
Portable balancer & Vibration analyzer Balanset-1A
$2,354.24 + დღგ (ასეთის არსებობის შემთხვევაში)
2-არხიანი პორტატული ბალანსიორი Balanset-1A სრული კომპლექტი პროფესიონალური პორტატული მოწყობილობა ორ სიბრტყეში დინამიური ბალანსირებისთვის. შექმნილია მბრუნავი აღჭურვილობის საველე ბალანსირებისთვის: სამსხვრევები, ვენტილატორები, მულჩერები, შნეკები, ლილვები, ცენტრიფუგები, ტურბინები და სხვა. 2 ვიბრაციული არხი 250 წაიკითხეთ მეტი
Fan Balancing
(ინფორმაცია გამოიყენება ISO 31350-2007 ვიბრაციისგან. სამრეწველო ვენტილატორები. მოთხოვნები წარმოებული ვიბრაციისა და დაბალანსების ხარისხზე)
ვენტილატორის მიერ წარმოქმნილი ვიბრაცია მისი ერთ-ერთი ყველაზე მნიშვნელოვანი ტექნიკური მახასიათებელია. ეს მიუთითებს პროდუქტის დიზაინისა და დამზადების ხარისხზე. გაზრდილი ვიბრაცია შეიძლება მიუთითებდეს ვენტილატორის არასწორ ინსტალაციაზე, მისი ტექნიკური მდგომარეობის გაუარესებაზე და ა.შ. ამ მიზეზით ვენტილატორის ვიბრაცია ჩვეულებრივ იზომება მიღების ტესტების დროს, ინსტალაციის დროს ექსპლუატაციაში გაშვებამდე, ასევე მანქანის მდგომარეობის მონიტორინგის პროგრამის შესრულებისას. ვენტილატორის ვიბრაციის მონაცემები ასევე გამოიყენება მისი საყრდენი და დაკავშირებული სისტემების (სადინარების) დიზაინში. ვიბრაციის გაზომვები ჩვეულებრივ ხორციელდება ღია შეწოვისა და გამონადენის პორტებით, მაგრამ უნდა აღინიშნოს, რომ ვენტილატორის ვიბრაცია შეიძლება მნიშვნელოვნად განსხვავდებოდეს ჰაერის ნაკადის აეროდინამიკის, ბრუნვის სიჩქარისა და სხვა მახასიათებლების ცვლილებებით.
ISO 10816-1-97, ISO 10816-3-2002 და ISO 31351-2007 ადგენს გაზომვის მეთოდებს და განსაზღვრავს ვიბრაციის სენსორის ადგილებს. თუ ვიბრაციის გაზომვები ტარდება სადინარზე ან ვენტილატორის ბაზაზე მათი ზემოქმედების შესაფასებლად, საზომი წერტილები შეირჩევა შესაბამისად.
ვენტილატორის ვიბრაციის გაზომვები შეიძლება იყოს ძვირი და ზოგჯერ მათი ღირებულება მნიშვნელოვნად აღემატება თავად პროდუქტის წარმოების ღირებულებას. ამიტომ, ნებისმიერი შეზღუდვა ვიბრაციის ცალკეული დისკრეტული კომპონენტების მნიშვნელობებზე ან ვიბრაციის პარამეტრებზე სიხშირის დიაპაზონში უნდა დაწესდეს მხოლოდ მაშინ, როდესაც ამ მნიშვნელობების გადაჭარბება მიუთითებს ვენტილატორის გაუმართაობაზე. ვიბრაციის საზომი წერტილების რაოდენობა ასევე უნდა შეიზღუდოს გაზომვის შედეგების მიზნობრივი გამოყენების საფუძველზე. ჩვეულებრივ, საკმარისია ვიბრაციის გაზომვა ვენტილატორის საყრდენებზე, რათა შეფასდეს ვენტილატორის ვიბრაციული მდგომარეობა.
ბაზა არის ის, რაზეც დამონტაჟებულია ვენტილატორი და რაც უზრუნველყოფს გულშემატკივარს აუცილებელ მხარდაჭერას. ბაზის მასა და სიმტკიცე არჩეულია მის მეშვეობით გადაცემული ვიბრაციის გაძლიერების თავიდან ასაცილებლად.
საყრდენები ორი ტიპისაა:
- შესაბამისი მხარდაჭერა: ვენტილატორის დამხმარე სისტემა შექმნილია ისე, რომ საყრდენის პირველი ბუნებრივი სიხშირე მნიშვნელოვნად დაბალია ვენტილატორის მუშაობის ბრუნვის სიხშირეზე. საყრდენის შესაბამისობის ხარისხის განსაზღვრისას გასათვალისწინებელია ელასტიური ჩანართები ვენტილატორისა და დამხმარე კონსტრუქციას შორის. საყრდენის შესაბამისობა უზრუნველყოფილია ვენტილატორის ზამბარებზე დაკიდებით ან ელასტიურ ელემენტებზე (ზამბარები, რეზინის იზოლატორები და ა.შ.) დაყენებით. შეჩერების სისტემის ბუნებრივი სიხშირე – ვენტილატორი, როგორც წესი, არის 25% სიხშირეზე ნაკლები, რომელიც შეესაბამება შემოწმებული ვენტილატორის ბრუნვის მინიმალურ სიჩქარეს.
- ხისტი საყრდენი: ვენტილატორის დამხმარე სისტემა შექმნილია ისე, რომ საყრდენის პირველი ბუნებრივი სიხშირე მნიშვნელოვნად აღემატება ოპერაციული ბრუნვის სიხშირეს. გულშემატკივართა ბაზის სიმტკიცე შედარებითია. ის გასათვალისწინებელია მანქანის საკისრების სიხისტესთან შედარებით. ტარების კორპუსის ვიბრაციის თანაფარდობა ბაზის ვიბრაციასთან ახასიათებს ბაზის შესაბამისობის გავლენას. ფუძე შეიძლება ჩაითვალოს ხისტი და საკმარისად მასიური, თუ ძირის ვიბრაციის ამპლიტუდა (ნებისმიერი მიმართულებით) მანქანის ფეხებთან ან საყრდენი ჩარჩოს მახლობლად არის 25%-ზე ნაკლები ვიბრაციის გაზომვის მაქსიმალური შედეგი, რომელიც მიღებულია უახლოეს საყრდენზე (ნებისმიერი მიმართულებით).
ვინაიდან დროებითი ბაზის მასა და სიმტკიცე, რომელზედაც დაყენებულია ვენტილატორი ქარხნული ტესტირების დროს, შეიძლება მნიშვნელოვნად განსხვავდებოდეს სამონტაჟო პირობებისგან საოპერაციო ადგილზე, ქარხნის პირობების ზღვრული მნიშვნელობები ვრცელდება ვიწრო ზოლის ვიბრაციაზე ბრუნვის სიხშირის დიაპაზონში და ვენტილატორის ადგილზე ტესტირება – ფართოზოლოვანი ვიბრაციისკენ, აპარატის საერთო ვიბრაციული მდგომარეობის განსაზღვრა. საოპერაციო ადგილი არის ვენტილატორის საბოლოო სამონტაჟო ადგილი, რისთვისაც განისაზღვრება სამუშაო პირობები.
გულშემატკივართა კატეგორიები (BV-კატეგორიები)
ვენტილატორები კატეგორიზებულია მათი დანიშნულებისამებრ გამოყენების მახასიათებლების, დაბალანსების სიზუსტის კლასებისა და ვიბრაციის პარამეტრების რეკომენდებული ზღვრული მნიშვნელობების მიხედვით. ვენტილატორის დიზაინი და დანიშნულება არის კრიტერიუმები, რომლებიც იძლევა მრავალი ტიპის ვენტილატორების კლასიფიკაციის საშუალებას მისაღები დისბალანსის მნიშვნელობებისა და ვიბრაციის დონის მიხედვით (BV-კატეგორიები).
ცხრილი 1 წარმოადგენს კატეგორიებს, რომლებსაც ვენტილატორები შეიძლება მივაკუთვნოთ მათი გამოყენების პირობების მიხედვით, დასაშვები დისბალანსის მნიშვნელობებისა და ვიბრაციის დონის გათვალისწინებით. გულშემატკივართა კატეგორიას განსაზღვრავს მწარმოებელი.
ცხრილი 1 – გულშემატკივართა კატეგორიები
| განაცხადის პირობები | მაგალითები | ენერგიის მოხმარება, კვტ | BV-კატეგორია |
| საცხოვრებელი და საოფისე ფართები | ჭერის და სხვენის ვენტილატორები, ფანჯრის კონდიციონერები | ≤ 0.15 | BV-1 |
| > 0.15 | BV-2 | ||
| შენობები და სასოფლო-სამეურნეო ნაგებობები | ვენტილაციისა და კონდიცირების სისტემების ვენტილატორები; ფანები სერიის აღჭურვილობაში | ≤ 3.7 | BV-2 |
| > 3.7 | BV-3 | ||
| სამრეწველო პროცესები და ელექტროენერგიის გამომუშავება | ვენტილატორები დახურულ სივრცეებში, მაღაროებში, კონვეიერებში, ქვაბებში, ქარის გვირაბებში, გაზის გამწმენდ სისტემებში | ≤ 300 | BV-3 |
| > 300 | იხილეთ ISO 10816-3 | ||
| ტრანსპორტი, საზღვაო გემების ჩათვლით | ფანები ლოკომოტივებზე, სატვირთო მანქანებსა და მანქანებზე | ≤ 15 | BV-3 |
| > 15 | BV-4 | ||
| გვირაბები | ვენტილატორები მეტროების, გვირაბების, ავტოფარეხების ვენტილაციისთვის | ≤ 75 | BV-3 |
| > 75 | BV-4 | ||
| ნებისმიერი | BV-4 | ||
| პეტროქიმიური წარმოება | ვენტილატორები საშიში გაზების მოსაშორებლად და გამოიყენება სხვა ტექნოლოგიურ პროცესებში | ≤ 37 | BV-3 |
| > 37 | BV-4 | ||
| კომპიუტერული ჩიპების წარმოება | გულშემატკივრები სუფთა ოთახების შესაქმნელად | ნებისმიერი | BV-5 |
| Notes
1 This standard only considers fans with power less than 300 kW. The vibration assessment of fans with greater power is according to ISO 10816-3. However, standard series electric motors can have a rated power of up to 355 kW. Fans with such electric motors should be accepted according to this standard.
2 Table 1 does not apply to large diameter (usually from 2800 to 12500 mm) low-speed light axial fans used in heat exchangers, cooling towers, etc. The balancing accuracy class for such fans should be G16, and the fan category – BV-3
|
|||
When purchasing individual rotor elements (wheels or impellers) for subsequent installation on the fan, the balancing accuracy class of these elements (see table 2) should be followed, and when purchasing the fan as a whole, the results of factory vibration tests (table 4) and on-site vibration (table 5) should also be considered. Usually, these characteristics are agreed upon, so the choice of fan can be made based on its BV-category.
The category established in table 1 is typical for the normal use of fans, but in justified cases, the customer may request a fan of a different BV-category. It is recommended to specify the fan’s BV-category, balancing accuracy class, and acceptable vibration levels in the equipment supply contract.
A separate agreement between the customer and the manufacturer can be concluded regarding the fan installation conditions, so that the factory testing of the assembled fan considers the planned installation conditions at the operating site. In the absence of such an agreement, there are no restrictions on the type of base (rigid or compliant) for factory tests.
Fan Balancing
General Provisions
The fan manufacturer is responsible for balancing the fans according to the relevant regulatory document. This standard is based on the requirements of ISO 1940-1. Balancing is usually carried out on highly sensitive, specially designed balancing machines, allowing for an accurate assessment of residual imbalance.
Fan Balancing Accuracy Classes
The balancing accuracy classes for fan wheels are applied in accordance with table 2. The fan manufacturer can perform balancing for several elements in assembly, which may include, in addition to the wheel, the shaft, coupling, pulley, etc. In addition, individual assembly elements may require balancing.
Table 2 – Balancing Accuracy Classes
|
Fan Category
|
Rotor (Wheel) Balancing Accuracy Class
|
|
BV-1
|
G16
|
|
BV-2
|
G16
|
|
BV-3
|
G6.3
|
|
BV-4
|
G2.5
|
|
BV-5
|
G1.0
|
|
Note: Fans of category BV-1 can include small size fans weighing less than 224 g, for which it is difficult to maintain the specified balancing accuracy. In this case, the uniformity of mass distribution relative to the fan’s axis of rotation should be ensured by the manufacturing technology.
|
|
Fan Vibration Measurement
Measurement Requirements
General Provisions
Figures 1 – 4 show some possible measurement points and directions on each fan bearing. The values given in table 4 relate to measurements in the direction perpendicular to the axis of rotation. The number and location of measurement points for both factory tests and on-site measurements are determined at the manufacturer’s discretion or by agreement with the customer. It is recommended to measure on the bearings of the fan wheel shaft (impeller). If this is not possible, the sensor should be installed in a place where the shortest mechanical connection between it and the bearing is ensured. The sensor should not be mounted on unsupported panels, the fan housing, enclosure elements, or other places not directly connected to the bearing (such measurement results can be used, but not for assessing the fan’s vibrational state, but for obtaining information about the vibration transmitted to the duct or base – see ISO 31351 and ISO 5348.
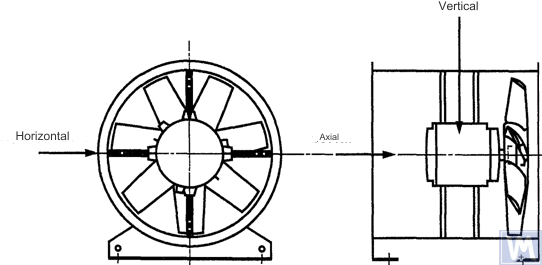
Figure 1. Location of a three-coordinate sensor for a horizontally mounted axial fan
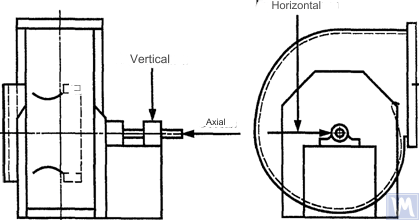
Figure 2. Location of a three-coordinate sensor for a single-suction radial fan
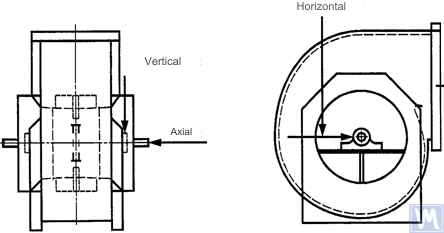
Figure 3. Location of a three-coordinate sensor for a double-suction radial fan
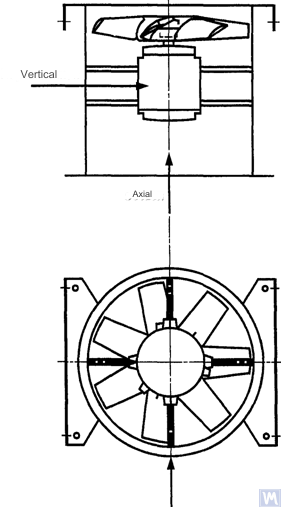
Figure 4. Location of a three-coordinate sensor for a vertically mounted axial fan
Measurements in the horizontal direction should be carried out at a right angle to the shaft axis. Measurements in the vertical direction should be carried out at a right angle to the horizontal measurement direction and perpendicular to the fan shaft. Measurements in the longitudinal direction should be carried out parallel to the shaft axis.
Measurements using inertia-type sensors
All vibration values specified in this standard refer to measurements taken using inertia-type sensors, the signal of which reproduces the movement of the bearing housing.
The sensors used can be either accelerometers or velocity sensors. Particular attention should be paid to the correct attachment of sensors: without gaps on the support surface, without swings and resonances. The size and mass of the sensors and the attachment system should not be excessively large to avoid significant changes in the measured vibration. The total error caused by the method of sensor attachment and calibration of the measuring system should not exceed +/- 10% of the measured value.
Measurements using non-contact sensors
By agreement between the user and the manufacturer, requirements for the maximum allowable shaft displacement (see ISO 7919-1) within sliding bearings may be established. The corresponding measurements can be carried out using non-contact sensors.
In this case, the measuring system determines the displacement of the shaft surface relative to the bearing housing. It is obvious that the allowable amplitude of displacements should not exceed the value of the bearing clearance. The clearance value depends on the size and type of bearing, the load (radial or axial), and the measurement direction (some bearing designs have an elliptical hole, for which the clearance in the horizontal direction is greater than in the vertical direction). The variety of factors that need to be considered does not allow setting uniform shaft displacement limits, but some recommendations are presented in table 3. The values given in this table represent a percentage of the total radial clearance value in the bearing in each direction.
Table 3 – Maximum Relative Shaft Displacement within the Bearing
| Fan Vibrational State | Maximum Recommended Displacement, Percentage of Clearance Value (Along Any Axis) |
| Commissioning/Satisfactory State | Less than 25% |
| Warning | +50% |
| Shutdown | +70% |
| 1) Radial and axial clearance values for a specific bearing should be obtained from its supplier. | |
The given values take into account “false” displacements of the shaft surface. These “false” displacements appear in the measurement results because, in addition to the shaft vibration, mechanical runouts also affect these results if the shaft is bent or has an out-of-round shape. When using a non-contact sensor, the measurement results will also include electrical runouts determined by the magnetic and electrical properties of the shaft material at the measurement point. It is believed that during the commissioning and subsequent normal operation of the fan, the range of the sum of mechanical and electrical runouts at the measurement point should not exceed the larger of two values: 0.0125 mm or 25% of the measured displacement value. Runouts are determined by slowly rotating the shaft (at a speed of 25 to 400 rpm), when the effect of forces caused by imbalance on the rotor is negligible. To meet the established runout tolerance, additional shaft machining may be required. Non-contact sensors should, if possible, be mounted directly on the bearing housing.
The given limit values apply only to a fan operating in its nominal mode. If the fan design allows operation with variable rotational speed, higher vibration levels are possible at other speeds due to the inevitable influence of resonances.
If the fan design allows changing the blade positions relative to the airflow at the intake port, the given values should be applied for conditions with the blades fully open. It should be noted that airflow stall, especially noticeable at large blade angles relative to the intake airflow, can lead to increased vibration levels.
Fan Support System
The vibrational state of fans after installation is determined considering the support stiffness. A support is considered rigid if the first natural frequency of the “fan – support” system exceeds the rotational speed. Usually, when mounted on large concrete foundations, the support can be considered rigid, and when mounted on vibration isolators – compliant. A steel frame, often used for mounting fans, can belong to either of the two support types. In case of doubt about the fan support type, calculations or tests can be carried out to determine the system’s first natural frequency. In some cases, the fan support should be considered rigid in one direction and compliant in another.
Limits of Allowable Fan Vibration during Factory Tests
The limit vibration levels given in table 4 apply to assembled fans. They relate to narrow-band vibration velocity measurements at bearing supports for the rotational frequency used during factory tests.
Table 4 – Limit Vibration Values during Factory Tests
| Fan Category | Limit RMS Vibration Velocity, mm/s | |
| Rigid Support | შესაბამისი მხარდაჭერა | |
| BV-1 | 9.0 | 11.2 |
| BV-2 | 3.5 | 5.6 |
| BV-3 | 2.8 | 3.5 |
| BV-4 | 1.8 | 2.8 |
| BV-5 | 1.4 | 1.8 |
| Notes
1 ვიბრაციის სიჩქარის ერთეულების გადაადგილების ან აჩქარების ერთეულებად გადაქცევის წესები ვიწროზოლიანი ვიბრაციისთვის მითითებულია დანართში A.
2 ამ ცხრილის მნიშვნელობები ვრცელდება გულშემატკივართა ნომინალურ დატვირთვაზე და ნომინალურ ბრუნვის სიხშირეზე, რომელიც მუშაობს რეჟიმში ღია შესასვლელი მიმყვანი ფრთებით. დატვირთვის სხვა პირობების ზღვრული მნიშვნელობები შეთანხმებული უნდა იყოს მწარმოებელსა და მომხმარებელს შორის, მაგრამ რეკომენდირებულია, რომ ისინი არ აღემატებოდეს ცხრილის მნიშვნელობებს 1,6-ზე მეტჯერ.
|
||
ვენტილატორის ვიბრაციის დასაშვები ლიმიტები ადგილზე ტესტირების დროს
ნებისმიერი ვენტილატორის ვიბრაცია ოპერაციულ ადგილზე დამოკიდებულია არა მხოლოდ მის დაბალანსების ხარისხზე. ინსტალაციასთან დაკავშირებული ფაქტორები, როგორიცაა დამხმარე სისტემის მასა და სიმტკიცე, ასევე გავლენას მოახდენს. აქედან გამომდინარე, ვენტილატორის მწარმოებელი არ არის პასუხისმგებელი ვენტილატორის ვიბრაციის დონეზე მის სამუშაო ადგილზე, თუ ეს არ არის მითითებული ხელშეკრულებაში.
ცხრილში 5 მოცემულია რეკომენდებული ზღვრული მნიშვნელობები (ვიბრაციის სიჩქარის ერთეულებში ფართოზოლოვანი ვიბრაციისთვის ტარების კორპუსებზე) სხვადასხვა კატეგორიის ვენტილატორების ნორმალური მუშაობისთვის.
ცხრილი 5 - ვიბრაციის მნიშვნელობების ლიმიტი საოპერაციო ადგილზე
| Fan Vibrational State | Fan Category | Limit RMS Vibration Velocity, mm/s | |
| Rigid Support | შესაბამისი მხარდაჭერა | ||
| ექსპლუატაციაში გაშვება | BV-1 | 10 | 11.2 |
| BV-2 | 5.6 | 9.0 | |
| BV-3 | 4.5 | 6.3 | |
| BV-4 | 2.8 | 4.5 | |
| BV-5 | 1.8 | 2.8 | |
| Warning | BV-1 | 10.6 | 14.0 |
| BV-2 | 9.0 | 14.0 | |
| BV-3 | 7.1 | 11.8 | |
| BV-4 | 4.5 | 7.1 | |
| BV-5 | 4.0 | 5.6 | |
| Shutdown | BV-1 | __1) | __1) |
| BV-2 | __1) | __1) | |
| BV-3 | 9.0 | 12.5 | |
| BV-4 | 7.1 | 11.2 | |
| BV-5 | 5.6 | 7.1 | |
| 1) BV-1 და BV-2 კატეგორიების გულშემატკივრებისთვის გამორთვის დონე დადგენილია ვიბრაციის გაზომვის შედეგების გრძელვადიანი ანალიზის საფუძველზე. | |||
ექსპლუატაციაში მყოფი ახალი გულშემატკივრების ვიბრაცია არ უნდა აღემატებოდეს „გამოშვების“ დონეს. ვენტილატორის მუშაობისას, მოსალოდნელია მისი ვიბრაციის დონის მატება ცვეთის პროცესებისა და გავლენის ფაქტორების კუმულაციური ეფექტის გამო. ვიბრაციის ასეთი ზრდა ზოგადად ბუნებრივია და არ უნდა გამოიწვიოს შეშფოთება მანამ, სანამ არ მიაღწევს "გაფრთხილების" დონეს.
„გამაფრთხილებელი“ ვიბრაციის დონის მიღწევისას აუცილებელია ვიბრაციის გაზრდილი მიზეზების გამოკვლევა და მის შესამცირებლად ზომების დადგენა. ვენტილატორის მუშაობა ამ მდგომარეობაში უნდა იყოს მუდმივი მონიტორინგის ქვეშ და შემოიფარგლება იმ დროით, რომელიც საჭიროა ვიბრაციის გაზრდის მიზეზების აღმოსაფხვრელად ზომების დასადგენად.
თუ ვიბრაციის დონე მიაღწევს "გამორთვის" დონეს, დაუყოვნებლივ უნდა იქნას მიღებული ზომები ვიბრაციის გაზრდის მიზეზების აღმოსაფხვრელად, წინააღმდეგ შემთხვევაში, ვენტილატორი უნდა შეწყდეს. ვიბრაციის დონის მისაღებ დონემდე მიყვანის დაგვიანებამ შეიძლება გამოიწვიოს ტარების დაზიანება, ბზარები როტორში და ვენტილატორის კორპუსის შედუღების წერტილებში, რაც საბოლოოდ გამოიწვევს ვენტილატორის განადგურებას.
ვენტილატორის ვიბრაციის მდგომარეობის შეფასებისას აუცილებელია ვიბრაციის დონის ცვლილებების მონიტორინგი დროთა განმავლობაში. ვიბრაციის დონის უეცარი ცვლილება მიუთითებს გულშემატკივართა დაუყოვნებელი შემოწმებისა და ტექნიკური ზომების აუცილებლობაზე. ვიბრაციის ცვლილებების მონიტორინგისას არ უნდა იქნას გათვალისწინებული გარდამავალი პროცესები, რომლებიც გამოწვეულია, მაგალითად, საპოხი მასალის გამოცვლის ან ტექნიკური პროცედურების შედეგად.
შეკრების პროცედურის გავლენა
ბორბლების გარდა, ვენტილატორები მოიცავს სხვა მბრუნავ ელემენტებს, რომლებმაც შეიძლება გავლენა მოახდინონ ვენტილატორის ვიბრაციის დონეზე: ამოძრავების საბურავები, ღვედები, შეერთებები, ძრავის როტორები ან სხვა წამყვანი მოწყობილობები. თუ შეკვეთის პირობები მოითხოვს ვენტილატორის მიწოდებას წამყვანი მოწყობილობის გარეშე, მწარმოებლისთვის შეიძლება არაპრაქტიკული იყოს შეკრების ტესტების ჩატარება ვიბრაციის დონის დასადგენად. ასეთ შემთხვევაში, მაშინაც კი, თუ მწარმოებელს აქვს დაბალანსებული ვენტილატორის ბორბალი, არ არის დარწმუნებული, რომ ვენტილატორი შეუფერხებლად იმუშავებს მანამ, სანამ ვენტილატორის ლილვი არ იქნება დაკავშირებული დისკზე და მთელი მანქანა არ შემოწმდება ვიბრაციაზე ექსპლუატაციაში გაშვებისას.
ჩვეულებრივ, შეკრების შემდეგ, საჭიროა დამატებითი დაბალანსება ვიბრაციის დონის დასაშვებ დონემდე შესამცირებლად. BV-3, BV-4 და BV-5 კატეგორიების ყველა ახალი გულშემატკივრისთვის რეკომენდებულია აწყობილი აპარატის ვიბრაციის გაზომვა ექსპლუატაციაში გაშვებამდე. ეს დაადგენს საბაზისო ხაზს და დასახავს შემდგომი შენარჩუნების ზომებს.
ვენტილატორის მწარმოებლები არ არიან პასუხისმგებელი ქარხნული ტესტირების შემდეგ დაყენებული წამყვანი ნაწილების ვიბრაციაზე.
ვიბრაციის საზომი ხელსაწყოები და კალიბრაცია
საზომი ხელსაწყოები
გამოყენებული საზომი ხელსაწყოები და დამაბალანსებელი მანქანები უნდა იყოს დამოწმებული და აკმაყოფილებდეს დავალების მოთხოვნებს. შემოწმებებს შორის ინტერვალი განისაზღვრება მწარმოებლის რეკომენდაციებით საზომი (სატესტო) ხელსაწყოებისთვის. საზომი ხელსაწყოების მდგომარეობა უნდა უზრუნველყოფდეს მათ ნორმალურ მუშაობას ტესტირების პერიოდის განმავლობაში.
გაზომვის ხელსაწყოებთან მომუშავე პერსონალს უნდა ჰქონდეს საკმარისი უნარები და გამოცდილება, რათა აღმოაჩინოს შესაძლო გაუმართაობა და გაზომვის ხელსაწყოების ხარისხის გაუარესება.
კალიბრაცია
ყველა საზომი ხელსაწყო უნდა იყოს დაკალიბრებული სტანდარტების მიხედვით. კალიბრაციის პროცედურის სირთულე შეიძლება განსხვავდებოდეს მარტივი ფიზიკური შემოწმებიდან მთელი სისტემის დაკალიბრებამდე. მაკორექტირებელი მასები, რომლებიც გამოიყენება ნარჩენი დისბალანსის დასადგენად ISO 1940-1-ის მიხედვით, ასევე შეიძლება გამოყენებულ იქნას საზომი ხელსაწყოების დაკალიბრებისთვის.
დოკუმენტაცია
Balancing
მოთხოვნის შემთხვევაში, თუ ეს გათვალისწინებულია ხელშეკრულების პირობებით, კლიენტს შეიძლება მიეწოდოს ვენტილატორის დაბალანსების ტესტის ანგარიში, რომელიც რეკომენდირებულია შეიცავდეს შემდეგ ინფორმაციას:
– დამაბალანსებელი მანქანის მწარმოებლის დასახელება, მოდელის ნომერი;
– როტორის დამონტაჟების ტიპი: საყრდენებს შორის ან კონსოლს შორის;
– დაბალანსების მეთოდი: სტატიკური ან დინამიური;
– როტორის შეკრების მბრუნავი ნაწილების მასა;
– ნარჩენი დისბალანსი თითოეულ კორექტირების სიბრტყეში;
– დასაშვები ნარჩენი დისბალანსი თითოეულ კორექტირების სიბრტყეში;
– დაბალანსების სიზუსტის კლასი;
– მიღების კრიტერიუმები: მიღებული/უარყოფილი;
– ბალანსის მოწმობა (საჭიროების შემთხვევაში).
– დამაბალანსებელი მანქანის მწარმოებლის დასახელება, მოდელის ნომერი;
– როტორის დამონტაჟების ტიპი: საყრდენებს შორის ან კონსოლს შორის;
– დაბალანსების მეთოდი: სტატიკური ან დინამიური;
– როტორის შეკრების მბრუნავი ნაწილების მასა;
– ნარჩენი დისბალანსი თითოეულ კორექტირების სიბრტყეში;
– დასაშვები ნარჩენი დისბალანსი თითოეულ კორექტირების სიბრტყეში;
– დაბალანსების სიზუსტის კლასი;
– მიღების კრიტერიუმები: მიღებული/უარყოფილი;
– ბალანსის მოწმობა (საჭიროების შემთხვევაში).
Vibration
მოთხოვნის შემთხვევაში, თუ ეს გათვალისწინებულია ხელშეკრულების პირობებით, კლიენტს შეიძლება მიეწოდოს ვენტილატორის ვიბრაციის ტესტის ანგარიში, რომელიც რეკომენდირებულია შეიცავდეს შემდეგ ინფორმაციას:
– გამოყენებული საზომი ხელსაწყოები;
– ვიბრაციის სენსორის მიმაგრების მეთოდი;
– ვენტილატორის მუშაობის პარამეტრები (ჰაერის ნაკადი, წნევა, სიმძლავრე);
– ვენტილატორის ბრუნვის სიხშირე;
– დამხმარე ტიპი: ხისტი ან შესაბამისი;
- გაზომილი ვიბრაცია:
1) ვიბრაციის სენსორის პოზიციები და საზომი ღერძები,
2) საზომი ერთეულები და ვიბრაციის საცნობარო დონეები,
3) გაზომვის სიხშირის დიაპაზონი (ვიწრო ან ფართო სიხშირის დიაპაზონი);
– დასაშვები ვიბრაციის დონე(ები);
– ვიბრაციის გაზომილი დონე(ები);
– მიღების კრიტერიუმები: მიღებული/უარყოფილი;
– ვიბრაციის დონის სერთიფიკატი (საჭიროების შემთხვევაში).
– გამოყენებული საზომი ხელსაწყოები;
– ვიბრაციის სენსორის მიმაგრების მეთოდი;
– ვენტილატორის მუშაობის პარამეტრები (ჰაერის ნაკადი, წნევა, სიმძლავრე);
– ვენტილატორის ბრუნვის სიხშირე;
– დამხმარე ტიპი: ხისტი ან შესაბამისი;
- გაზომილი ვიბრაცია:
1) ვიბრაციის სენსორის პოზიციები და საზომი ღერძები,
2) საზომი ერთეულები და ვიბრაციის საცნობარო დონეები,
3) გაზომვის სიხშირის დიაპაზონი (ვიწრო ან ფართო სიხშირის დიაპაზონი);
– დასაშვები ვიბრაციის დონე(ები);
– ვიბრაციის გაზომილი დონე(ები);
– მიღების კრიტერიუმები: მიღებული/უარყოფილი;
– ვიბრაციის დონის სერთიფიკატი (საჭიროების შემთხვევაში).
ფანების დაბალანსების მეთოდები ბალანსირებელ მანქანაზე
B.1. პირდაპირი წამყვანი ფანი
B.1.1. ზოგადი დებულებები
The fan wheel, which is mounted directly on the motor shaft during assembly, should be balanced according to the same rule for accounting for the keyway effect as for the motor shaft.
Motors from previous years of production could be balanced using a full keyway. Currently, motor shafts are balanced using a half-keyway, as prescribed by ISO 31322, and marked with the letter H (see ISO 31322).
B.1.2. Motors Balanced with a Full Keyway
The fan wheel, mounted on the motor shaft balanced with a full keyway, should be balanced without a key on a tapered arbor.
B.1.3. Motors Balanced with a Half-Keyway
For the fan wheel mounted on the motor shaft balanced with a half-keyway, the following options are possible:
a) if the wheel has a steel hub, cut a keyway in it after balancing;
b) balance on a tapered arbor with a half-key inserted into the keyway;
c) balance on an arbor with one or more keyways (see B.3), using full keys.
a) if the wheel has a steel hub, cut a keyway in it after balancing;
b) balance on a tapered arbor with a half-key inserted into the keyway;
c) balance on an arbor with one or more keyways (see B.3), using full keys.
B.2. Fans Driven by Another Shaft
Where possible, all rotating elements, including the fan shaft and pulley, should be balanced as a single unit. If this is impractical, balancing should be performed on an arbor (see B.3) using the same keyway accounting rule as for the shaft.
B.3. Arbor
The arbor on which the fan wheel is mounted during balancing must meet the following requirements:
a) be as light as possible;
b) be in a balanced state, ensured by appropriate maintenance and regular inspections;
c) preferably be tapered to reduce errors associated with eccentricity, resulting from the tolerances of the hub hole and arbor dimensions. If the arbor is tapered, the true position of the correction planes relative to the bearings should be considered in the imbalance calculations.
a) be as light as possible;
b) be in a balanced state, ensured by appropriate maintenance and regular inspections;
c) preferably be tapered to reduce errors associated with eccentricity, resulting from the tolerances of the hub hole and arbor dimensions. If the arbor is tapered, the true position of the correction planes relative to the bearings should be considered in the imbalance calculations.
If it is necessary to use a cylindrical arbor, it should have a keyway cut into it, into which a full key is inserted to transmit the torque from the arbor to the fan wheel.
Another option is to cut two keyways on opposite ends of the shaft diameter, allowing the use of the reverse balancing method. This method involves the following steps. First, measure the wheel imbalance by inserting a full key into one keyway and a half-key into the other. Then rotate the wheel 180° relative to the arbor and measure its imbalance again. The difference between the two imbalance values is due to the residual imbalance of the arbor and the universal drive joint. To obtain the true rotor imbalance value, take half the difference of these two measurements.
SOURCES OF FAN VIBRATION
There are many sources of vibration within the fan, and vibration at certain frequencies can be directly linked to specific design features of the machine. This appendix only covers the most common vibration sources observed in most types of fans. The general rule is that any looseness in the support system causes deterioration in the fan’s vibrational state.
Fan Imbalance
This is the primary source of fan vibration; it is characterized by the presence of a vibration component at the rotational frequency (first harmonic). The cause of imbalance is that the axis of the rotating mass is eccentric or angled to the axis of rotation. This can be caused by uneven mass distribution, the sum of tolerances on the dimensions of the hub hole and shaft, shaft bending, or a combination of these factors. Vibration caused by imbalance mainly acts in the radial direction.
Temporary shaft bending can result from uneven mechanical heating – due to friction between rotating and stationary elements – or electrical nature. Permanent bending can result from changes in material properties or misalignment of the shaft and fan wheel when the fan and motor are separately mounted.
During operation, the fan wheel imbalance can increase due to particle deposition from the air. When operating in an aggressive environment, imbalance can result from uneven erosion or corrosion of the wheel.
Imbalance can be corrected by additional balancing in the appropriate planes, but before performing the balancing procedure, the sources of imbalance should be identified, eliminated, and the machine’s vibrational stability checked.
Fan and Motor Misalignment
This defect can occur when the motor and fan shafts are connected via a belt drive or flexible coupling. Misalignment can sometimes be identified by characteristic vibration frequency components, usually the first and second harmonics of the rotational frequency. In the case of parallel misalignment of the shafts, vibration primarily occurs in the radial direction, while if the shafts intersect at an angle, longitudinal vibration may become dominant.
If the shafts are connected at an angle and rigid couplings are used, alternating forces begin to act in the machine, causing increased wear of the shafts and couplings. This effect can be significantly reduced by using flexible couplings.
Fan Vibration Due to Aerodynamic Excitation
Vibration excitation can be caused by the interaction of the fan wheel with stationary elements of the design, such as guide vanes, motor, or bearing supports, incorrect gap values, or improperly designed air intake and exhaust structures. A characteristic feature of these sources is the occurrence of periodic vibration associated with the wheel’s rotational frequency, against the background of random fluctuations in the interaction of the wheel blades with the air. Vibration can be observed at the blade frequency harmonics, which is the product of the wheel’s rotational frequency and the number of wheel blades.
Aerodynamic instability of the airflow, caused by its stall from the blade surface and subsequent vortex formation, causes broadband vibration, the spectrum shape of which changes depending on the fan’s load.
Aerodynamic noise is characterized by the fact that it is not related to the wheel’s rotational frequency and can occur at subharmonics of the rotational frequency (i.e., at frequencies below the rotational frequency). In this case, significant vibration of the fan housing and ducts can be observed.
If the aerodynamic system of the fan is poorly matched with its characteristics, sharp impacts may occur in it. These impacts are easily distinguishable by ear and are transmitted as impulses to the fan support system.
If the above-mentioned causes lead to blade vibration, its nature can be investigated by installing sensors in different parts of the structure.
Fan Vibration Due to Whirl in the Oil Layer
Whirls that may occur in the lubrication layer of sliding bearings are observed at a characteristic frequency slightly below the rotor’s rotational frequency unless the fan operates at a speed exceeding the first critical. In the latter case, oil wedge instability will be observed at the first critical speed, and sometimes this effect is called resonant whirl.
Sources of Electrical Nature Fan Vibration
Uneven heating of the motor rotor can cause it to bend, leading to imbalance (manifesting at the first harmonic).
In the case of an asynchronous motor, the presence of a component at a frequency equal to the rotational frequency multiplied by the number of rotor plates indicates defects related to the stator plates, and vice versa, components at a frequency equal to the rotational frequency multiplied by the number of rotor plates indicate defects related to the rotor plates.
Many vibration components of electrical nature are characterized by their immediate disappearance when the power supply is turned off.
Fan Vibration Due to Belt Drive Excitation
Generally, there are two types of problems related to belt drives: when the drive’s operation is influenced by external defects and when the defects are in the belt itself.
In the first case, although the belt vibrates, this is due to forcing forces from other sources, so replacing the belt will not produce the desired results. Common sources of such forces are imbalance in the drive system, pulley eccentricity, misalignment, and loosened mechanical connections. Therefore, before changing the belts, vibration analysis should be carried out to identify the excitation source.
If the belts respond to external forcing forces, their vibration frequency will most likely be the same as the excitation frequency. In this case, the excitation frequency can be determined using a stroboscopic lamp, adjusting it so that the belt appears stationary in the lamp’s light.
In the case of a multi-belt drive, unequal belt tension can lead to a significant increase in the transmitted vibration.
Cases where the vibration sources are the belts themselves are related to their physical defects: cracks, hard and soft spots, dirt on the belt surface, missing material from its surface, etc. For V-belts, changes in their width will cause the belt to ride up and down the pulley track, creating vibration due to changing its tension.
If the vibration source is the belt itself, the vibration frequencies are usually the harmonics of the belt’s rotational frequency. In a specific case, the excitation frequency will depend on the nature of the defect and the number of pulleys, including tensioners.
In some cases, the vibration amplitude may be unstable. This is especially true for multi-belt drives.
Mechanical and electrical defects are sources of vibration, which subsequently convert into airborne noise. Mechanical noise can be associated with fan or motor imbalance, bearing noise, axis alignment, duct wall and housing panel vibrations, damper blade vibrations, blade, damper, pipe, and support vibrations, as well as transmission of mechanical vibrations through the structure. Electrical noise is related to various forms of electrical energy conversion: 1) Magnetic forces are determined by the magnetic flux density, the number and shape of the poles, and the geometry of the air gap; 2) Random electrical noise is determined by brushes, arcing, electrical sparks, etc.
Aerodynamic noise can be associated with vortex formation, pressure pulsations, air resistance, etc., and can have both broadband and narrowband nature. Broadband noise can be caused by: a) blades, dampers, and other obstacles in the airflow path; b) fan rotation as a whole, belts, slits, etc.; c) sudden changes in airflow direction or duct cross-section, differences in flow velocities, flow separation due to boundary effects, flow compression effects, etc. Narrowband noise can be caused by: a) resonances (organ pipe effect, string vibrations, panel, structural element vibrations, etc.); b) vortex formation on sharp edges (air column excitation); c) rotations (siren effect, slits, holes, slots on rotating parts).
სტრუქტურის სხვადასხვა მექანიკურ ელემენტებს შორის კონტაქტის შედეგად წარმოქმნილი ზემოქმედება წარმოქმნის ხმაურს, რომელიც წარმოიქმნება ჩაქუჩის დარტყმის, ჭექა-ქუხილის, რეზონანსული ცარიელი ყუთის და ა.შ. ზემოქმედების იმპულსები შეიძლება იყოს ისეთი ხანმოკლე, რომ პერიოდული ზემოქმედების იმპულსების გარდამავალი პროცესებისგან განასხვავებლად, საჭიროა სპეციალური მაღალსიჩქარიანი ჩამწერი მოწყობილობა. ფართობი, სადაც მრავალი ზემოქმედების იმპულსი ჩნდება, მათი მწვერვალების ზემოქმედება ქმნის მუდმივ გუგუნის ეფექტს.
ვიბრაციის დამოკიდებულება ვენტილატორის მხარდაჭერის ტიპზე
ვენტილატორის საყრდენის ან საძირკვლის დიზაინის სწორი არჩევანი აუცილებელია მისი გლუვი, უპრობლემოდ მუშაობისთვის. ვენტილატორის, ძრავის და სხვა წამყვანი მოწყობილობების დაყენებისას მბრუნავი კომპონენტების გასწორების უზრუნველსაყოფად გამოიყენება ფოლადის ჩარჩო ან რკინაბეტონის ბაზა. ზოგჯერ დამხმარე კონსტრუქციის დაზოგვის მცდელობა იწვევს მანქანის კომპონენტების საჭირო განლაგების შენარჩუნების შეუძლებლობას. ეს განსაკუთრებით მიუღებელია, როდესაც ვიბრაცია მგრძნობიარეა განლაგების ცვლილებების მიმართ, განსაკუთრებით მანქანებისთვის, რომლებიც შედგება ცალკეული ნაწილებისგან, რომლებიც დაკავშირებულია ლითონის შესაკრავებით.
საძირკველი, რომელზედაც დაყრილია ბაზა, ასევე შეუძლია გავლენა მოახდინოს ვენტილატორისა და ძრავის ვიბრაციაზე. თუ საძირკვლის ბუნებრივი სიხშირე ახლოს არის ვენტილატორის ან ძრავის ბრუნვის სიხშირესთან, საძირკველი რეზონანსს მიიღებს ვენტილატორის მუშაობის დროს. ამის დადგენა შესაძლებელია ვიბრაციის გაზომვით საძირკვლის, მიმდებარე იატაკისა და ვენტილატორის საყრდენების რამდენიმე წერტილში. ხშირად რეზონანსულ პირობებში ვერტიკალური ვიბრაციის კომპონენტი მნიშვნელოვნად აღემატება ჰორიზონტალურს. ვიბრაცია შეიძლება შემცირდეს საძირკვლის გამაგრებით ან მისი მასის გაზრდით. მაშინაც კი, თუ დისბალანსი და არასწორი განლაგება აღმოიფხვრება, რაც საშუალებას იძლევა შემცირდეს იძულებითი ძალები, მნიშვნელოვანი ვიბრაციის წინაპირობები მაინც შეიძლება არსებობდეს. ეს ნიშნავს, რომ თუ ვენტილატორი, მის საყრდენთან ერთად, ახლოსაა რეზონანსთან, ვიბრაციის მისაღები მნიშვნელობების მიღწევა საჭიროებს უფრო ზუსტ დაბალანსებას და ლილვის უფრო ზუსტ გასწორებას, ვიდრე ჩვეულებრივ საჭიროა ასეთი მანქანებისთვის. ეს მდგომარეობა არასასურველია და თავიდან უნდა იქნას აცილებული საყრდენი ან ბეტონის ბლოკის მასის და/ან სიხისტის გაზრდით.
ვიბრაციის მდგომარეობის მონიტორინგისა და დიაგნოსტიკის სახელმძღვანელო
მანქანის ვიბრაციის მდგომარეობის მონიტორინგის მთავარი პრინციპი (შემდგომში მდგომარეობა) არის სწორად დაგეგმილი გაზომვების შედეგების დაკვირვება ვიბრაციის დონის ზრდის ტენდენციის დასადგენად და მისი განხილვა პოტენციური პრობლემების პერსპექტივიდან. მონიტორინგი გამოიყენება სიტუაციებში, როდესაც დაზიანება ნელა ვითარდება და მექანიზმის მდგომარეობის გაუარესება ვლინდება გაზომვადი ფიზიკური ნიშნებით.
ვენტილატორის ვიბრაცია, რომელიც გამოწვეულია ფიზიკური დეფექტების განვითარების შედეგად, შეიძლება გარკვეული ინტერვალებით კონტროლდებოდეს, ხოლო ვიბრაციის დონის მატების გამოვლენისას, დაკვირვების სიხშირე შეიძლება გაიზარდოს და ჩატარდეს მდგომარეობის დეტალური ანალიზი. ამ შემთხვევაში, ვიბრაციის ცვლილებების მიზეზების იდენტიფიცირება შესაძლებელია ვიბრაციის სიხშირის ანალიზის საფუძველზე, რაც საშუალებას იძლევა განისაზღვროს საჭირო ზომები და დაგეგმოს მათი განხორციელება ზიანის ძლიერებამდე დიდი ხნით ადრე. ჩვეულებრივ, ზომები მიჩნეულია საჭიროდ, როდესაც ვიბრაციის დონე იზრდება 1,6-ჯერ ან 4 დბ-ით საბაზისო დონესთან შედარებით.
მდგომარეობის მონიტორინგის პროგრამა შედგება რამდენიმე ეტაპისგან, რომლებიც მოკლედ შეიძლება ჩამოყალიბდეს შემდეგნაირად:
ა) ვენტილატორის მდგომარეობის იდენტიფიცირება და საბაზისო ვიბრაციის დონის განსაზღვრა (ის შეიძლება განსხვავდებოდეს ქარხნული ტესტების დროს მიღებული დონისგან სამონტაჟო სხვადასხვა მეთოდის გამო და ა.შ.);
ბ) ვიბრაციის საზომი წერტილების შერჩევა;
გ) განსაზღვროს დაკვირვების (გაზომვის) სიხშირე;
დ) ადგენს ინფორმაციის რეგისტრაციის პროცედურას;
ე) ვენტილატორის ვიბრაციული მდგომარეობის შეფასების კრიტერიუმების განსაზღვრა, აბსოლუტური ვიბრაციისა და ვიბრაციის ცვლილებების ზღვრული მნიშვნელობები, შეაჯამეთ მსგავსი მანქანების მუშაობის გამოცდილება.
ა) ვენტილატორის მდგომარეობის იდენტიფიცირება და საბაზისო ვიბრაციის დონის განსაზღვრა (ის შეიძლება განსხვავდებოდეს ქარხნული ტესტების დროს მიღებული დონისგან სამონტაჟო სხვადასხვა მეთოდის გამო და ა.შ.);
ბ) ვიბრაციის საზომი წერტილების შერჩევა;
გ) განსაზღვროს დაკვირვების (გაზომვის) სიხშირე;
დ) ადგენს ინფორმაციის რეგისტრაციის პროცედურას;
ე) ვენტილატორის ვიბრაციული მდგომარეობის შეფასების კრიტერიუმების განსაზღვრა, აბსოლუტური ვიბრაციისა და ვიბრაციის ცვლილებების ზღვრული მნიშვნელობები, შეაჯამეთ მსგავსი მანქანების მუშაობის გამოცდილება.
ვინაიდან ვენტილატორები ჩვეულებრივ მუშაობენ უპრობლემოდ სიჩქარით, რომელიც არ უახლოვდება კრიტიკულს, ვიბრაციის დონე მნიშვნელოვნად არ უნდა შეიცვალოს მცირე სიჩქარით ან დატვირთვის ცვლილებებით, მაგრამ მნიშვნელოვანია აღინიშნოს, რომ როდესაც ვენტილატორი მუშაობს ცვლადი ბრუნვის სიჩქარით, გამოიყენება ვიბრაციის ზღვრული მნიშვნელობები. მაქსიმალური ოპერაციული ბრუნვის სიჩქარემდე. თუ მაქსიმალური ბრუნვის სიჩქარე ვერ მიიღწევა დადგენილი ვიბრაციის ლიმიტის ფარგლებში, ეს შეიძლება მიუთითებდეს სერიოზული პრობლემის არსებობაზე და საჭიროებს სპეციალურ გამოკვლევას.
დანართ C-ში მოწოდებული ზოგიერთი დიაგნოსტიკური რეკომენდაცია ეფუძნება ვენტილატორის მუშაობის გამოცდილებას და განკუთვნილია თანმიმდევრული გამოყენებისთვის გაზრდილი ვიბრაციის მიზეზების ანალიზისას.
კონკრეტული ვენტილატორის ვიბრაციის ხარისხობრივად შესაფასებლად და შემდგომი მოქმედებების სახელმძღვანელო მითითებების დასადგენად შეიძლება გამოყენებულ იქნას ISO 10816-1-ით დადგენილი ვიბრაციის მდგომარეობის ზონის საზღვრები.
მოსალოდნელია, რომ ახალი ვენტილატორებისთვის, მათი ვიბრაციის დონეები იქნება ქვემოთ მოცემული ზღვრული მნიშვნელობებით, რომლებიც მოცემულია ცხრილში 3. ეს მნიშვნელობები შეესაბამება ვიბრაციის მდგომარეობის A ზონის საზღვარს ISO 10816-1-ის მიხედვით. გაფრთხილებისა და გამორთვის დონის რეკომენდებული მნიშვნელობები დადგენილია კონკრეტული ტიპის ვენტილატორების შესახებ შეგროვებული ინფორმაციის ანალიზის საფუძველზე.
შესაბამისობის შესახებ ინფორმაცია
საცნობარო საერთაშორისო სტანდარტები, რომლებიც გამოიყენება როგორც ნორმატიული ცნობარი ამ სტანდარტში
ცხრილი H.1
|
საცნობარო სახელმწიფოთაშორისი სტანდარტის აღნიშვნა
|
საცნობარო საერთაშორისო სტანდარტის აღნიშვნა და დასახელება და მისი შესაბამისობის ხარისხის პირობითი აღნიშვნა საცნობარო სახელმწიფოთაშორის სტანდარტთან
|
|
ISO 1940-1-2007
|
ISO 1940-1:1986. ვიბრაცია. მოთხოვნები ხისტი როტორების ბალანსირების ხარისხზე. ნაწილი 1. დასაშვები დისბალანსის განსაზღვრა (IDT)
|
|
ISO 5348-2002
|
ISO 5348:1999. ვიბრაცია და შოკი. აქსელერომეტრების მექანიკური მონტაჟი (IDT)
|
|
ISO 7919-1-2002
|
ISO 7919-1:1996. უპასუხო მანქანების ვიბრაცია. მბრუნავი ლილვების გაზომვები და შეფასების კრიტერიუმები. ნაწილი 1. ზოგადი გაიდლაინები (IDT)
|
|
ISO 10816-1-97
|
ISO 10816-1:1995. ვიბრაცია. მანქანის მდგომარეობის შეფასება არამბრუნავ ნაწილებზე ვიბრაციის გაზომვებით. ნაწილი 1. ზოგადი გაიდლაინები (IDT)
|
|
ISO 10816-3-2002
|
ISO 10816-3:1998. ვიბრაცია. მანქანის მდგომარეობის შეფასება ვიბრაციის გაზომვებით არამბრუნავ ნაწილებზე. ნაწილი 3. სამრეწველო მანქანები 15 კვტ-ზე მეტი ნომინალური სიმძლავრით და ნომინალური სიჩქარით 120-დან 15000 ბრ/წთ-მდე, ადგილზე გაზომვები (IDT)
|
|
ISO 10921-90
|
ISO 5801:1997. სამრეწველო გულშემატკივრები. შესრულების ტესტირება სტანდარტიზებული არხების გამოყენებით (NEQ)
|
|
ISO 19534-74
|
ISO 1925:2001. ვიბრაცია. ბალანსირება. ლექსიკა (NEQ)
|
|
ISO 24346-80
|
ISO 2041:1990. ვიბრაცია და შოკი. ლექსიკა (NEQ)
|
|
ISO 31322-2006 (ISO 8821:1989)
|
ISO 8821:1989. ვიბრაცია. ბალანსირება. სახელმძღვანელო ლილვებისა და დამონტაჟებული ნაწილების დაბალანსებისას გასაღების ეფექტის აღრიცხვისთვის (MOD)
|
|
ISO 31351-2007 (ISO 14695:2003)
|
ISO 14695:2003. სამრეწველო გულშემატკივრები. ვიბრაციის გაზომვის მეთოდები (MOD)
|
|
შენიშვნა: ამ ცხრილში გამოყენებულია სტანდარტის შესაბამისობის ხარისხის შემდეგი პირობითი აღნიშვნები: IDT – იდენტური სტანდარტები;
|
|

0 კომენტარი