Vyvažování drtičů: Profesionální průvodce dynamickou kontrolou vibrací
Přesné dynamické vyvažování je nejúčinnějším způsobem, jak zabránit katastrofálnímu selhání ložisek a snížit náklady na průmyslovou údržbu. Eliminací parazitních odstředivých sil, vyvažování drtiče prodlužuje životnost zařízení 3–5krát a snižuje náklady na opravy až o 80%. Tato příručka podrobně popisuje technické principy a postupy pro vyvažování drtičů, mlýnů a vysokozátěžových rotačních strojů pomocí analyzátoru vibrací Balanset-1A.







Technický přehled a klíčové body
Na první pohled
- Rozsah: Průmyslový vyvažování drtiče (čelistové, kuželové, nárazové, kladivové), vyvažování mlýnů (kulové, válečkové, mlecí), drtiče a vysokorychlostní míchačky.
- Základní problém: Statické kontroly "ostří nože" chybí nerovnováha páru. Rotující rotory generují periodické síly s frekvencí 1× rotační frekvence, které urychlují únavu materiálu a uvolňují konstrukční spojovací prvky.
- Technické řešení: Dvouosé dynamické vyvažování in situ (vyvažování v původních ložiscích) s využitím výpočtu koeficientu vlivu.
- Cíle výkonnosti: Dosažení rovnováhy v kvalitě známky ISO 1940 G6.3 a snížení vibrací pod 4,5 mm/s (ISO 10816).

Vyvažování drtičů: vliv technického řešení na spolehlivost a náklady
Klíčový fakt
Nerovnováha pouhých 100 g na rotoru drtiče otáčejícím se rychlostí 1500 ot./min vytváří odstředivou sílu, která odpovídá přibližně 50 úderům kladiva za sekundu na ložiska. Tato konstantní tlaková síla rychle snižuje integritu ložiska a může vést ke katastrofálnímu selhání.
Důležitost správného vyvážení
I malá nevyváženost může mít dramatické účinky na těžké stroje. Například pouhých 100 gramů nevyváženosti na rotoru drtiče může vyvolat nárazovou sílu odpovídající 50 úderům kladivem za sekundu na ložiska. Tyto neustálé nárazové síly vedou k nadměrnému opotřebení. Ve skutečnosti zanedbání vyvážení znamená, že ložiska mohou vydržet pouze 5–10 tisíc hodin a náklady na údržbu mohou prudce vzrůst (např. $50–100 tisíc ročně na opravy). Naopak dobře vyvážený stroj může prodloužit životnost ložisek na 30–50 tisíc hodin a snížit náklady na opravy až o 50–80 %. Snížené vibrace také zlepšují energetickou účinnost (o 5–15 % méně zbytečně spotřebované energie) a minimalizují neplánované prostoje. Jednoduše řečeno, udržování vyváženosti rotorů prodlužuje životnost zařízení, šetří peníze a pomáhá předcházet nehodám.
Vyvažování drtičů a mlýnů je povinným údržbovým postupem u těžkých rotačních zařízení. Dynamické zatížení způsobené nevyvážeností nezávisí na celkové hmotnosti rotoru, ale na nevyváženost (ekvivalentní nevyvážená hmotnost a poloměr). Užitečným odhadem je F ≈ mu · r · ω², kde ω = 2πn/60. Při 1000 ot/min (ω ≈ 105 rad/s) vyvolá nevyváženost 1 kg v poloměru 1 m sílu přibližně 11 kN (~1,1 tuny). “Několik tun” periodické síly by vyžadovalo několik kg·m nevyváženosti (např. 10 kg při 0,3 m ≈ 3 kg·m dává ~33 kN ≈ 3,3 tuny síly). Zatížení je periodické při frekvenci otáčení (1000 ot./min ≈ 16,7 Hz), takže důsledky se mohou postupně stupňovat:
- Počáteční fáze: Zvýšená hladina hluku a vibrací
- Střední fáze: Životnost ložisek klesá z 30 000–50 000 hodin na 5 000–10 000 hodin.
- Pokročilé stadium: Uvolněné spojovací prvky, únavové trhliny ve svarech, poškození konstrukce
- Závěrečná fáze: Katastrofická porucha s bezpečnostními riziky a prodlouženou dobou výpadku
Ekonomické ztráty způsobené provozem nevyváženého zařízení dosahují ročně 50 000–100 000 EUR pouze na opravách a náhradních dílech, k tomu je třeba připočítat 10–15 dní neplánovaných prostojů a 5–15% nadměrné spotřeby energie.
Statické vs. dynamické vyvažování: zásadní rozdíly
Porozumění rozdílu mezi statickým a dynamickým vyvažováním je nezbytné pro výběr správné metody.
Statické vyvažování
Statické vyvažování koriguje posun těžiště od osy otáčení. Je dostačující pro rotory diskového typu, u nichž průměr přesahuje šířku 7–10krát (L/D < 0,25) a otáčky jsou nižší než 800 ot./min. Statickou nevyváženost lze zjistit bez otáčení – těžší strana se usadí dolů na podpěrách s ostrou hranou.
Dynamické vyvažování
Dynamické vyvažování koriguje jak statickou nevyváženost, tak i momentovou nevyváženost. Je povinná pro všechny protáhlé rotory, jejichž šířka přesahuje 30% průměru. Kritický bod: staticky vyvážený rotor může mít významnou dynamickou nevyváženost. Dvě nevyvážené kladívka na opačných koncích rotoru, vzdálená od sebe o 180°, vytvářejí během otáčení ohybový moment, i když je splněna statická rovnováha.
Proč statické vyvažování “na nožích” nestačí
Tradičním způsobem kontroly vyvážení je statická metoda “nožového hřbetu” – umístění rotoru na kolejnice s nízkým třením nebo hranolové stojany, aby se zjistilo, zda ho těžké místo roztočí. Statické vyvažování může opravit jednoduché těžké místo (statickou nevyváženost) přidáním nebo odebráním závaží, aby se těžiště rotoru vyrovnalo s jeho osou. Tato metoda však nedokáže detekovat ani opravit “momentovou” (dynamickou) nevyváženost.
V okamžiku (nebo několika okamžicích) nerovnováhy se na opačných koncích rotoru, vzdálených od sebe o 180°, nacházejí stejně těžká místa. V klidu se tyto dvě protilehlé hmotnosti navzájem vyvažují, takže rotor se nemusí otáčet na stojanu s ostřím nože. Ve statických podmínkách se jeví jako vyvážený. Ale když se rotor otáčí, tyto dvě hmotnosti vytvářejí síly (odstředivé síly) v opačných směrech na každém konci, čímž vzniká kroutící moment, který způsobuje prudké kolísání rotoru.

Je to jako mít vyváženou houpačku, která se při pohybu najednou začne kroutit. Žádné úpravy na statickém stojanu tento problém nevyřeší, protože nerovnováha se projeví pouze při rychlosti běhu.
Zjednodušeně řečeno, vyvažování “na nožích” opravuje pouze těžká místa v jedné rovině a přehlíží skryté nevyváženosti ve dvou rovinách. Proto může být rotor “staticky vyvážený”, ale při provozu stále vibrovat. Chcete-li opravit dynamickou nevyváženost, musíte vyvážit alespoň ve dvou rovinách (např. přidáním dvou korekčních závaží na různých pozicích podél rotoru), abyste vyrovnali kroutící síly.
To vyžaduje dynamické vyvažovací metody za chodu rotoru (nebo data z otáčení), které statické stojany nemohou poskytnout.
Řešení dynamického vyvažování
Dynamické vyvažování zahrnuje měření vibrací rotoru během otáčení a přidávání závaží, aby se vyrovnaly statické i momentové nevyváženosti. Tradičně se to provádělo demontáží rotoru a jeho umístěním na speciální vyvažovací stroj. Ve vyvažovacím stroji se rotor roztočí a přístroje určí, kam by měla být umístěna závaží. Tím se dosáhne přesného vyvážení, ale má to i nevýhody: demontáž stroje, přeprava rotoru do dílny a několikadenní prostoje.
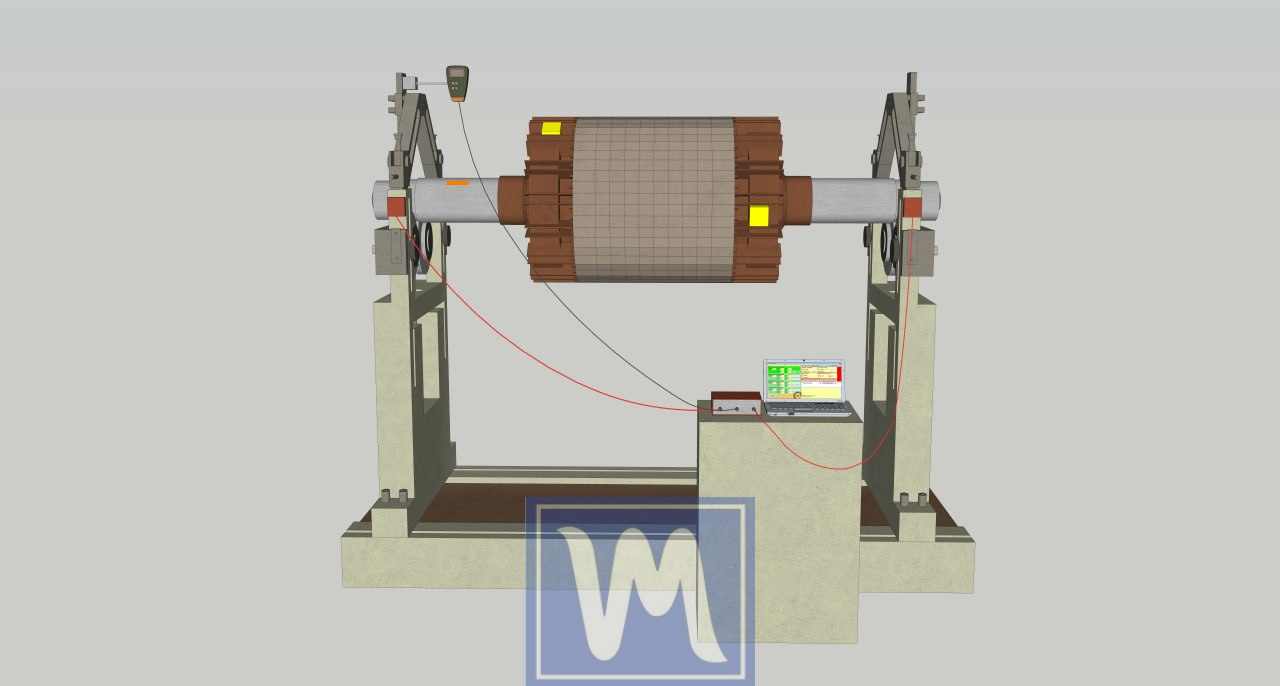
Naopak, moderní vyvažování v terénu využívá přenosné zařízení k vyvážení rotoru v jeho vlastních ložiscích (in situ). Technik připevní snímače vibrací k plášti stroje a tachometr k měření rychlosti otáčení a fáze. Stroj běží normální rychlostí a zařízení (například Balanset-1A) měří, jak silně a v jakém směru rotor vibruje. Provedením testu s zkušebním závažím může software vypočítat přesnou potřebnou protizávaží a úhel, ve kterém by mělo být umístěno. Tato metoda koeficientu vlivu (často třífázový proces se zkušebními závažími) automaticky vypočítá řešení pro dosažení vyvážení.
Nakonec se na rotor přidají závaží (nebo se odstraní materiál), aby se vykompenzovaly nevyvážené síly.
Dynamický přístup řeší jak statickou, tak dynamickou (párovou) nevyváženost, protože zohledňuje fázi vibrací v různých bodech. Na rozdíl od statické metody “na ostří nože” může dynamické vyvažování ve dvou rovinách korigovat kolísání, které se objevuje pouze při otáčení.
Dynamické vyvažování v terénu je zvláště užitečné u velkých zařízení (např. velkých rotorů drtičů, ventilátorů nebo válců mlýnů), které nelze prakticky přemístit do dílny. Minimalizuje prostoje, protože stroj není nutné zcela rozebírat – často lze vyvažování provést na místě během několika hodin, místo aby bylo nutné několikadenní odstavení.
Typy zařízení: Přehled
Vyvažování drtičů, vyvažování mlýnů a související postupy se vztahují na širokou škálu průmyslových zařízení. Každá kategorie má specifické požadavky:
Běžné stroje vyžadující vyvažování
Mnoho typů průmyslových zařízení vyžaduje pravidelné vyvažování. Mezi významné příklady patří:
Drtiče: Vyvažování strojů, jako jsou čelisťové drtiče, kuželové drtiče, rázové drtiče a kladivové drtiče, je velmi důležité, protože jejich těžké rotory nebo pohyblivé části mohou při sebemenším nevyvážení způsobovat silné vibrace. Například rázové drtiče často vyžadují pravidelné vyvažování kvůli opotřebení úderových tyčí a nárazových desek.
Kladivové drtiče a jiné drtiče hornin mohou vyžadovat vyvážení při každé výměně kladiv nebo čelistí, aby se zajistilo, že nové díly nebudou způsobovat vibrace. I velká setrvačníková kola na čelisťových drtičích musí zůstat vyvážená, aby se zabránilo rezonančnímu chvění.
Mlýny a drtiče: Vyvažování kladivových mlýnů, kulových mlýnů, válcových mlýnů a mlecích mlýnů je pro mlecí zařízení zásadní. Vysokorychlostní rotory v kladivových mlýnech a masivní rotující bubny v kulových mlýnech musí být vyváženy, aby bylo mletí plynulé a ložiska nebyla přetěžována.
Například velká rotující hmota kulového mlýna vyžaduje pečlivé vyvážení, aby se zabránilo nadměrnému namáhání jeho podpěr.
Válcové mlýny a jiné drticí mlýny rovněž vyžadují vyvážení, aby se zabránilo nerovnoměrnému opotřebení a vibracím.
Stroje na zmenšování velikosti: Zařízení jako drtiče, štěpkovače, sekačky, granulátory a peletizéry jsou vybaveny rotujícími noži, čepelemi nebo válci. Správné vyvážení drtiče, štěpkovače, sekačky, granulátoru a peletizéru zajišťuje, že tyto řezačky pracují bez nadměrného chvění. To je obzvláště důležité, protože během provozu se mohou kousky materiálu nebo nože zlomit nebo opotřebovat, což náhle vyvede rotor z rovnováhy.
Pravidelné vyvažování zajišťuje bezpečný provoz těchto strojů i v náročných podmínkách.
Míchačky a míchadla: Vyvažování je výhodné i pro míchací zařízení. Vyvažování míchaček, míchadel a míchacích zařízení se vztahuje na rotující lopatky nebo pádla v průmyslových míchačkách. Pokud je hřídel nebo lopatka míchačky i jen mírně nevyvážená (například kvůli přilepeným ingrediencím nebo opotřebení), může to způsobit kolísání celé míchačky. Vyvažování těchto rotujících částí zabraňuje vibracím, které by mohly ovlivnit kvalitu produktu a integritu stroje.
Ve všech těchto případech je cíl stejný: vyvážený rotor se otáčí plynule, aniž by působily škodlivé síly na ložiska nebo konstrukci. Vyvažování drtičů a mlýnů je obzvláště důležité v těžkém průmyslu, ale tento princip se vztahuje na všechna rotační zařízení – od obrovských průmyslových drtičů až po malé laboratorní míchačky.
| Typ zařízení | Typická rychlost (otáčky za minutu) | Stupeň rovnováhy (ISO 1940) | Primární výzva |
|---|---|---|---|
| Čelisťové drtiče | 250–350 | G6.3 | Excentrická hřídel, vyvažování setrvačníku |
| Kuželové drtiče | 300–500 | G6.3 | Excentrická sestava, opotřebení vložky |
| Nárazové drtiče | 700–1500 | G6.3 | Opotřebení úderové lišty, hromadění materiálu |
| Kladivové mlýny | 600–3600 | G2,5–G6,3 | Volně kyvné kladiva |
| Kuličkové mlýny | 15–25 | G6.3 | Variabilní rozložení zátěže |
| Drtiče | 500–750 | G2.5 | Klasifikační rotor, vertikální vřeteno |
Glosář
- Statická nerovnováha: těžiště je posunuto od osy otáčení (jednorozměrný problém).
- Nerovnováha páru (moment): rovnoměrné těžké body na protilehlých koncích rotoru vytvářejí kývavý moment; často vyžaduje vyvažování ve dvou rovinách.
- 1× vibrace: vibrační složka při otáčkách (RPM/60), typicky dominantní pro nevyváženost.
- Koeficienty vlivu: parametry odezvy systému používané k výpočtu korekčních váhových koeficientů z pokusných běhů.
- Vyvažování na místě: vyvažování rotoru v jeho vlastních ložiscích na nainstalovaném stroji.
Technické tolerance a výkonové specifikace
Dosažení optimální rovnováhy vyžaduje dodržování přísných tolerancí specifických pro každý typ zařízení. Tyto specifikace jsou zásadní pro plánování údržby a ověřování kvality.
Dopad hromadění materiálu: zdokumentovaný případ
Příklad z praxe
Dopadový drtič zpracovávající mokrou hlínu: 15 kg ulpělého materiálu zvýšilo vibrace z 4,0 mm/s na 12,0 mm/s – tedy trojnásobné zesílení. Čištění rotoru obnovilo vibrace na 4,2 mm/s před korekcí vyvážení. To dokazuje zásadní význam důkladného čištění před jakýmkoli vyvažovacím postupem.
Kritické úvahy o rychlosti pro míchací zařízení
Provozní rychlost vzhledem k kritické rychlosti určuje požadavky na vyvážení a bezpečné provozní zóny:
- Míchačky pro těžký provoz: Pracujte při kritické rychlosti 65%.
- Standardní průmyslové míchačky: Provozujte při kritické rychlosti 70%.
- Míchadla s lopatkami/turbínami: 50–65% kritická rychlost
- Vysokorychlostní (vrtulové, diskové) míchadla: Nad kritickou rychlostí
- Zakázaná zóna: 70–130% kritická rychlost bez dynamického vyvažování
Funkce "RunDown" systému Balanset-1A identifikuje rezonanční frekvence během dojezdu, což umožňuje obsluze ověřit bezpečné provozní zóny a zabránit katastrofické rezonanci.

Rozšířené specifikace Balanset-1A
| Parametr | Specifikace |
|---|---|
| Rozsah měření vibrací | 0,05–100 mm/s RMS |
| Frekvenční rozsah | 5–550 Hz (až 1000 Hz) |
| Rozsah rychlostí | 150–90 000 ot./min |
| Přesnost fázového měření | ±1° |
| Přesnost měření amplitudy | ±5% |
| Citlivost akcelerometru | 100 mV/g |
| Pracovní vzdálenost laserového tachometru | 50–500 mm |
| Magnetická přídrželná síla | 60 kgf |
| Hmotnost kompletní sady | 4 kg v ochranném pouzdře |
Vibrační zóny ISO (ISO 10816-3)
| Zóna | Úroveň vibrací (mm/s RMS) | Posouzení |
|---|---|---|
| Zóna A | <1.8 | Vynikající — nově zprovozněné zařízení |
| Zóna B | 1,8–4,5 | Vhodné pro nepřetržitý provoz |
| Zóna C | 4,5–11,2 | Marginálně přijatelné — oprava harmonogramu |
| Zóna D | >11,2 | Nepřijatelné — vyžaduje okamžitá opatření |
Cíl po vyvážení: Zóna A nebo B. Většina drtičů by měla dosáhnout <4,5 mm/s při správném dvouplánovém dynamickém vyvážení pomocí Balanset-1A.
Vyvažování drtiče: Podrobné postupy
Vyvažování čelisťového drtiče
Vyvažování čelisťového drtiče se zabývá sestavou excentrického hřídele a setrvačníku. Tyto stroje fungují jako jednoválcový pístový motor a generují normální vibrace při frekvenci otáčení a její druhé harmonické. Opotřebení setrvačníku, uvolnění upevnění protizávaží a poškození excentrického hřídele však vedou k patologické nevyváženosti.
Charakteristický příznak: podélné vibrace výrazně převyšují vertikální vibrace. Cíl: snížit vibrace z 50 mm/s na méně než 7,6 mm/s po správném vyvážení. Tolerance horizontálních vibrací: ±2 mm; vertikálních: ±1 mm.
Vyvažování kuželového drtiče
Vyvažování kuželového drtiče se zaměřuje na excentrickou sestavu a drticí kužel. Mezi hlavní problémy patří nerovnoměrné opotřebení vložky, nesouosost kužele (tolerance ≤0,1 mm) a opotřebení excentrického pouzdra. Monitorování vibrací ukazuje přijatelný výkon, pokud je horizontální posun ≤2 mm a vertikální ≤1 mm. Amplituda těla přesahující 0,5 mm signalizuje vážnou poruchu, která vyžaduje okamžitou pozornost.
Vyvažování nárazového drtiče
Vyvažování rázového drtiče je nejčastěji prováděný postup v lomech. Jak horizontální drtiče (HSI), tak vertikální drtiče (VSI) využívají kinetickou energii nárazu z úderových tyčí, které narážejí do materiálu vysokou rychlostí.
Problém s nerovnoměrným opotřebením
Úderové lišty se opotřebovávají intenzivně a nerovnoměrně. Výměna jedné úderové lišty bez vyvážení hmotnosti katastrofálně naruší rovnováhu. Dvouplochové vyvažování je pro rotory HSI vzhledem k jejich délce nezbytné; jednoplošné statické vyvažování zanechává zbytkovou nevyváženost momentu, což způsobuje nerovnoměrné zatížení ložisek.
Bezpečnostní aspekty
Rotory mají enormní setrvačnost; cykly spouštění a zastavování při instalaci zkušebních závaží zabírají značné množství času. Schopnost Balanset-1A ukládat koeficienty vlivu znamená, že následné vyvažování (po výměně úderové tyče) vyžaduje pouze jeden měřicí cyklus bez zkušebních závaží.
Specifika VSI
Odstředivé drtiče vyžadují ještě vyšší přesnost kvůli otáčkám dosahujícím 1500–2000 ot./min. Nevyváženost často vzniká v důsledku hromadění materiálu uvnitř komor rotoru. Vyvažování VSI často vyžaduje přivaření závaží na horní a spodní kryty rotoru. Balanset-1A efektivně vypočítává úhly instalace závaží v polárních souřadnicích.
Vyvažování kladivového drtiče
Vyvažování kladivového drtiče je komplikováno volně visícími kladivy. Pokud se jedno kladivo zasekne na čepu kvůli korozi nebo prachu, nedokáže se pod vlivem odstředivé síly plně vysunout, čímž se posune těžiště rotoru a vznikne obrovská, proměnlivá nevyváženost.
Metodika
Před použitím Balanset-1A musí obsluha zkontrolovat volný pohyb všech kladiv a odpovídající hmotnost. Vyvažování se provádí na rotorových discích, nikoli na samotných kladivech. Funkce "Split Weight" umožňuje rozložit vypočtenou hmotnost mezi dva dostupné body (např. mezi otvory pro čepy kladiv), pokud není možné přesné úhlové upevnění, přičemž se zachová korekční vektor.
Vyvažování mlýnů: Požadavky na přesnost
Mlyny vyžadují nejvyšší přesnost vyvážení kvůli nepřetržitým provozním cyklům; jakékoli vibrace vedou k únavovému selhání drahých pohonů a vložek.
Vyvažování kladivového mlýna
Na rozdíl od drtičů, vyvažování kladivového mlýna se týká vysokorychlostních jednotek (až 3600 ot./min) používaných k jemnému mletí obilí, biomasy nebo chemikálií. Při takových rychlostech je přípustná zbytková nevyváženost extrémně malá (ISO 1940 G2.5 nebo G6.3). Rotory kladivových mlýnů často fungují jako ventilátory; otevření krytu za účelem instalace závaží může změnit aerodynamický odpor. Vyvažování pomocí Balanset-1A musí být prováděno s plně smontovaným krytem, s použitím přístupových otvorů nebo s přihlédnutím ke změněným podmínkám.
Vyvažování kulového mlýna
Vyvažování kulového mlýna představuje jedinečné výzvy. Samotný buben s chaotickým pohybem mlecích médií nelze obvykle vyvážit v konvenčním smyslu. Důraz je kladen na vysokorychlostní hnací ústrojí.
Vyvažování hřídele pastorku
Hnací hřídel s ložiskovými sestavami a spojkou je kritickým prvkem. Vibrace na hřídeli pastorku nejsou často způsobeny nevyvážeností, ale opotřebením zubů nebo nesouosostí. Spektrální analýza Balanset-1A identifikuje frekvenci záběru ozubených kol (GMF). Pokud dominuje 1×RPM, provede se dynamické vyvážení spojky nebo přírubových závaží.
Složitost měření
Náraz kuliček uvnitř bubnu vytváří náhodný nízkofrekvenční šum. Nastavení Balanset-1A musí prodloužit dobu průměrování signálu (např. 10–20 sekund), aby bylo možné získat stabilní hodnoty amplitudy a fáze.
Vyvažování válcového mlýna
Vyvažování válcových mlýnů platí pro mlýny, polymerový a ocelářský průmysl. Válce jsou dlouhé, těžké válce náchylné k ohýbání (pružnosti). Dvouosé vyvažování na koncích je povinné. Balanset-1A měří fázový rozdíl mezi levým a pravým ložiskem; fázový rozdíl 180° indikuje silnou nevyváženost páru. Vyvažování válců na místě zohledňuje hnací řemenice a ozubená kola namontovaná na čepech válců, které přispívají svou vlastní nevyvážeností.
Vyvažování mlýna
Vyvažování mlýna zahrnuje široké spektrum: třecí mlýny, perlovací mlýny a přesné brusky. U vřeten pro jemné broušení zařízení podporuje metodiku tří pohyblivých protizávaží, čímž dosahuje ideální hladkosti bez svařování nebo tmelení.
Vyvažování drtiče
Vyvažování drtiče, zejména u uhelných mlýnů v elektrárnách, je zásadně důležitá. Mnoho drtičů má vertikální konfiguraci; snímače vibrací (osy X a Y) jsou namontovány na horní ložiskové sestavě motoru nebo převodovky. Horní část obsahuje rotační separátor (dynamický třídič); jeho nevyváženost způsobuje silné vibrace horní konstrukce. Balanset-1A vyvažuje tuto sestavu prostřednictvím servisních portů, čímž zabraňuje zničení pohonu a zlepšuje jemnost mletí.
Vyvažování zařízení pro zmenšování velikosti
Vyvažování drtiče
Vyvažování drtiče určené pro velké rotory s nízkou rychlostí (300–500 ot./min) zpracovávající kovový šrot nebo pneumatiky. Akcelerometry Balanset-1A mají vynikající citlivost na nízké frekvence (od 5 Hz) a spolehlivě zvládají takové stroje. Vzhledem k extrémním rázovým zatížením musí být zkušební a korekční závaží pevně přivařena; magnety nebo lepicí páska jsou nepřijatelné i pro testování.
Vyvažování štěpkovače
Vyvažování štěpkovače V lesnictví se rozlišují dva typy strojů. Diskové štěpkovače představují výzvu, protože disk funguje jako gyroskop, přičemž hlavním problémem jsou axiální vibrace (kolísání ve tvaru "osmičky"). Senzory jsou namontovány radiálně a axiálně (podél osy hřídele) a monitorují házení disku. Závaží se instalují na zadní stranu disku nebo do speciálních vyvažovacích kapes.
Bubnové štěpkovače vyžadují klasické dvouplochové vyvažování kvůli délce rotoru. Všechny nože musí být servisovány jako sada – broušení nebo výměna jednoho nože naruší vyvážení. Tolerance tloušťky nože: 0,13–0,25 mm. Tupé nože spíše sekají než řežou, což způsobuje nadměrné vibrace a únavové trhliny ve svarech. Doporučený interval broušení: každých 6–8 provozních hodin.
Vyvažování granulátoru
Vyvažování granulátoru pro recyklaci plastů zahrnuje nože namontované na rotoru (mezera 1–3 mm od pevných nožů). Při vzniku vibrací nejprve zkontrolujte stav nožů a jejich upevnění. Pokud vibrace přetrvávají, je nutné provést profesionální vyvážení rotoru. Instalace stroje na tlumicí podložky snižuje přenos vibrací do základů.
Vyvažování peletizéru
Vyvažování peletizéru pokrývá prstencovou matrici a lisovací válce. Vůle čela matrice nesmí překročit 0,3 mm (kontrola pomocí číselníkového úchylkoměru). Mezera mezi válcem a matricí: minimálně 0,2–0,3 mm. Poškozené upínací kroužky jsou hlavní příčinou poškození matrice a silných vibrací.
Zařízení pro míchání a promíchávání Vyvažování
Vyvažování mixéru
Vyvažování mixéru pro čerpadla průmyslové třídy splňuje normu API 610, která vyžaduje přesnost G2,5 podle normy ISO 1940. Optimální poměr průměru oběžného kola k průměru nádrže (D/T): 1/3. Míchačky pro těžký provoz pracují při kritické rychlosti 65%; standardní průmyslové míchačky při 70%. Provoz v rozsahu kritických rychlostí 70–130% bez dynamického vyvažování je zakázán.
Vyvažování míchadla
Vyvažování míchadla v chemickém zpracování se používají dlouhé hřídele v hlubokých nádobách. Míchadla s lopatkami a turbínová míchadla pracují při kritické rychlosti 50–65%; vysokorychlostní typy (vrtule, disk) pracují nad kritickou rychlostí. Dynamické vyvažování umožňuje bezpečný provoz při kritické rychlosti 70%. Dlouhé hřídele používají mezilehlé podpěry (stabilizační ložiska).
Vyvažování míchadla
Vyvažování míchadla řeší problém vysokorychlostních dispergátorů (rozpouštěčů). Nevyváženost způsobuje kontakt lopatky se stěnou nádoby. Přesné vyvážení hřídele a lopatky pomocí Balanset-1A prodlužuje životnost mechanické ucpávky a zabraňuje úniku produktu.
Vyvažování pole pomocí Balanset-1A
Na stránkách Balanset-1A Přenosný vyvažovací systém umožňuje opravu na místě bez demontáže stroje, čímž se eliminuje doba přepravy, zkracuje se prostoj a umožňuje se ověření výsledků za skutečných provozních podmínek.

Jak Balanset-1A vyvažuje drtiče a další zařízení
Balanset-1A je přenosný dvoukanálový dynamický vyvažovač a analyzátor vibrací navržený přesně pro tento účel. Umožňuje technikům a údržbářským týmům provádět přesné vyvažování na místě u široké škály zařízení. Balanset-1A je dodáván se dvěma akcelerometrickými snímači vibrací a laserovým tachometrem, plus softwarem, který běží na PC. Zde je vysvětleno, jak funguje a proč je účinný:
Vyvažování dvou rovin in situ
Balanset-1A může provádět vyvažování v jedné nebo dvou rovinách na samotném stroji, v jeho normálních ložiscích. To znamená, že můžete vyvážit rotor drtiče, aniž byste jej museli demontovat, což šetří spoustu času. Použitím dvou rovin koriguje statickou i dynamickou nevyváženost rotoru. Pokud například excentrická hmotnost kuželového drtiče způsobuje vibrace, funkce dvou rovin zařízení Balanset-1A určí, jak ji vyvážit ve správných polohách – což metody s jednou rovinou nedokážou.
Široká škála vybavení
Toto zařízení je univerzální – je určeno pro vyvažování rotujících zařízení v terénu, včetně drtičů, ventilátorů, mulčovačů, šneků, hřídelí, odstředivek, turbín a dalších. V praxi může jeden Balanset-1A obsluhovat širokou škálu zařízení (drtiče, mlýny, drtiče, míchačky atd.), čímž se snižují prostoje a závislost na externích vyvažovacích službách.
Snadno použitelný software
K používání Balanset-1A nemusíte být odborníkem na vibrace. Jeho software provádí uživatele krok za krokem postupem a automaticky vypočítává požadované korekční závaží a úhly. Po vyzkoušení zkušebního závaží poskytuje jasné řešení vyvažování, takže technici se mohou s minimálním školením stát odborníky.
Spolehlivé výsledky
Navzdory své přenosnosti poskytuje Balanset-1A profesionální kvalitu vyvažování. Přesně měří vibrace a fázi a vypočítává korekce tak, aby splňovaly standardní stupně kvality vyvažování (ISO 1940). V praxi může při stabilních měřicích podmínkách a správném postupu poskytovat výsledky srovnatelné s mnohem dražšími analyzátory.
Funkce analýzy vibrací
Kromě vyvažování funguje Balanset-1A také jako analyzátor vibrací a může zobrazovat vlnové průběhy a FFT spektra. To pomáhá diagnostikovat, zda jsou vibrace způsobeny nevyvážeností nebo jinými problémy (nesouosost, uvolnění, rezonance), a podporuje tak přesnější rozhodnutí o údržbě. V režimu vyvažování se zaměřuje na 1× rotační složku, aby se izolovala nevyváženost.
Výhody Balanset-1A oproti tradičním metodám
Použití Balanset-1A pro dynamické vyvažování nabízí několik klíčových výhod ve srovnání se staršími metodami nebo využíváním externích služeb:
Žádná demontáž a minimální prostoje: Tradiční vyvažování často znamenalo demontáž rotoru a jeho odeslání do dílny, což trvalo několik dní. S Balanset-1A se vyvažování provádí na místě během několika hodin.
Není třeba demontovat rotor drtiče ani hřídel mlýna; stačí připojit senzory a provést vyvažování přímo na místě. Tento přístup na místě může zkrátit práci trvající 3–7 dní na 2–4 hodiny, což znamená, že výroba může být obnovena ještě týž den.
Úspora nákladů: Díky internímu provádění těchto prací se společnosti vyhnou vysokým poplatkům specializovaných dodavatelů a ztrátám způsobeným prodlouženými prostoji. Samotné zařízení Balanset-1A je relativně cenově dostupné – stojí přibližně několik tisíc eur – a přesto poskytuje “80% funkcí drahých analyzátorů za pouhých ~20% nákladů”.”
Uživatelé mohou provádět vyvažování sami bez pomoci externích specialistů a zařízení se zaplatí již po několika vyvažovacích úkolech. Navíc již samotné zabránění jedné závažné poruše může ospravedlnit investici.
Řeší všechny typy nerovnováhy: Na rozdíl od statického vyvažování na ostřích nožů, dvouplochová dynamická schopnost Balanset-1A opravuje jak statické těžké body, tak dynamickou nevyváženost páru v jednom procesu.
To znamená, že i když má rotor obtížné kolísání (momentová nevyváženost), Balanset-1A jej dokáže detekovat a navést umístění dvou korekčních závaží, aby se momentová síla vyrovnala. Jedná se o komplexní řešení pro běžné scénáře nevyváženosti.
Všestrannost pro mnoho strojů: Jedna jednotka Balanset-1A může být použita prakticky na jakékoli rotující součásti v jakémkoli odvětví. Je skutečně univerzální – stejná sada může dnes vyvažovat ventilátor, zítra drtič kamení a pozítří drtič.
V našem kontextu je to ideální pro provozy, které mají více typů zařízení (drcení, mletí, míchání atd.), protože pro každé z nich nepotřebujete samostatné vyvažovací nástroje. Od drtičů a mlýnků po mulčovače, míchačky, hřídele a turbíny – zařízení se přizpůsobí široké škále rotorů.
Snadné použití a bezpečnost: Díky softwaru s průvodcem a jednoduchému nastavení hardwaru zařízení Balanset-1A nemusíte mít doktorát z vibrací, abyste mohli provést vyvažování. Proces je bezpečný a opakovatelný – vibrace postupně snižujete pomocí vypočítaných úprav hmotnosti, nikoli metodou pokusů a omylů. Tím se snižuje pravděpodobnost lidské chyby. Eliminací nadměrných vibrací také zvyšujete bezpečnost v zařízení (méně případů rozpadnutí strojů nebo vzniku létajících úlomků).
Odstraněním nadměrných vibrací také zvýšíte bezpečnost v zařízení (méně případů, kdy se stroje rozpadají nebo vytvářejí létající úlomky).
Rychlá diagnostika: Díky režimu analyzátoru vibrací lze Balanset-1A také použít k rychlé diagnostice, zda je hlavním problémem nevyváženost, nebo zda k němu přispívají jiné faktory (například ohnutá hřídel nebo rezonance). Tato komplexní diagnostická a korekční funkce umožňuje identifikovat a vyřešit problémy rychleji, než kdybyste čekali na externí tým. V mnoha případech lze diagnostiku a korekci na místě provést za méně než 1 hodinu.
V mnoha případech lze cyklus diagnostiky a opravy dokončit v rámci stejného časového okna pro údržbu.
Technické specifikace
| Parametr | Hodnota |
|---|---|
| Rozsah měření vibrací | 0,05–100 mm/s RMS |
| Frekvenční rozsah | 5–550 Hz (až 1000 Hz) |
| Rozsah rychlostí | 150–90 000 ot./min |
| Fázová přesnost | ±1° |
| Přesnost amplitudy | ±5% |
| Kanály | 2 (současné měření) |
| Hmotnost | 4 kg (kompletní sada v kufříku) |
Výhody oproti tradičním metodám
| Parametr | Tradiční (obchodní) metoda | Vyvažování pole (Balanset-1A) |
|---|---|---|
| Celkový čas | 3–7 dní | 2–4 hodiny |
| Nutná demontáž | Ano | Ne |
| Typické náklady na zakázku | 5 000–15 000 EUR | 500–1 500 EUR |
| Účty pro skutečnou montáž | Ne | Ano |
| Dosažitelná přesnost | G2,5–G6,3 | G2,5–G6,3 |
Postup vyvažování krok za krokem
Úspěch v rovnováze spočívá v přípravě 80%. Postupujte podle tohoto osvědčeného algoritmu:
Příprava
- Očistěte rotor od nečistot, rzi a přilepeného materiálu — znečištění zkresluje výsledky.
- Zkontrolujte ložiska (vůle, hluk, zahřívání) – vyvažování nemůže opravit závady ložisek.
- Ověřte bezpečné upevnění základny a zkontrolujte ochranné kryty.
- U kladivových drtičů: zkontrolujte volný pohyb kladiva a vyvážení hmotnosti.
Instalace senzoru
- Namontujte snímače vibrací na ložisková tělesa kolmo k ose otáčení (do 25 cm od ložiska).
- Připojte se ke vstupům X1 a X2
- Namontujte laserový tachometr tak, aby paprsek dopadal na reflexní pásku na rotoru.
- Připojte se ke vstupu X3 a ověřte stabilní odečet otáček za minutu.

Počáteční měření
- Spuštění softwaru: F7 — Vyvažování → F3 — Vyvažování ve dvou rovinách
- Zadejte parametry rotoru
- Stiskněte klávesu F9 pro měření počátečních vibrací.
- Zaznamenejte amplitudu a fázi v obou měřicích bodech.
Zkušební jízdy
- Zastavte stroj a nainstalujte zkušební závaží do roviny 1 (hmotnost by měla změnit amplitudu nebo fázi o 20–30%).
- Spustit a změřit
- Přesuňte závaží na rovinu 2 a opakujte měření.
- Software vypočítává koeficienty vlivu


Instalace korekčního závaží
- Software zobrazuje korekční hmotnost a úhel pro obě roviny na polárním diagramu.
- Namontujte trvalá závaží (svařování, šroubování, upínání)
- Pokud není možné dosáhnout přesného úhlu montáže, použijte funkci "Rozdělení hmotnosti".

Ověření
- Změřte zbytkové vibrace
- Cíl: Zóna A nebo B podle normy ISO 10816 (<2,8 mm/s pro většinu drtičů)
- Uložit koeficienty vlivu (F8) pro budoucí vyvažování bez zkušebních běhů
- Vytvořit zprávu (F9)
Ekonomické zdůvodnění a návratnost investic
Investice do přenosného vyvažovacího zařízení se při intenzivním používání vrátí během 3–4 měsíců.
| Položka | Hodnota |
|---|---|
| Náklady na zařízení Balanset-1A | 1 751–1 975 EUR |
| Služba vyrovnávání jednotlivých dodavatelů | €1,500 |
| Typická roční vyrovnávací frekvence | 4krát ročně |
| Úspory díky roční smlouvě o servisu | €6,000 |
| Úspory díky prodloužení životnosti ložisek | 10 000–30 000 EUR/rok |
| Úspory díky zkrácení prostojů | 50 000–150 000 EUR/rok |
| Celkové roční úspory | 66 000–186 000 EUR |
| Doba návratnosti | 3–4 měsíce |
Fyzika životnosti ložisek
Životnost ložiska L₁₀ je nepřímo úměrná třetí mocnině zatížení (P): L₁₀ = (C/P)³. Snížení vibračního zatížení o 50% zvyšuje vypočtenou životnost ložiska 8krát. U silně zatížených sestav, jako jsou hřídele kladivových drtičů nebo čepy válcových mlýnů, to znamená roky namísto měsíců.
Řešení běžných problémů
Problém: Nestabilní nebo "kolísavé" hodnoty
Možné příčiny: mechanická vůle, opotřebovaná ložiska, provoz v blízkosti rezonance, nestabilní otáčky, nahromadění materiálu.
Řešení: Utáhněte upevňovací šrouby, zkontrolujte vůli ložisek, ověřte pevnost uchycení, zajistěte konstantní otáčky během měření, důkladně vyčistěte rotor.
Problém: Nelze dosáhnout požadované tolerance
Možné příčiny: další vady (nesprávné vyrovnání, ohnutá hřídel, poškození ložiska), nelineární chování systému, rezonance.
Řešení: Proveďte test volnoběhu, abyste identifikovali rezonance, proveďte komplexní diagnostiku a opravte související závady před dalším pokusem o vyvážení.
Problém: Kladivový drtič – kladiva se zasekávají na čepech
Příčina: koroze nebo prach bránící volnému pohybu kladiva.
Řešení: Před vyvažováním vyčistěte a namažte všechny čepy kladívek. Zkontrolujte volný pohyb každého kladívka. Vyměňte zadřené čepy.
Problém: Dopadový drtič – hromadění materiálu
Příčina: vlhký nebo lepkavý materiál ulpívající uvnitř komor rotoru (zdokumentovaný případ: 15 kg jílu zvýšilo vibrace z 4 na 12 mm/s).
Řešení: Před vyvažováním důkladně vyčistěte vnitřek rotoru. Zvažte použití protipřilnavých povlaků pro komory rotoru.
Často kladené otázky
Jak často by mělo být prováděno vyvažování drtiče?
Pro rázové a kladivové drtiče: každých 500–1000 provozních hodin nebo po výměně opotřebovaných dílů. Pro čelisťové a kuželové drtiče: každých 3–6 měsíců nebo při zvýšení vibrací. Kontinuální monitorování vibrací umožňuje plánování na základě stavu.
Může vyvažování provádět interní personál?
Ano. S Balanset-1A a krátkým školením (obvykle jeden den) dosahují údržbáři bez předchozích zkušeností s vyvažováním profesionálních výsledků. Software provádí uživatele krok za krokem celým postupem.
Jaká je požadovaná kvalita vyvážení?
Většina drtičů a mlýnů: G6,3 podle normy ISO 1940-1. Vysokorychlostní zařízení (kladivové mlýny s otáčkami nad 1500 ot./min, drtiče): G2,5. Přesná brusná vřetena: G1,0 nebo lepší.
Odstraňuje vyvažování všechny vibrace?
Ne. Vyvažování odstraňuje pouze vibrace způsobené asymetrií hmotnosti. Vibrace způsobené nesouosostí, vadami ložisek, uvolněním, rezonancí, problémy se záběrem ozubených kol nebo aerodynamickými silami vyžadují samostatná nápravná opatření. Komplexní analýza vibrací identifikuje základní příčiny.
Proč je nutné vyvažování ve dvou rovinách?
Dlouhé rotory (L/D > 0,25) vykazují jak statickou, tak momentovou nevyváženost. Vyvažování v jedné rovině nedokáže korigovat momentovou nevyváženost, která způsobuje kývavý pohyb poškozující ložiska. Jediným úplným řešením je dynamické vyvažování ve dvou rovinách.
Lze uložené koeficienty vlivu znovu použít?
Ano, pro identické konfigurace rotorů. Po počáteční charakterizaci vyžaduje následné vyvažování (např. po výměně úderníku nebo kladiva) pouze jeden měřicí cyklus. Tato funkce výrazně zkracuje dobu vyvažování při rutinní údržbě.
Jaká je cílová úroveň vibrací po vyvážení?
Norma ISO 10816-3 definuje zóny: Zóna A (vynikající) 11,2 mm/s. Cíl: Zóna A nebo B pro nepřetržitý provoz.
Začněte šetřit na opravách ještě dnes
Zakupte Balanset-1A, proškolte svůj tým a zavedete údržbu založenou na stavu. Profesionální technická podpora je k dispozici přes WhatsApp.
Praktické výsledky: Dokumentované případové studie
- Rozvlákňovač cukrové třtiny (24 tun, 747 ot./min): Vibrace sníženy z 3,2 na 0,47 mm/s — 6,8× zlepšení
- Drtič ve Španělsku: Počáteční vibrace >100 mm/s (nouzová úroveň), po vyvážení 16–18 mm/s — stroj funguje "jako nový"
- Průmyslová drtička: Vibrace od 21,5 do 1,51 mm/s – 14× zlepšení
- Střešní ventilátor (-6 °C okolní teplota): Od 6,8 do <1,8 mm/s
- Větrání nákupního centra: Snížení hluku o 5–7 dB, úspora energie, delší životnost
Závěr
Stručně řečeno, ať už se jedná o čelisťové drtiče, kuželové drtiče, nárazové drtiče, kladivové drtiče nebo jiné rotační stroje, jako jsou mlýny, drtiče, míchačky a brusky, je nezbytné udržovat zařízení vyvážené. To vede k plynulejšímu provozu, delší životnosti součástí, úsporám energie a bezpečnějším pracovním podmínkám. Tradiční statické metody, jako je vyvažování “na nožích”, mají svá omezení – nedokážou vyřešit určité typy nevyváženosti, které se projeví až při provozu stroje. Naštěstí moderní dynamické vyvažovací nástroje nabízejí řešení.
Přenosný vyvažovač Balanset-1A je příkladem pokroku v této oblasti. Přináší profesionální dvouosé vyvažování přímo na pracoviště, což umožňuje údržbářským týmům rychle opravit nevyváženost rotorů drtičů a mnoha dalších zařízení. Díky inteligentnímu softwaru a senzorům eliminuje odhady při vyvažování a zajišťuje odstranění i složitých nevyvážeností. Výsledkem jsou stroje, které běží tak hladce, jak bylo zamýšleno, bez destruktivních sil způsobených vibracemi.
Pro širokou škálu průmyslových odvětví – od těžby a lomů (drtiče a mlýny) po výrobu a zemědělství (ventilátory, štěpkovače, míchačky) – může být investice do vhodného vyvažovacího zařízení, jako je Balanset-1A, zásadním zlomem. Chrání vaše stroje “zevnitř” a předchází poškození, než k němu dojde. V praxi to znamená méně poruch, nižší náklady na údržbu a spolehlivější výrobu.
Z praktického hlediska údržby vyplňuje Balanset-1A užitečnou mezeru mezi drahým laboratorním vybavením a službami externích dodavatelů: umožňuje vyvažování na místě v ložiscích samotného stroje, při skutečné provozní rychlosti a zatížení. To je důležité, protože laboratorní vyvažování na ideálních podpěrách nemůže plně odrážet konkrétní podmínky instalace na místě. Kromě toho uložené koeficienty vlivu umožňují opakované vyvažování po výměně úderníku nebo kladiva v jediném cyklu – bez zkušebních závaží.
Pro většinu drtičů a mlýnů je typickým cílem stupeň vyváženosti G6.3 podle normy ISO 1940, což odpovídá vibracím pod 4,5 mm/s podle normy ISO 10816. Dosažení této úrovně pomocí Balanset‑1A je pro kvalifikovaný personál po minimálním zaškolení realistickým a reprodukovatelným úkolem, pokud je stroj mechanicky v pořádku a měření jsou stabilní.

0 komentářů