Uravnoteženje drobilica: Profesionalni vodič za dinamičku kontrolu vibracija
Precizno dinamičko balansiranje najučinkovitiji je način sprječavanja katastrofalnog kvara ležaja i smanjenja troškova industrijskog održavanja. Eliminiranjem parazitskih centrifugalnih sila, уравноteženje drobilice produžuje vijek trajanja opreme za 3–5 puta i smanjuje troškove popravka do 80%. Ovaj vodič detaljno opisuje inženjerske principe i terenske postupke za balansiranje drobilica, mlinova i rotacijskih strojeva visokog opterećenja pomoću vibracijskog analizatora Balanset-1A.







Tehnički sažetak i ključne poruke
Na prvi pogled
- Opseg: Industrijski уравноteženje drobilice (čeljust, stožac, udar, čekić), balansiranje mlinova (lopta, valjak, brušenje), drobilice i mikseri visoke brzine.
- Osnovni problem: Statičke "knife-edge" provjere propuštaju neravnoteža para. Rotirajući rotori stvaraju periodičke sile pri rotacijskoj frekvenciji od 1× koje ubrzavaju zamor materijala i otpuštaju strukturne pričvrsne elemente.
- Tehničko rješenje: Dinamičko balansiranje na dva ravnine in situ (balansiranje u izvornim ležajevima) pomoću izračuna koeficijenta utjecaja.
- Ciljevi učinka: Postizanje uravnotežene kvalitete ISO 1940 G6.3 i smanjenje vibracija ispod 4,5 mm/s (ISO 10816).

Uravnoteženje drobilice: Inženjerski utjecaj na pouzdanost i troškove
Ključna činjenica
Nesimetrija od samo 100 g na rotoru drobilice koji se vrti pri 1500 o/min stvara centrifugalnu silu ekvivalentnu otprilike 50 udaraca čekića u sekundi na ležajeve. Ova stalna udarna sila brzo narušava integritet ležajeva i može dovesti do katastrofalnog kvara.
Važnost pravilnog balansiranja
Čak i mala neuravnoteženost može imati dramatične posljedice na teške strojeve. Na primjer, samo 100 grama neuravnoteženosti na rotoru drobilice može stvoriti udarni opterećenje jednako 50 udaraca čekića u sekundi na ležajeve. Ove stalne udarne sile dovode do pretjeranog trošenja. Zapravo, zanemarivanje uravnoteženja znači da ležajevi mogu trajati samo 5–10 tisuća sati, a troškovi održavanja mogu vrtoglavo porasti (npr. $50–100k godišnje za popravke). Nasuprot tome, dobro uravnotežena mašina može osigurati vijek trajanja ležajeva od 30 – 50 tisuća sati i smanjiti troškove popravaka za čak 50 – 80 %. Smanjene vibracije također poboljšavaju energetsku učinkovitost (5 – 15 % manje potrošene energije) i minimiziraju neplanirano zastoje. Jednostavno rečeno, održavanje uravnoteženosti rotora produljuje vijek trajanja opreme, štedi novac i pomaže u sprječavanju nesreća.
Balansiranje drobilice i balansiranje mlinova obavezni su postupci održavanja za tešku rotirajuću opremu. Dinamičko opterećenje od neuravnoteženosti ne ovisi o ukupnoj masi rotora, već o neravnoteža (ekvivalentna masa neuravnoteženja i radijus). Korisna procjena je F ≈ mu · r · ω², gdje ω = 2πn/60. Pri 1000 o/min (ω ≈ 105 rad/s), neuravnoteženost od 1 kg na radijusu od 1 m proizvodi oko 11 kN (~1,1 metričkog tona sile). “Nekoliko tona” periodične sile zahtijevalo bi nekoliko kg·m neuravnoteženja (npr. 10 kg na 0,3 m ≈ 3 kg·m daje ~33 kN ≈ 3,3 tone-sile). Opterećenje je periodično na rotacijskoj frekvenciji (1000 o/min ≈ 16,7 Hz), pa se posljedice mogu progresivno pojačavati:
- Početna faza: Povećane razine buke i vibracija
- Međufaza: Vijek trajanja ležaja smanjuje se s 30.000–50.000 sati na 5.000–10.000 sati
- Napredni stadij: Olabavljen spojevi, napori od zamora u zavarenjima, strukturna oštećenja
- Završna faza: Katastrofalni kvar sa sigurnosnim rizicima i produženim zastojem
Gospodarski gubici od rada neuravnotežene opreme dosežu 50.000–100.000 € godišnje samo na popravcima i rezervnim dijelovima, uz 10–15 dana neplaniranog zastoja i 5–15% viška potrošnje energije.
Statičko naspram dinamičkog balansiranja: ključne razlike
Razumijevanje razlike između statičkog i dinamičkog balansiranja ključno je za odabir ispravne metode.
Statičko balansiranje
Statičko balansiranje Ispravlja pomak središta mase u odnosu na os rotacije. Dovoljno je za diskaste rotore kod kojih promjer prelazi širinu za 7–10 puta (L/D < 0,25) i kod brzina ispod 800 o/min. Statički neuravnoteženost može se otkriti bez rotacije — teža strana se spušta prema dolje na noževnim potporama.
Dinamičko uravnoteženje
Dinamičko uravnoteženje Ispravlja i statički neravnotežu i momentnu neravnotežu. Obavezno je za sve izdužene rotore kod kojih širina prelazi 30% promjera. Kritična točka: statički uravnotežen rotor može imati značajnu dinamičku neravnotežu. Dva neuravnotežena čekića na suprotnim krajevima rotora, razmaknuta za 180°, stvaraju savojni moment tijekom rotacije unatoč zadovoljavanju statičke ravnoteže.
Zašto statičko balansiranje noževa ne zadovoljava
Tradicionalni način provjere uravnoteženosti je statička metoda “nožne ivice” – postavljanje rotora na niskotrljajuće vodilice u obliku nožne ivice ili na prizmatične stalke kako bi se vidjelo pokreće li ga teška točka. Statičko uravnoteženje može ispraviti jednostavnu tešku točku (statički neuravnoteženost) dodavanjem ili oduzimanjem mase tako da se centar mase rotora poravna s njegovom osi. Međutim, ova metoda ne može otkriti niti ispraviti “moment” (dinamičku) neuravnoteženost.
U momentu (ili paru) neuravnoteženosti postoje jednako teška mjesta na suprotnim krajevima rotora, udaljena 180°. U mirovanju se ova dva suprotna utega međusobno uravnotežuju, pa rotor možda neće kotrljati na nožnom stalku. U statičkim uvjetima izgleda uravnotežen. No kad se rotor okrene, te dvije mase stvaraju sile (centrifugalne sile) u suprotnim smjerovima na svakom kraju, stvarajući moment uvijanja koji uzrokuje nasilno ljuljanje rotora.

To je kao da imate uravnoteženu ljuljačku koja se iznenada počne uvijati dok se kreće. Nijedno podešavanje na statičkom stalku neće to riješiti, jer se neuravnoteženost pokazuje tek pri radnoj brzini.
Jednostavno rečeno, balansiranje “na noževima” otklanja samo teške točke u jednoj ravnini i propušta skrivene neuravnoteženosti u dvije ravnine. Zato rotor može biti “statistički balansiran”, a ipak vibrirati tijekom rada. Za otklanjanje dinamičke neuravnoteženosti potrebno je balansirati u najmanje dvije ravnine (npr. dodavanjem dvaju korektivnih utega na različitim položajima duž rotora) kako bi se suprotstavilo torzijskim silama.
Ovo zahtijeva metode dinamičkog balansiranja dok se rotor vrti (ili podatke dobivene tijekom vrtnje), što statični stalci ne mogu pružiti.
Dinamička rješenja za balansiranje
Dinamičko balansiranje uključuje mjerenje vibracija rotora tijekom rotacije i dodavanje utega za suzbijanje statičkih i parnih neuravnoteženosti. Tradicionalno se to moglo učiniti uklanjanjem rotora i postavljanjem na specijaliziranu balansirnu mašinu. U balansirnoj mašini rotor se vrti, a instrumentacija određuje gdje treba postaviti utege. Time se postiže precizna ravnoteža, ali to ima nedostatke: rastavljanje mašine, transport rotora u radionicu i višednevni zastoj.
Suprotno tome, moderno balansiranje na terenu koristi prijenosnu opremu za balansiranje rotora u njegovim vlastitim ležajevima (in-situ). Tehničar postavlja senzore za vibracije na kućište stroja i tahometar za mjerenje rotacijske brzine i faze. Stroj se pokreće normalnom brzinom, a oprema (poput Balanset-1A) mjeri koliko i u kojem smjeru rotor vibrira. Izvođenjem testa s probnom težinom softver može izračunati točnu potrebnu protutežu i kut na kojem bi trebala biti postavljena. Ova metoda koeficijenta utjecaja (često proces s tri pokretanja i probnim težinama) automatski izračunava rješenje za postizanje ravnoteže.
Na kraju se na rotor dodaju utezi (ili se uklanja materijal) kako bi se poništile sile nebalansa.
Dinamički pristup rješava i statički i dinamički (parni) neravnotežu jer uzima u obzir fazu vibracije na različitim točkama. Za razliku od statičke “knife-edge” metode, dinamičko balansiranje u dvije ravnine može ispraviti ljuljanje koje se pojavljuje samo pri rotaciji.
Dinamičko balansiranje na licu mjesta posebno je korisno za veliku opremu (npr. velike rotore drobilica, ventilatore ili bubnjeve mlinova) koju je nepraktično premjestiti u radionicu. Ono minimizira vrijeme zastoja jer ne morate u potpunosti rastaviti stroj – često ga možete balansirati na licu mjesta za nekoliko sati umjesto da imate višednevni zastoj.
Vrste opreme: pregled
Balansiranje drobilica, balansiranje mlinova i povezani postupci primjenjuju se na širok raspon industrijske opreme. Svaka kategorija ima specifične zahtjeve:
Uobičajene mašine koje zahtijevaju balansiranje
Mnoge vrste industrijske opreme zahtijevaju redovito balansiranje. Neki primjeri su:
Drobljenice: Balansiranje strojeva poput čeljusnog drobilice, konusnog drobilice, udarnog drobilice i čekićastog drobilice ključno je jer njihovi teški rotori ili pokretni dijelovi mogu izazvati velike vibracije ako su i najmanje neuravnoteženi. Na primjer, udarne drobilice često zahtijevaju redovito ponovno balansiranje zbog habanja udarnih šipki i udarnih ploča.
Čekićni drobilice i drugi drobilice kamenja mogu zahtijevati balansiranje kad god se zamijene čekići ili ploče čeljusti, kako bi se osiguralo da novi dijelovi ne izazovu vibracije. Čak i veliki zamajci na čeljusnim drobilicama moraju ostati balansirani kako bi se izbjeglo rezonantno drmanje.
Mlinovi i mlinci: Balansiranje čekićnih mlinova, kugličnih mlinova, valjkastih mlinova i mlinova za mljevenje ključno je za mlinarsku opremu. Visokobrzinski rotori u čekićnim mlinovima i masivni rotirajući bubnjevi u kugličnim mlinovima moraju biti uravnoteženi kako bi mljevenje bilo glatko, a ležajevi ne bi bili preopterećeni.
Velika rotirajuća masa mlinice s kuglicama, na primjer, zahtijeva pažljivo balansiranje kako bi se spriječio nepotrebni naprezanje njenih ležajeva.
Valjkaste mlaznice i druge mlinice za mljevenje također trebaju balansiranje kako bi se izbjeglo neravnomjerno trošenje i vibracije.
Mašine za smanjenje veličine: Oprema poput pulverizatora, drobilica, usitnjivača, granulatora i peletizatora ima rotirajuće noževe, oštrice ili valjke. Pravilno balansiranje pulverizatora, drobilica, usitnjivača, granulatora i peletizatora osigurava da ti rezni elementi rade bez pretjeranog vibriranja. To je osobito važno jer se komadi materijala ili noževi mogu slomiti ili istrošiti tijekom rada, iznenada izbacujući rotor iz ravnoteže.
Redovito balansiranje omogućuje siguran rad ovih strojeva čak i u teškim uvjetima.
Mikseri i agitatori: Čak i mješalna oprema ima koristi od uravnoteženja. Uravnoteženje miksera, agitatora i miješalica odnosi se na rotirajuće lopate ili lopatice u industrijskim miksera. Ako je vratilo ili lopatica miksera i najmanje neuravnotežena (npr. zbog prianjanja sastojaka ili habanja), može uzrokovati da se cijeli mikser zakoluta. Uravnoteženje tih rotirajućih dijelova sprječava vibracije koje bi mogle utjecati na kvalitetu proizvoda i integritet stroja.
U svim ovim slučajevima cilj je isti: uravnotežen rotor se glatko okreće bez opterećivanja ležajeva ili strukture štetnim silama. Uravnoteženje drobilica i mlinova posebno je važno u teškim industrijama, ali se princip primjenjuje na svu rotirajuću opremu – od ogromnih industrijskih drobilica do malih laboratorijskih miksera.
| Vrsta opreme | Tipična brzina (RPM) | Razred ravnoteže (ISO 1940) | Glavni izazov |
|---|---|---|---|
| Čeljusni drobilice | 250–350 | G6.3 | Ekscentrična osovina, balansiranje zamajca |
| Konični drobilici | 300–500 | G6.3 | Ekscentrično sklopanje, habanje obloge |
| Impaktni drobilici | 700–1500 | G6.3 | Istrošenost mlaznice, nakupljanje materijala |
| Čekićne mlinice | 600–3600 | G2.5–G6.3 | Slobodno ljuljajući čekići |
| Kuglne mlinove | 15–25 | G6.3 | Varijabilna raspodjela naplate |
| Pulverizatori | 500–750 | G2.5 | Rotor klasifikatora, vertikalna vretena |
Glosar
- Statička neravnoteža: Težište je pomaknuto od osi rotacije (problem u jednoj ravnini).
- Nesklad parnog momenta: Jednako teške točke na suprotnim krajevima rotora stvaraju moment nagnuća; često je potrebno balansiranje u dvije ravnine.
- 1× vibracija: komponenta vibracije pri rotacijskoj brzini (RPM/60), obično dominantna pri neuravnoteženosti.
- Koeficijenti utjecaja: parametri odziva sustava koji se koriste za izračunavanje korektivnih težina iz probnih pokretanja.
- Balansiranje na licu mjesta: Balaniranje rotora u vlastitim ležajevima na ugrađenom stroju.
Tehničke tolerancije i specifikacije performansi
Postizanje optimalne ravnoteže zahtijeva pridržavanje strogih tolerancija specifičnih za svaku vrstu opreme. Ove specifikacije su ključne za planiranje održavanja i provjeru kvalitete.
Učinak nakupljanja materijala: dokumentirani slučaj
Primjer iz stvarnog svijeta
Obrada mokre gline udarnim drobilicom: 15 kg prianjalog materijala povećalo je vibraciju s 4,0 mm/s na 12,0 mm/s — 3× pojačanje. Čišćenje rotora vratilo je vibraciju na 4,2 mm/s prije korekcije balansiranja. Ovo pokazuje ključnu važnost temeljitog čišćenja prije bilo kakvog postupka balansiranja.
Kritična razmatranja brzine za miješajuću opremu
Radna brzina u odnosu na kritičnu brzinu određuje zahtjeve za balansiranje i sigurne radne zone:
- Mikseri za teške uvjete rada: Raditi pri kritičnoj brzini 65%
- Standardni industrijski mikseri: Rad na kritičnoj brzini 70%
- Agitatori s veslom/turbinom: 50–65% kritična brzina
- Visokobrzinski (propelerni, disk) agitatori: Iznad kritične brzine
- Zabranjena zona: 70–130% kritična brzina bez dinamičkog balansiranja
Funkcija Balanset-1A "RunDown" identificira rezonantne frekvencije tijekom usporavanja, omogućujući operaterima provjeru sigurnih radnih zona i izbjegavanje katastrofalne rezonancije.

Balanset-1A proširene specifikacije
| Parametar | Specifikacija |
|---|---|
| Opseg mjerenja vibracija | 0,05–100 mm/s RMS |
| Frekvencijski raspon | 5–550 Hz (do 1000 Hz) |
| Raspon brzina | 150–90.000 o/min |
| Točnost mjerenja faze | ±1° |
| Točnost mjerenja amplitude | ±5% |
| Osjetljivost akcelerometra | 100 mV/g |
| Radna udaljenost laserskog tahometra | 50–500 mm |
| Magnetska sila montaže | 60 kgf |
| Težina kompletnog kompleta | 4 kg u zaštitnom kućištu |
ISO zoni vibracija (ISO 10816-3)
| Zona | Razina vibracija (mm/s RMS) | Procjena |
|---|---|---|
| Zona A | manje od 1,8 | Izvrsno — novo puštena u rad oprema |
| Zona B | 1,8–4,5 | Prihvatljivo za neprekidan rad |
| Zona C | 4,5–11,2 | Marginalno prihvatljivo — ispravak rasporeda |
| Zona D | 11.2 | Neprihvatljivo — potrebna je hitna akcija |
Cilj nakon balansiranja: zona A ili B. Većina drobilica bi trebala postići <4,5 mm/s uz pravilno dinamičko balansiranje na dvije ravnine pomoću Balanset-1A.
Balansiranje drobilice: detaljni postupci
Balansiranje čeljusnog drobilice
Balaniranje čeljusnog drobilice Bavi se sklopom ekscentrične osovine i zamajca. Ove se mašine ponašaju poput jednocilindričnog klipnog motora, stvarajući normalne vibracije na frekvenciji rotacije i njezinoj drugoj harmonici. Međutim, habanje zamajca, olabavljen montažni nosač protuteže i oštećenje ekscentrične osovine dovode do patološkog neuravnoteženja.
Karakteristični simptom: longitudinalna vibracija znatno premašuje vertikalnu vibraciju. Cilj: smanjiti vibraciju s 50 mm/s na ispod 7,6 mm/s nakon pravilnog balansiranja. Tolerancija horizontalne vibracije: ±2 mm; vertikalne: ±1 mm.
Balaniranje konusnog drobilice
Balaniranje stožastog drobilice Fokusira se na ekscentrični sklop i konus za drobljenje. Glavni problemi uključuju neujednačeno trošenje obloge, neusklađenost konusa (tolerancija ≤0,1 mm) i trošenje ekscentrične čahure. Praćenje vibracija pokazuje prihvatljive performanse kada je horizontalno pomicanje ≤2 mm, a vertikalno ≤1 mm. Amplituda tijela koja prelazi 0,5 mm ukazuje na ozbiljan kvar koji zahtijeva hitnu pažnju.
Balaniranje drobilice udarnog tipa
Balanćiranje udarnog drobiljca je najčešće izvođena procedura u kamenolomima. I horizontalni udarni udari s horizontalnom osovinom (HSI) i vertikalni udarni udari s vertikalnom osovinom (VSI) oslanjaju se na kinetičku energiju udara udarnih šipki koje udaraju materijal velikom brzinom.
Problem neujednačenog trošenja
Mlaznice se troše intenzivno i neujednačeno. Zamjena samo jedne mlaznice bez usklađivanja težina katastrofalno narušava ravnotežu. Ravnoteženje na dvije ravnine nužno je za HSI rotore zbog njihove duljine; statičko ravnoteženje na jednoj ravnini ostavlja preostali moment neusklađenosti koji uzrokuje neuravnomjerno opterećenje ležaja.
Sigurnosna razmatranja
Rotori imaju ogromnu inerciju; ciklusi pokretanja i zaustavljanja za postavljanje probnih utega oduzimaju znatno vrijeme. Sposobnost uređaja Balanset-1A da pohrani koeficijente utjecaja znači da naknadno balansiranje (nakon zamjene udarne šipke) zahtijeva samo jedno mjerenje bez probnih utega.
Specifikacije VSI
Centrifugalni udarni drobilice zahtijevaju još veću preciznost zbog rotacijskih brzina koje dosežu 1500–2000 o/min. Neravnoteža često proizlazi iz nakupljanja materijala unutar komora rotora. VSI balansiranje često zahtijeva zavarivanje utega na gornje i donje poklopce rotora. Balanset-1A učinkovito izračunava kutove postavljanja utega u polarnim koordinatama.
Balansiranje čekićnog drobilice
Hammer crusher balancing Komplikaciju predstavljaju slobodno viseći čekići. Ako se jedan čekić zablokira na svom čepu zbog korozije ili prašine, ne može se u potpunosti izvući pod centrifugalnom silom, pomiče se težište rotora i stvara se ogroman, promjenjivi neuravnoteženost.
Metodologija
Prije upotrebe Balanset-1A operateri moraju provjeriti slobodno kretanje svih čekića i njihovu usklađenost s težinom. Uravnoteženje se provodi na rotor diskovima, a ne na samim čekićima. Funkcija "podijeljene težine" omogućuje raspodjelu izračunate mase između dva dostupna mjesta (npr. između rupa za igle čekića) kada je precizno montažiranje pod kutom nemoguće, uz očuvanje korektivnog vektora.
Balaniranje valjaka: zahtjevi za preciznost
Mills zahtijevaju najvišu preciznost balansiranja zbog neprekidnih radnih ciklusa; svaka vibracija dovodi do zamornog otkaza skupih pogona i obloga.
Balaniranje čekićne mlinice
Za razliku od drobilica, Balaniranje čekićne mlinice obrađuje visokobrzinske jedinice (do 3600 o/min) koje se koriste za fino mljevenje zrna, biomase ili kemikalija. Pri takvim brzinama dopuštena preostala neuravnoteženost iznimno je mala (ISO 1940 G2.5 ili G6.3). Rotori čekićnih mlinova često funkcioniraju kao ventilatori; otvaranje kućišta radi ugradnje utega može promijeniti aerodinamički otpor. Balansiranje s uređajem Balanset-1A mora se provesti na potpuno sastavljenom kućištu, koristeći pristupne otvore ili uzimajući u obzir promijenjene uvjete.
Uravnoteženje mlinova kuglica
Balaniranje kuglične mlinice Predstavlja jedinstvene izazove. Sam bubanj, sa svojim kaotičnim kretanjem medija za mljevenje, obično se ne može uravnotežiti na konvencionalan način. Fokus je na pogonskom sklopu visokih okretaja.
Balaniranje pinion osovine
Pogonsko vratilo s ležajnim sklopovima i spojkom je ključni element. Vibracije na vratilu piniona često nisu uzrokovane neuravnoteženošću, nego trošenjem zuba ili neusklađenošću. Spektralna analiza Balanset-1A identificira frekvenciju zupčanog prijenosa (GMF). Ako dominira frekvencija od 1×RPM, provodi se dinamičko balansiranje spojke ili na prirubnici montiranih utega.
Kompleksnosti mjerenja
Udari kuglica unutar bubnja stvaraju nasumičnu niskofrekventnu buku. Postavke Balanset-1A moraju povećati vrijeme prosječenja signala (npr. 10–20 sekundi) kako bi se dobili stabilni očitanja amplitude i faze.
Balaniranje valjkastog mlina
Balaniranje valjkastog mlina Primjenjuje se u industriji mljevenja brašna, polimerne industrije i industrije čelika. Valjci su dugi, teški cilindri skloni savijanju (šibanje). Uravnoteženje na dva ravnala na krajevima je obavezno. Balanset-1A mjeri faznu razliku između lijevog i desnog oslonca; fazna razlika od 180° ukazuje na snažan moment neuračunjenosti. Uravnoteženje valjaka na licu mjesta uzima u obzir pogonske remenice i zupčanike montirane na ležajnim vratilima valjaka, koji sami pridonose neuračunjenosti.
Balaniranje mlinova za mljevenje
Balansiranje mlinova za mljevenje Obuhvaća širok spektar: atritore, mlinove s perlicama i precizne brusne strojeve. Za vretena finog brušenja uređaj podržava metodologiju s tri pokretna protuteži, postižući idealnu glatkoću bez zavarivanja ili brušne paste.
Balansiranje drobilice
Balansiranje drobilice, osobito za mlinove ugljena u elektranama, je od presudne važnosti. Mnogi pulverizatori imaju vertikalnu konfiguraciju; senzori vibracija (os X i Y) montirani su na gornjem ležajnom sklopu motora ili mjenjača. Gornji dio sadrži rotirajući separator (dinamički klasifikator); njegova neuravnoteženost uzrokuje snažne vibracije gornje konstrukcije. Balanset-1A uravnotežuje ovaj sklop putem servisnih otvora, sprječavajući oštećenje pogona i poboljšavajući sitnost mljevenja.
Uravnoteženje opreme za smanjenje veličine
Shredder Balancing
Balansiranje Shreddera Rješava obradu masivnih rotora male brzine (300–500 o/min) za otpadni metal ili gume. Akcelerometri Balanset-1A imaju izvrsnu osjetljivost na niskim frekvencijama (od 5 Hz) i pouzdano se nose s takvim strojevima. Zbog ekstremnih udarnih opterećenja probne i korekcijske utege moraju biti sigurno zavareni; magneti ili ljepljiva traka nisu prihvatljivi čak ni za ispitivanje.
Chipper Balancing
Chipper balansiranje U šumarstvu se razlikuju dvije vrste strojeva. Diskne drobilice predstavljaju izazov jer disk djeluje kao žiroskop, a glavni problemi su aksijalna vibracija ("osmica"). Senzori se montiraju radijalno i aksijalno (duž osovine) za praćenje odstupanja diska. Utegovi se postavljaju na stražnju površinu diska ili u posebne džepove za balansiranje.
Bubanjski drobilici drva potrebna je klasična uravnoteženost na dvije ravnine zbog duljine rotora. Svi noževi moraju se servisirati kao set — brušenje ili zamjena samo jednog noža narušava ravnotežu. Tolerancija debljine noža: 0,13–0,25 mm. Tupi noževi stvaraju rezanje-drobljenje umjesto rezanja, stvarajući prekomjerne vibracije i naporne pukotine u zavarenim spojevima. Preporučeni interval brušenja: svakih 6–8 sati rada.
Balansiranje granulatora
Balansiranje granulatora Za reciklažu plastike koriste se noževi montirani na rotoru (razmak od 1–3 mm u odnosu na fiksne noževe). Pri pojavi vibracija prvo provjerite stanje noževa i njihovu montažu. Ako vibracije potraju, potrebno je profesionalno balansiranje rotora. Postavljanje stroja na podloge za prigušivanje vibracija smanjuje prijenos vibracija na temelj.
Uravnoteženje peletizera
Balansiranje peletizera Obuhvaća prstenasti kalup i valjke za prešanje. Odstupanje prednje strane kalupa ne smije prelaziti 0,3 mm (provjera indikatorom). Razmak između valjka i kalupa: minimalno 0,2–0,3 mm. Oštećeni stezni prstenovi glavni su uzrok loma kalupa i jakih vibracija.
Uravnoteženje opreme za miješanje i agitaciju
Uravnoteženje miksera
Uravnoteženje miksera za pumpe industrijske klase slijedi standard API 610, koji zahtijeva preciznost G2.5 prema ISO 1940. Optimalni omjer promjera radilice i spremnika (D/T): 1/3. Mikseri za teške uvjete rada rade pri kritičnoj brzini 65%; standardni industrijski mikseri pri 70%. Rad u rasponu kritičnih brzina od 70 do 130% bez dinamičkog balansiranja zabranjen je.
Balaniranje agitatora
Balanćiranje agitatora U kemijskoj preradi to dovodi do dugih vratila u dubokim posudama. Miješalice s lopaticama i turbinske agitatore rade pri kritičnoj brzini od 50–65%; visokobrzinski tipovi (propeler, disk) rade iznad kritične brzine. Dinamičko balansiranje omogućuje siguran rad pri kritičnoj brzini od 70%. Duga vratila koriste međupodupire (stabilizirajuća ležajeva).
Uravnoteženje miješalice
Balansiranje miješalice Odnosi se na visokobrzinske dispergere (dissolvere). Neravnoteža uzrokuje kontakt lopatice s zidom posude. Precizno balansiranje vratila i lopatica pomoću Balanset-1A produžuje vijek trajanja mehaničkog brtve i sprječava curenje proizvoda.
Terensko balansiranje s Balanset-1A
The Balanset-1A Prijenosni sustav za balansiranje omogućuje korekciju na licu mjesta bez rastavljanja stroja, čime se eliminira vrijeme transporta, smanjuje vrijeme zastoja i omogućuje provjera rezultata u stvarnim radnim uvjetima.

Kako Balanset-1A uravnotežuje drobilice i još mnogo toga
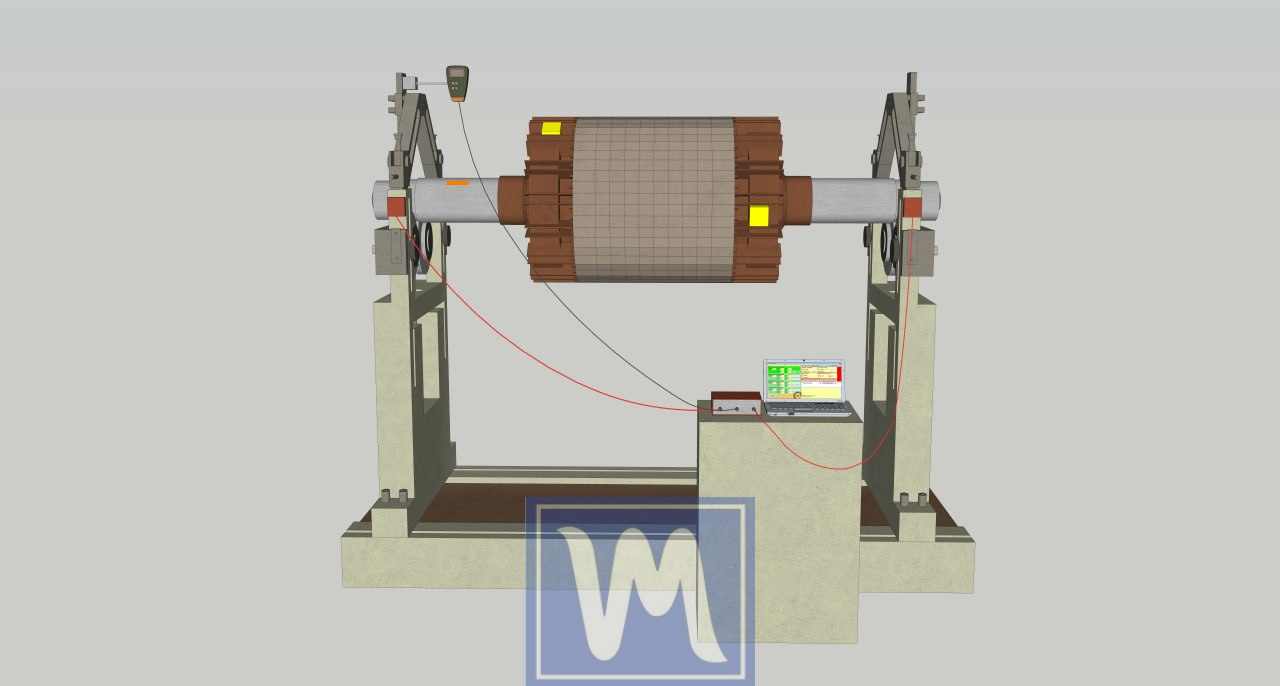
Balanset-1A je prijenosni dvo-kanalni dinamički balanser i analizator vibracija dizajniran upravo za ovu svrhu. Omogućuje inženjerima i servisnim timovima precizno balansiranje na licu mjesta za širok raspon opreme. Balanset-1A dolazi s dva akcelerometrska senzora vibracija i laserskim tahometrom, kao i softverom koji se pokreće na računalu. Evo kako radi i zašto je učinkovit:
In-situ balansiranje na dvije ravnine
Balanset-1A može obaviti balansiranje na jednoj ili dvjema ravninama na samoj mašini, u njezinim normalnim ležajevima. To znači da možete balansirati rotor drobilice bez njegova vađenja, čime se uštedi ogroman iznos vremena. Korištenjem dviju ravnina ispravlja i statički i dinamički neravnotežu rotora. Na primjer, ako ekscentrična težina stožnog drobilice uzrokuje vibracije, mogućnost rada u dvije ravnine uređaja Balanset-1A odredit će kako je kontrabalansirati u ispravnim položajima — što metode s jednom ravninom ne mogu.
Širok asortiman opreme
Ovaj je uređaj svestran – namijenjen je terenskom balansiranju rotirajuće opreme, uključujući drobilice, ventilatore, mulčere, vijače, osovine, centrifuge, turbine i još mnogo toga. U praksi jedan Balanset-1A može opsluživati široku flotu opreme (drobilice, mlinovi, drobilice za drobljenje, mikseri itd.), smanjujući vrijeme zastoja i ovisnost o vanjskim uslugama balansiranja.
Jednostavan softver za korištenje
Ne morate biti stručnjak za vibracije da biste koristili Balanset-1A. Njegov softver vodi korisnika kroz postupak korak po korak i automatski izračunava potrebne korektivne težine i kutove. Nakon što se isproba probna težina, pruža jasno rješenje za balansiranje, tako da tehničari mogu postati vješti uz minimalnu obuku.
Pouzdani rezultati
Unatoč svojoj prenosivosti, Balanset-1A pruža profesionalnu kvalitetu balansiranja. Mjeri vibracije i fazu s preciznošću te izračunava korekcije kako bi zadovoljio standardne razrede kvalitete balansiranja (ISO 1940). U praksi može proizvesti rezultate usporedive s mnogo skupljim analizatorima kada su uvjeti mjerenja stabilni i postupak se pravilno provodi.
Značajke analize vibracija
Osim balansiranja, Balanset-1A također funkcionira kao analizator vibracija i može prikazivati valne oblike i FFT spektre. To pomaže u dijagnosticiranju je li vibracija uzrokovana neuravnoteženošću ili drugim problemima (neispravno poravnanje, labavost, rezonancija), podržavajući preciznije odluke o održavanju. U načinu balansiranja fokus je na rotacijskoj komponenti 1× kako bi se izolirala neuravnoteženost.
Prednosti Balanset-1A u odnosu na tradicionalne metode
Korištenje Balanset-1A za dinamičko balansiranje nudi nekoliko ključnih prednosti u usporedbi s starijim metodama ili oslanjanjem na vanjske usluge:
Bez rastavljanja i minimalno vrijeme zastoja: Tradicionalno balansiranje često je značilo rastavljanje rotora i slanje u radionicu, što je trajalo danima. S Balanset-1A balansiranje se obavlja na licu mjesta u roku od nekoliko sati.
Nema potrebe uklanjati rotor drobilice ili vratilo mlinice; jednostavno pričvrstite senzore i provedite postupak uravnoteženja na licu mjesta. Ovaj pristup na licu mjesta može skratiti posao od 3–7 dana na 2–4 sata, što znači da proizvodnja može nastaviti istog dana.
Ušteda troškova: Obavljanjem posla interno tvrtke izbjegavaju visoke naknade stručnih izvođača i gubitke zbog produljenog zastoja. Sam uređaj Balanset-1A relativno je povoljan – otprilike nekoliko tisuća eura – a ipak pruža oko 80 % mogućnosti skupih analizatora za samo 20 % troška.“
Korisnici mogu sami vršiti balansiranje bez pomoći vanjskih stručnjaka, a uređaj se može isplatiti nakon samo nekoliko poslova balansiranja. Štoviše, sprječavanje ijednog većeg kvara može opravdati ulaganje.
Rješava sve vrste neravnoteža: Za razliku od statičkog balansiranja na noževima, dinamička sposobnost Balanset-1A u dvije ravnine otklanja i statičke teške točke i dinamički momentni neuravnoteženost u jednom procesu.
To znači da čak i ako rotor ima taj nezgodni tremor (trenutni neravnoteža), Balanset-1A ga može otkriti i usmjeriti postavljanje dviju korektivnih utega kako bi poništio moment. To je sveobuhvatno rješenje za uobičajene scenarije neravnoteže.
Svestranost za mnoge strojeve: Jedna jedinica Balanset-1A može se koristiti na gotovo svakom rotirajućem dijelu u bilo kojoj industriji. Zaista je univerzalna – isti komplet može uravnotežiti ventilator danas, drobilicu kamenja sutra i pulverizator sljedeći dan.
U našem kontekstu ovo je idealno za pogone koji imaju više vrsta opreme (drobljenje, mljevenje, miješanje itd.), jer vam za svaku nije potrebno zasebno alati za balansiranje. Od drobilica i mlinova do mulčera, miksera, vratila i turbina, uređaj se prilagođava širokom rasponu rotora.
Jednostavnost upotrebe i sigurnost: Vođeni softver i jednostavna hardverska postavka uređaja Balanset-1A znače da vam nije potreban doktorat iz vibracija da biste izvršili balansiranje. Postupak je siguran i ponovljiv – vibraciju postupno smanjujete proračunatim podešavanjima težine, umjesto nasumičnog pokušavanja i pogrešaka. Time se smanjuje mogućnost ljudske pogreške. A uklanjanjem pretjeranih vibracija također povećavate sigurnost u postrojenju (manje slučajeva da se strojevi sami razlete ili stvaraju leteće krhotine).
Eliminiranjem pretjeranih vibracija također poboljšavate sigurnost u postrojenju (manje slučajeva da se strojevi raspadnu ili stvaraju leteće krhotine).
Brza dijagnostika: Sa svojim načinom rada za analizu vibracija, Balanset-1A se također može koristiti za brzu dijagnostiku je li neuravnoteženost glavni problem ili je li u tome sudjeluju i drugi čimbenici (poput savijenog vratila ili rezonancije). Ova sve-u-jednom dijagnostička i korektivna sposobnost znači da se problemi identificiraju i rješavaju brže nego čekajući vanjski tim. Ciklus dijagnostike i korekcije na licu mjesta može se u mnogim slučajevima dovršiti za manje od sat vremena.
U mnogim slučajevima ciklus dijagnoze i korekcije može se dovršiti unutar istog vremenskog okvira za održavanje.
Tehničke specifikacije
| Parametar | Vrijednost |
|---|---|
| Opseg mjerenja vibracija | 0,05–100 mm/s RMS |
| Frekvencijski raspon | 5–550 Hz (do 1000 Hz) |
| Raspon brzina | 150–90.000 o/min |
| Fazna točnost | ±1° |
| Točnost amplitude | ±5% |
| Kanalima | 2 (sinkronizirano mjerenje) |
| Težina | 4 kg (kompletan komplet u kutiji) |
Prednosti u odnosu na tradicionalne metode
| Parametar | Tradicionalna (radionjska) metoda | Terensko balansiranje (Balanset-1A) |
|---|---|---|
| Ukupno vrijeme | 3–7 dana | 2–4 sata |
| Potrebna demontaža | Da | Ne |
| Tipični trošak po poslu | 5.000–15.000 € | 500–1.500 € |
| Računi za stvarno montiranje | Ne | Da |
| Postiziva točnost | G2.5–G6.3 | G2.5–G6.3 |
Postupak balansiranja korak po korak
Uspjeh u balansiranju je 80% priprema. Slijedite ovaj dokazani algoritam:
Priprema
- Očistite rotor od prljavštine, hrđe i zalijepljenog materijala — kontaminacija iskrivljuje rezultate
- Provjerite ležajeve (razmak, buka, toplina) — balansiranje ne može ispraviti nedostatke ležajeva.
- Provjerite siguran montažni temelj i provjerite zaštitne štitnike.
- Za čekićne drobilice: provjerite slobodno kretanje čekića i usklađenost težine
Ugradnja senzora
- Postavite senzore vibracija na kućišta ležajeva okomito na os rotacije (u krugu od 25 cm od ležaja)
- Povežite na ulaze X1 i X2
- Postavite laserski tahometar tako da snop pogodi reflektirajuću traku na rotoru.
- Povežite na X3 ulaz i provjerite stabilno očitanje broja okretaja u minuti.

Početno mjerenje
- Pokrenite softver: F7 — Uravnoteženje → F3 — Uravnoteženje na dvije ravnine
- Unesite parametre rotora
- Pritisnite F9 za mjerenje početne vibracije.
- Zabilježite amplitudu i fazu na oba mjerna mjesta.
Probna vožnja
- Zaustavite stroj i instalirajte probnu težinu u ravnini 1 (masa bi trebala promijeniti amplitudu ili fazu za 20–30%)
- Trči i mjeri
- Premjestite težinu na ravan 2 i ponovite mjerenje.
- Softver izračunava koeficijente utjecaja.


Ugradnja korekcijskih utega
- Softver prikazuje korektivnu masu i kut za obje ravnine na polarnom dijagramu.
- Postaviti trajna utega (zavarivanjem, vijcima, stezanjem)
- Koristite funkciju "Split Weight" ako je precizno postavljanje kuta nemoguće.

Verifikacija
- Mjerenje preostale vibracije
- Cilj: zona A ili B prema ISO 10816 (<2,8 mm/s za većinu drobilica)
- Spremite koeficijente utjecaja (F8) za buduće balansiranje bez probnih pokretanja
- Generiraj izvješće (F9)
Ekonomsko opravdanje i povrat ulaganja
Ulaganje u prenosivu opremu za balansiranje isplati se u roku od 3–4 mjeseca intenzivne uporabe.
| Stavka | Vrijednost |
|---|---|
| Cijena opreme Balanset-1A | 1.751–1.975 € |
| Usluga uravnoteženja za jednog operatera | €1,500 |
| Tipična godišnja frekvencija balansiranja | 4 puta godišnje |
| Uštede uz godišnji ugovor o servisiranju | €6,000 |
| Uštede na produženju vijeka trajanja ležaja | 10.000–30.000 € godišnje |
| Uštede od smanjenja vremena zastoja | €50.000–150.000/godišnje |
| Ukupna godišnja ušteda | €66.000–186.000 |
| Rok povrata | 3–4 mjeseca |
Fizika trajanja ležaja
Vijek trajanja ležaja L₁₀ obrnuto je proporcionalan kubu opterećenja (P): L₁₀ = (C/P)³. Smanjenje vibracijskog opterećenja za 50% povećava izračunati vijek trajanja ležaja osam puta. Za jako opterećene sklopove, poput vratila čekić-drobljenice ili glavčina valjkastog mlina, to se prevodi u godine umjesto mjeseci.
Rješavanje uobičajenih problema
Problem: nestabilna ili "lebdeća" očitanja
Mogući uzroci: mehanička labavost, istrošeni ležajevi, rad u blizini rezonancije, nestabilna brzina, nakupljanje materijala.
Riješenje: Zategnite vijke temelja, provjerite ima li ležajevi zazor, osigurajte čvrsto montiranje, osigurajte konstantan broj okretaja u minuti tijekom mjerenja, temeljito očistite rotor.
Problem: Ne može se postići potrebna tolerancija
Mogući uzroci: drugi prisutni nedostaci (neusklađenost, savijena osovina, oštećenje ležaja), nelinearno ponašanje sustava, rezonancija.
Riješenje: Obavite test spuštanja s brda kako biste identificirali rezonancije, proveli sveobuhvatnu dijagnostiku i otklonili povezane nedostatke prije ponovnog pokušaja uravnoteženja.
Problem: čekićni drobilica — čekići se zaglavljuju na klinovima
Uzrok: korozija ili prašina sprječavaju slobodno kretanje čekića.
Riješenje: Očistite i podmažite sve čekićne igle prije balansiranja. Provjerite slobodno kretanje svakog čekića. Zamijenite zaglavljene igle.
Problem: udarni drobilica — nakupljanje materijala
Uzrok: mokri ili ljepljivi materijal koji se nakuplja unutar komora rotora (dokumentirani slučaj: 15 kg gline povećalo je vibracije s 4 na 12 mm/s).
Riješenje: Potpuno očistite unutrašnjost rotora prije balansiranja. Razmotrite premaze protiv zaljepljivanja za komore rotora.
Često postavljana pitanja
Koliko često treba obavljati balansiranje drobilice?
Za udarne i čekićne drobilice: svakih 500–1000 radnih sati ili nakon zamjene trošenih dijelova. Za kliještaste i konusne drobilice: svakih 3–6 mjeseci ili kada se pojača vibracija. Kontinuirano praćenje vibracija omogućuje planiranje održavanja prema stanju.
Mogu li interni djelatnici obaviti balansiranje?
Da. Uz Balanset-1A i kratku obuku (obično jedan dan), tehničari za održavanje bez prethodnog iskustva u balansiranju postižu profesionalne rezultate. Softver vodi korisnike korak po korak kroz postupak.
Koja je potrebna kvaliteta ravnoteže?
Većina drobilica i mlinova: G6.3 prema ISO 1940-1. Oprema visoke brzine (čekićni mlinovi iznad 1500 o/min, pulverizatori): G2.5. Precizni vretena za brušenje: G1.0 ili bolje.
Da li uravnoteženje uklanja sve vibracije?
Ne. Uravnoteženje uklanja vibracije uzrokovane asimetrijom mase. Vibracije uzrokovane neusklađenostima, kvarovima ležajeva, labavostima, rezonancom, problemima u zupčanom prijenosu ili aerodinamičkim silama zahtijevaju zasebne korektivne mjere. Sveobuhvatna analiza vibracija identificira temeljne uzroke.
Zašto je potrebno dvoplanovno balansiranje?
Dugi rotori (L/D > 0,25) razvijaju statičku i parnu (momentnu) neuravnoteženost. Uravnoteženje u jednoj ravnini ne može ispraviti parnu neuravnoteženost, što stvara ljuljajući pokret koji oštećuje ležajeve. Dinamičko uravnoteženje u dvije ravnine jedino je cjelovito rješenje.
Mogu li pohranjeni koeficijenti utjecaja biti ponovno korišteni?
Da, za identične konfiguracije rotora. Nakon početne karakterizacije, naknadno balansiranje (npr. nakon zamjene udarne šipke ili čekića) zahtijeva samo jedno mjerenje. Ova značajka dramatično smanjuje vrijeme balansiranja za rutinsko održavanje.
Koja je ciljana razina vibracija nakon balansiranja?
ISO 10816-3 definira zone: Zona A (izvrsna) 11,2 mm/s. Cilj: Zona A ili B za kontinuirani rad.
Počnite štedjeti na popravcima već danas
Kupite Balanset-1A, obučite svoj tim i uvedite održavanje temeljeno na stanju. Profesionalna tehnička podrška dostupna putem WhatsAppa.
Praktični rezultati: dokumentirane studije slučaja
- Fibrilator šećerne trske (24 tone, 747 o/min): Vibracija smanjena s 3,2 na 0,47 mm/s — poboljšanje 6,8×
- Drobilica u Španjolskoj: Početna vibracija >100 mm/s (razina opasnosti), nakon uravnoteženja 16–18 mm/s — stroj radi "kao nov"
- Industrijski drobilica: Vibracija od 21,5 do 1,51 mm/s — 14× poboljšanje
- Ventilator montiran na krovu (-6 °C okoline): Od 6,8 do <1,8 mm/s
- Ventilacija trgovačkog centra: Smanjenje buke za 5–7 dB, ušteda energije, produljeni vijek trajanja
Zaključak
Ukratko, bilo da se radi o čeljusnim drobilicama, konusnim drobilicama, udarnim drobilicama, čekićnim drobilicama ili drugom rotirajućem strojarstvu poput mlinova, usitnjivača, miksera i mlinova, održavanje uravnoteženosti opreme je ključno. To dovodi do glađeg rada, dugotrajnijih komponenti, uštede energije i sigurnijih radnih uvjeta. Tradicionalne statičke metode poput balansiranja “na noževima” imaju ograničenja – ne mogu otkriti određene vrste neuravnoteženosti koje se otkriju tek tijekom rada stroja. Srećom, moderni alati za dinamičko balansiranje nude rješenje.
Prijenosni balanser Balanset-1A predstavlja napredak u ovoj oblasti. On donosi balansiranje profesionalne razine u dvije ravnine izravno na radno mjesto, omogućujući servisnim timovima da brzo isprave neuravnoteženost rotora drobilica i u mnogim drugim primjenama. Korištenjem inteligentnog softvera i senzora uklanja nagađanje pri balansiranju i osigurava rješavanje čak i složenih neuravnoteženosti. Rezultat je stroj koji radi jednako glatko kao što je zamišljeno, oslobođen razarajućih sila koje uzrokuje vibracija.
Za širok raspon industrija – od rudarstva i kamenoloma (drobilice i mlinovi) do proizvodnje i poljoprivrede (ventilatori, usitnjivači, miješalice) – ulaganje u odgovarajuću opremu za balansiranje poput Balanset-1A može biti prekretnica. Ona štiti vašu mehanizaciju “iznutra”, sprječavajući oštećenja prije nego što se dogode. U praksi to znači manje kvarova, niže troškove održavanja i pouzdaniju proizvodnju.
S praktičnog stajališta održavanja, Balanset-1A popunjava korisnu nišu između skupe laboratorijske opreme i usluga vanjskih izvođača: omogućuje balansiranje na licu mjesta u vlastitim ležajevima stroja, pri stvarnoj radnoj brzini i opterećenju. To je važno jer laboratorijsko balansiranje na idealnim potporama ne može u potpunosti odražavati specifične uvjete ugradnje na licu mjesta. Osim toga, pohranjeni koeficijenti utjecaja omogućuju ponovno balansiranje nakon zamjene udarnih šipki ili čekića u jednom postupku — bez probnih utega.
Za većinu opreme za drobilice i mlinove tipični cilj je kvaliteta balansa razreda G6,3 prema ISO 1940, što odgovara vibracijama ispod 4,5 mm/s prema ISO 10816. Postizanje te razine s Balanset‑1A je realan i reproducibilan zadatak za kvalificirano osoblje nakon minimalne obuke, pod uvjetom da je stroj mehanički ispravan i da su mjerenja stabilna.

0 komentara