Équilibrage des concasseurs : le guide professionnel du contrôle dynamique des vibrations
L'équilibrage dynamique de précision est le moyen le plus efficace pour prévenir les défaillances catastrophiques des roulements et réduire les coûts de maintenance industrielle. En éliminant les forces centrifuges parasites, équilibrage du concasseur prolonge la durée de vie des équipements de 3 à 5 fois et réduit les coûts de réparation jusqu'à 80%. Ce guide détaille les principes techniques et les procédures sur le terrain pour équilibrer les concasseurs, les broyeurs et les machines tournantes à forte charge à l'aide de l'analyseur de vibrations Balanset-1A.







Note technique et points clés à retenir
En bref
- Portée: Industriel équilibrage du concasseur (à mâchoires, à cône, à percussion, à marteaux), équilibrage de broyeurs (à boulets, à rouleaux, à broyage), broyeurs et mélangeurs à grande vitesse.
- Problème fondamental : Les contrôles statiques " à couteau " échouent déséquilibre du couple. Les rotors en rotation génèrent des forces périodiques à une fréquence de rotation de 1× qui accélèrent la fatigue et desserrent les fixations structurelles.
- Solution technique : Équilibrage dynamique in situ à deux plans (équilibrage dans les roulements d'origine) à l'aide du calcul du coefficient d'influence.
- Objectifs de performance : Atteindre un niveau de qualité équilibré ISO 1940 G6.3 et réduire les vibrations en dessous de 4,5 mm/s (ISO 10816).

Équilibrage des concasseurs : impact de l'ingénierie sur la fiabilité et les coûts
Fait marquant
Un déséquilibre de seulement 100 g sur un rotor de concasseur tournant à 1 500 tr/min génère une force centrifuge équivalente à environ 50 coups de marteau par seconde sur les roulements. Cette force de percussion constante dégrade rapidement l'intégrité des roulements et peut entraîner une défaillance catastrophique.
L'importance d'un équilibrage adéquat
Même un léger déséquilibre peut avoir des effets dramatiques sur les machines lourdes. Par exemple, un déséquilibre de seulement 100 grammes sur le rotor d'un concasseur peut générer une force d'impact équivalente à 50 coups de marteau par seconde sur les roulements. Ces forces de percussion constantes entraînent une usure excessive. En fait, négliger l'équilibre signifie que les roulements peuvent ne durer que 5 à 10 000 heures et que les coûts de maintenance peuvent monter en flèche (par exemple, $50-100k par an en réparations). En revanche, une machine bien équilibrée peut prolonger la durée de vie des roulements de 30 000 à 50 000 heures et réduire les coûts de réparation de 50 à 80 %. La réduction des vibrations améliore également l'efficacité énergétique (5 à 15 % d'énergie en moins gaspillée) et minimise les temps d'arrêt imprévus. En bref, le maintien de l'équilibre des rotors prolonge la durée de vie des équipements, permet de réaliser des économies et contribue à prévenir les accidents.
L'équilibrage des concasseurs et des broyeurs est une procédure d'entretien obligatoire pour les équipements rotatifs lourds. La charge dynamique résultant du déséquilibre ne dépend pas de la masse totale du rotor, mais de la déséquilibrer (masse et rayon d'équilibrage équivalents). Une estimation utile est F ≈ mu · r · ω², où ω = 2πn/60. À 1 000 tr/min (ω ≈ 105 rad/s), un déséquilibre de 1 kg à un rayon de 1 m produit environ 11 kN (~1,1 tonne-force). Une force périodique de “ plusieurs tonnes ” nécessiterait un déséquilibre de plusieurs kg·m (par exemple, 10 kg à 0,3 m ≈ 3 kg·m donne ~33 kN ≈ 3,3 tonnes-force). La charge est périodique à la fréquence de rotation (1 000 tr/min ≈ 16,7 Hz), de sorte que les conséquences peuvent s'aggraver progressivement :
- Phase initiale : Augmentation des niveaux de bruit et de vibrations
- Étape intermédiaire : La durée de vie des roulements passe de 30 000 à 50 000 heures à 5 000 à 10 000 heures.
- Stade avancé : Fixations desserrées, fissures de fatigue dans les soudures, dommages structurels
- Étape finale : Défaillance catastrophique avec risques pour la sécurité et temps d'arrêt prolongé
Les pertes économiques liées à l'utilisation d'équipements déséquilibrés s'élèvent à 50 000-100 000 € par an rien qu'en réparations et pièces de rechange, auxquels s'ajoutent 10 à 15 jours d'arrêt imprévu et 5 à 151 TP3T de consommation d'énergie supplémentaire.
Équilibrage statique et équilibrage dynamique : distinctions essentielles
Il est essentiel de comprendre la différence entre l'équilibrage statique et l'équilibrage dynamique pour choisir la méthode appropriée.
Équilibrage statique
Équilibrage statique corrige le déplacement du centre de masse par rapport à l'axe de rotation. Il est suffisant pour les rotors de type disque dont le diamètre dépasse la largeur de 7 à 10 fois (L/D < 0,25) et dont la vitesse est inférieure à 800 tr/min. Le déséquilibre statique peut être détecté sans rotation : le côté lourd s'abaisse sur des supports à lame de couteau.
Équilibre dynamique
Équilibre dynamique corrige à la fois le déséquilibre statique et le déséquilibre couple (moment). Il est obligatoire pour tous les rotors allongés dont la largeur dépasse 30% du diamètre. Le point critique : un rotor équilibré statiquement peut présenter un déséquilibre dynamique important. Deux marteaux déséquilibrés aux extrémités opposées du rotor, séparés de 180°, créent un moment de flexion pendant la rotation, même si l'équilibre statique est satisfait.
Pourquoi l'équilibrage statique “ sur couteaux ” n'est pas suffisant
Une méthode traditionnelle pour vérifier l'équilibre consiste à utiliser la méthode statique “ à lame de couteau ” : on place un rotor sur des rails à lame de couteau ou des supports prismatiques à faible friction pour voir si un point lourd le fait rouler. L'équilibrage statique permet de corriger un simple point lourd (déséquilibre statique) en ajoutant ou en retirant du poids afin que le centre de masse du rotor s'aligne avec son axe. Cependant, cette méthode ne permet pas de détecter ou de corriger un déséquilibre “ momentané ” (dynamique).
Dans un déséquilibre momentané (ou double), il existe des points lourds équivalents aux extrémités opposées du rotor, séparés de 180°. Au repos, ces deux poids opposés s'équilibrent, de sorte que le rotor peut ne pas rouler sur un support en forme de lame de couteau. Il semble équilibré dans des conditions statiques. Mais lorsque le rotor tourne, ces deux masses créent des forces (forces centrifuges) dans des directions opposées à chaque extrémité, formant un moment de torsion qui fait osciller violemment le rotor.

C'est comme avoir une balançoire équilibrée qui commence soudainement à se tordre lorsqu'elle est en mouvement. Aucun réglage sur un support statique ne permettra de résoudre ce problème, car le déséquilibre n'apparaît qu'à la vitesse de fonctionnement.
En termes simples, l'équilibrage “ sur couteaux ” ne corrige que les points lourds sur un seul plan et ne détecte pas les déséquilibres cachés sur deux plans. C'est pourquoi un rotor peut être “ équilibré statiquement ” mais continuer à vibrer pendant son fonctionnement. Pour corriger un déséquilibre dynamique, vous devez équilibrer au moins deux plans (par exemple, en ajoutant deux poids de correction à différentes positions le long du rotor) afin de contrebalancer les forces de torsion.
Cela nécessite des méthodes d'équilibrage dynamique pendant que le rotor tourne (ou des données provenant de la rotation), ce que les supports statiques ne peuvent pas fournir.
Solutions d'équilibrage dynamique
L'équilibrage dynamique consiste à mesurer les vibrations du rotor pendant sa rotation et à ajouter des poids pour compenser les déséquilibres statiques et les déséquilibres de couple. Traditionnellement, cela pouvait être fait en retirant le rotor et en le plaçant sur une machine d'équilibrage spécialisée. Dans une machine d'équilibrage, le rotor est mis en rotation et des instruments déterminent où les poids doivent être placés. Cela permet d'obtenir un équilibrage précis, mais présente des inconvénients : démontage de la machine, transport du rotor vers un atelier et plusieurs jours d'immobilisation.
En revanche, l'équilibrage moderne sur site utilise un équipement portable pour équilibrer le rotor dans ses propres roulements (in situ). Un technicien fixe des capteurs de vibrations au boîtier de la machine et un tachymètre pour mesurer la vitesse de rotation et la phase. La machine fonctionne à vitesse normale et l'équipement (tel que le Balanset-1A) mesure l'amplitude et la direction des vibrations du rotor. En effectuant un test avec un poids d'essai, le logiciel peut calculer le contrepoids exact nécessaire et l'angle auquel il doit être placé. Cette méthode du coefficient d'influence (souvent un processus en trois étapes avec des poids d'essai) calcule automatiquement la solution pour obtenir l'équilibrage.
Au final, des poids sont ajoutés (ou de la matière est retirée) sur le rotor afin de compenser les forces de déséquilibre.
L'approche dynamique traite à la fois les déséquilibres statiques et dynamiques (couple), car elle tient compte de la phase de vibration à différents points. Contrairement à la méthode statique “ knife-edge ”, l'équilibrage dynamique dans deux plans permet de corriger un vacillement qui n'apparaît que lors de la rotation.
L'équilibrage dynamique sur site est particulièrement utile pour les équipements de grande taille (par exemple, les grands rotors de concasseurs, les ventilateurs ou les tambours de broyeurs) qu'il est difficile de transporter jusqu'à un atelier. Il minimise les temps d'arrêt, car il n'est pas nécessaire de démonter entièrement la machine. Souvent, l'équilibrage peut être effectué sur site en quelques heures, au lieu de nécessiter plusieurs jours d'arrêt.
Types d'équipements : aperçu général
L'équilibrage des concasseurs, l'équilibrage des broyeurs et les procédures connexes s'appliquent à une large gamme d'équipements industriels. Chaque catégorie a des exigences spécifiques :
Machines courantes nécessitant un équilibrage
De nombreux types d'équipements industriels nécessitent un équilibrage régulier. Voici quelques exemples notables :
Concasseurs : Les machines telles que les concasseurs à mâchoires, les concasseurs à cône, les concasseurs à percussion et les concasseurs à marteaux sont essentielles, car leurs rotors lourds ou leurs pièces mobiles peuvent générer d'importantes vibrations même en cas de léger déséquilibre. Par exemple, les concasseurs à percussion nécessitent souvent un rééquilibrage régulier en raison de l'usure des barres de frappe et des plaques d'impact.
Les concasseurs à marteaux et autres concasseurs de roches peuvent nécessiter un équilibrage à chaque remplacement des marteaux ou des mâchoires, afin de garantir que les nouvelles pièces ne provoquent pas de vibrations. Même les grands volants d'inertie des concasseurs à mâchoires doivent rester équilibrés pour éviter les vibrations résonnantes.
Moulins et broyeurs : L'équilibrage des broyeurs à marteaux, des broyeurs à boulets, des broyeurs à cylindres et des broyeurs est essentiel pour les équipements de broyage. Les rotors à grande vitesse des broyeurs à marteaux et les tambours rotatifs massifs des broyeurs à boulets doivent être équilibrés afin que le broyage soit fluide et que les roulements ne soient pas surchargés.
La grande masse rotative d'un broyeur à boulets, par exemple, nécessite un équilibre minutieux afin d'éviter toute contrainte excessive sur ses supports.
Les broyeurs à rouleaux et autres broyeurs ont également besoin d'être équilibrés pour éviter une usure inégale et des vibrations.
Machines de réduction de taille : Les équipements tels que les pulvérisateurs, les broyeurs, les déchiqueteuses, les granulateurs et les pelletiseurs sont tous équipés de couteaux, de lames ou de rouleaux rotatifs. Un bon équilibrage des pulvérisateurs, broyeurs, déchiqueteuses, granulateurs et pelletiseurs garantit que ces couteaux fonctionnent sans vibrations excessives. Cela est particulièrement important car des morceaux de matériau ou des couteaux peuvent se casser ou s'user pendant le fonctionnement, déséquilibrant soudainement le rotor.
Un équilibrage régulier permet à ces machines de fonctionner en toute sécurité, même dans des conditions difficiles.
Mélangeurs et agitateurs : Même les équipements de mélange bénéficient de l'équilibrage. L'équilibrage des mélangeurs, des agitateurs et des agitateurs s'applique aux hélices ou aux pales rotatives des mélangeurs industriels. Si l'arbre ou l'hélice du mélangeur est même légèrement déséquilibré (par exemple en raison d'ingrédients collés ou de l'usure), cela peut provoquer une oscillation de l'ensemble du mélangeur. L'équilibrage de ces pièces rotatives permet d'éviter les vibrations qui pourraient affecter la qualité du produit et l'intégrité de la machine.
Dans tous ces cas, l'objectif est le même : un rotor équilibré tourne sans à-coups, sans exercer de forces nuisibles sur ses roulements ou sa structure. L'équilibrage des concasseurs et des broyeurs est particulièrement important dans les industries lourdes, mais le principe s'étend à tous les équipements rotatifs, des énormes broyeurs industriels aux petits mélangeurs de laboratoire.
| Type d'équipement | Vitesse typique (tr/min) | Cote d'équilibre (ISO 1940) | Défi principal |
|---|---|---|---|
| Concasseurs à mâchoires | 250–350 | G6.3 | Arbre excentrique, équilibrage du volant moteur |
| Concasseurs à cône | 300 à 500 | G6.3 | Assemblage excentrique, usure de la chemise |
| Concasseurs à percussion | 700–1500 | G6.3 | Usure de la barre de soufflage, accumulation de matière |
| Broyeurs à marteaux | 600–3600 | G2.5–G6.3 | Marteaux à mouvement libre |
| Broyeurs à boulets | 15–25 | G6.3 | Répartition variable de la charge |
| Pulvérisateurs | 500–750 | G2.5 | Rotor de classificateur, axe vertical |
Glossaire
- Déséquilibre statique : le centre de masse est décalé par rapport à l'axe de rotation (problème à un plan).
- Déséquilibre du couple (moment) : des points lourds égaux aux extrémités opposées du rotor créent un moment oscillant ; nécessite souvent un équilibrage sur deux plans.
- 1× vibration : composante vibratoire à la vitesse de rotation (tr/min/60), généralement dominante en cas de déséquilibre.
- Coefficients d'influence : Paramètres de réponse du système utilisés pour calculer les coefficients de correction à partir des essais.
- Équilibrage in situ : équilibrage d'un rotor dans ses propres paliers sur la machine installée.
Tolérances techniques et spécifications de performance
Pour atteindre un équilibre optimal, il est nécessaire de respecter des tolérances strictes spécifiques à chaque type d'équipement. Ces spécifications sont essentielles pour la planification de la maintenance et la vérification de la qualité.
Impact de l'accumulation de matière : cas documenté
Exemple concret
Concasseur à percussion traitant de l'argile humide : 15 kg de matière adhérente ont augmenté les vibrations de 4,0 mm/s à 12,0 mm/s, soit une amplification de 3 fois. Le nettoyage du rotor a permis de ramener les vibrations à 4,2 mm/s avant la correction d'équilibrage. Cela démontre l'importance cruciale d'un nettoyage minutieux avant toute procédure d'équilibrage.
Considérations relatives à la vitesse critique pour les équipements de mélange
La vitesse de fonctionnement par rapport à la vitesse critique détermine les exigences d'équilibrage et les zones de fonctionnement sécuritaires :
- Mélangeurs à usage intensif : Fonctionner à la vitesse critique de 65%
- Mélangeurs industriels standard : Fonctionner à la vitesse critique de 70%
- Agitateurs à pales/à turbine : Vitesse critique 50–65%
- Agitateurs à grande vitesse (à hélice, à disque) : Au-dessus de la vitesse critique
- Zone interdite : Vitesse critique 70–130% sans équilibrage dynamique
La fonction " RunDown " du Balanset-1A identifie les fréquences de résonance pendant la décélération, permettant ainsi aux opérateurs de vérifier les zones de fonctionnement sécuritaires et d'éviter toute résonance catastrophique.

Spécifications étendues du Balanset-1A
| Paramètre | Spécification |
|---|---|
| Plage de mesure des vibrations | 0,05 à 100 mm/s RMS |
| Gamme de fréquences | 5–550 Hz (jusqu'à 1000 Hz) |
| Plage de vitesse | 150 à 90 000 tr/min |
| Précision de la mesure de phase | ±1° |
| Précision de la mesure d'amplitude | ±5% |
| Sensibilité de l'accéléromètre | 100 mV/g |
| Distance de travail du tachymètre laser | 50 à 500 mm |
| Force de fixation magnétique | 60 kgf |
| Poids du kit complet | 4 kg dans un étui de protection |
Zones de vibration ISO (ISO 10816-3)
| Zone | Niveau de vibration (mm/s RMS) | Évaluation |
|---|---|---|
| Zone A | <1.8 | Excellent — équipement nouvellement mis en service |
| Zone B | 1,8–4,5 | Acceptable pour un fonctionnement continu |
| Zone C | 4,5–11,2 | À peine acceptable — correction du calendrier |
| Zone D | >11,2 | Inacceptable — action immédiate requise |
Cible après équilibrage : zone A ou B. La plupart des concasseurs devraient atteindre <4,5 mm/s avec un équilibrage dynamique à deux plans approprié à l'aide du Balanset-1A.
Équilibrage du concasseur : procédures détaillées
Équilibrage du concasseur à mâchoires
Équilibrage du concasseur à mâchoires traite de l'ensemble arbre excentrique et volant d'inertie. Ces machines fonctionnent comme un moteur à piston monocylindre, générant des vibrations normales à la fréquence de rotation et à sa deuxième harmonique. Cependant, l'usure du volant d'inertie, le desserrage du contrepoids et l'endommagement de l'arbre excentrique entraînent un déséquilibre pathologique.
Symptôme caractéristique : les vibrations longitudinales dépassent considérablement les vibrations verticales. Objectif : réduire les vibrations de 50 mm/s à moins de 7,6 mm/s après un équilibrage correct. Tolérance des vibrations horizontales : ±2 mm ; verticales : ±1 mm.
Équilibrage du concasseur à cône
Équilibrage d'un concasseur à cône se concentre sur l'assemblage excentrique et le cône de concassage. Les principaux problèmes sont l'usure inégale du revêtement, le désalignement du cône (tolérance ≤ 0,1 mm) et l'usure de la douille excentrique. La surveillance des vibrations montre des performances acceptables lorsque le déplacement horizontal est ≤ 2 mm et le déplacement vertical ≤ 1 mm. Une amplitude du corps supérieure à 0,5 mm indique un dysfonctionnement grave nécessitant une attention immédiate.
Équilibrage du concasseur à percussion
Équilibrage d'un concasseur à percussion est l'opération la plus fréquente dans les carrières. Les concasseurs à percussion à axe horizontal (HSI) et les concasseurs à percussion à axe vertical (VSI) fonctionnent tous deux grâce à l'énergie cinétique produite par des barres de frappe qui heurtent les matériaux à grande vitesse.
Problème d'usure inégale
Les barres de battage s'usent de manière intensive et non uniforme. Le remplacement d'une seule barre de battage sans équilibrage des poids perturbe considérablement l'équilibre. L'équilibrage sur deux plans est essentiel pour les rotors HSI en raison de leur longueur ; l'équilibrage statique sur un seul plan laisse un déséquilibre résiduel du couple, ce qui entraîne une charge asymétrique sur les roulements.
Considérations de sécurité
Les rotors possèdent une inertie considérable ; les cycles de démarrage-arrêt pour l'installation des poids d'essai prennent beaucoup de temps. La capacité du Balanset-1A à stocker les coefficients d'influence signifie que l'équilibrage ultérieur (après le remplacement de la barre de frappe) ne nécessite qu'une seule mesure sans poids d'essai.
Spécificités VSI
Les concasseurs à percussion centrifuges exigent une précision encore plus grande en raison de leurs vitesses de rotation pouvant atteindre 1 500 à 2 000 tr/min. Le déséquilibre provient souvent de l'accumulation de matière à l'intérieur des chambres du rotor. L'équilibrage des concasseurs à percussion centrifuges nécessite fréquemment le soudage de contrepoids sur les couvercles supérieur et inférieur du rotor. Le Balanset-1A calcule efficacement les angles d'installation des contrepoids en coordonnées polaires.
Équilibrage du concasseur à marteaux
Équilibrage du concasseur à marteaux est compliquée par les marteaux suspendus librement. Si un marteau se bloque sur son axe en raison de la corrosion ou de la poussière, il ne peut pas s'étendre complètement sous l'effet de la force centrifuge, ce qui déplace le centre de gravité du rotor et crée un déséquilibre énorme et variable.
Méthodologie
Avant d'utiliser Balanset-1A, les opérateurs doivent vérifier la liberté de mouvement de tous les marteaux et la correspondance de leur poids. L'équilibrage est effectué sur les disques du rotor, et non sur les marteaux eux-mêmes. La fonction " Split Weight " (répartition du poids) permet de répartir la masse calculée entre deux points disponibles (par exemple, entre les trous des goupilles des marteaux) lorsqu'un montage à angle exact est impossible, tout en conservant le vecteur de correction.
Équilibrage des broyeurs : exigences de précision
Les broyeurs exigent une précision d'équilibrage maximale en raison de leurs cycles de fonctionnement continus ; toute vibration entraîne une rupture par fatigue des entraînements et des chemises coûteux.
Équilibrage du broyeur à marteaux
Contrairement aux concasseurs, Équilibrage du broyeur à marteaux concerne les unités à grande vitesse (jusqu'à 3600 tr/min) utilisées pour le broyage fin des céréales, de la biomasse ou des produits chimiques. À de telles vitesses, le déséquilibre résiduel admissible est extrêmement faible (ISO 1940 G2.5 ou G6.3). Les rotors des broyeurs à marteaux fonctionnent souvent comme des ventilateurs ; l'ouverture du carter pour installer des poids peut modifier la résistance aérodynamique. L'équilibrage avec Balanset-1A doit être effectué avec le boîtier entièrement assemblé, en utilisant les ports d'accès ou en tenant compte des conditions modifiées.
Équilibrage du broyeur à boulets
Équilibrage des broyeurs à boulets présente des défis uniques. Le tambour lui-même, avec le mouvement chaotique des médias de broyage, ne peut généralement pas être équilibré au sens conventionnel du terme. L'accent est mis sur la transmission à grande vitesse.
Équilibrage de l'arbre de pignon
L'arbre d'entraînement avec ses roulements et son accouplement est l'élément critique. Les vibrations sur l'arbre du pignon sont souvent causées non pas par un déséquilibre, mais par l'usure des dents ou un désalignement. L'analyse spectrale du Balanset-1A identifie la fréquence d'engrènement des engrenages (GMF). Si 1×RPM domine, un équilibrage dynamique de l'accouplement ou des poids montés sur bride est effectué.
Complexités liées aux mesures
Les impacts de la balle à l'intérieur du tambour créent un bruit aléatoire à basse fréquence. Les réglages du Balanset-1A doivent augmenter le temps moyen du signal (par exemple, 10 à 20 secondes) afin d'obtenir des lectures stables en termes d'amplitude et de phase.
Équilibrage des broyeurs à cylindres
Équilibrage d'un broyeur à cylindres S'applique aux industries de la minoterie, des polymères et de l'acier. Les rouleaux sont des cylindres longs et lourds qui ont tendance à se courber (fouettement). Un équilibrage sur deux plans aux extrémités est obligatoire. Le Balanset-1A mesure la différence de phase entre les supports gauche et droit ; une différence de phase de 180° indique un fort déséquilibre du couple. L'équilibrage des rouleaux in situ tient compte des poulies d'entraînement et des engrenages montés sur les tourillons des rouleaux, qui contribuent à leur propre déséquilibre.
Équilibrage du broyeur
Équilibrage des broyeurs couvre un large éventail : broyeurs à boulets, broyeurs à billes et rectifieuses de précision. Pour les broyeurs fins, l'appareil prend en charge la méthode à trois contrepoids mobiles, permettant d'obtenir une finition idéale sans soudure ni mastic.
Équilibrage du pulvérisateur
Équilibrage du pulvérisateur, en particulier pour les broyeurs à charbon dans les centrales électriques, est essentiel. De nombreux pulvérisateurs ont une configuration verticale ; des capteurs de vibrations (axes X et Y) sont montés sur le palier supérieur du moteur ou du réducteur. La partie supérieure abrite un séparateur rotatif (classificateur dynamique) ; son déséquilibre provoque de fortes vibrations dans la structure supérieure. Balanset-1A équilibre cet ensemble grâce à des ports de service, empêchant ainsi la destruction de l'entraînement et améliorant la finesse de broyage.
Équilibrage des équipements de réduction de taille
Équilibrage du broyeur
Équilibrage du broyeur convient aux rotors à faible vitesse (300 à 500 tr/min) utilisés pour le traitement de la ferraille ou des pneus. Les accéléromètres Balanset-1A offrent une excellente sensibilité aux basses fréquences (à partir de 5 Hz) et permettent de manipuler ces machines en toute confiance. En raison des charges d'impact extrêmes, les poids d'essai et de correction doivent être solidement soudés ; les aimants ou le ruban adhésif sont inacceptables, même pour les essais.
Équilibrage de la déchiqueteuse
Équilibrage de la déchiqueteuse Dans le domaine forestier, on distingue deux types de machines. Les broyeurs à disques posent des défis, car le disque agit comme un gyroscope, les principaux problèmes étant les vibrations axiales (oscillations en " 8 "). Des capteurs sont montés radialement et axialement (le long de l'axe de l'arbre) pour surveiller le faux-rond du disque. Des poids sont installés sur la surface arrière du disque ou dans des poches d'équilibrage dédiées.
Les broyeurs à tambour nécessitent un équilibrage classique sur deux plans en raison de la longueur du rotor. Tous les couteaux doivent être entretenus en tant qu'ensemble : l'affûtage ou le remplacement d'un seul couteau perturbe l'équilibre. Tolérance d'épaisseur des couteaux : 0,13 à 0,25 mm. Les couteaux émoussés coupent moins qu'ils ne hachent, ce qui génère des vibrations excessives et des fissures de fatigue dans les soudures. Intervalle d'affûtage recommandé : toutes les 6 à 8 heures de fonctionnement.
Équilibrage du granulateur
Équilibrage du granulateur pour le recyclage des plastiques implique l'utilisation de couteaux montés sur rotor (écart de 1 à 3 mm par rapport aux couteaux fixes). En cas d'apparition de vibrations, vérifiez d'abord l'état et le montage des couteaux. Si les vibrations persistent, un équilibrage professionnel du rotor est nécessaire. L'installation de la machine sur des patins antivibratoires réduit la transmission aux fondations.
Équilibrage du granulateur
Équilibrage du granulateur recouvre la matrice annulaire et les rouleaux de pression. Le faux-rond de la face de la matrice ne doit pas dépasser 0,3 mm (vérification à l'aide d'un comparateur à cadran). Écart entre le rouleau et la matrice : minimum 0,2 à 0,3 mm. Les bagues de serrage endommagées sont la principale cause de rupture de la matrice et de vibrations importantes.
Équilibrage des équipements de mélange et d'agitation
Équilibrage du mélangeur
Équilibrage du mélangeur pour les pompes de classe industrielle respecte la norme API 610, qui exige une précision G2.5 selon la norme ISO 1940. Rapport optimal entre le diamètre de la roue et celui du réservoir (D/T) : 1/3. Les mélangeurs à usage intensif fonctionnent à une vitesse critique de 65% ; les mélangeurs industriels standard à 70%. Le fonctionnement dans la plage de vitesse critique de 70 à 130% sans équilibrage dynamique est interdit.
Équilibrage de l'agitateur
Équilibrage de l'agitateur Dans le domaine du traitement chimique, les arbres longs sont utilisés dans les cuves profondes. Les agitateurs à pales et à turbine fonctionnent à une vitesse critique comprise entre 50 et 651 TP3T ; les types à grande vitesse (hélice, disque) fonctionnent au-dessus de la vitesse critique. L'équilibrage dynamique permet un fonctionnement sûr à une vitesse critique de 701 TP3T. Les arbres longs sont équipés de supports intermédiaires (roulements stabilisateurs).
Équilibrage de l'agitateur
Équilibrage de l'agitateur concerne les disperseurs à grande vitesse (dissolveurs). Le déséquilibre provoque un contact entre la lame et la paroi du récipient. L'équilibrage précis de l'arbre et de la lame à l'aide du Balanset-1A prolonge la durée de vie du joint mécanique et empêche les fuites de produit.
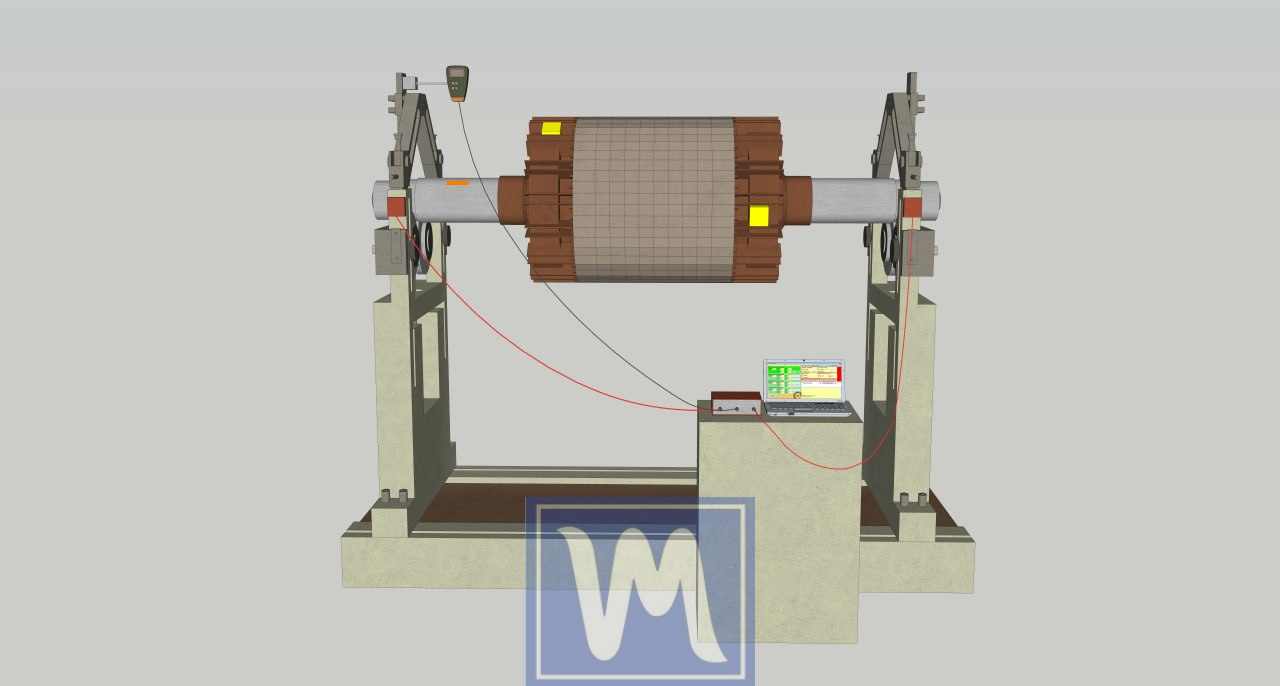
Équilibrage sur le terrain avec Balanset-1A
Le Balanset-1A Le système d'équilibrage portable permet une correction sur site sans démontage de la machine, ce qui élimine le temps de transport, réduit les temps d'arrêt et permet de vérifier les résultats dans les conditions de fonctionnement réelles.

Comment Balanset-1A équilibre les concasseurs et plus encore
Le Balanset-1A est un équilibreur dynamique et analyseur de vibrations portable à deux canaux conçu précisément à cet effet. Il permet aux ingénieurs et aux équipes de maintenance d'effectuer un équilibrage de précision sur site pour une large gamme d'équipements. Le Balanset-1A est livré avec deux capteurs de vibrations accélérométriques et un tachymètre laser, ainsi qu'un logiciel qui fonctionne sur un PC. Voici comment il fonctionne et pourquoi il est efficace :
Équilibrage in situ sur deux plans
Le Balanset-1A peut effectuer un équilibrage sur un ou deux plans sur la machine réelle, dans ses roulements normaux. Cela signifie que vous pouvez équilibrer le rotor d'un concasseur sans le démonter, ce qui vous fait gagner un temps considérable. En utilisant deux plans, il corrige à la fois le déséquilibre statique et dynamique du rotor. Par exemple, si le poids excentrique d'un concasseur à cône provoque des vibrations, la capacité à deux plans du Balanset-1A permettra d'identifier comment le contrebalancer dans les positions correctes, ce que les méthodes à un seul plan ne peuvent pas faire.
Large gamme d'équipements
Cet appareil est polyvalent : il est conçu pour l'équilibrage sur site d'équipements rotatifs, notamment les concasseurs, les ventilateurs, les broyeurs, les vis sans fin, les arbres, les centrifugeuses, les turbines, etc. Dans la pratique, un Balanset-1A peut entretenir un large parc d'équipements (concasseurs, broyeurs, déchiqueteuses, mélangeurs, etc.), réduisant ainsi les temps d'arrêt et la dépendance vis-à-vis des services d'équilibrage externes.
Logiciel facile à utiliser
Il n'est pas nécessaire d'être un expert en vibrations pour utiliser Balanset-1A. Son logiciel guide l'utilisateur à travers une procédure étape par étape et calcule automatiquement les poids et angles de correction requis. Après avoir testé un poids d'essai, il fournit clairement la solution d'équilibrage, ce qui permet aux techniciens de devenir compétents avec un minimum de formation.
Résultats fiables
Malgré sa portabilité, Balanset-1A offre une qualité d'équilibrage professionnelle. Il mesure avec précision les vibrations et la phase et calcule les corrections nécessaires pour répondre aux normes de qualité d'équilibrage (ISO 1940). En pratique, il peut produire des résultats comparables à ceux d'analyseurs beaucoup plus coûteux lorsque les conditions de mesure sont stables et que la procédure est suivie correctement.
Fonctionnalités d'analyse des vibrations
Au-delà de l'équilibrage, Balanset-1A fonctionne également comme un analyseur de vibrations et peut afficher des formes d'onde et des spectres FFT. Cela permet de déterminer si les vibrations sont dues à un déséquilibre ou à d'autres problèmes (désalignement, jeu, résonance), ce qui facilite la prise de décisions plus précises en matière de maintenance. En mode équilibrage, l'accent est mis sur la composante rotationnelle 1× afin d'isoler le déséquilibre.
Avantages du Balanset-1A par rapport aux méthodes traditionnelles
L'utilisation du Balanset-1A pour l'équilibrage dynamique offre plusieurs avantages clés par rapport aux anciennes méthodes ou au recours à des services externes :
Pas de démontage et temps d'arrêt minimal : L'équilibrage traditionnel impliquait souvent de démonter le rotor et de l'expédier à un atelier, ce qui prenait plusieurs jours. Avec Balanset-1A, l'équilibrage s'effectue sur place en quelques heures seulement.
Il n'est pas nécessaire de retirer le rotor ou l'arbre du broyeur ; il suffit de fixer les capteurs et d'effectuer la procédure d'équilibrage sur place. Cette approche in situ permet de réduire un travail de 3 à 7 jours à 2 à 4 heures, ce qui signifie que la production peut reprendre le jour même.
Économies de coûts : En effectuant ce travail en interne, les entreprises évitent les frais élevés liés au recours à des prestataires spécialisés et les pertes liées à des temps d'arrêt prolongés. Le dispositif Balanset-1A est relativement abordable (quelques milliers d'euros), mais il offre environ “ 80% des capacités des analyseurs coûteux pour seulement ~20% du prix ”.”
Les utilisateurs peuvent effectuer eux-mêmes l'équilibrage sans faire appel à des spécialistes tiers, et l'appareil peut être amorti après quelques opérations d'équilibrage. De plus, le fait d'éviter une seule panne majeure peut justifier l'investissement.
Traite tous les types de déséquilibre : Contrairement à l'équilibrage statique sur les bords tranchants, la capacité dynamique à deux plans du Balanset-1A corrige à la fois les points lourds statiques et le déséquilibre dynamique du couple en une seule opération.
Cela signifie que même si un rotor présente ce vacillement délicat (déséquilibre de moment), Balanset-1A peut le détecter et guider le placement de deux masses de correction afin d'annuler le couple. Il s'agit d'une solution complète pour les scénarios de déséquilibre courants.
Polyvalence pour de nombreuses machines : Une unité Balanset-1A peut être utilisée sur pratiquement toutes les pièces rotatives dans n'importe quel secteur industriel. Elle est véritablement universelle : le même kit peut équilibrer un ventilateur aujourd'hui, un concasseur de pierres demain et un pulvérisateur le jour suivant.
Dans notre contexte, cela est idéal pour les opérations qui utilisent plusieurs types d'équipements (concassage, broyage, mélange, etc.), car vous n'avez pas besoin d'outils d'équilibrage distincts pour chacun d'entre eux. Des concasseurs et broyeurs aux broyeurs, mélangeurs, arbres et turbines, l'appareil s'adapte à une large gamme de rotors.
Facilité d'utilisation et sécurité : Grâce au logiciel guidé et à la configuration matérielle simple du Balanset-1A, vous n'avez pas besoin d'un doctorat en vibrations pour effectuer un équilibrage. Le processus est sûr et reproductible : vous réduisez progressivement les vibrations à l'aide d'ajustements de poids calculés, plutôt que par des essais et des erreurs. Cela réduit le risque d'erreur humaine. Et en éliminant les vibrations excessives, vous améliorez également la sécurité dans l'installation (moins de cas de machines qui se désagrègent ou projettent des débris).
En éliminant les vibrations excessives, vous améliorez également la sécurité dans l'installation (moins de cas où les machines se désagrègent ou projettent des débris).
Diagnostics rapides : Grâce à son mode analyseur de vibrations, le Balanset-1A peut également être utilisé pour diagnostiquer rapidement si le déséquilibre est le problème principal ou si d'autres facteurs (tels qu'un arbre tordu ou une résonance) y contribuent. Cette capacité de diagnostic et de correction tout-en-un permet d'identifier et de résoudre les problèmes plus rapidement qu'en attendant l'intervention d'une équipe externe. Dans de nombreux cas, le cycle de diagnostic et de correction sur site peut être effectué en moins d'une heure.
Dans de nombreux cas, le cycle de diagnostic et de correction peut être effectué pendant la même période de maintenance.
Spécifications techniques
| Paramètre | Valeur |
|---|---|
| Plage de mesure des vibrations | 0,05 à 100 mm/s RMS |
| Gamme de fréquences | 5–550 Hz (jusqu'à 1000 Hz) |
| Plage de vitesse | 150 à 90 000 tr/min |
| Précision de phase | ±1° |
| Précision de l'amplitude | ±5% |
| Chaînes | 2 (mesure simultanée) |
| Poids | 4 kg (kit complet dans son coffret) |
Avantages par rapport aux méthodes traditionnelles
| Paramètre | Méthode traditionnelle (en magasin) | Équilibrage sur le terrain (Balanset-1A) |
|---|---|---|
| Durée totale | 3 à 7 jours | 2 à 4 heures |
| Démontage requis | Oui | Non |
| Coût type par tâche | 5 000 à 15 000 € | 500 à 1 500 € |
| Comptes pour le montage réel | Non | Oui |
| Précision réalisable | G2.5–G6.3 | G2.5–G6.3 |
Procédure d'équilibrage étape par étape
La clé du succès réside dans la préparation 80%. Suivez cet algorithme éprouvé :
Préparation
- Nettoyez le rotor pour éliminer la saleté, la rouille et les matériaux adhérents — la contamination fausse les résultats.
- Inspectez les roulements (jeu, bruit, chaleur) — l'équilibrage ne peut pas corriger les défauts des roulements.
- Vérifier la fixation sécurisée des fondations et contrôler les protections.
- Pour les concasseurs à marteaux : vérifier le libre mouvement des marteaux et l'équilibre des poids.
Installation du capteur
- Installez les capteurs de vibrations sur les paliers perpendiculairement à l'axe de rotation (à moins de 25 cm du palier).
- Connectez-vous aux entrées X1 et X2.
- Installez le tachymètre laser de manière à ce que le faisceau frappe la bande réfléchissante sur le rotor.
- Connectez-vous à l'entrée X3 et vérifiez la stabilité de la lecture du régime moteur.

Mesure initiale
- Lancer le logiciel : F7 — Équilibrage → F3 — Équilibrage sur deux plans
- Entrer les paramètres du rotor
- Appuyez sur F9 pour mesurer la vibration initiale.
- Enregistrer l'amplitude et la phase aux deux points de mesure.
Essais
- Arrêtez la machine et installez le poids d'essai dans le plan 1 (la masse doit modifier l'amplitude ou la phase de 20 à 30%).
- Courir et mesurer
- Déplacez le poids vers le plan 2 et répétez la mesure.
- Le logiciel calcule les coefficients d'influence.


Installation du poids de correction
- Le logiciel affiche la masse et l'angle de correction pour les deux plans sur le diagramme polaire.
- Installer des poids permanents (soudure, boulonnage, serrage)
- Utilisez la fonction " Split Weight " (Répartir le poids) si un montage à angle exact est impossible.

Vérification
- Mesurer les vibrations résiduelles
- Cible : Zone A ou B selon la norme ISO 10816 (<2,8 mm/s pour la plupart des concasseurs)
- Enregistrer les coefficients d'influence (F8) pour un équilibrage ultérieur sans essais
- Générer un rapport (F9)
Justification économique et retour sur investissement
L'investissement dans un équipement d'équilibrage portable est rentabilisé en 3 à 4 mois d'utilisation intensive.
| Article | Valeur |
|---|---|
| Coût de l'équipement Balanset-1A | 1 751 à 1 975 € |
| Service d'équilibrage par un seul contractant | €1,500 |
| Fréquence d'équilibrage annuelle type | 4 fois par an |
| Économies réalisées grâce au contrat de service annuel | €6,000 |
| Économies réalisées grâce à l'allongement de la durée de vie des roulements | 10 000 à 30 000 € par an |
| Économies réalisées grâce à la réduction des temps d'arrêt | 50 000 à 150 000 € par an |
| Économies annuelles totales | 66 000 à 186 000 euros |
| Période de récupération | 3 à 4 mois |
Physique de la durée de vie des roulements
La durée de vie L₁₀ d'un roulement est inversement proportionnelle au cube de la charge (P) : L₁₀ = (C/P)³. Une réduction de la charge vibratoire de 50% multiplie par 8 la durée de vie calculée du roulement. Pour les assemblages soumis à des charges importantes, tels que les arbres de concasseurs à marteaux ou les tourillons de broyeurs à cylindres, cela se traduit par des années plutôt que des mois.
Dépannage des problèmes courants
Problème : lectures instables ou " flottantes "
Causes possibles : desserrage mécanique, roulements usés, fonctionnement proche de la résonance, vitesse instable, accumulation de matière.
Solution : Serrez les boulons de fondation, vérifiez le jeu des roulements, vérifiez la rigidité du montage, assurez-vous que le régime moteur reste constant pendant la mesure, nettoyez soigneusement le rotor.
Problème : Impossible d'atteindre la tolérance requise
Causes possibles : autres défauts présents (désalignement, arbre tordu, dommages au niveau des roulements), comportement non linéaire du système, résonance.
Solution : Effectuer un test de décélération pour identifier les résonances, réaliser un diagnostic complet, corriger les défauts associés avant de réessayer l'équilibrage.
Problème : Concasseur à marteaux — marteaux grippés sur les axes
Cause: corrosion ou poussière empêchant le marteau de battre librement.
Solution : Nettoyez et lubrifiez toutes les goupilles des marteaux avant de procéder à l'équilibrage. Vérifiez que chaque marteau bouge librement. Remplacez les goupilles grippées.
Problème : Concasseur à percussion — accumulation de matière
Cause: Matériau humide ou collant adhérant à l'intérieur des chambres du rotor (cas documenté : 15 kg d'argile ont augmenté les vibrations de 4 à 12 mm/s).
Solution : Nettoyez soigneusement l'intérieur du rotor avant de procéder à l'équilibrage. Envisagez l'application d'un revêtement antiadhésif dans les chambres du rotor.
Questions fréquemment posées
À quelle fréquence faut-il procéder à l'équilibrage du concasseur ?
Pour les concasseurs à percussion et à marteaux : toutes les 500 à 1 000 heures de fonctionnement ou après le remplacement des pièces d'usure. Pour les concasseurs à mâchoires et à cône : tous les 3 à 6 mois ou lorsque les vibrations augmentent. La surveillance continue des vibrations permet une planification en fonction de l'état.
Le personnel interne peut-il effectuer l'équilibrage ?
Oui. Grâce à Balanset-1A et à une formation succincte (généralement d'une journée), les techniciens de maintenance sans expérience préalable en équilibrage obtiennent des résultats professionnels. Le logiciel guide les utilisateurs étape par étape tout au long de la procédure.
Quel niveau de qualité d'équilibre est requis ?
La plupart des concasseurs et broyeurs : G6,3 selon la norme ISO 1940-1. Équipements à grande vitesse (broyeurs à marteaux de plus de 1 500 tr/min, pulvérisateurs) : G2,5. Broches de rectification de précision : G1,0 ou mieux.
L'équilibrage élimine-t-il toutes les vibrations ?
Non. L'équilibrage élimine uniquement les vibrations dues à l'asymétrie de masse. Les vibrations dues à un désalignement, à des défauts de roulement, à un desserrage, à une résonance, à des problèmes d'engrènement ou à des forces aérodynamiques nécessitent des mesures correctives distinctes. Une analyse complète des vibrations permet d'identifier les causes profondes.
Pourquoi l'équilibrage sur deux plans est-il nécessaire ?
Les rotors longs (L/D > 0,25) développent à la fois un déséquilibre statique et un déséquilibre de couple (moment). L'équilibrage sur un seul plan ne peut pas corriger le déséquilibre de couple, ce qui crée un mouvement de balancement qui endommage les roulements. L'équilibrage dynamique sur deux plans est la seule solution complète.
Les coefficients d'influence enregistrés peuvent-ils être réutilisés ?
Oui, pour des configurations de rotor identiques. Après la caractérisation initiale, l'équilibrage ultérieur (par exemple, après le remplacement d'une barre de frappe ou d'un marteau) ne nécessite qu'une seule série de mesures. Cette fonctionnalité réduit considérablement le temps d'équilibrage pour la maintenance de routine.
Quel est le niveau de vibration cible après l'équilibrage ?
La norme ISO 10816-3 définit les zones suivantes : Zone A (excellente) 11,2 mm/s. Objectif : Zone A ou B pour un fonctionnement continu.
Commencez dès aujourd'hui à économiser sur les réparations
Achetez le Balanset-1A, formez votre équipe et mettez en place une maintenance conditionnelle. Assistance technique professionnelle disponible via WhatsApp.
Résultats pratiques : études de cas documentées
- Fibreur de canne à sucre (24 tonnes, 747 tr/min) : Réduction des vibrations de 3,2 à 0,47 mm/s — amélioration de 6,8 fois
- Concasseur en Espagne : Vibration initiale >100 mm/s (niveau d'urgence), post-équilibrage 16–18 mm/s — la machine fonctionne " comme neuve "."
- Concasseur industriel : Vibrations de 21,5 à 1,51 mm/s — amélioration de 14 fois
- Ventilateur monté sur le toit (-6 °C ambiant) : De 6,8 à <1,8 mm/s
- Ventilation des centres commerciaux : Réduction du bruit de 5 à 7 dB, économies d'énergie, durée de vie prolongée
Conclusion
En résumé, qu'il s'agisse de concasseurs à mâchoires, de concasseurs à cône, de concasseurs à percussion, de concasseurs à marteaux ou d'autres machines rotatives telles que les broyeurs, les déchiqueteuses, les mélangeurs et les broyeurs, il est essentiel de maintenir l'équilibre de l'équipement. Cela permet un fonctionnement plus fluide, une plus grande longévité des composants, des économies d'énergie et des conditions de travail plus sûres. Les méthodes statiques traditionnelles telles que l'équilibrage “ sur couteaux ” ont leurs limites : elles ne permettent pas de traiter certains types de déséquilibres qui ne se manifestent que lorsque la machine est en marche. Heureusement, les outils d'équilibrage dynamique modernes offrent une solution.
L'équilibreur portable Balanset-1A illustre parfaitement les progrès réalisés dans ce domaine. Il permet d'effectuer un équilibrage professionnel sur deux plans directement sur le lieu de travail, ce qui permet aux équipes de maintenance de corriger rapidement le déséquilibre des rotors de concasseurs et de nombreuses autres applications. Grâce à un logiciel intelligent et à des capteurs, il élimine les approximations lors de l'équilibrage et garantit la résolution des déséquilibres, même complexes. Il en résulte des machines qui fonctionnent aussi bien que prévu, sans les forces destructrices causées par les vibrations.
Pour un large éventail d'industries, allant des mines et carrières (concasseurs et broyeurs) à la fabrication et l'agriculture (ventilateurs, broyeurs, mélangeurs), investir dans un équipement d'équilibrage approprié tel que le Balanset-1A peut changer la donne. Il protège vos machines “ de l'intérieur ”, prévenant les dommages avant qu'ils ne surviennent. Concrètement, cela se traduit par moins de pannes, des coûts de maintenance réduits et une production plus fiable.
D'un point de vue pratique, le Balanset-1A occupe une niche utile entre les équipements de laboratoire coûteux et les services de sous-traitants tiers : il permet l'équilibrage in situ dans les roulements de la machine, à la vitesse et à la charge réelles de fonctionnement. Cela est important car l'équilibrage en laboratoire sur des supports idéaux ne peut pas refléter pleinement les conditions d'installation spécifiques au site. De plus, les coefficients d'influence enregistrés permettent de répéter l'équilibrage après le remplacement de la barre de frappe ou du marteau en un seul passage, sans poids d'essai.
Pour la plupart des concasseurs et broyeurs, l'objectif type est un degré de qualité d'équilibrage G6.3 selon la norme ISO 1940, ce qui correspond à des vibrations inférieures à 4,5 mm/s selon la norme ISO 10816. Atteindre ce niveau avec Balanset-1A est une tâche réaliste et reproductible pour un personnel qualifié après une formation minimale, à condition que la machine soit en bon état mécanique et que les mesures soient stables.

0 commentaires