner och mycket mer. I praktiken kan en Balanset-1A betjäna en bred utrustningsflotta (krossar, kvarnar, fragmenterare, blandare etc.), vilket minskar driftstopp och beroendet av externa balanseringstjänster.
Lättanvänd programvara
Du behöver inte vara vibrationsexpert för att använda Balanset-1A. Programvaran guidar användaren genom ett steg-för-steg-förfarande och beräknar automatiskt nödvändiga korrigeringsvikter och vinklar. Efter att en provvikt har testats ger den en tydlig balanseringslösning, så att tekniker kan bli skickliga med minimal utbildning.
Tillförlitliga resultat
Trots sin bärbarhet levererar Balanset-1A professionell balanseringskvalitet. Den mäter vibrationer och faser noggrant och beräknar korrigeringar för att uppfylla standardiserade balanseringskvalitetsgrader (ISO 1940). I praktiken kan den ge resultat som är jämförbara med betydligt dyrare analysatorer när mätförhållandena är stabila och proceduren följs korrekt.
Funktioner för vibrationsanalys
Förutom balansering fungerar Balanset-1A även som vibrationsanalysator och kan visa vågformer och FFT-spektra. Detta hjälper till att diagnostisera om vibrationen beror på obalans eller andra problem (felinriktning, glapp, resonans), vilket underlättar mer precisa underhållsbeslut. I balanseringsläget ligger fokus på 1× rotationskomponenten för att isolera obalansen.
Fördelar med Balanset-1A jämfört med traditionella metoder
Att använda Balanset-1A för dynamisk balansering erbjuder flera viktiga fördelar jämfört med äldre metoder eller att förlita sig på externa tjänster:
Ingen demontering och minimal driftstoppstid: Traditionell balansering innebar ofta att rotorn måste demonteras och skickas till en verkstad, vilket tog flera dagar. Med Balanset-1A utförs balanseringen på plats på bara några timmar.
Det finns ingen anledning att ta bort krossens rotor eller kvarnaxel; du fäster bara sensorerna och genomför balanseringsproceduren på plats. Denna metod på plats kan minska ett arbete som normalt tar 3–7 dagar till 2–4 timmar, vilket innebär att produktionen kan återupptas samma dag.
Kostnadsbesparingar: Genom att utföra arbetet internt undviker företagen de höga avgifterna för specialiserade entreprenörer och förlusterna från långa driftstopp. Balanset-1A-enheten i sig är relativt prisvärd – ungefär i storleksordningen några tusen euro – men den erbjuder ungefär “80% av de dyra analysatorernas kapacitet till endast ~20% av kostnaden”.”
Användarna kan balansera själva utan hjälp av externa specialister, och enheten betalar sig själv efter några balanseringsjobb. Dessutom kan förebyggandet av ett enda större fel motivera investeringen.
Behandlar alla typer av obalanser: Till skillnad från statisk balansering på knivegg fixar Balanset-1A:s dynamiska kapacitet i två plan både statiska tunga punkter och dynamisk obalans i ett enda steg.
Det innebär att även om en rotor har den besvärliga vacklingen (momentobalans) kan Balanset-1A upptäcka den och styra placeringen av två korrigeringsvikter för att eliminera momentet. Det är en heltäckande lösning för vanliga obalansscenarier.
Mångsidighet för många maskiner: En Balanset-1A-enhet kan användas på praktiskt taget alla roterande delar i alla branscher. Den är verkligen universell – samma kit kan balansera en fläkt idag, en stenkross imorgon och en pulveriserare dagen därpå.
I vårt sammanhang är detta idealiskt för verksamheter som har flera typer av utrustning (krossning, malning, blandning etc.), eftersom du inte behöver separata balanseringsverktyg för varje typ. Från krossar och kvarnar till mulchers, blandare, axlar och turbiner – enheten anpassar sig till ett brett spektrum av rotorer.
Användarvänlighet och säkerhet: Balanset-1A:s guidade programvara och enkla hårdvaruinstallation innebär att du inte behöver ha en doktorsexamen i vibrationer för att utföra en balansering. Processen är säker och repeterbar – du minskar vibrationerna gradvis med beräknade viktjusteringar, istället för att gissa dig fram genom trial-and-error. Detta minskar risken för mänskliga fel. Och genom att eliminera överdrivna vibrationer förbättrar du också säkerheten i anläggningen (färre fall av maskiner som skakar sönder eller skapar flygande skräp).
Genom att eliminera överdriven vibration förbättrar du också säkerheten i anläggningen (färre fall av maskiner som skakar sönder eller skapar flygande skräp).
Snabb diagnostik: Med sin vibrationsanalysator kan Balanset-1A också användas för att snabbt diagnostisera om obalans är det huvudsakliga problemet eller om andra faktorer (som en böjd axel eller resonans) bidrar. Denna allt-i-ett-diagnostik- och korrigeringsfunktion innebär att problem identifieras och löses snabbare än om man väntar på ett externt team. En diagnostik- och korrigeringscykel på plats kan i många fall slutföras på mindre än en timme.
I många fall kan diagnos- och korrigeringscykeln slutföras inom samma underhållsfönster.
Tekniska specifikationer
| Parameter | Värde |
|---|---|
| Vibrationsmätningsområde | 0,05–100 mm/s RMS |
| Frekvensområde | 5–550 Hz (upp till 1000 Hz) |
| Hastighetsområde | 150–90 000 varv/min |
| Fasnoggrannhet | ±1° |
| Amplitudnoggrannhet | ±5% |
| Kanaler | 2 (samtidig mätning) |
| Vikt | 4 kg (komplett kit i väska) |
Fördelar jämfört med traditionella metoder
| Parameter | Traditionell (butiks-)metod | Fältbalansering (Balanset-1A) |
|---|---|---|
| Total tid | 3–7 dagar | 2–4 timmar |
| Demontering krävs | Ja | Nej |
| Typisk kostnad per jobb | 5 000–15 000 euro | 500–1 500 euro |
| Redovisning av faktisk montering | Nej | Ja |
| Uppnåelig noggrannhet | G2.5–G6.3 | G2.5–G6.3 |
Steg-för-steg balanseringsprocedur
Framgång i balansering är 80%-förberedelse. Följ denna beprövade algoritm:
Förberedelse
- Rengör rotorn från smuts, rost och fastnat material — föroreningar förvränger resultaten.
- Kontrollera lager (spel, buller, värme) – balansering kan inte korrigera lagerfel.
- Kontrollera att fundamentet är säkert monterat och kontrollera skyddsanordningarna.
- För hammarkrossar: kontrollera att hammaren rör sig fritt och att vikterna är avstämda.
Sensorinstallation
- Montera vibrationssensorer på lagerhusen vinkelrätt mot rotationsaxeln (inom 25 cm från lagret).
- Anslut till ingångarna X1 och X2
- Montera laserturtagaren så att strålen träffar reflekterande tejp på rotorn.
- Anslut till X3-ingången och kontrollera att varvtalsavläsningen är stabil.

Initial mätning
- Starta programvaran: F7 — Balansering → F3 — Balansering i två plan
- Ange rotorparametrar
- Tryck på F9 för att mäta initial vibration.
- Registrera amplitud och fas vid båda mätpunkterna
Provkörningar
- Stanna maskinen och installera provvikten i plan 1 (massan bör ändra amplitud eller fas med 20–30%).
- Kör och mät
- Flytta vikten till plan 2 och upprepa mätningen.
- Programvaran beräknar inflytandekoefficienter


Installation av korrigeringsvikt
- Programvaran visar korrigeringsmassa och vinkel för båda planen på polardiagrammet.
- Installera permanenta vikter (svetsning, bultning, klämning)
- Använd funktionen "Dela vikt" om det inte går att montera i exakt vinkel.

Kontroll
- Mät kvarvarande vibrationer
- Mål: Zon A eller B enligt ISO 10816 (<2,8 mm/s för de flesta krossar)
- Spara inflytandekoefficienter (F8) för framtida balansering utan provkörningar
- Skapa rapport (F9)
Ekonomisk motivering och avkastning på investeringen
Investeringen i bärbar balanseringsutrustning betalar sig inom 3–4 månader vid intensiv användning.
| Artikel | Värde |
|---|---|
| Balanset-1A utrustningskostnad | 1 751–1 975 euro |
| Balanseringstjänst för enskilda entreprenörer | €1,500 |
| Typisk årlig balanseringsfrekvens | 4 gånger/år |
| Årliga besparingar på serviceavtal | €6,000 |
| Besparingar genom förlängd livslängd för kullager | 10 000–30 000 euro/år |
| Besparingar genom minskad driftstoppstid | 50 000–150 000 euro/år |
| Totala årliga besparingar | 66 000–186 000 euro |
| Återbetalningstid | 3–4 månader |
Fysik för kullagers livslängd
L₁₀-lagerlivslängden är omvänt proportionell mot belastningens kub (P): L₁₀ = (C/P)³. Genom att minska vibrationsbelastningen med 50% ökar den beräknade lagerlivslängden åtta gånger. För tungt belastade enheter som hammarkrossaxlar eller valsverkets lagerbärare innebär detta år istället för månader.
Felsökning av vanliga problem
Problem: Instabila eller "flytande" avläsningar
Möjliga orsaker: mekanisk slack, slitna lager, drift nära resonans, instabil hastighet, materialansamling.
Lösning: Dra åt fundamentbultarna, kontrollera att lagren inte har något glapp, kontrollera att monteringen är stabil, se till att varvtalet är konstant under mätningen och rengör rotorn noggrant.
Problem: Kan inte uppnå erforderlig tolerans
Möjliga orsaker: andra defekter (felinriktning, böjd axel, lagerskador), icke-linjärt systembeteende, resonans.
Lösning: Utför coast-down-test för att identifiera resonanser, utför omfattande diagnostik, korrigera relaterade fel innan du försöker balansera igen.
Problem: Hammarkross – hammare fastnar på stift
Orsaka: korrosion eller damm som hindrar fri hammarsvängning.
Lösning: Rengör och smörj alla hammartappar före balansering. Kontrollera att varje hammare rör sig fritt. Byt ut fastsittande tapparna.
Problem: Slagkross – materialansamling
Orsaka: vått eller klibbigt material som fastnat inuti rotorkamrarna (dokumenterat fall: 15 kg lera ökade vibrationerna från 4 till 12 mm/s).
Lösning: Rengör rotorns insida noggrant före balansering. Överväg att använda antiklibbande beläggningar för rotorkamrarna.
Vanliga frågor
Hur ofta bör balansering av krossen utföras?
För slag- och hammarkrossar: var 500–1000 driftstimmar eller efter byte av slitdelar. För käft- och konkrossar: var 3–6 månader eller när vibrationerna ökar. Kontinuerlig vibrationsövervakning möjliggör tillståndsbaserad planering.
Kan intern personal utföra balansering?
Ja. Med Balanset-1A och en kort utbildning (vanligtvis en dag) kan underhållstekniker utan tidigare erfarenhet av balansering uppnå professionella resultat. Programvaran guidar användarna steg för steg genom proceduren.
Vilken balanskvalitet krävs?
De flesta krossar och kvarnar: G6,3 enligt ISO 1940-1. Höghastighetsutrustning (hammarkvarnar över 1500 rpm, pulveriserare): G2,5. Precisionsslipspindlar: G1,0 eller bättre.
Eliminerar balansering alla vibrationer?
Nej. Balansering eliminerar endast vibrationer som orsakas av massasymmetri. Vibrationer som orsakas av felinställning, lagerfel, glapp, resonans, problem med kugghjulsingrepp eller aerodynamiska krafter kräver separata korrigerande åtgärder. En omfattande vibrationsanalys identifierar de bakomliggande orsakerna.
Varför är tvåplansbalansering nödvändig?
Långa rotorer (L/D > 0,25) utvecklar både statisk obalans och momentobalans. Enplansbalansering kan inte korrigera momentobalans, vilket skapar en gungande rörelse som skadar lagren. Tvåplans dynamisk balansering är den enda kompletta lösningen.
Kan lagrade inflytandekoefficienter återanvändas?
Ja, för identiska rotorkonfigurationer. Efter den initiala karakteriseringen krävs endast en mätning för efterföljande balansering (t.ex. efter byte av slagstång eller hammare). Denna funktion minskar balanseringstiden för rutinunderhåll avsevärt.
Vad är målvibrationsnivån efter balansering?
ISO 10816-3 definierar zoner: Zon A (utmärkt) 11,2 mm/s. Mål: Zon A eller B för kontinuerlig drift.
Börja spara på reparationer redan idag
Köp Balanset-1A, utbilda ditt team och implementera tillståndsbaserat underhåll. Professionell teknisk support tillgänglig via WhatsApp.
Praktiska resultat: Dokumenterade fallstudier
- Sockerrörsfibrerare (24 ton, 747 rpm): Vibrationerna minskade från 3,2 till 0,47 mm/s – en förbättring med 6,8 gånger.
- Kross i Spanien: Initial vibration >100 mm/s (nödnivå), efter balansering 16–18 mm/s – maskinen fungerar "som ny"
- Industriell kross: Vibration från 21,5 till 1,51 mm/s – 14 gånger bättre
- Takmonterad fläkt (-6 °C omgivningstemperatur): Från 6,8 till <1,8 mm/s
- Ventilation i köpcentrum: Bullerreducering 5–7 dB, energibesparingar, förlängd livslängd
Slutsats
Sammanfattningsvis är det viktigt att hålla utrustningen i balans, oavsett om det gäller käftkrossar, konkrossar, slagkrossar, hammarkrossar eller andra roterande maskiner som kvarnar, fragmenteringsmaskiner, blandare och slipmaskiner. Det leder till smidigare drift, längre livslängd för komponenterna, energibesparingar och säkrare arbetsförhållanden. Traditionella statiska metoder som balansering “på knivar” har sina begränsningar – de kan inte hantera vissa typer av obalans som endast upptäcks när maskinen är i drift. Lyckligtvis erbjuder moderna dynamiska balanseringsverktyg en lösning.
Den bärbara balanseringsenheten Balanset-1A är ett exempel på framstegen inom detta område. Den ger professionell tvåplansbalansering direkt på arbetsplatsen, vilket gör det möjligt för underhållspersonal att snabbt korrigera obalanser i krossrotorer och många andra tillämpningar. Genom att använda intelligent programvara och sensorer elimineras gissningar vid balansering och säkerställer att även komplexa obalanser löses. Resultatet är maskiner som fungerar så smidigt som avsett, utan de destruktiva krafter som vibrationer orsakar.
För ett brett spektrum av branscher – från gruvdrift och stenbrott (krossar och kvarnar) till tillverkning och jordbruk (fläktar, flishuggare, blandare) – kan investeringar i rätt balanseringsutrustning som Balanset-1A vara avgörande. Den skyddar dina maskiner “inifrån” och förhindrar skador innan de uppstår. I praktiken innebär det färre haverier, lägre underhållskostnader och mer tillförlitlig produktion.
Ur ett praktiskt underhållsperspektiv fyller Balanset-1A en användbar nisch mellan dyr laboratorieutrustning och tjänster från externa leverantörer: den möjliggör balansering på plats i maskinens egna lager, vid verklig driftshastighet och belastning. Detta är viktigt eftersom laboratoriebalansering på idealiska stöd inte fullt ut kan återspegla platsspecifika installationsförhållanden. Dessutom möjliggör lagrade inflytandekoefficienter upprepad balansering efter byte av slagstång eller hammare i ett enda arbetsmoment – utan provvikter.
För de flesta kross- och kvarnutrustningar är ett typiskt mål balanskvalitetsklass G6.3 enligt ISO 1940, vilket motsvarar vibrationer under 4,5 mm/s enligt ISO 10816. Att uppnå denna nivå med Balanset‑1A är en realistisk och reproducerbar uppgift för kvalificerad personal efter minimal utbildning, förutsatt att maskinen är mekaniskt sund och mätningarna är stabila.

0 kommentarer