Kırıcı Dengeleme: Dinamik Titreşim Kontrolü için Profesyonel Kılavuz
Hassas dinamik balanslama, felaket niteliğindeki rulman arızalarını önlemenin ve endüstriyel bakım maliyetlerini azaltmanın en etkili yoludur. Parazitik merkezkaç kuvvetlerini ortadan kaldırarak, kırıcı dengeleme ekipman ömrünü 3-5 kat uzatır ve onarım maliyetlerini %'ye kadar azaltır. Bu kılavuz, Balanset-1A titreşim analizörü kullanılarak kırıcılar, değirmenler ve yüksek yük dönen makinelerin dengelenmesi için mühendislik ilkelerini ve saha prosedürlerini ayrıntılı olarak açıklamaktadır.







Teknik Özet ve Önemli Noktalar
Bir bakışta
- Kapsam: Endüstriyel kırıcı dengeleme (çene, koni, darbeli, çekiçli), değirmen dengeleme (top, silindir, öğütme), parçalayıcılar ve yüksek hızlı karıştırıcılar.
- Temel Sorun: Statik "bıçak sırtı" kontrolleri kaçırılıyor çift dengesizliği. Dönen rotorlar, yorgunluğu hızlandıran ve yapısal bağlantı elemanlarını gevşeten 1× dönme frekansında periyodik kuvvetler oluşturur.
- Teknik Çözüm: Etki katsayısı hesaplaması kullanılarak iki düzlemde yerinde dinamik dengeleme (orijinal yataklarda dengeleme).
- Performans Hedefleri: Denge kalite notu elde etme ISO 1940 G6.3 ve titreşimi azaltmak 4,5 mm/s (ISO 10816).

Kırıcı Dengeleme: Mühendisliğin Güvenilirlik ve Maliyetler Üzerindeki Etkisi
Önemli bilgi
1500 rpm hızında dönen bir kırıcı rotorunda sadece 100 g'lık bir dengesizlik, rulmanlar üzerinde saniyede yaklaşık 50 çekiç darbesi eşdeğerinde bir merkezkaç kuvveti oluşturur. Bu sürekli darbe kuvveti, rulman bütünlüğünü hızla bozar ve felaketle sonuçlanabilecek arızalara yol açabilir.
Doğru Dengelenmenin Önemi
Küçük bir dengesizlik bile ağır makinelerde dramatik etkilere neden olabilir. Örneğin, bir kırıcı rotorunda sadece 100 gramlık bir dengesizlik, rulmanlara saniyede 50 çekiç darbesine eşdeğer bir darbe kuvveti oluşturabilir. Bu sürekli darbe kuvvetleri aşırı aşınmaya neden olur. Aslında, dengeyi ihmal etmek, rulmanların sadece 5-10 bin saat dayanabileceği ve bakım maliyetlerinin çok yükselebileceği anlamına gelir (örneğin, yıllık $50-100k onarım maliyeti). Buna karşılık, iyi dengelenmiş bir makine, rulmanların 30-50 bin saat dayanmasını sağlayabilir ve onarım maliyetlerini 50-80% kadar azaltabilir. Azaltılmış titreşim ayrıca enerji verimliliğini artırır (5-15% daha az güç israfı) ve planlanmamış arıza sürelerini en aza indirir. Basitçe söylemek gerekirse, rotorları dengede tutmak ekipmanın ömrünü uzatır, paradan tasarruf sağlar ve kazaları önlemeye yardımcı olur.
Kırıcı dengeleme ve değirmen dengeleme, ağır dönen ekipmanlar için zorunlu bakım prosedürleridir. Dengesizlikten kaynaklanan dinamik yük, rotorun toplam kütlesine değil, dengesizlik (eşdeğer dengesizlik kütlesi ve yarıçapı). Yararlı bir tahmin şöyledir: F ≈ mu · r · ω², nerede ω = 2πn/60. 1000 rpm (ω ≈ 105 rad/s) hızında, 1 m yarıçapında 1 kg'lık bir dengesizlik yaklaşık 11 kN (~1,1 metrik ton kuvvet) üretir. “Birkaç ton”luk periyodik kuvvet, birkaç kg·m dengesizliğe neden olur (örneğin, 0,3 m'de 10 kg ≈ 3 kg·m, ~33 kN ≈ 3,3 metrik ton kuvvet üretir). Yük, dönme frekansında (1000 rpm ≈ 16,7 Hz) periyodiktir, bu nedenle sonuçlar giderek artabilir:
- İlk aşama: Artan gürültü ve titreşim seviyeleri
- Ara aşama: Rulman ömrü 30.000–50.000 saatten 5.000–10.000 saate düşer.
- İleri aşama: Gevşemiş bağlantı elemanları, kaynaklarda yorulma çatlakları, yapısal hasar
- Son aşama: Güvenlik riskleri ve uzun süreli kesintiye neden olan felaket niteliğinde arıza
Dengesiz ekipmanların çalıştırılmasından kaynaklanan ekonomik kayıplar, yalnızca onarım ve yedek parça maliyetleri açısından yıllık 50.000–100.000 avroya ulaşmaktadır. Buna ek olarak, planlanmamış 10–15 günlük kesinti süresi ve 5–15% fazla enerji tüketimi de söz konusudur.
Statik ve Dinamik Dengeleme: Önemli Farklılıklar
Statik ve dinamik dengeleme arasındaki farkı anlamak, doğru yöntemi seçmek için çok önemlidir.
Statik dengeleme
Statik dengeleme dönme ekseninden kütle merkezinin yer değiştirmesini düzeltir. Çapı genişliğinden 7–10 kat fazla olan (L/D < 0,25) ve hızı 800 rpm'nin altında olan disk tipi rotorlar için yeterlidir. Statik dengesizlik, dönme olmadan tespit edilebilir — ağır taraf bıçak kenarı desteklerinin üzerine aşağı doğru yerleşir.
Dinamik dengeleme
Dinamik dengeleme hem statik dengesizliği hem de tork (moment) dengesizliğini düzeltir. Genişliği çapın 30%'sini aşan tüm uzun rotorlar için zorunludur. Kritik nokta: statik olarak dengeli bir rotor, önemli ölçüde dinamik dengesizliğe sahip olabilir. Rotorun zıt uçlarında, 180° açı ile birbirinden ayrılan iki dengesiz çekiç, statik denge sağlanmış olmasına rağmen dönüş sırasında eğilme momenti oluşturur.
Neden “Bıçaklarda” Statik Dengeleme Yetersiz Kalıyor?
Dengeyi kontrol etmenin geleneksel bir yolu, statik “bıçak kenarı” yöntemidir – rotoru düşük sürtünmeli bıçak kenarı raylarına veya prizma sehpalarına yerleştirerek ağır bir noktanın onu yuvarlamasına neden olup olmadığını görmek. Statik dengeleme, rotorun kütle merkezinin ekseni ile hizalanması için ağırlık ekleyerek veya çıkararak basit bir ağır noktayı (statik dengesizlik) düzeltebilir. Ancak, bu yöntem “moment” (dinamik) dengesizliği tespit edemez veya düzeltemez.
Bir anlık (veya birkaç saniyelik) dengesizlik durumunda, rotorun zıt uçlarında 180° açı ile eşit ağırlıklı noktalar bulunur. Durgun durumda, bu iki zıt ağırlık birbirini dengeler, bu nedenle rotor bıçak sırtı üzerinde yuvarlanmayabilir. Statik koşullarda dengeli görünür. Ancak rotor döndüğünde, bu iki kütle her iki uçta zıt yönlerde kuvvetler (merkezkaç kuvvetleri) oluşturur ve rotoru şiddetli bir şekilde sallayan bir bükülme momenti oluşturur.

Bu, hareket halindeyken aniden dönmeye başlayan dengeli bir tahterevalliye benziyor. Statik bir stand üzerinde ne kadar ayar yaparsanız yapın bu sorunu çözemezsiniz, çünkü dengesizlik sadece çalışma hızında ortaya çıkıyor.
Basit bir ifadeyle, “bıçaklar üzerinde” dengeleme sadece tek düzlemdeki ağır noktaları düzeltir ve gizli iki düzlemdeki dengesizlikleri gözden kaçırır. Bu nedenle bir rotor “statik olarak dengelenmiş” olmasına rağmen çalışırken hala titreşebilir. Dinamik dengesizliği gidermek için, bükülme kuvvetlerini dengelemek üzere en az iki düzlemde dengeleme yapmanız gerekir (örneğin, rotor boyunca farklı konumlara iki düzeltme ağırlığı eklemek).
Bu, rotor dönerken (veya dönerken elde edilen verilerle) dinamik dengeleme yöntemleri gerektirir, ancak statik sehpalar bunu sağlayamaz.
Dinamik Dengeleme Çözümleri
Dinamik dengeleme, rotorun dönüş sırasındaki titreşimini ölçmeyi ve statik ve tork dengesizliklerini gidermek için ağırlıklar eklemeyi içerir. Geleneksel olarak, bu işlem rotoru söküp özel bir dengeleme makinesine yerleştirerek yapılabilir. Dengeleme makinesinde rotor döndürülür ve aletler ağırlıkların nereye yerleştirilmesi gerektiğini belirler. Bu, hassas bir denge sağlar, ancak bazı dezavantajları vardır: makinenin sökülmesi, rotorun atölyeye taşınması ve günlerce süren duruş süresi.
Buna karşılık, modern saha dengeleme, rotoru kendi yataklarında (yerinde) dengelemek için taşınabilir ekipman kullanır. Bir teknisyen, makinenin gövdesine titreşim sensörleri ve dönme hızını ve fazı ölçmek için bir takometre takar. Makine normal hızda çalıştırılır ve ekipman (Balanset-1A gibi) rotorun ne kadar ve hangi yönde titreştiğini ölçer. Deneme ağırlığı ile bir test gerçekleştirerek, yazılım gerekli olan tam karşı ağırlığı ve yerleştirilmesi gereken açıyı hesaplayabilir. Bu etki katsayısı yöntemi (genellikle deneme ağırlıkları ile 3 aşamalı bir süreçtir) dengeyi sağlamak için çözümü otomatik olarak hesaplar.
Sonunda, dengesizlik kuvvetlerini ortadan kaldırmak için rotora ağırlıklar eklenir (veya malzeme çıkarılır).
Dinamik yaklaşım, farklı noktalardaki titreşim fazını hesaba kattığı için hem statik hem de dinamik (çift) dengesizliği ele alır. “Bıçak sırtı” statik yönteminden farklı olarak, iki düzlemde dinamik dengeleme, yalnızca dönme sırasında ortaya çıkan sallantıyı düzeltebilir.
Saha dinamik dengeleme, atölyeye taşınması pratik olmayan büyük ekipmanlar (örneğin büyük kırıcı rotorları, fanlar veya değirmen tamburları) için özellikle yararlıdır. Makineyi tamamen sökmenize gerek olmadığı için arıza süresini en aza indirir – genellikle günlerce süren kesintiler yerine birkaç saat içinde sahada dengeleme yapabilirsiniz.
Ekipman Türleri: Genel Bakış
Kırıcı dengeleme, değirmen dengeleme ve ilgili prosedürler çok çeşitli endüstriyel ekipmanlara uygulanır. Her kategori için belirli gereksinimler vardır:
Dengeleme Gerektiren Yaygın Makineler
Birçok endüstriyel ekipman türü düzenli dengelemeye ihtiyaç duyar. Bazı önemli örnekler şunlardır:
Kırıcılar: Çeneli kırıcı dengeleme, konik kırıcı dengeleme, darbeli kırıcı dengeleme ve çekiçli kırıcı dengeleme gibi makineler, ağır rotorları veya hareketli parçaları hafif bir dengesizlik durumunda bile büyük titreşimler yaratabileceğinden çok önemlidir. Örneğin, darbeli kırıcılar, darbe çubuklarının ve darbe plakalarının aşınması nedeniyle genellikle düzenli olarak yeniden dengelenmesi gerekir.
Çekiçli kırıcılar ve diğer kaya kırıcılar, yeni parçaların titreşime neden olmaması için çekiçler veya çene plakaları değiştirildiğinde dengelenmesi gerekebilir. Çene kırıcılarındaki büyük volanlar bile rezonanslı sallanmayı önlemek için dengede kalmalıdır.
Değirmenler ve Öğütücüler: Çekiçli değirmen dengeleme, bilyalı değirmen dengeleme, silindirli değirmen dengeleme ve öğütme değirmeni dengeleme, öğütme ekipmanı için hayati önem taşır. Çekiçli değirmenlerdeki yüksek hızlı rotorlar ve bilyalı değirmenlerdeki devasa dönen tamburlar, öğütme işleminin sorunsuz olması ve yatakların aşırı yüklenmemesi için dengelenmelidir.
Örneğin, bir bilyalı değirmenin büyük dönen kütlesi, destekleri üzerinde aşırı baskı oluşmasını önlemek için dikkatli bir denge gerektirir.
Silindirli değirmenler ve diğer öğütme değirmenleri de benzer şekilde, düzensiz aşınma ve titreşimi önlemek için dengeye ihtiyaç duyar.
Boyut Küçültme Makineleri: Öğütücüler, parçalayıcılar, yonga makineleri, granülatörler ve peletleyiciler gibi ekipmanların hepsinde dönen bıçaklar, kesici bıçaklar veya silindirler bulunur. Öğütücülerin, parçalayıcıların, yonga makinelerinin, granülatörlerin ve peletleyicilerin doğru şekilde dengelenmesi, bu kesicilerin aşırı sarsılma olmadan çalışmasını sağlar. Bu özellikle önemlidir, çünkü çalışma sırasında malzeme parçaları veya bıçaklar kırılabilir veya aşınabilir ve bu da rotorun aniden dengesini bozabilir.
Düzenli dengeleme, bu makinelerin zorlu koşullarda bile güvenli bir şekilde çalışmasını sağlar.
Karıştırıcılar ve Çalkalayıcılar: Karıştırma ekipmanları bile dengelemeden faydalanır. Karıştırıcı dengeleme, karıştırıcı dengeleme ve karıştırıcı dengeleme, endüstriyel karıştırıcılardaki dönen pervanelere veya kanatlara uygulanır. Karıştırıcının mili veya pervanesi hafif bir dengesizlik bile olsa (örneğin, yapışan malzemeler veya aşınma nedeniyle), tüm karıştırıcının sallanmasına neden olabilir. Bu dönen parçaların dengelenmesi, ürün kalitesini ve makinenin bütünlüğünü etkileyebilecek titreşimleri önler.
Tüm bu durumlarda amaç aynıdır: dengeli bir rotor, yataklarına veya yapısına zarar veren kuvvetler uygulamadan düzgün bir şekilde döner. Kırıcı dengeleme ve değirmen dengeleme, ağır sanayide özellikle önemlidir, ancak bu ilke, devasa endüstriyel öğütücülerden küçük laboratuvar karıştırıcılarına kadar tüm dönen ekipmanlara uygulanabilir.
| Ekipman Türü | Tipik Hız (RPM) | Denge Sınıfı (ISO 1940) | Birincil Zorluk |
|---|---|---|---|
| Çeneli kırıcılar | 250–350 | G6.3 | Eksantrik mil, volan dengesi |
| Konik kırıcılar | 300–500 | G6.3 | Eksantrik montaj, astar aşınması |
| Darbeli kırıcılar | 700–1500 | G6.3 | Üfleme çubuğu aşınması, malzeme birikimi |
| Çekiçli değirmenler | 600–3600 | G2.5–G6.3 | Serbest sallanan çekiçler |
| Top değirmenleri | 15–25 | G6.3 | Değişken yük dağılımı |
| Öğütücüler | 500–750 | G2.5 | Sınıflandırıcı rotor, dikey mil |
Sözlük
- Statik dengesizlik: kütle merkezi dönme ekseninden kaydırılmıştır (tek düzlemli problem).
- Çift (anlık) dengesizlik: rotorun zıt uçlarındaki eşit ağırlık noktaları sallanma momenti oluşturur; genellikle iki düzlem dengeleme gerektirir.
- 1× titreşim: dönme hızında (RPM/60) titreşim bileşeni, genellikle dengesizlik için baskındır.
- Etki katsayıları: deneme çalıştırmalarından düzeltme ağırlıklarını hesaplamak için kullanılan sistem yanıt parametreleri.
- Yerinde dengeleme: takılı makine üzerinde rotoru kendi yataklarında dengelemek.
Teknik Toleranslar ve Performans Özellikleri
Optimum dengeyi sağlamak için, her ekipman türüne özgü katı toleranslara uyulması gerekir. Bu spesifikasyonlar, bakım planlaması ve kalite doğrulaması için çok önemlidir.
Malzeme birikiminin etkisi: belgelenmiş vaka
Gerçek hayattan örnek
Islak kil işleyen darbeli kırıcı: 15 kg yapışmış malzeme titreşimi 4,0 mm/s'den 12,0 mm/s'ye çıkardı — 3 kat artış. Rotor temizliği, dengeleme düzeltmesinden önce titreşimi 4,2 mm/s'ye geri getirdi. Bu, herhangi bir dengeleme prosedüründen önce kapsamlı temizliğin kritik önemini göstermektedir.
Karıştırma ekipmanı için kritik hız hususları
Kritik hıza göre çalışma hızı, dengeleme gereksinimlerini ve güvenli çalışma bölgelerini belirler:
- Ağır hizmet tipi karıştırıcılar: 65% kritik hızda çalıştırın
- Standart endüstriyel karıştırıcılar: 70% kritik hızında çalıştırın
- Kürek/türbin karıştırıcılar: 50–65% kritik hız
- Yüksek hızlı (pervane, disk) karıştırıcılar: Kritik hızın üzerinde
- Yasak bölge: 70–130% dinamik dengeleme olmadan kritik hız
Balanset-1A "RunDown" işlevi, hız kesme sırasında rezonans frekanslarını belirleyerek operatörlerin güvenli çalışma bölgelerini doğrulamasına ve felaketle sonuçlanabilecek rezonansı önlemesine olanak tanır.

Balanset-1A genişletilmiş özellikler
| Parametre | Şartname |
|---|---|
| Titreşim ölçüm aralığı | 0,05–100 mm/s RMS |
| Frekans aralığı | 5–550 Hz (1000 Hz'e kadar) |
| Hız aralığı | 150–90.000 dev/dak |
| Faz ölçüm doğruluğu | ±1° |
| Genlik ölçüm doğruluğu | ±5% |
| İvmeölçer hassasiyeti | 100 mV/g |
| Lazer takometre çalışma mesafesi | 50–500 mm |
| Manyetik montaj kuvveti | 60 kgf |
| Tam kit ağırlığı | Koruyucu kılıf içinde 4 kg |
ISO titreşim bölgeleri (ISO 10816-3)
| Alan | Titreşim Seviyesi (mm/s RMS) | Değerlendirme |
|---|---|---|
| Bölge A | <1.8 | Mükemmel — yeni devreye alınan ekipman |
| Bölge B | 1,8–4,5 | Sürekli çalışma için uygun |
| Bölge C | 4,5–11,2 | Marjinal olarak kabul edilebilir — program düzeltmesi |
| Bölge D | >11.2 | Kabul edilemez — acil eylem gereklidir |
Dengeleme sonrası hedef: Bölge A veya B. Çoğu kırıcı, Balanset-1A kullanılarak uygun iki düzlemli dinamik dengeleme ile <4,5 mm/s değerine ulaşmalıdır.
Kırıcı Dengeleme: Ayrıntılı Prosedürler
Çeneli Kırıcı Dengeleme
Çeneli kırıcı dengeleme eksantrik mili ve volan tertibatını ele alır. Bu makineler tek silindirli pistonlu motor gibi çalışır ve dönüş frekansında ve ikinci harmonikinde normal titreşimler üretir. Ancak volan aşınması, gevşemiş karşı ağırlık montajı ve eksantrik mil hasarı patolojik dengesizliğe yol açar.
Karakteristik semptom: Boyuna titreşim, dikey titreşimi önemli ölçüde aşıyor. Hedef: Doğru dengeleme sonrasında titreşimi 50 mm/s'den 7,6 mm/s'nin altına düşürmek. Yatay titreşim toleransı: ±2 mm; dikey: ±1 mm.
Konik Kırıcı Dengeleme
Konik kırıcı dengeleme eksantrik tertibat ve kırma konisine odaklanır. Başlıca sorunlar arasında düzensiz astar aşınması, koni hizalama hatası (tolerans ≤0,1 mm) ve eksantrik burç aşınması sayılabilir. Titreşim izleme, yatay yer değiştirme ≤2 mm ve dikey yer değiştirme ≤1 mm olduğunda kabul edilebilir performans gösterir. 0,5 mm'yi aşan gövde genliği, acil müdahale gerektiren ciddi bir arıza olduğunu gösterir.
Darbeli Kırıcı Dengeleme
Darbeli kırıcı dengeleme taş ocaklarında en sık uygulanan işlemdir. Hem yatay şaftlı darbeli kırıcılar (HSI) hem de dikey şaftlı darbeli kırıcılar (VSI), yüksek hızda malzemeye çarpan darbe çubuklarının kinetik darbe enerjisine dayanır.
Düzensiz aşınma sorunu
Üfleme çubukları yoğun ve düzensiz bir şekilde aşınır. Tek bir üfleme çubuğunu ağırlık eşleştirme yapmadan değiştirmek, dengeyi ciddi şekilde bozar. HSI rotorları, uzunlukları nedeniyle iki düzlem dengeleme için gereklidir; tek düzlem statik dengeleme, eğri yatak yüklemesi neden olan kalıntı çift dengesizliği bırakır.
Güvenlik hususları
Rotörler çok büyük bir atalet gücüne sahiptir; deneme ağırlıklarının takılması için başlatma-durdurma döngüleri önemli ölçüde zaman alır. Balanset-1A'nın etki katsayılarını saklama özelliği sayesinde, sonraki dengeleme işlemi (blow bar değiştirildikten sonra) deneme ağırlıkları olmadan tek bir ölçüm çalışmasıyla gerçekleştirilebilir.
VSI özellikleri
Santrifüj darbeli kırıcılar, 1500–2000 rpm'ye ulaşan dönme hızları nedeniyle daha da yüksek hassasiyet gerektirir. Dengesizlik genellikle rotor odalarının içindeki malzeme birikiminden kaynaklanır. VSI dengeleme, genellikle üst ve alt rotor kapaklarına ağırlıkların kaynaklanmasını gerektirir. Balanset-1A, kutupsal koordinatlarda ağırlık montaj açılarını verimli bir şekilde hesaplar.
Çekiçli Kırıcı Dengeleme
Çekiçli kırıcı balans ayarı serbestçe asılı çekiçler nedeniyle karmaşıklaşır. Bir çekiç korozyon veya toz nedeniyle piminde sıkışırsa, merkezkaç kuvveti altında tam olarak uzayamaz, rotorun kütle merkezini kaydırır ve çok büyük, değişken bir dengesizlik yaratır.
Metodoloji
Balanset-1A'yı kullanmadan önce, operatörler tüm çekiçlerin serbest hareketini ve ağırlıklarının uygunluğunu kontrol etmelidir. Dengeleme, çekiçlerin kendileri üzerinde değil, rotor diskleri üzerinde gerçekleştirilir. "Ağırlık Bölme" işlevi, tam açı montajının mümkün olmadığı durumlarda, hesaplanan kütleyi iki mevcut nokta arasında (örneğin, çekiç pim delikleri arasında) dağıtarak düzeltme vektörünü korur.
Değirmen Dengeleme: Hassasiyet Gereksinimleri
Değirmenler, sürekli çalışma döngüleri nedeniyle en yüksek dengeleme hassasiyetini gerektirir; herhangi bir titreşim, pahalı tahrik sistemlerinin ve astarların yorulma hasarına yol açar.
Çekiçli Değirmen Dengeleme
Kırıcıların aksine, çekiçli değirmen dengeleme tahıl, biyokütle veya kimyasalların ince öğütülmesi için kullanılan yüksek hızlı üniteler (3600 rpm'ye kadar) ile ilgilidir. Bu hızlarda, izin verilen kalıntı dengesizlik son derece küçüktür (ISO 1940 G2.5 veya G6.3). Çekiçli değirmen rotorları genellikle fan görevi görür; ağırlıkları takmak için muhafazayı açmak aerodinamik direnci değiştirebilir. Balanset-1A ile dengeleme, muhafaza tamamen monte edilmiş halde, erişim portları kullanılarak veya değişen koşullar dikkate alınarak gerçekleştirilmelidir.
Bilyalı Değirmen Dengeleme
Top değirmeni dengeleme benzersiz zorluklar ortaya çıkarır. Kaotik öğütme ortamı hareketine sahip tambur, genellikle geleneksel anlamda dengelenemez. Odak noktası, yüksek hızlı tahrik sistemidir.
Pinyon mili dengeleme
Yatak tertibatları ve kaplin ile tahrik mili kritik bir unsurdur. Pinyon milindeki titreşim genellikle dengesizlikten değil, diş aşınması veya yanlış hizalamadan kaynaklanır. Balanset-1A'nın spektral analizi, dişli geçme frekansını (GMF) belirler. 1×RPM baskınsa, kaplin veya flanş monteli ağırlıkların dinamik dengelemesi gerçekleştirilir.
Ölçüm karmaşıklıkları
Tamburun içindeki top çarpmaları rastgele düşük frekanslı gürültü oluşturur. Balanset-1A ayarları, kararlı genlik ve faz okumaları elde etmek için sinyal ortalama süresini (örneğin, 10–20 saniye) artırmalıdır.
Silindir Değirmen Dengeleme
Silindir değirmen dengeleme un değirmenciliği, polimer ve çelik endüstrilerinde kullanılır. Silindirler uzun, ağır ve bükülmeye (kırılmaya) meyilli silindirlerdir. Uçlarda iki düzlem dengeleme zorunludur. Balanset-1A, sol ve sağ destekler arasındaki faz farkını ölçer; 180° faz farkı, güçlü bir çift dengesizliği gösterir. Yerinde silindir dengeleme, silindir muylularına monte edilmiş tahrik kasnakları ve dişlileri hesaba katar, bunlar kendi dengesizliklerine katkıda bulunurlar.
Öğütme Değirmeni Dengeleme
Öğütme değirmeni dengeleme geniş bir yelpazeyi kapsar: aşındırıcılar, boncuk değirmenleri ve hassas taşlama makineleri. İnce taşlama milleri için, cihaz üç hareketli karşı ağırlık metodolojisini destekler ve kaynak veya macun kullanmadan ideal pürüzsüzlük sağlar.
Tozlayıcı Dengeleme
Tozlayıcı dengeleme, özellikle elektrik santrallerindeki kömür değirmenleri için, görev açısından çok önemlidir. Birçok pulverizatör dikey konfigürasyona sahiptir; titreşim sensörleri (X ve Y eksenleri) motorun veya dişli kutusunun üst yatak tertibatına monte edilmiştir. Üst bölümde dönen bir ayırıcı (dinamik sınıflandırıcı) bulunur; dengesizliği, üst yapıda şiddetli titreşime neden olur. Balanset-1A, servis portları aracılığıyla bu tertibatı dengeler, tahrik sisteminin tahrip olmasını önler ve öğütme inceliğini artırır.
Boyut Küçültme Ekipmanı Dengelemesi
Parçalayıcı Dengeleme
Öğütücü dengeleme hurda metal veya lastik işleyen büyük düşük hızlı rotorları (300–500 rpm) ele alır. Balanset-1A ivmeölçerler, mükemmel düşük frekans hassasiyetine (5 Hz'den itibaren) sahiptir ve bu tür makineleri güvenle kullanır. Aşırı darbe yükleri nedeniyle, deneme ve düzeltme ağırlıkları güvenli bir şekilde kaynaklanmalıdır; mıknatıslar veya yapışkan bantlar test için bile kabul edilemez.
Chipper Dengeleme
Chipper dengeleme Ormancılıkta iki makine türü ayırt edilir. Diskli parçalayıcılar, disk bir jiroskop görevi gördüğü için zorluklar yaratır ve başlıca sorunlar eksenel titreşimdir ("8 rakamı" şeklinde sallanma). Sensörler, disk sapmasını izlemek için radyal ve eksenel olarak (mil ekseni boyunca) monte edilir. Ağırlıklar, diskin arka yüzeyine veya özel dengeleme ceplerine takılır.
Tamburlu öğütücüler, rotor uzunluğu nedeniyle klasik iki düzlem dengeleme gerektirir. Tüm bıçaklar bir set olarak bakıma alınmalıdır — bir bıçağın bileme veya değiştirilmesi dengeyi bozar. Bıçak kalınlığı toleransı: 0,13–0,25 mm. Keskin olmayan bıçaklar kesme yerine doğrama hareketi yapar, aşırı titreşim ve kaynaklarda yorulma çatlakları oluşturur. Önerilen bileme aralığı: her 6–8 çalışma saatinde bir.
Granülatör Dengelemesi
Granülatör dengeleme Plastik geri dönüşümü için rotora monte edilmiş bıçaklar kullanılır (sabit bıçaklara 1–3 mm boşluk bırakılır). Titreşim başladığında, önce bıçakların durumunu ve montajını kontrol edin. Titreşim devam ederse, profesyonel rotor dengeleme işlemi gerekir. Makineyi titreşim sönümleyici pedler üzerine kurmak, temel aktarımını azaltır.
Peletleyici Dengeleme
Peletleyici dengeleme halka kalıbı ve pres silindirlerini kapsar. Kalıp yüzeyindeki salgı 0,3 mm'yi geçmemelidir (kadranlı gösterge ile kontrol). Silindir ile kalıp arasındaki boşluk: minimum 0,2–0,3 mm. Hasarlı sıkıştırma halkaları, kalıp kırılmasının ve şiddetli titreşimin başlıca nedenidir.
Karıştırma ve Çalkalama Ekipmanı Dengelemesi
Mikser Dengelemesi
Mikser dengeleme Endüstriyel sınıf pompalar için API 610 standardına uygundur ve ISO 1940 uyarınca G2.5 hassasiyet gerektirir. Optimum pervane-tank çapı oranı (D/T): 1/3. Ağır hizmet tipi karıştırıcılar 65% kritik hızda çalışır; standart endüstriyel karıştırıcılar ise 70%'de çalışır. Dinamik dengeleme olmadan 70–130% kritik hız aralığında çalışma yasaktır.
Karıştırıcı Dengelemesi
Karıştırıcı dengeleme kimyasal işlemede derin kaplarda uzun şaftlar kullanılır. Kürek ve türbin karıştırıcılar 50–65% kritik hızda çalışır; yüksek hızlı tipler (pervane, disk) kritik hızın üzerinde çalışır. Dinamik dengeleme, 70% kritik hızda güvenli çalışmayı sağlar. Uzun şaftlarda ara destekler (stabilize edici yataklar) kullanılır.
Karıştırıcı Dengelemesi
Karıştırıcı dengeleme yüksek hızlı dağıtıcılar (çözücüler) ile ilgilidir. Dengesizlik, bıçak ile kap duvarının temas etmesine neden olur. Balanset-1A ile hassas şaft ve bıçak dengeleme, mekanik conta ömrünü uzatır ve ürün sızıntısını önler.
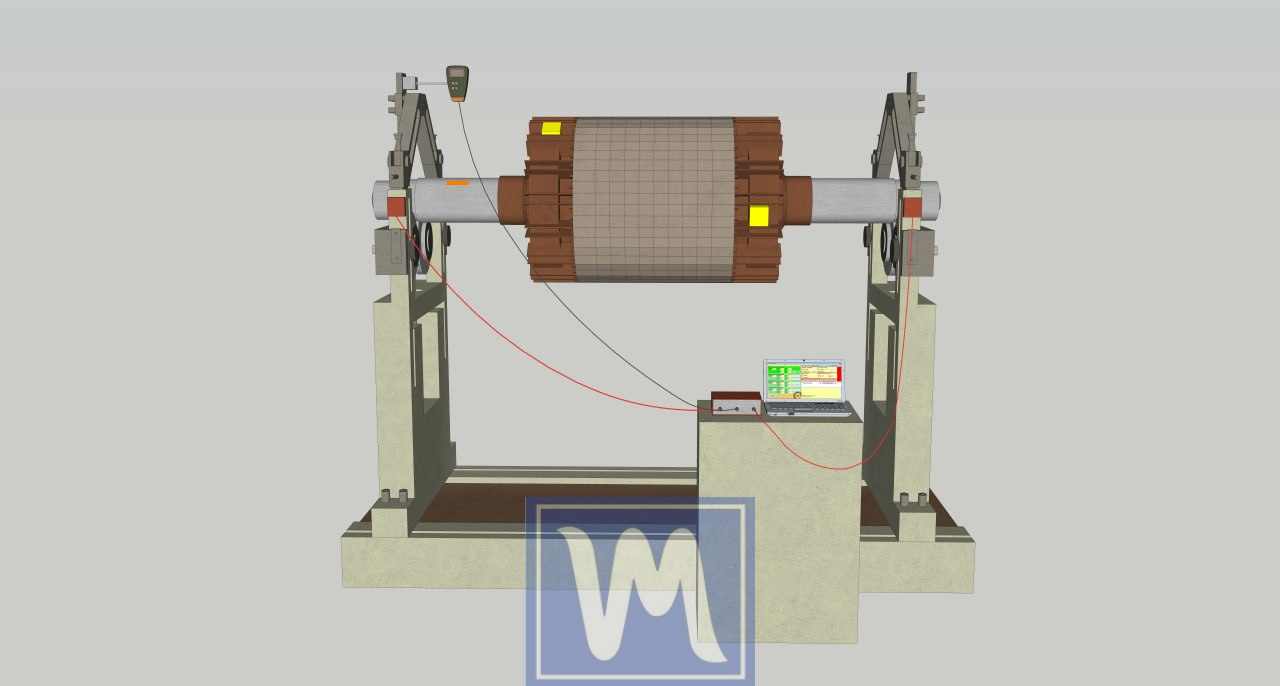
Balanset-1A ile Saha Dengelemesi
Bu Balanset-1A taşınabilir dengeleme sistemi, makineyi sökmeden yerinde düzeltme yapılmasına olanak tanır, nakliye süresini ortadan kaldırır, arıza süresini azaltır ve gerçek çalışma koşullarında sonuçların doğrulanmasına olanak tanır.

Balanset-1A Kırıcıları ve Daha Fazlasını Nasıl Dengeler?
Balanset-1A, tam da bu amaç için tasarlanmış taşınabilir, çift kanallı bir dinamik balans cihazı ve titreşim analizörüdür. Mühendisler ve bakım ekipleri, çok çeşitli ekipmanlar için yerinde hassas balanslama işlemi gerçekleştirebilir. Balanset-1A, iki adet ivmeölçer titreşim sensörü ve bir lazer takometre ile birlikte PC'de çalışan bir yazılımla birlikte gelir. İşte nasıl çalıştığı ve neden etkili olduğu:
Yerinde İki Düzlemli Dengelem
Balanset-1A, normal yataklarında gerçek makine üzerinde tek düzlemli veya iki düzlemli balanslama yapabilir. Bu, kırıcının rotorunu sökmeden balanslayabileceğiniz ve böylece çok fazla zaman kazanabileceğiniz anlamına gelir. İki düzlem kullanarak, rotordaki statik ve dinamik dengesizliği düzeltir. Örneğin, bir konik kırıcının eksantrik ağırlığı titreşime neden oluyorsa, Balanset-1A'nın iki düzlem özelliği, tek düzlem yöntemlerinin yapamadığı şekilde, doğru konumlarda nasıl karşı ağırlık uygulanacağını belirler.
Geniş Ekipman Yelpazesi
Bu cihaz çok yönlüdür – kırıcılar, fanlar, öğütücüler, burgular, şaftlar, santrifüjler, türbinler ve daha fazlası dahil olmak üzere dönen ekipmanların sahada dengelenmesi için tasarlanmıştır. Uygulamada, bir Balanset-1A geniş bir ekipman filosuna (kırıcılar, değirmenler, parçalayıcılar, karıştırıcılar vb.) hizmet verebilir, bu da arıza süresini ve harici dengeleme hizmetlerine bağımlılığı azaltır.
Kullanımı Kolay Yazılım
Balanset-1A'yı kullanmak için titreşim uzmanı olmanız gerekmez. Yazılımı, kullanıcıyı adım adım prosedür boyunca yönlendirir ve gerekli düzeltme ağırlıklarını ve açıları otomatik olarak hesaplar. Deneme ağırlığı test edildikten sonra, dengeleme çözümünü açık bir şekilde sunar, böylece teknisyenler minimum eğitimle bu konuda uzmanlaşabilirler.
Güvenilir Sonuçlar
Taşınabilir olmasına rağmen, Balanset-1A profesyonel denge kalitesi sunar. Titreşimi ve fazı doğru bir şekilde ölçer ve standart denge kalitesi derecelerini (ISO 1940) karşılamak için düzeltmeleri hesaplar. Uygulamada, ölçüm koşulları istikrarlı olduğunda ve prosedür doğru bir şekilde uygulandığında, çok daha pahalı analizörlerle karşılaştırılabilir sonuçlar üretebilir.
Titreşim Analizi Özellikleri
Balanset-1A, dengelemenin ötesinde, titreşim analizörü olarak da işlev görür ve dalga formlarını ve FFT spektrumlarını görüntüleyebilir. Bu, titreşimin dengesizlikten mi yoksa başka sorunlardan mı (yanlış hizalama, gevşeklik, rezonans) kaynaklandığını teşhis etmeye yardımcı olur ve daha doğru bakım kararları alınmasını destekler. Dengeleme modunda, dengesizliği izole etmek için odak noktası 1× dönme bileşenidir.
Balanset-1A'nın Geleneksel Yöntemlere Göre Avantajları
Dinamik dengeleme için Balanset-1A kullanmak, eski yöntemlere veya dış hizmetlere güvenmeye kıyasla birçok önemli avantaj sunar:
Sökme Yok ve Minimum Kesinti Süresi: Geleneksel dengeleme işlemi genellikle rotorun sökülüp bir atölyeye gönderilmesini gerektiriyordu ve bu işlem günler sürüyordu. Balanset-1A ile dengeleme işlemi yerinde birkaç saat içinde gerçekleştirilir.
Kırıcının rotorunu veya değirmen milini sökmeye gerek yoktur; sensörleri takıp dengeleme prosedürünü yerinde uygulamanız yeterlidir. Bu yerinde yaklaşım, 3-7 günlük bir işi 2-4 saate indirgeyebilir, yani üretim aynı gün devam edebilir.
Maliyet Tasarrufu: Bu işi şirket içinde yaparak, şirketler uzman yüklenicilerin yüksek ücretlerinden ve uzun süreli kesintilerden kaynaklanan kayıplardan kaçınırlar. Balanset-1A cihazı nispeten uygun fiyatlıdır – yaklaşık birkaç bin Euro civarındadır – ancak “pahalı analizörlerin kapasitesinin yaklaşık %”sini sadece ~20%'lik bir maliyetle" sunar.”
Kullanıcılar, üçüncü taraf uzmanlara ihtiyaç duymadan kendi başlarına dengeleme yapabilirler ve cihaz, birkaç dengeleme işinden sonra kendini amorti edebilir. Dahası, tek bir büyük arızayı önlemek bile yatırımı haklı çıkarabilir.
Tüm Dengesizlik Türlerini Ele Alır: Bıçak kenarlarında yapılan statik dengelemeden farklı olarak, Balanset-1A'nın iki düzlemli dinamik özelliği, tek bir işlemde hem statik ağır noktaları hem de dinamik çift dengesizliğini giderir.
Bu, rotorda zorlu bir sallantı (moment dengesizliği) olsa bile, Balanset-1A'nın bunu algılayabileceği ve çifti ortadan kaldırmak için iki düzeltme ağırlığının yerleştirilmesini yönlendirebileceği anlamına gelir. Yaygın dengesizlik senaryoları için kapsamlı bir çözümdür.
Birçok Makine için Çok Yönlülük: Bir Balanset-1A ünitesi, hemen hemen her sektördeki tüm dönen parçalarda kullanılabilir. Gerçekten evrenseldir – aynı kit bugün bir fan üfleyiciyi, yarın bir kaya kırıcıyı ve ertesi gün bir öğütücüyü dengeleyebilir.
Bizim bağlamımızda, bu, her biri için ayrı dengeleme araçlarına ihtiyaç duymadığınız için, birden fazla ekipman türüne (kırma, öğütme, karıştırma vb.) sahip operasyonlar için idealdir. Kırıcılar ve öğütücülerden öğütücülere, karıştırıcılara, şaftlara ve türbinlere kadar, cihaz çok çeşitli rotorlara uyum sağlar.
Kullanım Kolaylığı ve Güvenlik: Balanset-1A'nın kılavuzlu yazılımı ve basit donanım kurulumu sayesinde, balanslama işlemi için titreşimler konusunda doktora derecesine sahip olmanız gerekmez. İşlem güvenli ve tekrarlanabilir bir şekilde gerçekleştirilir; deneme yanılma yöntemiyle tahminlerde bulunmak yerine, hesaplanmış ağırlık ayarlamalarıyla titreşimi kademeli olarak azaltırsınız. Bu da insan hatası olasılığını azaltır. Aşırı titreşimi ortadan kaldırarak, tesisin güvenliğini de artırırsınız (makinelerin kendiliğinden sallanması veya uçan parçacıklar oluşması gibi durumlar azalır).
Aşırı titreşimi ortadan kaldırarak, tesisin güvenliğini de artırırsınız (makinelerin kendiliğinden parçalanması veya uçan enkaz oluşması gibi durumlar azalır).
Hızlı Teşhis: Titreşim analizörü modu ile Balanset-1A, dengesizliğin ana sorun olup olmadığını veya diğer faktörlerin (eğrilmiş mil veya rezonans gibi) katkıda bulunup bulunmadığını hızlı bir şekilde teşhis etmek için de kullanılabilir. Bu hepsi bir arada teşhis ve düzeltme özelliği, sorunların dışarıdan bir ekip beklemek yerine daha hızlı bir şekilde tespit edilip çözülmesini sağlar. Çoğu durumda, yerinde teşhis ve düzeltme döngüsü 1 saatten kısa bir sürede tamamlanabilir.
Çoğu durumda, teşhis + düzeltme döngüsü aynı bakım penceresi içinde tamamlanabilir.
Teknik özellikler
| Parametre | Değer |
|---|---|
| Titreşim ölçüm aralığı | 0,05–100 mm/s RMS |
| Frekans aralığı | 5–550 Hz (1000 Hz'e kadar) |
| Hız aralığı | 150–90.000 dev/dak |
| Faz doğruluğu | ±1° |
| Genlik doğruluğu | ±5% |
| Kanallar | 2 (eşzamanlı ölçüm) |
| Ağırlık | 4 kg (çanta içinde komple set) |
Geleneksel yöntemlere göre avantajları
| Parametre | Geleneksel (dükkan) yöntemi | Saha dengeleme (Balanset-1A) |
|---|---|---|
| Toplam süre | 3–7 gün | 2–4 saat |
| Sökme gerekli | Evet | Hayır |
| İş başına tipik maliyet | 5.000–15.000 avro | 500–1.500 avro |
| Gerçek montaj hesapları | Hayır | Evet |
| Ulaşılabilir doğruluk | G2.5–G6.3 | G2.5–G6.3 |
Adım Adım Dengeleme Prosedürü
Dengede başarı, 80% hazırlığıdır. Bu kanıtlanmış algoritmayı izleyin:
Hazırlık
- Rotoru kir, pas ve yapışmış malzemelerden temizleyin — kirlenme sonuçları bozar.
- Rulmanları kontrol edin (oynaklık, gürültü, ısınma) — dengeleme, rulman kusurlarını düzeltemez.
- Güvenli temel montajını doğrulayın ve koruyucu muhafazaları kontrol edin
- Çekiçli kırıcılar için: çekiçlerin serbest hareketini ve ağırlık uyumunu kontrol edin.
Sensör montajı
- Taşıma yuvalarına, dönme eksenine dik olarak titreşim sensörleri monte edin (yatağın 25 cm mesafesi içinde).
- X1 ve X2 girişlerine bağlanın
- Lazer takometreyi, ışın rotor üzerindeki yansıtıcı banda çarpacak şekilde monte edin.
- X3 girişine bağlanın ve sabit RPM okumasını doğrulayın.

İlk ölçüm
- Yazılımı başlat: F7 — Dengeleme → F3 — İki Düzlemli Dengeleme
- Rotor parametrelerini girin
- İlk titreşimi ölçmek için F9 tuşuna basın.
- Her iki ölçüm noktasında genlik ve fazı kaydedin
Deneme sürüşleri
- Makineyi durdurun ve Düzlem 1'e deneme ağırlığını yerleştirin (kütle, genliği veya fazı 20–30% kadar değiştirmelidir).
- Çalıştır ve ölç
- Ağırlığı Düzlem 2'ye taşıyın ve ölçümü tekrarlayın
- Yazılım etki katsayılarını hesaplar


Düzeltme ağırlığı montajı
- Yazılım, kutupsal diyagramda her iki düzlem için düzeltme kütlesini ve açısını gösterir.
- Kalıcı ağırlıklar takın (kaynak, cıvatalama, kelepçeleme)
- Kesin açı montajı mümkün değilse "Ağırlığı Böl" işlevini kullanın.

Doğrulama
- Kalan titreşimi ölçün
- Hedef: ISO 10816'ya göre A veya B bölgesi (çoğu kırıcı için <2,8 mm/s)
- Deneme çalıştırmaları olmadan gelecekteki dengelemeler için etki katsayılarını (F8) kaydedin
- Rapor oluştur (F9)
Ekonomik Gerekçe ve Yatırım Getirisi
Taşınabilir dengeleme ekipmanına yapılan yatırım, yoğun kullanımda 3-4 ay içinde kendini amorti eder.
| Öğe | Değer |
|---|---|
| Balanset-1A ekipman maliyeti | 1.751–1.975 € |
| Tek yüklenici dengeleme hizmeti | €1,500 |
| Tipik yıllık dengeleme sıklığı | Yılda 4 kez |
| Yıllık hizmet sözleşmesi tasarrufları | €6,000 |
| Rulman ömrünün uzatılmasıyla elde edilen tasarruf | 10.000–30.000 €/yıl |
| Arıza süresinin azaltılmasıyla elde edilen tasarruf | 50.000–150.000 €/yıl |
| Toplam yıllık tasarruf | 66.000–186.000 avro |
| Geri ödeme süresi | 3–4 ay |
Rulman ömrü fiziği
L₁₀ rulman ömrü, yükün (P) küpü ile ters orantılıdır: L₁₀ = (C/P)³. Titreşim yükünü 50% azaltmak, hesaplanan rulman ömrünü 8 kat artırır. Çekiçli kırıcı milleri veya silindirli değirmen muyluları gibi ağır yüklü tertibatlar için bu, aylar yerine yıllar anlamına gelir.
Sık Karşılaşılan Sorunların Giderilmesi
Sorun: Kararsız veya "dalgalı" okumalar
Olası nedenler: mekanik gevşeklik, aşınmış yataklar, rezonansa yakın çalışma, dengesiz hız, malzeme birikimi.
Çözüm: Temel cıvatalarını sıkın, yataklarda boşluk olup olmadığını kontrol edin, sabit montajı doğrulayın, ölçüm sırasında sabit RPM'yi sağlayın, rotoru iyice temizleyin.
Sorun: Gerekli toleransı sağlayamama
Olası nedenler: diğer kusurlar (yanlış hizalama, eğri mil, yatak hasarı), doğrusal olmayan sistem davranışı, rezonans.
Çözüm: Rezonansları belirlemek için coast-down testi gerçekleştirin, kapsamlı tanılama yapın, ilgili kusurları düzeltin ve ardından dengeyi yeniden deneyin.
Sorun: Çekiçli kırıcı — çekiçlerin pimlere takılması
Neden: korozyon veya tozun serbest çekiç salınımını engellemesi.
Çözüm: Dengelemeden önce tüm çekiç pimlerini temizleyin ve yağlayın. Her bir çekiçlerin serbestçe hareket ettiğini kontrol edin. Sıkışmış pimleri değiştirin.
Sorun: Darbeli kırıcı — malzeme birikmesi
Neden: Rotor odalarının içine yapışan ıslak veya yapışkan malzeme (belgelenmiş vaka: 15 kg kil, titreşimi 4 mm/s'den 12 mm/s'ye çıkarmıştır).
Çözüm: Dengelemeden önce rotor içini iyice temizleyin. Rotor odaları için yapışmaz kaplamalar kullanmayı düşünün.
Sıkça Sorulan Sorular
Kırıcı dengeleme ne sıklıkla yapılmalıdır?
Darbeli ve çekiçli kırıcılar için: her 500–1000 çalışma saatinde veya aşınma parçası değiştirildikten sonra. Çeneli ve konik kırıcılar için: her 3–6 ayda bir veya titreşim arttığında. Sürekli titreşim izleme, duruma göre planlama yapılmasını sağlar.
Şirket içi personel dengeleme işlemini gerçekleştirebilir mi?
Evet. Balanset-1A ve kısa bir eğitim (genellikle bir gün) ile, daha önce dengeleme deneyimi olmayan bakım teknisyenleri profesyonel sonuçlar elde edebilirler. Yazılım, kullanıcıları prosedür boyunca adım adım yönlendirir.
Hangi denge kalite derecesi gereklidir?
Çoğu kırıcı ve değirmen: ISO 1940-1'e göre G6.3. Yüksek hızlı ekipman (1500 rpm'nin üzerindeki çekiçli değirmenler, öğütücüler): G2.5. Hassas taşlama milleri: G1.0 veya daha iyisi.
Dengeleme tüm titreşimleri ortadan kaldırır mı?
Hayır. Dengelemek sadece kütle asimetrisinden kaynaklanan titreşimi ortadan kaldırır. Hizalama hatası, yatak kusurları, gevşeklik, rezonans, dişli çarkı sorunları veya aerodinamik kuvvetlerden kaynaklanan titreşimler için ayrı düzeltici önlemler alınması gerekir. Kapsamlı titreşim analizi, temel nedenleri belirler.
İki düzlem dengeleme neden gereklidir?
Uzun rotorlar (L/D > 0,25) hem statik hem de tork (moment) dengesizliği oluşturur. Tek düzlem dengeleme, rulmanlara zarar veren sallanma hareketine neden olan tork dengesizliğini düzeltemez. İki düzlem dinamik dengeleme, tek tam çözümdür.
Saklanan etki katsayıları yeniden kullanılabilir mi?
Evet, aynı rotor konfigürasyonları için. İlk karakterizasyonun ardından, sonraki dengeleme işlemleri (örneğin, darbe çubuğu veya çekiç değiştirildikten sonra) yalnızca bir ölçüm çalışması gerektirir. Bu özellik, rutin bakım için dengeleme süresini önemli ölçüde azaltır.
Dengeleme sonrası hedef titreşim seviyesi nedir?
ISO 10816-3, bölgeleri şu şekilde tanımlar: Bölge A (mükemmel) 11,2 mm/s. Hedef: Sürekli çalışma için Bölge A veya B.
Onarımlarda Tasarruf Etmeye Bugün Başlayın
Balanset-1A'yı satın alın, ekibinizi eğitin ve durum bazlı bakım uygulayın. WhatsApp üzerinden profesyonel teknik destek mevcuttur.
Pratik Sonuçlar: Belgelenmiş Vaka Çalışmaları
- Şeker kamışı lifleyici (24 ton, 747 rpm): Titreşim 3,2 mm/s'den 0,47 mm/s'ye düşürüldü — 6,8 kat iyileştirme
- İspanya'da kırıcı: İlk titreşim >100 mm/s (acil durum seviyesi), dengeleme sonrası 16–18 mm/s — makine "yeni gibi" çalışır"
- Endüstriyel kırıcı: 21,5 ila 1,51 mm/s arasında titreşim — 14 kat iyileştirme
- Çatıya monte fan (-6°C ortam sıcaklığı): 6,8'den <1,8 mm/s
- Alışveriş merkezi havalandırması: Gürültü azaltma 5–7 dB, enerji tasarrufu, uzatılmış hizmet ömrü
Sonuç
Özetle, çeneli kırıcılar, konik kırıcılar, darbeli kırıcılar, çekiçli kırıcılar veya değirmenler, parçalayıcılar, karıştırıcılar ve öğütücüler gibi diğer dönen makineler olsun, ekipmanın dengede tutulması çok önemlidir. Bu, daha sorunsuz çalışma, daha uzun ömürlü bileşenler, enerji tasarrufu ve daha güvenli çalışma koşulları sağlar. “Bıçaklar üzerinde” dengeleme gibi geleneksel statik yöntemlerin sınırlamaları vardır; bunlar, makine çalışırken ortaya çıkan belirli türdeki dengesizlikleri gideremez. Neyse ki, modern dinamik dengeleme araçları bir çözüm sunmaktadır.
Balanset-1A taşınabilir balans cihazı, bu alandaki ilerlemeyi örneklemektedir. Profesyonel düzeyde iki düzlemli balanslamayı doğrudan çalışma alanına getirerek, bakım ekiplerinin kırıcı rotorlarındaki ve diğer birçok uygulamadaki dengesizlikleri hızlı bir şekilde düzeltmesini sağlar. Akıllı yazılım ve sensörler kullanarak, balanslamadaki tahminleri ortadan kaldırır ve karmaşık dengesizliklerin bile çözülmesini sağlar. Sonuç, titreşimin neden olduğu yıkıcı kuvvetlerden arındırılmış, amaçlandığı gibi sorunsuz çalışan makinelerdir.
Madencilik ve taş ocakları (kırıcılar ve değirmenler) ile imalat ve tarım (fanlar, yonga makineleri, karıştırıcılar) gibi çok çeşitli endüstriler için Balanset-1A gibi uygun dengeleme ekipmanlarına yatırım yapmak, oyunun kurallarını değiştirebilir. Makinenizi “içeriden” koruyarak hasarın meydana gelmesini önler. Pratik olarak bu, daha az arıza, daha düşük bakım maliyetleri ve daha güvenilir üretim anlamına gelir.
Pratik bakım açısından Balanset-1A, pahalı laboratuvar ekipmanları ile üçüncü taraf yüklenici hizmetleri arasında yararlı bir boşluğu doldurur: makinenin kendi yataklarında, gerçek çalışma hızında ve yükünde yerinde dengeleme sağlar. Bu önemlidir, çünkü ideal destekler üzerinde laboratuvar dengelemesi, sahaya özgü kurulum koşullarını tam olarak yansıtamaz. Ayrıca, depolanan etki katsayıları, deneme ağırlıkları olmadan, tek bir çalışmada darbe çubuğu veya çekiç değiştirildikten sonra dengelemenin tekrarlanmasını sağlar.
Çoğu kırıcı ve öğütme ekipmanı için tipik hedef, ISO 1940'a göre G6.3 denge kalite derecesidir ve bu, ISO 10816'ya göre 4,5 mm/s'nin altındaki titreşime karşılık gelir. Balanset‑1A ile bu seviyeye ulaşmak, makine mekanik olarak sağlam ve ölçümler istikrarlı olduğu sürece, minimum eğitimden sonra kalifiye personel için gerçekçi ve tekrarlanabilir bir görevdir.

0 Yorum