শিল্প এক্সহস্ট ফ্যান ব্যালেন্সিং: তত্ত্ব থেকে বাস্তব প্রয়োগ পর্যন্ত সম্পূর্ণ গাইড
বিভাগ ১: অসন্তুলনের মৌলিক নীতি - "কেন" বোঝা
ঘূর্ণায়মান ভরকে ভারসাম্যপূর্ণ করা শিল্প সরঞ্জামের রক্ষণাবেক্ষণ এবং মেরামতের একটি মূল অপারেশন, বিশেষ করে গুরুত্বপূর্ণ এক্সহস্ট ব্যালেন্সিং প্রয়োগে। অত্যধিক কম্পন সম্পর্কিত সমস্যাগুলির কার্যকর এবং তথ্যভিত্তিক সমাধানের জন্য, অসন্তুলনের অন্তর্নিহিত ভৌত প্রক্রিয়া, এর বৈচিত্র্য, কারণ এবং ধ্বংসাত্মক পরিণতির গভীর বোঝাপড়া প্রয়োজন।
১.১। অসন্তুলনের পদার্থবিদ্যা: কম্পনের বিজ্ঞান
একটি আদর্শ বিশ্বে, এক্সহস্ট ফ্যান ইম্পেলারের মতো একটি ঘূর্ণায়মান বস্তু নিখুঁতভাবে সন্তুলিত হতো। যান্ত্রিক দৃষ্টিকোণ থেকে, এর অর্থ এর প্রধান কেন্দ্রীয় জড়তা অক্ষ সম্পূর্ণভাবে ঘূর্ণন অক্ষের সাথে মিলে যায়। তবে বাস্তবে, উৎপাদন অপূর্ণতা এবং অপারেশনাল কারণগুলির কারণে, অসন্তুলন নামক একটি অবস্থা ঘটে, যেখানে রোটরের ভরের কেন্দ্র তার ঘূর্ণন অক্ষের তুলনায় স্থানান্তরিত হয়।
যখন এই জাতীয় অসন্তুলিত রোটর ঘূর্ণন শুরু করে, এই ভর স্থানান্তর কেন্দ্রবিমুখী বল উত্পন্ন করে। এই বল ক্রমাগত দিক পরিবর্তন করে, ঘূর্ণন অক্ষের লম্বভাবে কাজ করে এবং শ্যাফটের মাধ্যমে বিয়ারিং সাপোর্টে এবং তারপর সম্পূর্ণ কাঠামোতে প্রেরণ করে। এই চক্রীয় বল হল কম্পনের মূল কারণ।
যেখানে F হল কেন্দ্রবিমুখী বল, m হল অসন্তুলিত ভরের পরিমাণ, ω হল কৌণিক বেগ এবং r হল ঘূর্ণন অক্ষ থেকে অসন্তুলিত ভরের দূরত্ব (উৎকেন্দ্রিকতা)।
এই সম্পর্কের মূল দিকটি হলো জড়তার বল ঘূর্ণন গতির বর্গের (ω²) সমানুপাতিক হারে বৃদ্ধি পায়। এর ব্যবহারিক গুরুত্ব অপরিসীম এক্সহস্ট ব্যালেন্সিং প্রক্রিয়া। উদাহরণস্বরূপ, এক্সহস্ট ফ্যানের গতি দ্বিগুণ করলে কম্পনীয় বল চার গুণ বৃদ্ধি পাবে। এই অ-রৈখিক বৃদ্ধি ব্যাখ্যা করে যে কেন একটি এক্সহস্ট ফ্যান যা কম গতিতে গ্রহণযোগ্যভাবে কাজ করে, ফ্রিকোয়েন্সি কনভার্টারের মাধ্যমে নিয়ন্ত্রিত হলে উচ্চতর বা বর্ধিত গতিতে পৌঁছানোর সময় বিপর্যয়কর কম্পনের স্তর প্রদর্শন করতে পারে।
১.२। অসন্তুলনের শ্রেণীবিভাগ: তিন ধরনের সমস্যা
রোটর অসন্তুলন, জড়তা অক্ষ এবং ঘূর্ণন অক্ষের পারস্পরিক ব্যবস্থার উপর নির্ভর করে, তিনটি মূল প্রকারে বিভক্ত:
স্ট্যাটিক অসন্তুলন (বল/স্ট্যাটিক অসন্তুলন)

কম্পিউটার-নিয়ন্ত্রিত পর্যবেক্ষণ ব্যবস্থা সহ রোটর ভারসাম্যকরণ মেশিন সেটআপ যা ঘূর্ণায়মান বৈদ্যুতিক মোটর উপাদানগুলিতে ভারসাম্যহীনতা সনাক্ত করতে স্থির এবং গতিশীল শক্তি পরিমাপ করে।
সংজ্ঞা: জড়তা অক্ষ ঘূর্ণন অক্ষের সমান্তরালে স্থানান্তরিত হলে ঘটে। এটি রোটরে একটি "ভারী বিন্দু" থাকার কল্পনা করা যায়।
নির্ণয়: এই ধরনের অসন্তুলন অনন্য যে এটি বিশ্রামেও প্রকাশ পায়। যদি এই জাতীয় রোটর কম ঘর্ষণ সহ অনুভূমিক সাপোর্টে স্থাপন করা হয় (যাকে "ছুরির ধার" বলা হয়), এটি সর্বদা গুরুত্বাকর্ষণের অধীনে ঘূর্ণিত হবে এবং ভারী বিন্দু নিচের দিকে থাকবে এমন অবস্থানে থেমে যাবে।
সংশোধন: সনাক্ত করা ভারী বিন্দুর বিপরীত একটি সংশোধনী ভর যুক্ত করে (বা সরিয়ে) একটি সমতলে সম্পর্কিতভাবে সহজভাবে সমাপ্ত করা হয় (১৮০ ডিগ্রি বিপরীত)। স্ট্যাটিক অসন্তুলন সংকীর্ণ, ডিস্ক-আকৃতির রোটরগুলির জন্য বৈশিষ্ট্যযুক্ত যাতে কম দৈর্ঘ্য-থেকে-ব্যাস (L/D) অনুপাত থাকে (যেমন ০.৫-এর চেয়ে কম)।
দম্পতি অসন্তুলন
সংজ্ঞা: জড়তা অক্ষ ঘূর্ণন অক্ষকে রোটরের ভর কেন্দ্রে ছেদ করলে ঘটে। শারীরিকভাবে, এটি দুটি সমান অসন্তুলিত ভর রোটর দৈর্ঘ্য জুড়ে দুটি ভিন্ন সমতলে অবস্থিত এবং একে অপরের থেকে ১৮০ ডিগ্রিতে অবস্থিত থাকার সমতুল্য।
নির্ণয়: স্থির অবস্থানে, এই জাতীয় রোটর সন্তুলিত এবং কোনো নির্দিষ্ট অবস্থান দখল করার প্রবণতা দেখাবে না। তবে ঘূর্ণনের সময়, এই জোড়া ভর একটি "দুলুনি" বা "লাড়াবাজি" মুহূর্ত তৈরি করে যা রোটরটিকে ঘূর্ণন অক্ষের লম্বভাবে ঘোরাতে প্রবণ করে, সাপোর্টগুলিতে শক্তিশালী কম্পন সৃষ্টি করে।
সংশোধন: এই মুহূর্তকে ক্ষতিপূরণ করার জন্য কমপক্ষে দুটি সংশোধন সমতলে সংশোধন প্রয়োজন।
গতিশীল অসন্তুলন

তামার পালকবিন্যাসের সাথে একটি বৈদ্যুতিক মোটর রোটর পরীক্ষার যন্ত্রের প্রযুক্তিগত চিত্র যা নির্ভুলতা বেয়ারিংয়ে মাউন করা হয়েছে, ঘূর্ণনশীল গতিবিদ্যা পরিমাপের জন্য ইলেকট্রনিক পর্যবেক্ষণ সরঞ্জামের সাথে সংযুক্ত।
সংজ্ঞা: এটি সবচেয়ে সাধারণ এবং অনুশীলনে সর্বাধিক দেখা যায় এমন ক্ষেত্র, যেখানে জড়তা অক্ষ ঘূর্ণন অক্ষের সাথে সমান্তরাল বা ছেদকারী নয় বরং স্থানে তার সাথে তির্যক। গতিশীল অসন্তুলন সর্বদা স্থির এবং দম্পতি অসন্তুলনের সমন্বয়।
নির্ণয়: শুধুমাত্র রোটর ঘূর্ণনের সময় প্রকাশিত হয়।
সংশোধন: বল এবং মুহূর্ত উভয় উপাদানকে একযোগে ক্ষতিপূরণ করার জন্য সর্বদা কমপক্ষে দুটি সংশোধন সমতলে ভারসাম্যের প্রয়োজন হয়।
১.৩। সমস্যাগুলির মূল কারণ: অসন্তুলন কোথা থেকে আসে?
অসন্তুলনের কারণগুলিকে দুটি বৃহৎ গ্রুপে বিভক্ত করা যেতে পারে, বিশেষত প্রাসঙ্গিক এক্সহস্ট ব্যালেন্সিং অ্যাপ্লিকেশনের জন্য:
কর্মক্ষম কারণ (সবচেয়ে সাধারণ):
- উপাদান জমা হওয়া: দূষিত পরিবেশে কাজ করা নিষ্কাশন ভক্তদের জন্য সবচেয়ে সাধারণ কারণ। ইমপেলার ব্লেডগুলিতে ধুলো, ময়লা, পেইন্ট, প্রক্রিয়া পণ্য বা আর্দ্রতার অসমান সঞ্চয় ভর বিতরণ পরিবর্তন করে।
- পরিধান এবং ক্ষয়: ব্লেডের অসম ঘর্ষণকারী পরিধান, তরল প্রবেশের বোঁটা ক্ষয়, বা রাসায়নিক ক্ষয় কিছু অঞ্চলে ভর হ্রাস এবং ফলস্বরূপ অসন্তুলনের দিকে পরিচালিত করে।
- তাপীয় বিকৃতি: রোটরের অসমান উত্তাপন বা শীতলকরণ, বিশেষত গরম সরঞ্জামের দীর্ঘ বন্ধের সময়, শাফট বা ইমপেলারের অস্থায়ী বা স্থায়ী বাঁক হতে পারে।
- ভারসাম্য ওজন হ্রাস: পূর্বে ইনস্টল করা সংশোধনমূলক ওজন কম্পন, ক্ষয় বা যান্ত্রিক প্রভাবের কারণে বিচ্ছিন্ন হতে পারে।
উৎপাদন এবং সমাবেশ ত্রুটি:
- উৎপাদন ত্রুটি: উপাদান অ-সামঞ্জস্য (যেমন, ঢালাই ছিদ্র), যন্ত্রপাতিতে অসঠিকতা, বা ইমপেলারের জন্য দুর্বল মানের ব্লেড সমাবেশ।
- সমাবেশ এবং ইনস্টলেশন ত্রুটি: শ্যাফটে অনুপযুক্ত ইম্পেলার সংযোজন, ভুল সারিবদ্ধতা, হাব ফাস্টেনিং এর শিথিলতা, মোটর এবং ফ্যান শ্যাফটের ভুল সারিবদ্ধতা।
- সম্পর্কিত উপাদান সমস্যা: অ-মানক বা জীর্ণ ড্রাইভ বেল্ট ব্যবহার, বেয়ারিং ত্রুটি, ফাউন্ডেশনে ইউনিট মাউন্টিং এর শিথিলতা (যে অবস্থা "সফট ফুট" নামে পরিচিত)।
১.৪. অসামঞ্জস্যের পরিণতি: ধ্বংসের শৃঙ্খল প্রতিক্রিয়া
অসামঞ্জস্য সমস্যা উপেক্ষা করা যান্ত্রিক সরঞ্জাম উপাদান এবং অর্থনৈতিক কর্মক্ষমতা উভয়কেই প্রভাবিত করে এমন ধ্বংসমূলক পরিণতির একটি শৃঙ্খল প্রতিক্রিয়া সৃষ্টি করে, বিশেষত নিষ্কাশন ব্যবস্থায় সমালোচনামূলক:
যান্ত্রিক পরিণতি:
- কম্পন এবং শব্দ: কম্পন এবং শব্দে তীব্র বৃদ্ধি সবচেয়ে স্পষ্ট পরিণতি, যা কর্মক্ষেত্রের অবস্থা হ্রাস করে এবং বিকলতার প্রথম সংকেত হিসাবে কাজ করে।
- ত্বরান্বিত বেয়ারিং পরিধান: সবচেয়ে ঘন ঘন, ব্যয়বহুল এবং বিপজ্জনক পরিণতি। কেন্দ্রীয় বল থেকে চক্রীয় লোড রোলিং উপাদান এবং রেসওয়ের ত্বরান্বিত ক্লান্তি এবং ধ্বংস ঘটায়, বেয়ারিং আয়ু দশগুণ কমিয়ে দেয়।
- ক্লান্তি ব্যর্থতা: দীর্ঘস্থায়ী কম্পন এক্সপোজার ধাতুতে ক্লান্তি সংগ্রহ করে, যা সম্ভাব্যভাবে শ্যাফট, সহায়ক কাঠামো, ওয়েল্ড এবং এমনকি ফাউন্ডেশনে ইউনিট সুরক্ষিত করা নোঙর বোল্ট ভাঙার কারণ হতে পারে।
- সংলগ্ন উপাদানের ক্ষতি: কম্পন কাপলিং সংযোগ, বেল্ট ড্রাইভ এবং শ্যাফট সিল ধ্বংস করে।
অর্থনৈতিক এবং অপারেশনাল পরিণতি:
- বৃদ্ধিপ্রাপ্ত শক্তি খরচ: মোটর শক্তির একটি উল্লেখযোগ্য অংশ বায়ু সরানোর পরিবর্তে কম্পন তৈরিতে ব্যয় করা হয়, যা সরাসরি আর্থিক ক্ষতির দিকে পরিচালিত করে।
- হ্রাসপ্রাপ্ত কর্মক্ষমতা: কম্পন ইম্পেলার বায়ুগতিক বৈশিষ্ট্য ব্যাহত করতে পারে, যার ফলে নিষ্কাশন ফ্যান দ্বারা তৈরি বায়ুপ্রবাহ এবং চাপ হ্রাস পায়।
- জরুরী ডাউনটাইম: চূড়ান্ত পর্যায়ে, অসম্পূর্ণ ভারসাম্য সরঞ্জামের জরুরি বন্ধের কারণ হয়, যার ফলে ব্যয়বহুল মেরামত এবং উৎপাদন লাইন ডাউনটাইমের কারণে ক্ষতি ঘটে।
- নিরাপত্তা হুমকি: সমালোচনামূলক ক্ষেত্রে, উচ্চ গতিতে ইম্পেলার ধ্বংস সম্ভব, যা কর্মীদের জীবন এবং স্বাস্থ্যের জন্য সরাসরি হুমকি সৃষ্টি করে।
বিভাগ ২: কম্পন ডায়াগনস্টিক্স - সঠিক নির্ণয়ের শিল্প
সঠিক নির্ণয় সফল ভারসাম্যকরণের ভিত্তি। ভর সংশোধন শুরু করার আগে, অসম্পূর্ণ ভারসাম্য প্রকৃতপক্ষে অত্যধিক কম্পনের প্রাথমিক কারণ তা উচ্চ আত্মবিশ্বাসের সাথে প্রতিষ্ঠা করা প্রয়োজন। এই বিভাগটি যন্ত্রগত পদ্ধতিগুলির জন্য নিবেদিত যা শুধুমাত্র সমস্যা সনাক্তকরণই নয় বরং এর প্রকৃতির সুনির্দিষ্ট শনাক্তকরণের অনুমতি দেয়।
২.১. কেন কম্পন সর্বদা অসম্পূর্ণ ভারসাম্য নয়: ডিফারেনশিয়াল ডায়াগনস্টিক্স
প্রতিটি রক্ষণাবেক্ষণ বিশেষজ্ঞকে অবশ্যই বুঝতে হবে একটি মূল নীতি: অত্যধিক কম্পন একটি লক্ষণ, নির্ণয় নয়। যদিও অসম্পূর্ণ ভারসাম্য নিষ্কাশক ফ্যান কম্পনের সবচেয়ে সাধারণ কারণগুলির মধ্যে একটি, বেশ কয়েকটি অন্যান্য ত্রুটি একই রকম প্যাটার্ন তৈরি করতে পারে যা শুরু করার আগে বাতিল করতে হবে এক্সহস্ট ব্যালেন্সিং কাজ করে।
প্রধান ত্রুটিগুলি যা অসম্পূর্ণ ভারসাম্যের মতো আচরণ করে:
- মিসঅ্যালাইনমেন্ট: মোটর এবং ফ্যানের মধ্যে শাফট সারিবদ্ধতা ভুল। কম্পন বর্ণক্রমে, বিশেষত অক্ষীয় দিকে দ্বি-চালন ফ্রিকোয়েন্সি (২x) এ উল্লেখযোগ্য শিখরের দ্বারা চিহ্নিত।
- যান্ত্রিক আলগাতা: ভারবহন সমর্থন বল্টের শিথিলতা, ভিত্তি ফ্রেমের ফাটল। চালন ফ্রিকোয়েন্সির সিরিজ সুরেলা (১x, २x, ३x, ইত্যাদি) এবং, গুরুতর ক্ষেত্রে, উপ-সুরেলা (०.५x, १.५x) হিসাবে প্রকাশ পায়।
- রোলিং ভারবহন ত্রুটি: রেসওয়ে বা রোলিং উপাদানগুলিতে বিচ্ছেদ, ফাটল। ভারবহন জ্যামিতি থেকে গণনা করা বৈশিষ্ট্যপূর্ণ উচ্চ-ফ্রিকোয়েন্সি, অ-সিঙ্ক্রোনাস (ঘূর্ণন ফ্রিকোয়েন্সির গুণিতক নয়) উপাদানে কম্পন উৎপন্ন করে।
- বাঁকা শ্যাফট: চালন (१x) এবং দ্বি-চালন (२x) ফ্রিকোয়েন্সি উভয় ক্ষেত্রে কম্পন তৈরি করে, যা নির্ণয়কে অত্যন্ত জটিল করে এবং অসম্পূর্ণ ভারসাম্য এবং সারিবদ্ধতা ভুল থেকে আলাদা করার জন্য বাধ্যতামূলক পর্যায় বিশ্লেষণের প্রয়োগ প্রয়োজন।
- অনুরণন: তীক্ষ্ণ, একাধিক কম্পন বিবর্ধন যখন চালন ফ্রিকোয়েন্সি কাঠামোর প্রাকৃতিক ফ্রিকোয়েন্সিগুলির মধ্যে একটির সাথে মিলে যায়। এই অত্যন্ত বিপজ্জনক অবস্থা ভারসাম্যকরণ দ্বারা দূর হয় না।
२.२. বিশেষজ্ঞের টুলকিট: প্রকৌশলীর চোখ এবং কান
সুনির্দিষ্ট কম্পন ডায়াগনস্টিক্স এবং পরবর্তীকালীন এক্সহস্ট ব্যালেন্সিং বিশেষায়িত সরঞ্জাম প্রয়োজন:
- কম্পন সেন্সর (ত্বরণমাপী): প্রাথমিক ডেটা সংগ্রহের মাধ্যম। সম্পূর্ণ ত্রিমাত্রিক মেশিন কম্পন চিত্রের জন্য, সেন্সরগুলি তিনটি পারস্পরিক লম্ব দিকে ভারবহন হাউজিংগুলিতে ইনস্টল করা হয়: অনুভূমিক, উল্লম্ব এবং অক্ষীয়।
- পোর্টেবল ভাইব্রেশন অ্যানালাইজার/ব্যালেন্সার: আধুনিক যন্ত্রপাতি যেমন Balanset-1A ভাইব্রোমিটার (সামগ্রিক কম্পন স্তরের পরিমাপ), ফাস্ট ফুরিয়ার ট্রান্সফর্ম (FFT) স্পেকট্রাম বিশ্লেষক, পর্যায় পরিমাপক এবং সমতা ক্যালকুলেটরের কার্যকারিতা একত্রিত করে। এগুলি সরঞ্জাম পরিচালনার স্থানে সরাসরি সম্পূর্ণ ডায়াগনস্টিক্স এবং সমতা সক্ষম করে।
- ট্যাকোমিটার (অপটিক্যাল বা লেজার): যেকোনো সমতা কিটের অবিচ্ছেদ্য অংশ। নির্ভুল ঘূর্ণন গতি পরিমাপ এবং পর্যায় পরিমাপন সিঙ্ক্রোনাইজেশনের জন্য প্রয়োজনীয়। পরিচালনার জন্য, শ্যাফট বা অন্য কোনো ঘূর্ণনশীল অংশে প্রতিফলনকারী টেপের একটি ছোট অংশ প্রয়োগ করা হয়।
- Software: বিশেষায়িত সফ্টওয়্যার সরঞ্জাম ডাটাবেস বজায় রাখতে, সময়ের সাথে সাথে কম্পন প্রবণতা বিশ্লেষণ করতে, গভীর স্পেকট্রাম ডায়াগনস্টিক্স পরিচালনা করতে এবং স্বয়ংক্রিয়ভাবে কাজের প্রতিবেদন তৈরি করতে দেয়।
২.৩. কম্পন স্পেকট্রা পড়া (FFT বিশ্লেষণ): মেশিন সংকেত ডিসিফারিং
ত্বরণমাপক দ্বারা পরিমাপ করা কম্পন সংকেত জটিল বিস্তার-সময় নির্ভরতা প্রতিনিধিত্ব করে। ডায়াগনস্টিক্সের জন্য, এই ধরনের সংকেত দুর্বলভাবে তথ্যপূর্ণ। মূল বিশ্লেষণ পদ্ধতি হল ফাস্ট ফুরিয়ার ট্রান্সফর্ম (FFT), যা গাণিতিকভাবে জটিল সময় সংকেতকে এর ফ্রিকোয়েন্সি স্পেকট্রামে বিয়োজিত করে। স্পেকট্রাম দেখায় কোন ফ্রিকোয়েন্সিতে কম্পন শক্তি রয়েছে, যা এই কম্পন উৎসগুলি চিহ্নিত করতে অনুমতি দেয়।
কম্পন স্পেকট্রামে মূল ভারসাম্যহীনতা সূচক হল রোটর ঘূর্ণন ফ্রিকোয়েন্সির সাথে ঠিক সমান ফ্রিকোয়েন্সিতে একটি প্রাধান্যমূলক শিখরের উপস্থিতি। এই ফ্রিকোয়েন্সিটি ১x হিসাবে নির্ধারিত হয়। এই শিখরের বিস্তার (উচ্চতা) সরাসরি ভারসাম্যহীনতার মাত্রার সমানুপাতী।
| ত্রুটি | স্পেকট্রামে বৈশিষ্ট্যপূর্ণ ফ্রিকোয়েন্সি | পর্যায় পরিমাপন বৈশিষ্ট্য | সুপারিশকৃত ব্যবস্থা |
|---|---|---|---|
| স্ট্যাটিক ভারসাম্যহীনতা | রেডিয়াল দিকগুলিতে প্রাধান্যমূলক ১x শিখর (অনুভূমিক, উল্লম্ব) | স্থিতিশীল ফেজ। একই দিকে সাপোর্টগুলোর মধ্যে ফেজ পার্থক্য ~0° (±30°) | পরিষ্কার ইমপেলার। একক-তল সমতা সম্পাদন করুন |
| দম্পতি/গতিশীল ভারসাম্যহীনতা | রেডিয়াল এবং প্রায়শই অক্ষীয় দিকগুলিতে প্রাধান্যমূলক ১x শিখর | স্থিতিশীল ফেজ। একই দিকে সাপোর্টগুলোর মধ্যে ফেজ পার্থক্য ~180° (±30°) | বিকৃতির জন্য পরীক্ষা করুন ("ফিগার-এইট")। দুই-তল সমতা সম্পাদন করুন |
| মিসঅ্যালাইনমেন্ট | উচ্চ ২x শিখর, প্রায়শই ১x এবং ৩x দ্বারা সঙ্গী। বিশেষত অক্ষীয় দিকে উল্লেখযোগ্য | কাপলিং জুড়ে অক্ষীয় দিকে ~১৮০° পর্যায় পার্থক্য | মোটর এবং ফ্যান শাফটের লেজার সারিবদ্ধতা সম্পাদন করুন |
| যান্ত্রিক ঢিলামি | ১x, २x, ३x... এর হারমনিক্সের সিরিজ। প্রায়শই সাব-হারমনিক্স উপস্থিত (০.५x, १.५x) | অস্থির, "লাফিয়ে যাওয়া" পর্যায় | সমস্ত বোল্ট সংযোগ শক্ত করুন (সাপোর্ট, ভিত্তি)। ফাটল পরীক্ষা করুন |
| রোলিং বিয়ারিং ত্রুটি | উচ্চ-ফ্রিকোয়েন্সি, অ-সিঙ্ক্রোনাস শিখর বৈশিষ্ট্যপূর্ণ ত্রুটি ফ্রিকোয়েন্সিতে | - | লুব্রিকেশন পরীক্ষা করুন। বিয়ারিং প্রতিস্থাপন করুন |
| রেজোন্যান্স (অনুরণন) | অপারেটিং ফ্রিকোয়েন্সিতে অত্যন্ত উচ্চ শিখর প্রাকৃতিক ফ্রিকোয়েন্সির সাথে মিলিত | অনুরণনশীল ফ্রিকোয়েন্সির মধ্য দিয়ে যাওয়ার সময় পর্যায় ধারালোভাবে १८०° পরিবর্তন করে | অপারেটিং গতি বা কাঠামোগত কঠোরতা পরিবর্তন করুন। ভারসাম্য অকার্যকর |
२.४. পর্যায় বিশ্লেষণের মূল ভূমিকা: রোগ নির্ণয় নিশ্চিত করা
পর্যায় বিশ্লেষণ একটি শক্তিশালী সরঞ্জাম যা "ভারসাম্যহীনতা" রোগ নির্ণয়ের চূড়ান্ত নিশ্চিতকরণের অনুমতি দেয় এবং এটিকে চলমান ফ্রিকোয়েন্সি १x এ প্রকাশিত অন্যান্য ত্রুটিগুলি থেকে আলাদা করে।
পর্যায় মূলত একই ফ্রিকোয়েন্সির দুটি কম্পন সংকেতের মধ্যে সময় সম্পর্ক, ডিগ্রিতে পরিমাপ করা হয়। এটি দেখায় যে বিভিন্ন মেশিনের পয়েন্টগুলি একে অপরের সাপেক্ষে এবং শ্যাফ্টের প্রতিফলক চিহ্নের সাপেক্ষে কীভাবে চলে।
পর্যায় দ্বারা ভারসাম্যহীনতার ধরন নির্ধারণ:
- স্থির ভারসাম্যহীনতা: উভয় বেয়ারিং সাপোর্ট একসাথে, "ইন ফেজ" অবস্থায় চলে। ফলে, একই রেডিয়াল দিকে দুটি সাপোর্টে পরিমাপ করা ফেজ কোণের পার্থক্য 0° (±30°)-এর কাছাকাছি হবে।
- দম্পতি বা গতিশীল ভারসাম্যহীনতা: সাপোর্টগুলো "অ্যান্টি-ফেজ" দোদুল্যমান গতি সম্পাদন করে। সেই অনুযায়ী, তাদের মধ্যে ফেজ পার্থক্য 180° (±30°)-এর কাছাকাছি হবে।







বিভাগ ३: ব্যবহারিক ভারসাম্য নির্দেশিকা - ধাপে ধাপে পদ্ধতি এবং পেশাদার টিপস
এই বিভাগটি পারফরম্যান্সের জন্য বিস্তারিত, ধাপে ধাপে নির্দেশনা উপস্থাপন করে এক্সহস্ট ব্যালেন্সিং কাজ, প্রস্তুতিমূলক ক্রিয়াকলাপ থেকে বিভিন্ন ধরনের এক্সহাস্ট ফ্যানের জন্য বিশেষায়িত কৌশল পর্যন্ত।
३.१. প্রস্তুতিমূলক পর্যায় - সাফল্যের ५०%
গুণমানসম্পন্ন প্রস্তুতি সফল এবং নিরাপদ কাজের মূল চাবিকাঠি এক্সহস্ট ব্যালেন্সিং। এই পর্যায়টি উপেক্ষা করা প্রায়শই ভুল ফলাফল এবং সময়ের অপচয়ের দিকে পরিচালিত করে।
নিরাপত্তাই প্রথম:
যেকোনো কাজ শুরু করার আগে সরঞ্জাম সম্পূর্ণভাবে বিচ্ছিন্ন করতে হবে। দুর্ঘটনাজনিত চালু হওয়া প্রতিরোধের জন্য মান লকআউট/ট্যাগআউট (LOTO) প্রক্রিয়া প্রয়োগ করা হয়। মোটর টার্মিনালে ভোল্টেজের অনুপস্থিতি যাচাই করতে হবে।
পরিষ্কার করা এবং ভিজ্যুয়াল পরিদর্শন:
এটি প্রাথমিক নয় বরং প্রধান অপারেশন। ইম্পেলারকে যেকোনো সংগ্রহ - ময়লা, ধুলো, পণ্য - থেকে সম্পূর্ণভাবে পরিষ্কার করতে হবে। অনেক ক্ষেত্রে, গুণমানসম্পন্ন পরিষ্কার একাই অসন্তুলনকে সম্পূর্ণভাবে দূর করে বা উল্লেখযোগ্যভাবে হ্রাস করে, যা আরও সন্তুলন অপ্রয়োজনীয় করে তোলে। পরিষ্কার করার পরে, ফাটল, দাঁত, বিকৃতি এবং পরিধানের লক্ষণগুলির জন্য ব্লেড, ডিস্ক এবং ওয়েল্ডের সতর্ক ভিজ্যুয়াল পরিদর্শন করা হয়।
যান্ত্রিক পরীক্ষা ("হস্তক্ষেপ শ্রেণিবিন্যাস"):
ভর বিতরণ সংশোধন করার আগে সম্পূর্ণ সমাবেশের যান্ত্রিক সুস্থতা যাচাই করতে হবে:
- বোল্ট সংযোগ কঠোর করা: ইম্পেলারকে হাব-তে, হাব-কে শাফটে, বেয়ারিং হাউজিং-কে ফ্রেমে এবং ফাউন্ডেশনে ফ্রেমের অ্যাঙ্করিং বোল্ট সুরক্ষিত করে এমন বোল্ট পরীক্ষা এবং প্রয়োজনে কঠোর করুন।
- জ্যামিতি পরীক্ষা: ডায়াল সূচক ব্যবহার করে, শাফট এবং ইম্পেলারের রেডিয়াল এবং অক্ষীয় রানআউট পরীক্ষা করুন। এছাড়াও ভিজ্যুয়ালি বা টেমপ্লেট এবং পরিমাপ সরঞ্জাম ব্যবহার করে, ব্লেড সারিবদ্ধতা এবং তাদের আক্রমণ কোণের সমান্তরালতা পরীক্ষা করুন।
3.2. স্থির সন্তুলন: সরল ক্ষেত্রে সরল পদ্ধতি
স্থির সন্তুলন সংকীর্ণ, ডিস্ক-আকৃতির রোটরে প্রয়োগ করা হয় (যেমন, ছোট L/D অনুপাত সহ ইম্পেলার) যখন গতিশীল সন্তুলন প্রযুক্তিগতভাবে অসম্ভব বা অর্থনৈতিকভাবে অব্যবহারিক।
ছুরি-প্রান্ত পদ্ধতি:
শাস্ত্রীয় এবং অত্যন্ত নির্ভুল পদ্ধতি। রোটর (ইউনিট থেকে সরানো) দুটি নিখুঁত অনুভূমিক, সমান্তরাল এবং মসৃণ প্রিজম বা নিম্ন-ঘর্ষণ সমর্থনে স্থাপন করা হয়। মাধ্যাকর্ষণের অধীনে, রোটরের "ভারী বিন্দু" সর্বদা নীচের অবস্থানে থাকার প্রবণতা রাখবে। সংশোধনমূলক ওজন কঠোরভাবে বিপরীত (180° এ) এই বিন্দুতে স্থাপন করা হয়। প্রক্রিয়াটি পুনরাবৃত্তি করা হয় যতক্ষণ না রোটর যেকোনো অবস্থানে নিরপেক্ষ ভারসাম্যে থাকে।
মুক্ত ঘূর্ণন পদ্ধতি ("প্ল্যাম্ব লাইন"):
সরলীকৃত পদ্ধতি যা সরাসরি স্থানে ব্লেড সহ ফ্যানে প্রয়োগযোগ্য। ড্রাইভ বেল্ট (যদি উপস্থিত থাকে) সরানোর পরে, ইম্পেলার ধীরে ধীরে ঘোরানো হয় এবং প্রকাশ করা হয়। সবচেয়ে ভারী ব্লেড নিচে পড়বে। সংশোধন হালকা ব্লেডগুলিতে ছোট ওজন যোগ করে (যেমন, আঠালো টেপ বা চুম্বক ব্যবহার করে) করা হয় যতক্ষণ না ইম্পেলার কোনো নির্দিষ্ট অবস্থান খুঁজতে বন্ধ করে।
3.3. গতিশীল ক্ষেত্র সন্তুলন: পেশাদার পদ্ধতি
এটি শিল্প-স্তরের জন্য প্রধান পদ্ধতি এক্সহস্ট ব্যালেন্সিং, Balanset এর মতো বিশেষায়িত যন্ত্র ব্যবহার করে করা হয় Balanset-1A সরঞ্জাম ভেঙে না ফেলে। প্রক্রিয়াটি বেশ কয়েকটি বাধ্যতামূলক পদক্ষেপ নিয়ে গঠিত।
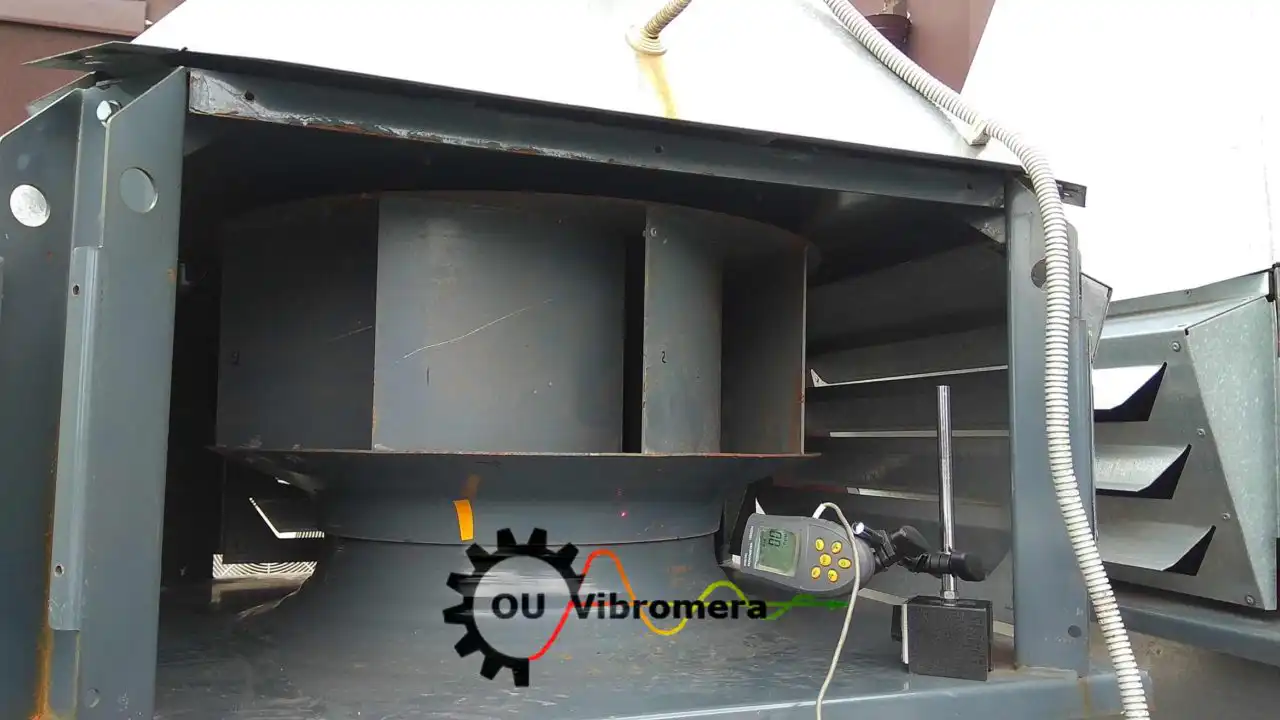
পদক্ষেप ১: প্রাথমিক পরিমাপ (প্রাথমিক চালু করা)
- কম্পন সেন্সরগুলি বিয়ারিং হাউজিংয়ে ইনস্টল করা হয় এবং ট্যাকোমিটারের জন্য শ্যাফটে প্রতিফলক টেপ প্রয়োগ করা হয়।
- নিষ্কাশন ফ্যানটি চালু করা হয় এবং নামমাত্র অপারেটিং গতিতে আনা হয়।
- কম্পন বিশ্লেষক ব্যবহার করে, প্রাথমিক ডেটা রেকর্ড করা হয়: চলমান ফ্রিকোয়েন্সি ১x-এ কম্পনের প্রশস্ততা (সাধারণত mm/s-এ) এবং ফেজ কোণ (ডিগ্রীতে)। এই ডেটা প্রাথমিক ভারসাম্যহীনতা ভেক্টর প্রতিনিধিত্ব করে।
পদক্ষেপ ২: পরীক্ষামূলক ওজন চালু করা
যুক্তি: যন্ত্রটি যথাযথভাবে ভারসাম্যহীনতা কীভাবে সংশোধন করবে তা গণনা করার জন্য, সিস্টেমে একটি পরিচিত পরিবর্তন প্রবর্তন করা এবং এর প্রতিক্রিয়া পর্যবেক্ষণ করা প্রয়োজন। এটি পরীক্ষামূলক ওজন ইনস্টলেশনের উদ্দেশ্য।
- ভর এবং অবস্থান নির্বাচন: পরীক্ষামূলক ওজনটি এমনভাবে নির্বাচন করা হয় যাতে এটি কম্পন ভেক্টরে লক্ষণীয় কিন্তু নিরাপদ পরিবর্তন আনে (যেমন, প্রশস্ততার পরিবর্তন ২০-৩০% এবং/অথবা ২০-৩০° এর ফেজ স্থানান্তর)। ওজনটি অস্থায়ীভাবে নির্বাচিত সংশোধন সমতলে পরিচিত কৌণিক অবস্থানে সংযুক্ত করা হয়।
- পরিমাপ: পুনরায় চালু করা এবং পরিমাপ সম্পন্ন করা হয়, নতুন প্রশস্ততা এবং ফেজ মান রেকর্ড করা হয়।
পদক্ষেপ ৩: সংশোধন ওজন গণনা এবং ইনস্টলেশন
আধুনিক ভারসাম্যকারী যন্ত্র যেমন Balanset-1A স্বয়ংক্রিয়ভাবে পরীক্ষামূলক ওজনের সাথে প্রাপ্ত ভেক্টর থেকে প্রাথমিক কম্পন ভেক্টরের ভেক্টর বিয়োগ সম্পন্ন করে। এই পার্থক্যের ভিত্তিতে (প্রভাব ভেক্টর), যন্ত্রটি সঠিক ভর এবং সঠিক কোণ গণনা করে যেখানে প্রাথমিক ভারসাম্যহীনতা ক্ষতিপূরণ করার জন্য স্থায়ী সংশোধক ওজন ইনস্টল করতে হবে।
সংশোধন ভর যোগ করে (ধাতু প্লেট ঢালাই করা, বোল্ট ও বাদাম ইনস্টল করা) অথবা ভর অপসারণ করে (ছিদ্র খনন, গ্রাইন্ডিং) করা যেতে পারে। ভর যোগ করা পছন্দনীয় কারণ এটি বিপরীতমুখী এবং আরও নিয়ন্ত্রিত প্রক্রিয়া।
পদক্ষেপ ৪: যাচাইকরণ চালু এবং সূক্ষ্ম ভারসাম্য
- স্থায়ী সংশোধক ওজন ইনস্টল করার পর (এবং পরীক্ষামূলক ওজন অপসারণ করার পর), ফলাফল মূল্যায়নের জন্য একটি যাচাইকরণ চালু সম্পন্ন করা হয়।
- যদি কম্পনের স্তর হ্রাস পেয়েছে কিন্তু এখনও গ্রহণযোগ্য মান অতিক্রম করে, তাহলে সূক্ষ্ম ভারসাম্য সম্পন্ন করা হয়। পদ্ধতিটি পুনরাবৃত্তি করা হয়, কিন্তু যাচাইকরণ চালু ফলাফল এখন প্রাথমিক ডেটা হিসাবে ব্যবহৃত হয়। এটি প্রয়োজনীয় ভারসাম্য গুণমান অর্জনের জন্য পুনরাবৃত্তিমূলক, ধাপে ধাপে পদ্ধতির অনুমতি দেয়।
৩.৪। একক বা দ্বিমুখী সংশোধন সমতলে ভারসাম্য? ব্যবহারিক নির্বাচনের মানদণ্ড
একক বা দ্বিমুখী সংশোধন সমতলে ভারসাম্য বেছে নেওয়া সম্পূর্ণ পদ্ধতি সাফল্যকে প্রভাবিত করে এমন একটি মূল সিদ্ধান্ত, বিশেষ করে গুরুত্বপূর্ণ এক্সহস্ট ব্যালেন্সিং অ্যাপ্লিকেশনে।
প্রধান মানদণ্ড: রোটর দৈর্ঘ্য (L) থেকে ব্যাস (D) অনুপাত।
- যদি L/D < ০.৫ এবং ঘূর্ণন গতি ১০০০ আরপিএম এর কম হলে, স্থির অসামতা সাধারণত প্রাধান্য পায়, এবং একক-সমতল ভারসাম্যপূর্ণকরণ যথেষ্ট।
- যদি এল/ডি > ০.৫ হয় বা ঘূর্ণন গতি উচ্চ হয় (>১০০০ আরপিএম), তাহলে দম্পতি অসামতা উল্লেখযোগ্য ভূমিকা পালন করতে শুরু করে, নির্মূল করার জন্য দ্বি-সমতল ভারসাম্যপূর্ণকরণ প্রয়োজন।
৩.৫. ওভারহাং পাখা ভারসাম্যপূর্ণকরণের বিশেষত্ব
ওভারহাং ধরনের নিষ্কাশন পাখা, যেখানে কর্মক্ষম চাকা (ইম্পেলার) সমর্থন-এর বাইরে অবস্থিত, ভারসাম্যপূর্ণকরণের জন্য বিশেষ জটিলতা উপস্থাপন করে।
সমস্যা: এই ধরনের সিস্টেম স্বাভাবিকভাবে গতিশীলভাবে অস্থির এবং অসামতার প্রতি অত্যন্ত সংবেদনশীল, বিশেষত দম্পতি ধরনের। এটি প্রায়শই অস্বাভাবিকভাবে উচ্চ অক্ষীয় কম্পন হিসাবে প্রকাশ পায়।
জটিলতা: ওভারহাং রোটারগুলিতে মানক দ্বি-সমতল পদ্ধতি প্রয়োগ করা প্রায়শই অসন্তোষজনক ফলাফল দেয় বা অপর্যাপ্তভাবে বড় সংশোধক ওজন স্থাপনের প্রয়োজন হয়। পরীক্ষামূলক ওজনের প্রতি সিস্টেম প্রতিক্রিয়া অ-স্বজ্ঞাত হতে পারে: উদাহরণস্বরূপ, ইম্পেলারে ওজন স্থাপন করা নিকটবর্তী সমর্থনের চেয়ে দূরবর্তী সমর্থনে (মোটর এ) বৃহত্তর কম্পন পরিবর্তন সৃষ্টি করতে পারে।
সুপারিশসমূহ: ওভারহাং নিষ্কাশন পাখা ভারসাম্যপূর্ণকরণ বৃহত্তর বিশেষজ্ঞ অভিজ্ঞতা এবং গতিশীলতা বোঝার প্রয়োজন। কম্পন বিশ্লেষকদের বিশেষায়িত সফটওয়্যার মডিউলগুলি ব্যবহার করা প্রায়শই প্রয়োজনীয় যা আরও নির্ভুল সংশোধক ভর গণনার জন্য স্থির/দম্পতি বল বিচ্ছেদ পদ্ধতি প্রয়োগ করে।
অংশ ৪: জটিল ক্ষেত্রে এবং পেশাদার কৌশলগুলি
কঠোর পদ্ধতি মেনে চলার পরেও, বিশেষজ্ঞরা এমন পরিস্থিতির সম্মুখীন হতে পারেন যেখানে মানক পদ্ধতি ফলাফল প্রদান করে না। এই ক্ষেত্রগুলি গভীর বিশ্লেষণ এবং অ-মানক কৌশল প্রয়োগের প্রয়োজন।
৪.১. সাধারণ ত্রুটিগুলি এবং সেগুলি কীভাবে এড়ানো যায়
ত্রুটি ১: ভুল নির্ণয়
সবচেয়ে ঘন ঘন এবং ব্যয়বহুল ত্রুটি - ভুল সারিবদ্ধতা, যান্ত্রিক শিথিলতা, বা অনুরণন দ্বারা সৃষ্ট কম্পনের ভারসাম্যপূর্ণকরণের চেষ্টা।
সমাধান: সর্বদা সম্পূর্ণ কম্পন বিশ্লেষণ দিয়ে শুরু করুন (স্পেকট্রাম এবং পর্যায় বিশ্লেষণ)। যদি স্পেকট্রামে স্পষ্ট ১x শীর্ষ প্রাধান্য দেখা না যায় বরং অন্যান্য ফ্রিকোয়েন্সিতে উল্লেখযোগ্য শিখর উপস্থিত থাকে, তাহলে মূল কারণ নির্মূল না হওয়া পর্যন্ত ভারসাম্যপূর্ণকরণ শুরু করা যায় না।
ত্রুটি ২: প্রস্তুতিমূলক পর্যায় উপেক্ষা করা
ইম্পেলার পরিস্কার করা বা বোল্ট সংযোগ টাইটনিং পরীক্ষার পর্যায় বাদ দেওয়া।
সমাধান: অংশ ৩.১ এ বর্ণিত "হস্তক্ষেপ শ্রেণিবিন্যাস" কঠোরভাবে অনুসরণ করুন। পরিস্কার করা এবং টাইটনিং করা ঐচ্ছিক নয় বরং বাধ্যতামূলক প্রথম পদক্ষেপ।
ত্রুটি ৩: সমস্ত পুরানো ভারসাম্যপূর্ণ ওজন অপসারণ করা
এই ক্রিয়া পূর্ববর্তী (সম্ভবত কারখানা) ভারসাম্যপূর্ণকরণ ফলাফল ধ্বংস করে এবং প্রায়শই কাজকে উল্লেখযোগ্যভাবে জটিল করে, কারণ প্রাথমিক অসামতা অত্যন্ত বড় হয়ে উঠতে পারে।
সমাধান: ভাল কারণ ছাড়া সমস্ত ওজন অপসারণ করবেন না। যদি ইম্পেলারে পূর্ববর্তী ভারসাম্যপূর্ণকরণ থেকে অনেক ছোট ওজন জমা হয়েছে, তবে সেগুলি অপসারণ করা যেতে পারে, তবে তাদের ভেক্টর সমষ্টিকে একটি সমান ওজনে একত্রিত করুন এবং এটি জায়গায় স্থাপন করুন।
ভুল ৪: ডেটা পুনরাবৃত্তিযোগ্যতা যাচাই না করা
অস্থির প্রাথমিক বিস্তার এবং দশা রিডিং দিয়ে ভারসাম্য সাধন শুরু করা।
সমাধান: ট্রায়াল ওজন স্থাপনার আগে ২-৩টি নিয়ন্ত্রণ শুরু পরিচালনা করুন। যদি বিস্তার বা দশা শুরু থেকে শুরু পর্যন্ত "ভাসমান" থাকে, তাহলে এটি আরও জটিল সমস্যার উপস্থিতি নির্দেশ করে (অনুনাদ, তাপীয় বাঁক, বায়বীয় অস্থিতিশীলতা)। এমন অবস্থায় ভারসাম্য সাধন স্থিতিশীল ফলাফল দেবে না।
৪.২. অনুনাদের কাছাকাছি ভারসাম্য সাধন: যখন দশা মিথ্যা বলে
সমস্যা: যখন নিঃসরণ পাখা কাজের গতি সিস্টেমের কোনো একটি প্রাকৃতিক কম্পন কম্পাঙ্ক (অনুনাদ) এর খুবই কাছাকাছি থাকে, তখন দশা কোণ অত্যন্ত অস্থির হয়ে ওঠে এবং গতির সামান্য ওঠানামার প্রতি অত্যন্ত সংবেদনশীল হয়। এটি দশা পরিমাপের উপর ভিত্তি করে স্ট্যান্ডার্ড ভেক্টর গণনাগুলিকে অনির্ভুল অথবা সম্পূর্ণভাবে অসম্ভব করে তোলে।
সমাধান: চার-রান পদ্ধতি
মূল বিষয়: এই অনন্য ভারসাম্য সাধন পদ্ধতি দশা পরিমাপ ব্যবহার করে না। সংশোধনী ওজন গণনা সম্পূর্ণরূপে কম্পনের বিস্তার পরিবর্তনের উপর ভিত্তি করে পরিচালিত হয়।
প্রক্রিয়া: পদ্ধতির জন্য চারটি ধারাবাহিক রান প্রয়োজন:
- প্রাথমিক কম্পন বিস্তার পরিমাপ করুন
- শর্তসাপেক্ষ ০° অবস্থানে ট্রায়াল ওজন স্থাপিত সহ বিস্তার পরিমাপ করুন
- একই ওজন ১২০° এ স্থানান্তরিত হলে বিস্তার পরিমাপ করুন
- একই ওজন ২৪০° এ স্থানান্তরিত হলে বিস্তার পরিমাপ করুন
প্রাপ্ত চারটি বিস্তার মানের উপর ভিত্তি করে, গ্রাফিক্যাল সমাধান (বৃত্ত ছেদ পদ্ধতি) গঠন করা হয় অথবা গাণিতিক গণনা পরিচালিত হয়, যা সংশোধনী ওজনের প্রয়োজনীয় ভর এবং স্থাপনার কোণ নির্ধারণের অনুমতি দেয়।
৪.३. যখন সমস্যা ভারসাম্য নয়: কাঠামোগত এবং বায়বীয় শক্তি
কাঠামোগত সমস্যাসমূহ:
দুর্বল বা ভাঙা ভিত্তি, শিথিল সমর্থন নিঃসরণ পাখা কাজের কম্পাঙ্কের সাথে অনুরণিত হতে পারে, কম্পনকে অনেকগুণ বৃদ্ধি করতে পারে।
নির্ণয়: অফ অবস্থায় কাঠামোগত প্রাকৃতিক কম্পাঙ্ক নির্ধারণ করতে, প্রভাব পরীক্ষা (বাম্প টেস্ট) প্রয়োগ করা হয়। এটি বিশেষ মডাল হ্যামার এবং ত্বরণমাপক ব্যবহার করে পরিচালিত হয়। যদি পাওয়া প্রাকৃতিক কম্পাঙ্কগুলির মধ্যে একটি কাজের ঘূর্ণন কম্পাঙ্কের কাছাকাছি থাকে, তাহলে সমস্যা সত্যিই অনুনাদ।
বায়বীয় শক্তিসমূহ:
প্রবেশ প্রান্তে বায়ুপ্রবাহ অশান্তি (বাধাগত কারণে বা অত্যধিক বন্ধ ড্যাম্পার, তথাকথিত "পাখা ক্ষুধা") বা নিঃসরণ প্রান্তে কম-কম্পাঙ্ক, প্রায়ই অস্থির কম্পন সৃষ্টি করতে পারে যা ভর অসামঞ্জস্যের সাথে সম্পর্কহীন।
নির্ণয়: ধ্রুবক ঘূর্ণন গতিতে বায়বীয় লোড পরিবর্তনের সাথে পরীক্ষা পরিচালিত হয় (উদাহরণস্বরূপ, ড্যাম্পার ধীরে ধীরে খোলা/বন্ধ করে)। যদি কম্পন স্তর উল্লেখযোগ্যভাবে পরিবর্তিত হয়, তাহলে এর প্রকৃতি সম্ভবত বায়বীয়।
৪.৪. বাস্তব উদাহরণ বিশ্লেষণ (কেস স্টাডি)
উদাহরণ ১ (অনুরণন):
একটি নথিভুক্ত ক্ষেত্রে, সরবরাহ পাখা ভারসাম্য প্রমাণিত পদ্ধতি ব্যবহার করে অত্যন্ত অস্থিতিশীল ফেজ পাঠের কারণে ফলাফল দেয়নি। বিশ্লেষণ দেখিয়েছে যে অপারেটিং গতি (২৯ Hz) ইম্পেলার প্রাকৃতিক কম্পাঙ্ক (২৮ Hz) এর খুব কাছে ছিল। চার-রান পদ্ধতি প্রয়োগ করে, ফেজ নির্বিশেষে, কম্পন সফলভাবে গ্রহণযোগ্য স্তরে হ্রাস করা সম্ভব হয়েছিল, পাখাটি আরও নির্ভরযোগ্য একটি দিয়ে প্রতিস্থাপনের আগে একটি অস্থায়ী সমাধান প্রদান করে।
উদাহরণ ২ (একাধিক ত্রুটি):
চিনি কারখানায় নিষ্কাশন পাখার কম্পন বিশ্লেষণ জটিল সমস্যা প্রকাশ করেছে। একটি পাখা স্পেকট্রাম কৌণিক অপসংযোজন নির্দেশ করেছে (অক্ষীয় দিকে উচ্চ ১x এবং ২x শিখর), যখন অন্যটি যান্ত্রিক শিথিলতা দেখিয়েছে (সমান সামঞ্জস্য ১x, ২x, ৩x)। এটি ক্রমিক ত্রুটি নির্মূলের গুরুত্ব প্রদর্শন করে: প্রথমে সংযোজন এবং ফাস্টেনিং সংকীর্ণ করা হয়েছিল, এবং শুধুমাত্র তারপরে, প্রয়োজনে, ভারসাম্য পরিচালনা করা হত।
বিভাগ ৫: মান, সহনশীলতা এবং প্রতিরোধমূলক রক্ষণাবেক্ষণ
যেকোনো প্রযুক্তিগত কাজের চূড়ান্ত পর্যায় হল নিয়ন্ত্রক প্রয়োজনীয়তা অনুযায়ী এর গুণমান মূল্যায়ন এবং দীর্ঘমেয়াদে সরঞ্জাম যথাযথ অবস্থায় রাখার কৌশল বিকাশ।
৫.১. মূল মান বিবরণী (ISO)
ভারসাম্য গুণমান এবং নিষ্কাশন পাখার কম্পন অবস্থা মূল্যায়নের জন্য বেশ কয়েকটি আন্তর্জাতিক মান ব্যবহার করা হয়।
ISO 14694:2003:
শিল্প পাখার প্রধান মান। পাখার প্রয়োগ বিভাগ (BV-1, BV-2, BV-3, ইত্যাদি), শক্তি এবং স্থাপনার ধরনের উপর নির্ভর করে ভারসাম্য গুণমান এবং সর্বোচ্চ অনুমোদিত কম্পনের স্তরের জন্য প্রয়োজনীয়তা প্রতিষ্ঠা করে।
ISO 1940-1:2003:
এই মান অনমনীয় রোটরের জন্য ভারসাম্য গুণমান গ্রেড (G) সংজ্ঞায়িত করে। গুণমান গ্রেড অনুমোদিত অবশিষ্ট ভারসাম্যহীনতা চিহ্নিত করে। বেশিরভাগ শিল্প নিষ্কাশন পাখার জন্য, নিম্নলিখিত গ্রেড প্রযোজ্য:
- G6.3: মানক শিল্প গুণমান, সর্বাধিক সাধারণ শিল্প প্রয়োগের জন্য উপযুক্ত।
- G2.5: উন্নত গুণমান, উচ্চ-গতির বা বিশেষভাবে গুরুত্বপূর্ণ নিষ্কাশন পাখার জন্য প্রয়োজন যেখানে কম্পনের প্রয়োজনীয়তা আরও কঠোর।
ISO 10816-3:2009:
অ-ঘূর্ণমান অংশে (যেমন, বিয়ারিং হাউজিং) পরিমাপের ভিত্তিতে শিল্প যন্ত্রপাতির কম্পন অবস্থা মূল্যায়ন নিয়ন্ত্রণ করে। মান চার শর্তের অঞ্চল উপস্থাপন করে:
- জোন A: "ভালো" (নতুন সরঞ্জাম)
- জোন B: "সন্তোষজনক" (অসীম অপারেশন অনুমোদিত)
- জোন C: "সীমিত সময়ের জন্য গ্রহণযোগ্য" (কারণ সনাক্তকরণ এবং নির্মূল প্রয়োজন)
- জোন D: "অগ্রহণযোগ্য" (কম্পন যন্ত্রপাতির ক্ষতি ঘটাতে পারে)
ISO 14695:2003:
এই মান শিল্প ভক্তি কম্পন পরিমাপের জন্য একীভূত পদ্ধতি এবং শর্তাদি স্থাপন করে, যা বিভিন্ন সময়ে এবং বিভিন্ন সরঞ্জামে প্রাপ্ত ফলাফলের তুলনীয়তা এবং পুনরাবৃত্তিযোগ্যতা নিশ্চিত করার জন্য প্রয়োজনীয়।
৫.২. দীর্ঘমেয়াদী কৌশল: পূর্বাভাসমূলক রক্ষণাবেক্ষণ কর্মসূচিতে একীকরণ
এক্সহস্ট ভারসাম্যকরণ একবার মেরামত অপারেশন হিসাবে বিবেচনা করা উচিত নয়। এটি আধুনিক পূর্বাভাসমূলক রক্ষণাবেক্ষণ কৌশলের একটি অবিচ্ছেদ্য অংশ।
নিয়মিত কম্পন পর্যবেক্ষণ প্রয়োগ করা (যেমন পোর্টেবল বিশ্লেষকগুলি ব্যবহার করে রুট ডেটা সংগ্রহের মাধ্যমে) সময়ের সাথে সাথে সরঞ্জাম অবস্থার ট্র্যাকিং করতে দেয়। প্রবণতা বিশ্লেষণ, বিশেষত চলমান ফ্রিকোয়েন্সি ১x এ কম্পন বিস্তারের ক্রমান্বয়ে বৃদ্ধি, উন্নয়নশীল ভারসাম্যহীনতার নির্ভরযোগ্য সূচক।
এই পদ্ধতি নিম্নলিখিতের অনুমতি দেয়:
- কম্পন স্তর ISO 10816-3 মানদণ্ড দ্বারা প্রতিষ্ঠিত সমালোচনামূলক মান পৌঁছানোর আগে ভারসাম্যকরণের পরিকল্পনা করা।
- বিয়ারিং, কাপলিং এবং সাপোর্ট কাঠামোতে মাধ্যমিক ক্ষতি প্রতিরোধ করা যা অত্যধিক কম্পনের সাথে দীর্ঘমেয়াদী অপারেশনের সময় অনিবার্যভাবে ঘটে।
- পরিকল্পিত প্রতিরোধমূলক বিভাগে মেরামত কাজ রূপান্তরিত করে অপরিকল্পিত জরুরি ডাউনটাইম দূর করা।
মূল সরঞ্জামের কম্পন অবস্থার ইলেকট্রনিক ডাটাবেস তৈরি এবং নিয়মিত প্রবণতা বিশ্লেষণ প্রযুক্তিগতভাবে সঠিক এবং অর্থনৈতিকভাবে কার্যকর রক্ষণাবেক্ষণ সিদ্ধান্ত গ্রহণের ভিত্তি তৈরি করে, যা চূড়ান্তভাবে নির্ভরযোগ্যতা এবং সামগ্রিক উৎপাদন দক্ষতা বৃদ্ধি করে।