Pengimbangan Crusher: Panduan Profesional untuk Kawalan Getaran Dinamik
Penyeimbangan dinamik tepat adalah cara paling berkesan untuk mencegah kerosakan galas yang dahsyat dan mengurangkan kos penyelenggaraan industri. Dengan menghapuskan daya sentrifugal parasit, penyeimbangan pemusnah memanjangkan hayat peralatan sebanyak 3–5 kali ganda dan mengurangkan kos pembaikan sehingga 80%. Panduan ini memperincikan prinsip kejuruteraan dan prosedur lapangan untuk mengimbangkan pemecah, kilang giling, dan mesin berputar beban berat menggunakan penganalisis getaran Balanset-1A.







Ringkasan Teknikal & Titik Utama
Sekilas
- Skop: Perindustrian penyeimbangan pemusnah (rahang, kon, impak, tukul), penyeimbangan kilang (bola, gelendong, pengisaran), pemusnah, dan pencampur berkelajuan tinggi.
- Masalah Teras: Semakan "tepi pisau" statik terlepas ketidakseimbangan pasangan. Rotor yang berputar menjana daya berkala pada frekuensi putaran 1× yang mempercepat keletihan dan melonggarkan pengikat struktur.
- Penyelesaian Teknikal: Penyeimbangan dinamik dua satah secara in-situ (penyeimbangan dalam galas asal) menggunakan pengiraan koefisien pengaruh.
- Sasaran Prestasi: Mencapai gred kualiti seimbang ISO 1940 G6.3 dan mengurangkan getaran di bawah 4.5 mm/s (ISO 10816).

Penyeimbangan Crusher: Impak Kejuruteraan terhadap Kebolehpercayaan dan Kos
Fakta utama
Ketidakseimbangan hanya 100 g pada rotor pengisar yang berputar pada 1500 rpm menghasilkan daya sentrifugal setara dengan kira-kira 50 hentakan tukul sesaat pada galas. Tenaga hentakan berterusan ini dengan cepat merosakkan integriti galas dan boleh menyebabkan kegagalan bencana.
Kepentingan Penyeimbangan yang Betul
Bahkan ketidakseimbangan kecil boleh memberi kesan dramatik pada mesin berat. Sebagai contoh, hanya 100 gram ketidakseimbangan pada rotor pemusnah boleh menghasilkan daya impak setara dengan 50 hentakan tukul sesaat pada galas. Daya hentakan berterusan ini menyebabkan keausan berlebihan. Sebenarnya, mengabaikan keseimbangan bermakna galas mungkin hanya bertahan 5–10 ribu jam dan kos penyelenggaraan boleh melonjak (contohnya $50–100k setahun untuk pembaikan). Sebaliknya, mesin yang seimbang dengan baik boleh menjadikan galas tahan sehingga 30–50 ribu jam dan mengurangkan kos pembaikan sehingga 50–80%. Getaran yang dikurangkan juga meningkatkan kecekapan tenaga (5–15% kuasa kurang terbuang) dan meminimumkan masa henti tidak dirancang. Secara ringkas, mengekalkan rotor dalam keadaan seimbang memanjangkan hayat peralatan, menjimatkan wang, dan membantu mencegah kemalangan.
Pengimbangan crusher dan pengimbangan kilang adalah prosedur penyelenggaraan wajib untuk peralatan berputar berat. Beban dinamik akibat ketidakseimbangan bergantung bukan pada jumlah jisim rotor, tetapi pada ketidakseimbangan (jisim ketidakseimbangan dan jejari setara). Anggaran berguna ialah F ≈ mu · r · ω², di mana ω = 2πn/60. Pada 1000 rpm (ω ≈ 105 rad/s), ketidakseimbangan 1 kg pada jejari 1 m menghasilkan kira-kira 11 kN (~1.1 tan metrik). “Beberapa tan” daya berkala memerlukan beberapa kg·m ketidakseimbangan (contohnya, 10 kg pada 0.3 m ≈ 3 kg·m menghasilkan ~33 kN ≈ 3.3 tan metrik daya). Beban itu bersifat berkala pada frekuensi putaran (1000 rpm ≈ 16.7 Hz), jadi kesannya boleh meningkat secara progresif:
- Fasa awal: Peningkatan paras bunyi dan getaran
- Tahap pertengahan: Meningkatkan jangka hayat galas daripada 30,000–50,000 jam kepada 5,000–10,000 jam
- Tahap lanjutan: Penyambung yang longgar, retakan keletihan pada lasakan, kerosakan struktur
- Fasa akhir: Kegagalan bencana dengan risiko keselamatan dan masa henti yang panjang
Kerugian ekonomi daripada mengendalikan peralatan tidak seimbang mencapai €50,000–100,000 setahun hanya untuk pembaikan dan alat ganti, ditambah 10–15 hari masa henti tidak dirancang dan penggunaan tenaga berlebihan sebanyak 5–15%.
Penimbangan Statik vs Dinamik: Perbezaan Kritikal
Memahami perbezaan antara imbangan statik dan dinamik adalah penting untuk memilih kaedah yang betul.
Pengimbangan statik
Pengimbangan statik membetulkan pemindahan pusat jisim daripada paksi putaran. Ia mencukupi untuk rotor jenis cakera di mana diameternya melebihi lebarnya sebanyak 7–10 kali (L/D < 0.25) dan kelajuan di bawah 800 rpm. Ketidakseimbangan statik boleh dikesan tanpa putaran — bahagian yang lebih berat akan tenggelam ke bawah pada penyokong mata pisau.
Pengimbangan dinamik
Pengimbangan dinamik membetulkan ketidakseimbangan statik dan tork (momen). Ia diwajibkan untuk semua rotor memanjang di mana lebar melebihi 30% daripada diameternya. Titik kritikal: rotor yang seimbang secara statik boleh mempunyai ketidakseimbangan dinamik yang ketara. Dua tukul tidak seimbang di hujung rotor yang bertentangan, berjarak 180°, menghasilkan momen lenturan semasa putaran walaupun keseimbangan statik dipenuhi.
Mengapa Penyeimbangan Statik “Pada Pisau” Tidak Cukup
Kaedah tradisional untuk memeriksa imbangan ialah kaedah “mata pisau” statik – meletakkan rotor pada rel mata pisau berfriction rendah atau penyangga prisma untuk melihat sama ada tompok berat menyebabkan ia bergolek. Penyeimbangan statik boleh membetulkan tompok berat ringkas (ketidakseimbangan statik) dengan menambah atau mengurangkan berat supaya pusat jisim rotor sejajar dengan paksi putarannya. Walau bagaimanapun, kaedah ini tidak dapat mengesan atau membetulkan ketidakseimbangan “moment” (dinamik).
Dalam ketidakseimbangan saat (atau pasangan), terdapat titik berat yang sama di hujung bertentangan rotor, berjarak 180°. Pada keadaan rehat, kedua-dua berat ini saling mengimbangi, jadi rotor mungkin tidak akan bergolek pada penyangga pisau. Ia kelihatan seimbang dalam keadaan statik. Tetapi apabila rotor berpusing, kedua-dua jisim itu menghasilkan daya (daya sentrifugal) ke arah bertentangan pada setiap hujung, mewujudkan tork yang menyebabkan rotor bergoyang dengan kuat.

Ia seperti mempunyai ayunan imbang yang tiba-tiba mula berpusing apabila bergerak. Tiada pengaturan pada dudukan statik akan dapat menyelesaikannya, kerana ketidakseimbangan itu hanya muncul pada kelajuan operasi.
Dalam istilah mudah, imbangan “on knives” hanya membetulkan titik berat satu satah dan terlepas ketidakseimbangan dua satah yang tersembunyi. Itulah sebabnya rotor boleh diimbangi secara statik tetapi masih bergetar semasa operasi. Untuk membetulkan ketidakseimbangan dinamik, anda perlu mengimbangi dalam sekurang-kurangnya dua satah (contohnya menambah dua pemberat pembetulan pada kedudukan berbeza di sepanjang rotor) untuk menangkis daya putaran.
Ini memerlukan kaedah penimbangan dinamik semasa rotor berputar (atau data daripada putaran), yang tidak dapat disediakan oleh tapak statik.
Penyelesaian Penyeimbangan Dinamik
Penyeimbangan dinamik melibatkan pengukuran getaran rotor semasa berputar dan menambah pemberat untuk menampan ketidakseimbangan statik dan tork. Secara tradisional, ini boleh dilakukan dengan menanggalkan rotor dan meletakkannya pada mesin penyeimbangan khusus. Dalam mesin penyeimbangan, rotor dipusingkan dan instrumen menentukan di mana pemberat perlu diletakkan. Ini mencapai keseimbangan yang tepat, tetapi mempunyai kelemahan: membongkar mesin, mengangkut rotor ke bengkel, dan beberapa hari masa henti.
Sebaliknya, penyeimbangan medan moden menggunakan peralatan mudah alih untuk menyimbangkan rotor dalam galasnya sendiri (in-situ). Seorang juruteknik memasang penderia getaran pada casing mesin dan sebuah takometer untuk mengukur kelajuan putaran dan fasa. Mesin dijalankan pada kelajuan biasa, dan peralatan (seperti Balanset-1A) mengukur sejauh mana dan ke arah mana rotor bergetar. Dengan menjalankan ujian menggunakan berat percubaan, perisian dapat mengira penimbang imbang yang tepat diperlukan dan sudut di mana ia perlu diletakkan. Kaedah koefisien pengaruh ini (selalunya proses tiga larian dengan berat percubaan) secara automatik mengira penyelesaian untuk mencapai keseimbangan.
Pada akhirnya, pemberat ditambah (atau bahan dibuang) pada rotor untuk membatalkan daya ketidakseimbangan.
Pendekatan dinamik menangani ketidakseimbangan statik dan dinamik (pasangan) kerana ia mengambil kira fasa getaran pada titik-titik yang berbeza. Tidak seperti kaedah statik “mata pisau”, penyeimbangan dinamik dalam dua satah boleh membetulkan goyangan yang hanya muncul semasa berpusing.
Penyeimbangan dinamik di lapangan amat berguna untuk peralatan besar (contohnya rotor pemecah besar, kipas, atau dram kilang) yang tidak praktikal untuk dipindahkan ke bengkel. Ia meminimumkan masa henti kerana anda tidak perlu membongkar mesin sepenuhnya – selalunya anda boleh menyamakan imbangan di tapak dalam beberapa jam sahaja, bukannya berhari-hari henti operasi.
Jenis Peralatan: Gambaran Keseluruhan
Penyeimbangan crusher, penyeimbangan kilang, dan prosedur berkaitan terpakai kepada pelbagai jenis peralatan industri. Setiap kategori mempunyai keperluan khusus:
Mesin-mesin biasa yang memerlukan penyeimbangan
Banyak jenis peralatan industri memerlukan penyeimbangan secara berkala. Beberapa contoh ketara termasuk:
Penghancur: Pengimbangan mesin seperti pemecah rahang, pemecah kon, pemecah impak, dan pemecah tukul adalah kritikal kerana rotor berat atau bahagian bergerak mereka boleh menghasilkan getaran besar jika sedikit sahaja tidak seimbang. Sebagai contoh, pemecah impak sering memerlukan pengimbangan semula secara berkala disebabkan keausan bar hentakan dan plat impak.
Penghancur tukul dan penghancur batu lain mungkin perlu diimbangi setiap kali tukul atau plat rahang diganti, bagi memastikan bahagian baru tidak menimbulkan getaran. Malah roda gergari besar pada penghancur rahang juga mesti kekal seimbang untuk mengelakkan getaran resonan.
Kilang dan Pengisar: Pengimbangan kilang tukul, pengimbangan kilang bola, pengimbangan kilang gelendong, dan pengimbangan kilang pengisaran adalah penting bagi peralatan pengilangan. Rotor berkelajuan tinggi dalam kilang tukul dan dram putar besar dalam kilang bola mesti diimbangkan supaya pengisaran berjalan lancar dan galas tidak terbeban berlebihan.
Massa berputar besar pada pengisar bola, sebagai contoh, memerlukan imbangan yang teliti untuk mengelakkan tekanan yang tidak wajar pada penyokongnya.
Kilang gilingan roller dan kilang gilingan lain juga memerlukan keseimbangan untuk mengelakkan keausan tidak sekata dan getaran.
Mesin Pengurangan Saiz: Peralatan seperti penghalus, pengisar, pemecah kayu, penggranulasi, dan pemelet mempunyai pisau, bilah, atau gelung berputar. Penyeimbangan penghalus, pengisar, pemecah kayu, penggranulasi, dan pemelet yang betul memastikan pemotong ini berfungsi tanpa gegaran berlebihan. Ini amat penting kerana kepingan bahan atau pisau boleh patah atau haus semasa operasi, tiba-tiba menyebabkan rotor tidak seimbang.
Penyeimbangan berkala memastikan mesin-mesin ini terus beroperasi dengan selamat walaupun dalam keadaan sukar.
Pengaduk dan Pengacau: Malahan peralatan pengadukan juga mendapat manfaat daripada penyeimbangan. Penyeimbangan pengadun, penyeimbangan pengacau, dan penyeimbangan pemutar terpakai pada impeller atau bilah yang berputar dalam pengadun industri. Jika poros atau impeller pengadun sedikit pun tidak seimbang (contohnya disebabkan bahan melekat atau keausan), ia boleh menyebabkan keseluruhan pengadun bergoyang. Menyeimbangkan bahagian berputar ini mencegah getaran yang boleh menjejaskan kualiti produk dan integriti mesin.
Dalam semua kes ini, matlamatnya sama: rotor yang seimbang berputar dengan lancar tanpa menyalurkan daya merosakkan kepada galas atau strukturnya. Penyeimbangan pemecah dan penyeimbangan kilang amat penting dalam industri berat, tetapi prinsip ini terpakai kepada mana-mana peralatan berputar – daripada mesin pemusnah industri bersaiz besar hingga pengadun makmal kecil.
| Jenis Peralatan | Kelajuan Tipikal (RPM) | Gred keseimbangan (ISO 1940) | Cabaran Utama |
|---|---|---|---|
| Pengisar rahang | 250–350 | G6.3 | Poros eksentrik, imbangan roda ganda |
| Pengisar kon | 300–500 | G6.3 | Pemasangan eksentrik, keausan pelapik |
| Penghancur impak | 700–1500 | G6.3 | Kerosakan bar penyembur, pengumpulan bahan |
| Kilang tukul | 600–3600 | G2.5–G6.3 | Palu yang berayun bebas |
| Kilang bola | 15–25 | G6.3 | Pengagihan caj boleh ubah |
| Pengisar | 500–750 | G2.5 | Rotor pengelasifikasi, poros menegak |
Glosari
- Ketidakseimbangan statik: pusat jisim tersasar daripada paksi putaran (masalah satu satah).
- Ketidakseimbangan pasangan (ketidakseimbangan seketika): Tapak berat yang sama di hujung rotor yang bertentangan menghasilkan momen ayunan; sering memerlukan imbangan dua satah.
- 1× getaran: komponèn getaran pada kelajuan putaran (RPM/60), biasanya dominan untuk ketidakseimbangan.
- Koefisien pengaruh: parameter tindak balas sistem yang digunakan untuk mengira berat pembetulan daripada larian percubaan.
- Penyeimbangan in-situ: menyeimbangkan rotor pada galasnya sendiri pada mesin yang terpasang.
Ketepatan Teknikal dan Spesifikasi Prestasi
Mencapai keseimbangan optimum memerlukan pematuhan kepada toleransi ketat yang khusus bagi setiap jenis peralatan. Spesifikasi ini amat penting untuk perancangan penyelenggaraan dan pengesahan kualiti.
Kesan pengumpulan bahan: kes yang didokumentasikan
Contoh sebenar
Pemprosesan tanah liat basah menggunakan pemecah impak: 15 kg bahan melekat meningkatkan getaran daripada 4.0 mm/s kepada 12.0 mm/s — penguatan 3×. Pembersihan rotor memulihkan getaran kepada 4.2 mm/s sebelum pembetulan imbangan. Ini menunjukkan betapa pentingnya pembersihan menyeluruh sebelum sebarang prosedur imbangan.
Pertimbangan kelajuan kritikal untuk peralatan pencampuran
Kelajuan operasi berbanding kelajuan kritikal menentukan keperluan penyeimbangan dan zon operasi selamat:
- Pengadun tugas berat: Beroperasi pada kelajuan kritikal 65%
- Pengadun industri piawai: Beroperasi pada kelajuan kritikal 70%
- Pengaduk dayung/turbin: 50–65% kelajuan kritikal
- Pengaduk berkelajuan tinggi (propeler, cakera): Di atas kelajuan kritikal
- Zon larangan: 70–130% kelajuan kritikal tanpa penyeimbangan dinamik
Fungsi "RunDown" Balanset-1A mengenal pasti frekuensi resonan semasa perlambatan, membolehkan pengendali mengesahkan zon operasi selamat dan mengelakkan resonans katastrofik.

Spesifikasi lanjutan Balanset-1A
| Parameter | Spesifikasi |
|---|---|
| Julat pengukuran getaran | 0.05–100 mm/s RMS |
| Julat kekerapan | 5–550 Hz (sehingga 1000 Hz) |
| Julat kelajuan | 150–90,000 rpm |
| Ketepatan pengukuran fasa | ±1° |
| Ketepatan pengukuran amplitud | ±5% |
| Sensitiviti akselerometer | 100 mV/g |
| Jarak kerja tachometer laser | 50–500 mm |
| Gaya pemasangan magnetik | 60 kgf |
| Berat kit lengkap | 4 kg dalam sarung pelindung |
Zon getaran ISO (ISO 10816-3)
| Zon | Tahap getaran (mm/s RMS) | Penilaian |
|---|---|---|
| Zon A | kurang daripada 1.8 | Cemerlang — peralatan yang baru diperkasakan |
| Zon B | 1.8–4.5 | Boleh diterima untuk operasi berterusan |
| Zon C | 4.5–11.2 | Boleh diterima secara sederhana — pembetulan jadual |
| Zon D | 11.2 | Tidak boleh diterima — tindakan segera diperlukan |
Sasaran selepas penyeimbangan: Zon A atau B. Kebanyakan pengisar sepatutnya mencapai <4.5 mm/s dengan penyeimbangan dinamik dua satah yang betul menggunakan Balanset-1A.
Pengimbangan Crusher: Prosedur Terperinci
Pengimbangan Penumbuk Rahang
Pengimbangan pemecah rahang membincangkan susunan poros eksentrik dan roda gandar. Mesin-mesin ini beroperasi seperti enjin reciprocating silinder tunggal, menghasilkan getaran normal pada frekuensi putaran dan harmonik keduanya. Walau bagaimanapun, keausan roda gandar, pemasangan penimbang imbangan yang longgar, dan kerosakan poros eksentrik menyebabkan ketidakseimbangan patologi.
Gejala ciri: getaran melintang jauh melebihi getaran menegak. Sasaran: mengurangkan getaran daripada 50 mm/s kepada di bawah 7.6 mm/s selepas imbangan yang betul. Toleransi getaran mendatar: ±2 mm; menegak: ±1 mm.
Pengimbangan Penumbuk Kon
Pengimbangan pemecah kon Menumpukan pada pemasangan eksentrik dan kon pemecah. Isu utama termasuk keausan lapisan pelindung yang tidak sekata, penyelarasan kon yang tidak tepat (toleransi ≤0.1 mm), dan keausan bushing eksentrik. Pemantauan getaran menunjukkan prestasi yang boleh diterima apabila pergeseran mendatar ≤2 mm dan menegak ≤1 mm. Amplitud badan yang melebihi 0.5 mm menunjukkan kerosakan serius yang memerlukan perhatian segera.
Pengimbangan Penumbuk Impak
Pengimbangan pemecah impak adalah prosedur yang paling kerap dijalankan di kuari. Kedua-dua pemukul poros mendatar (HSI) dan pemukul poros menegak (VSI) bergantung pada tenaga hentakan kinetik daripada bar hentakan yang memukul bahan pada kelajuan tinggi.
Masalah keausan tidak sekata
Bar hembus mengalami keausan yang intensif dan tidak sekata. Menggantikan satu bar hembus tanpa penyamaan berat akan mengganggu keseimbangan secara dahsyat. Penyamaan dua satah adalah penting untuk rotor HSI kerana panjangnya; penyamaan statik satu satah meninggalkan ketidakseimbangan tork sisa yang menyebabkan bebanan galas menjadi condong.
Pertimbangan keselamatan
Rotor mempunyai inersia yang sangat besar; kitaran mula-henti untuk pemasangan berat uji memakan masa yang ketara. Keupayaan Balanset-1A menyimpan koefisien pengaruh bermakna penyeimbangan susulan (selepas penggantian bar letupan) hanya memerlukan satu siri pengukuran tanpa berat uji.
Butiran VSI
Penghancur impak sentrifugal memerlukan ketepatan yang lebih tinggi disebabkan kelajuan putaran mencapai 1500–2000 rpm. Ketidakseimbangan sering berpunca daripada pengumpulan bahan di dalam ruang rotor. Penyeimbangan VSI kerap memerlukan pengelasan pemberat pada penutup rotor bahagian atas dan bawah. Balanset-1A mengira sudut pemasangan berat dalam koordinat kutub dengan cekap.
Pengimbangan Penumbuk Pemusnah
Hammer crusher balancing Diikuti oleh tukul gantung bebas. Jika satu tukul tersangkut pada pinnya akibat kakisan atau habuk, ia gagal mengembang sepenuhnya di bawah daya sentrifugal, menyebabkan pusat jisim rotor beralih dan menghasilkan ketidakseimbangan yang sangat besar dan berubah-ubah.
Metodologi
Sebelum menggunakan Balanset-1A, pengendali mesti mengesahkan pergerakan bebas semua tukul dan kesesuaian beratnya. Penyeimbangan dilakukan pada cakera rotor, bukan pada tukul itu sendiri. Fungsi "Split Weight" membolehkan mengagihkan jisim yang dikira antara dua titik tersedia (contohnya, antara lubang pin tukul) apabila pemasangan sudut tepat tidak mungkin, sambil mengekalkan vektor pembetulan.
Penyeimbangan Mill: Keperluan Ketepatan
Mills menuntut ketepatan imbangan tertinggi kerana kitaran operasi berterusan; sebarang getaran boleh menyebabkan kegagalan keletihan pada pemacu dan pelapik yang mahal.
Pengimbangan Kilang Palu
Tidak seperti pemecah, Pengimbangan kilang tukul menangani unit berkelajuan tinggi (sehingga 3600 rpm) yang digunakan untuk pengisaran halus bijirin, biomass, atau bahan kimia. Pada kelajuan sedemikian, ketidakseimbangan sisa yang dibenarkan adalah sangat kecil (ISO 1940 G2.5 atau G6.3). Rotor kiln palu sering berfungsi sebagai kipas; membuka rumah untuk memasang pemberat boleh mengubah rintangan aerodinamik. Pengimbangan dengan Balanset-1A mesti dijalankan dengan rumah mesin dipasang sepenuhnya, menggunakan pintu akses, atau mengambil kira keadaan yang berubah.
Pengimbangan Kiln Bola
Pengimbangan kilang bola menyajikan cabaran unik. Drum itu sendiri, dengan pergerakan media pengisaran yang kacau, biasanya tidak dapat diimbangkan dalam erti konvensional. Tumpuan adalah pada sistem pacuan berkelajuan tinggi.
Pengimbangan poros pinion
Poros pemacu dengan set galas dan kopling adalah elemen kritikal. Getaran pada poros pinion sering disebabkan bukan oleh ketidakseimbangan tetapi oleh keausan gigi atau penyelarasan yang tidak betul. Analisis spektral Balanset-1A mengenal pasti frekuensi mesh gear (GMF). Jika 1×RPM dominan, penyeimbangan dinamik kopling atau berat yang dipasang pada flanji akan dilakukan.
Kerumitan pengukuran
Impak bola di dalam dram menghasilkan bunyi frekuensi rendah secara rawak. Tetapan Balanset-1A mesti meningkatkan masa purata isyarat (contohnya, 10–20 saat) untuk mendapatkan bacaan amplitud dan fasa yang stabil.
Pengimbangan Gilingan Roller
Pengimbangan penggelek gelendong digunakan dalam pengilangan tepung, industri polimer, dan industri keluli. Rola adalah silinder panjang dan berat yang mudah bengkok (whip). Penyeimbangan dua satah pada hujung adalah wajib. Balanset-1A mengukur perbezaan fasa antara penyokong kiri dan kanan; perbezaan fasa 180° menunjukkan ketidakseimbangan tork yang kuat. Penyeimbangan rola secara in-situ mengambil kira pulley pemacu dan gear yang dipasang pada poros rola, yang menyumbang ketidakseimbangan mereka sendiri.
Pengimbangan Kilang Pengisar
Pengimbangan kilang pengisar Meliputi spektrum yang luas: attritor, kiln guli, dan mesin penggilingan tepat. Bagi spindel penggilingan halus, peranti ini menyokong metodologi tiga pemberat boleh alih, mencapai kelicinan ideal tanpa pengelasan atau dempul.
Pengimbangan Pengisar
Pengimbangan pengisar, terutamanya bagi kilang arang batu di stesen janakuasa, adalah kritikal bagi misi. Banyak pengisar serbuk mempunyai konfigurasi menegak; penderia getaran (paksi X dan Y) dipasang pada set bearing atas motor atau kotak gear. Bahagian atas menempatkan pemisah berputar (klasifikator dinamik); ketidakseimbangannya menyebabkan getaran teruk pada struktur atas. Balanset-1A mengimbangkan set ini melalui port servis, mencegah kerosakan pemacu dan meningkatkan kehalusan pengisaran.
Pengimbangan Peralatan Pengurangan Saiz
Pengimbangan Shredder
Pengimbangan Shredder Menangani rotor berkelajuan rendah bersaiz besar (300–500 rpm) yang memproses besi buruk atau tayar. Akelerometer Balanset-1A mempunyai kepekaan frekuensi rendah yang sangat baik (bermula dari 5 Hz), mampu mengendalikan mesin seperti itu dengan yakin. Disebabkan beban hentakan yang melampau, pemberat uji dan pembetulan mesti dikimpal dengan kukuh; magnet atau pita pelekat tidak boleh digunakan walaupun untuk ujian.
Penyeimbangan Chipper
Penyeimbangan Chipper Dalam perhutanan, dua jenis mesin dibezakan. Pemecah cakera menimbulkan cabaran kerana cakera bertindak sebagai giroskop, dengan isu utama ialah getaran paksi (getaran "figure-8"). Penderia dipasang secara radial dan paksi (di sepanjang paksi poros) untuk memantau pelarian cakera. Berat dipasang pada permukaan belakang cakera atau dalam poket penyeimbangan khusus.
Pemecah drum memerlukan penyeimbangan dua satah klasik disebabkan panjang rotor. Semua pisau mesti diselenggara sebagai satu set — menajamkan atau menggantikan satu pisau akan mengganggu keseimbangan. Toleransi ketebalan pisau: 0.13–0.25 mm. Pisau tumpul menghasilkan aksi mencincang bukannya memotong, menghasilkan getaran berlebihan dan retakan keletihan pada lasanan. Jarak menajamkan yang disyorkan: setiap 6–8 jam operasi.
Pengimbangan Granulator
Pengimbangan granulator kerana kitar semula plastik melibatkan pisau yang dipasang pada rotor (jarak 1–3 mm dengan pisau pegun). Apabila getaran bermula, periksa terlebih dahulu keadaan pisau dan pemasangannya. Jika getaran berterusan, penyeimbangan rotor oleh profesional diperlukan. Memasang mesin pada pad peredam getaran mengurangkan penghantaran ke asas.
Pengimbangan Peletizer
Pengimbangan peletizer Meliputi acuan cincin dan gelendong pemampatan. Lari muka acuan tidak boleh melebihi 0.3 mm (periksa dengan penunjuk dial). Jurang antara gelendong dan acuan: minimum 0.2–0.3 mm. Cincin pemegang yang rosak adalah punca utama kerosakan acuan dan getaran teruk.
Pengimbangan Peralatan Pencampuran dan Pengadukan
Pengimbangan Pencampur
Pengimbangan pencampur untuk pam kelas industri mengikut piawaian API 610, memerlukan ketepatan G2.5 mengikut ISO 1940. Perbandingan diameter optimum antara impeller dan tangki (D/T): 1/3. Pencampur tugas berat beroperasi pada kelajuan kritikal 65%; pencampur industri standard pada 70%. Operasi dalam julat kelajuan kritikal 70–130% tanpa penyeimbangan dinamik adalah dilarang.
Pengimbangan pengaduk
Penyamaan agitator dalam pemprosesan kimia melibatkan poros panjang dalam bekas yang dalam. pengaduk kipas dan turbin beroperasi pada kelajuan kritikal 50–65%; jenis berkelajuan tinggi (propeller, cakera) beroperasi melebihi kelajuan kritikal. penyeimbangan dinamik membolehkan operasi selamat pada kelajuan kritikal 70%. poros panjang menggunakan penyokong perantaraan (galas penstabil).
Pengimbangan pengaduk
Pengimbangan pengaduk Menangani pencampur berkelajuan tinggi (penyelesai). Ketidakseimbangan menyebabkan bilah bertembung dengan dinding bekas. Penyeimbangan poros dan bilah yang tepat dengan Balanset-1A memanjangkan hayat segel mekanikal, mencegah kebocoran produk.
Penyamaan Lapangan dengan Balanset-1A
The Balanset-1A Sistem penyeimbangan mudah alih membolehkan pembetulan di tapak tanpa membongkar mesin, menghapuskan masa pengangkutan, mengurangkan masa henti, dan membolehkan pengesahan keputusan di bawah keadaan operasi sebenar.

Bagaimana Balanset-1A Menyeimbangkan Penumbuk dan Lain-lain
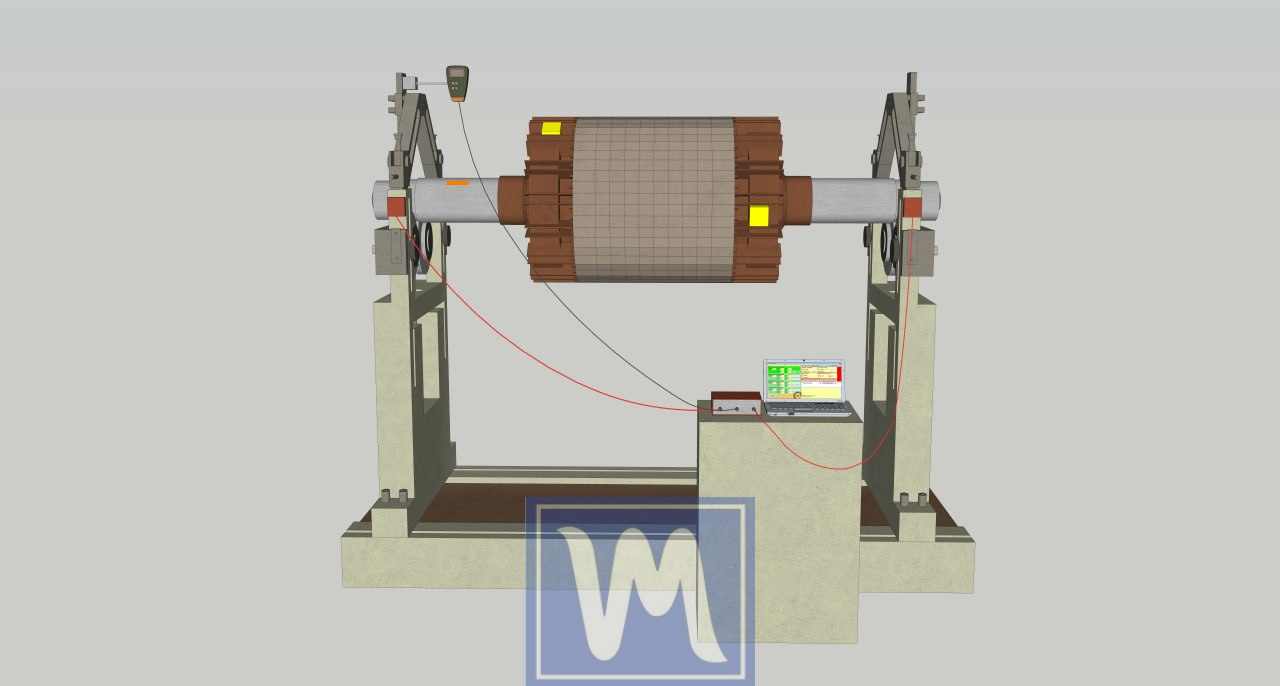
Balanset-1A adalah penyeimbang dinamik dwi-saluran mudah alih dan penganalisis getaran yang direka khusus untuk tujuan ini. Ia membolehkan jurutera dan kru penyelenggaraan melakukan penyeimbangan tepat di tapak untuk pelbagai jenis peralatan. Balanset-1A dilengkapi dengan dua penderia getaran akselerometer dan tachometer laser, serta perisian yang berjalan pada PC. Berikut ialah cara ia berfungsi dan mengapa ia berkesan:
Pengimbangan Dua Rata In-Situ
Balanset-1A boleh melakukan imbangan satu satah atau dua satah pada mesin sebenar, dalam galas biasa. Ini bermakna anda boleh mengimbangkan rotor pemecah tanpa menanggalkannya, menjimatkan masa yang banyak. Dengan menggunakan dua satah, ia membetulkan ketidakseimbangan statik dan dinamik pada rotor. Sebagai contoh, jika berat eksentrik pengisar kon menyebabkan getaran, keupayaan dua-satah Balanset-1A akan mengenal pasti cara menyeimbangkan semula pada kedudukan yang betul — sesuatu yang kaedah satu-satah tidak dapat lakukan.
Rangkaian Peralatan yang Luas
Peranti ini serbaguna – ia direka untuk penyeimbangan di lapangan bagi peralatan berputar termasuk pemusnah, kipas, mesin pengisaran, ulir, poros, sentrifug, turbin, dan banyak lagi. Dalam amalan, satu Balanset-1A boleh menyelenggara armada peralatan yang pelbagai (pemusnah, kilang giling, pemecah, pengadun, dan lain-lain), mengurangkan masa henti dan kebergantungan kepada perkhidmatan penyeimbangan luaran.
Perisian Mudah Digunakan
Anda tidak perlu menjadi pakar getaran untuk menggunakan Balanset-1A. Perisiannya membimbing pengguna melalui prosedur langkah demi langkah dan secara automatik mengira berat pembetulan serta sudut yang diperlukan. Setelah berat uji diuji, ia memberikan penyelesaian imbangan dengan jelas, membolehkan juruteknik mahir dengan latihan minimum.
Keputusan yang boleh dipercayai
Walaupun mudah dibawa, Balanset-1A memberikan kualiti imbangan profesional. Ia mengukur getaran dan fasa dengan tepat serta mengira pembetulan untuk memenuhi gred kualiti imbangan piawai (ISO 1940). Dalam amalan, ia boleh menghasilkan keputusan yang setanding dengan penganalisis yang jauh lebih mahal apabila keadaan pengukuran stabil dan prosedur diikuti dengan betul.
Ciri-ciri Analisis Getaran
Selain pengimbangan, Balanset-1A juga berfungsi sebagai penganalisis getaran dan boleh memaparkan bentuk gelombang serta spektrum FFT. Ini membantu mendiagnosis sama ada getaran disebabkan oleh ketidakseimbangan atau isu lain (penyelarasan yang salah, kelonggaran, resonans), menyokong keputusan penyelenggaraan yang lebih tepat. Dalam mod pengimbangan, tumpuan adalah pada komponen putaran 1× untuk mengasingkan ketidakseimbangan.
Kelebihan Balanset-1A berbanding kaedah tradisional
Menggunakan Balanset-1A untuk penyeimbangan dinamik menawarkan beberapa kelebihan utama berbanding kaedah lama atau bergantung pada perkhidmatan luar:
Tanpa Pembongkaran & Masa Henti Minimum: Penyelarasan tradisional sering kali bermakna membongkar rotor dan menghantarnya ke bengkel, mengambil masa berhari-hari. Dengan Balanset-1A, penyelarasan dilakukan di tempat dalam masa beberapa jam.
Tiada keperluan untuk menanggalkan rotor pemusnah atau poros kiln; anda hanya memasang sensor dan menjalani prosedur penyeimbangan di tapak. Pendekatan in-situ ini boleh memendekkan kerja yang mengambil masa 3–7 hari kepada 2–4 jam, bermakna pengeluaran boleh disambung pada hari yang sama.
Penjimatan kos: Dengan melakukan kerja secara dalaman, syarikat-syarikat dapat mengelakkan yuran tinggi kontraktor pakar dan kerugian akibat masa henti yang berpanjangan. Peranti Balanset-1A itu sendiri agak mampu milik – sekitar beberapa ribu Euro – namun ia menyediakan kira-kira “80% keupayaan penganalisis mahal dengan hanya ~20% kosnya”
Pengguna boleh melakukan penyeimbangan sendiri tanpa pakar pihak ketiga, dan peranti ini boleh menampung kosnya sendiri selepas beberapa kerja penyeimbangan. Selain itu, mencegah satu kegagalan besar boleh membuktikan pelaburan tersebut berbaloi.
Merawat semua jenis ketidakseimbangan: Berbeza dengan penyeimbangan statik pada tepi pisau, keupayaan dinamik dua satah Balanset-1A membetulkan kedua-dua titik berat statik dan ketidakseimbangan tork dinamik dalam satu proses.
Ini bermakna walaupun rotor mempunyai getaran licik (ketidakseimbangan momen), Balanset-1A boleh mengesan dan membimbing penempatan dua pemberat pembetulan untuk membatalkan tork. Ia adalah penyelesaian menyeluruh untuk senario ketidakseimbangan biasa.
Keserbagunaan untuk Banyak Mesin: Satu unit Balanset-1A boleh digunakan pada hampir semua bahagian berputar dalam apa jua industri. Ia benar-benar sejagat – kit yang sama boleh membalanskan kipas penyedut hari ini, pemecah batu esok, dan pengisar serbuk hari berikutnya.
Dalam konteks kami, ini sangat sesuai untuk operasi yang mempunyai pelbagai jenis peralatan (penghancur, pengisar, pengadun, dan lain-lain), kerana anda tidak perlu alat imbangan berasingan untuk setiap satu. Daripada penghancur dan pengisar hingga mesin penghakisan, pengadun, poros, dan turbin, peranti ini menyesuaikan diri dengan pelbagai jenis rotor.
Kemudahan Penggunaan dan Keselamatan: Perisian berpandu Balanset-1A dan penyediaan perkakasan yang mudah bermakna anda tidak memerlukan PhD dalam getaran untuk melakukan imbangan. Proses ini selamat dan boleh diulang – anda secara beransur-ansur mengurangkan getaran dengan pelarasan berat yang dikira, bukannya melalui kaedah cuba-dan-silap. Ini mengurangkan kemungkinan kesilapan manusia. Dan dengan menghapuskan getaran berlebihan, anda juga meningkatkan keselamatan di fasiliti (kurang kejadian mesin terhentak sendiri atau menghasilkan serpihan terbang).
Dengan menghapuskan getaran berlebihan, anda juga meningkatkan keselamatan di fasiliti (kurang kejadian mesin yang terpisah akibat getaran atau menghasilkan serpihan terbang).
Diagnostik Cepat: Dengan mod penganalisis getaran, Balanset-1A juga boleh digunakan untuk dengan cepat mendiagnosis sama ada ketidakseimbangan adalah isu utama atau jika faktor lain (seperti poros bengkok atau resonans) menyumbang. Keupayaan diagnostik dan pembetulan serba dalam satu ini bermakna masalah dapat dikenal pasti dan diselesaikan lebih cepat daripada menunggu pasukan luar. Kitaran diagnosis dan pembetulan di tapak boleh diselesaikan dalam masa kurang daripada satu jam dalam banyak kes.
Dalam banyak kes, kitaran diagnosis dan pembetulan boleh diselesaikan dalam tetingkap penyelenggaraan yang sama.
Spesifikasi teknikal
| Parameter | Nilai |
|---|---|
| Julat pengukuran getaran | 0.05–100 mm/s RMS |
| Julat kekerapan | 5–550 Hz (sehingga 1000 Hz) |
| Julat kelajuan | 150–90,000 rpm |
| Ketepatan fasa | ±1° |
| Ketepatan amplitud | ±5% |
| Saluran | 2 (pengukuran serentak) |
| Berat badan | 4 kg (kit lengkap dalam kotak) |
Kelebihan berbanding kaedah tradisional
| Parameter | Kaedah tradisional (kedai) | Penyeimbangan lapangan (Balanset-1A) |
|---|---|---|
| Jumlah masa | 3–7 hari | 2–4 jam |
| Pembongkaran diperlukan | ya | Tidak |
| Kos tipikal bagi setiap kerja | €5,000–15,000 | €500–1,500 |
| Untuk pemasangan sebenar | Tidak | ya |
| Ketepatan yang boleh dicapai | G2.5–G6.3 | G2.5–G6.3 |
Prosedur Pengimbangan Langkah demi Langkah
Kejayaan dalam pengimbangan adalah 80% persiapan. Ikuti algoritma terbukti ini:
Persediaan
- Bersihkan rotor daripada kotoran, karat dan bahan yang melekat — pencemaran memutarbelitkan keputusan
- Periksa galas (longgar, bunyi, haba) — penyeimbangan tidak dapat membetulkan kecacatan galas
- Pastikan pemasangan asas yang selamat dan periksa pelindung.
- Untuk pemecah tukul: periksa pergerakan tukul bebas dan padanan berat
Pemasangan sensor
- Pasang penderia getaran pada rumah galas tegak lurus dengan paksi putaran (dalam lingkungan 25 cm dari galas)
- Sambungkan ke input X1 dan X2
- Pasang tachometer laser supaya sinar mengenainya pita reflektif pada rotor.
- Sambungkan ke input X3 dan sahkan bacaan RPM yang stabil.

Pengukuran awal
- Lancarkan perisian: F7 — Penyeimbangan → F3 — Penyeimbangan Dua-Dataran
- Masukkan parameter rotor
- Tekan F9 untuk mengukur getaran awal.
- Rakamkan amplitud dan fasa di kedua-dua titik pengukuran.
Uji cuba
- Hentikan mesin dan pasang berat ujian dalam Rata 1 (massa harus mengubah amplitud atau fasa sebanyak 20–30%)
- Lari dan ukur
- Alihkan berat ke Dataran 2 dan ulangi pengukuran.
- Perisian mengira koefisien pengaruh


Pembetulan pemasangan berat
- Perisian memaparkan jisim pembetulan dan sudut bagi kedua-dua satah pada diagram kutub.
- Pasang pemberat kekal (kimpalan, bolt, klem)
- Gunakan fungsi "Split Weight" jika pemasangan pada sudut tepat tidak mungkin.

Pengesahan
- Ukur getaran baki
- Sasaran: Zon A atau B mengikut ISO 10816 (<2.8 mm/s untuk kebanyakan pengisar)
- Simpan koefisien pengaruh (F8) untuk penyeimbangan masa depan tanpa larian percubaan
- Jana laporan (F9)
Justifikasi Ekonomi dan Pulangan Pelaburan
Pelaburan dalam peralatan imbangan mudah alih akan pulangan modalnya dalam tempoh 3–4 bulan penggunaan intensif.
| Item | Nilai |
|---|---|
| Kos peralatan Balanset-1A | €1,751–1,975 |
| Perkhidmatan penyeimbangan kontraktor tunggal | €1,500 |
| Frekuensi imbangan tahunan tipikal | 4 kali setahun |
| Penjimatan kontrak perkhidmatan tahunan | €6,000 |
| Penjimatan lanjutan hayat galas | €10,000–30,000/tahun |
| Penjimatan pengurangan masa henti | €50,000–150,000/tahun |
| Jumlah simpanan tahunan | €66,000–186,000 |
| Tempoh pulangan | 3–4 bulan |
Fizik hayat galas
Umur galas L₁₀ adalah berkebalikan dengan berkubus beban (P): L₁₀ = (C/P)³. Mengurangkan beban getaran sebanyak 50% meningkatkan umur galas yang dikira lapan kali ganda. Bagi susunan yang terbeban berat seperti poros pemecah tukul atau poros aci kilang gelendong, ini bermakna bertahun-tahun bukannya berbulan-bulan.
Menyelesaikan Masalah Lazim
Masalah: Bacaan tidak stabil atau "mengapung"
Punca yang mungkin: kelonggaran mekanikal, galas yang haus, operasi berhampiran resonans, kelajuan tidak stabil, pengumpulan bahan.
Penyelesaian: Mengetatkan bolt asas, memeriksa mainan pada galas, mengesahkan pemasangan yang kaku, memastikan RPM tetap semasa pengukuran, membersihkan rotor dengan teliti.
Masalah: Tidak dapat mencapai toleransi yang diperlukan
Punca yang mungkin: cacat lain yang wujud (susunan tidak betul, poros bengkok, kerosakan galas), tingkah laku sistem bukan linear, resonans.
Penyelesaian: Lakukan ujian coast-down untuk mengenal pasti resonans, jalankan diagnostik menyeluruh, betulkan kecacatan berkaitan sebelum mencuba keseimbangan semula.
Masalah: Pemecah tukul — tukul tersangkut pada pin
Punca: karat atau habuk menghalang ayunan tukul bebas.
Penyelesaian: Bersihkan dan pelincir semua pin tukul sebelum mengimbangkan. Periksa pergerakan bebas setiap tukul. Gantikan pin yang tersangkut.
Masalah: pemecah impak — pengumpulan bahan
Punca: bahan basah atau melekit yang melekat di dalam ruang rotor (kes yang didokumentasikan: 15 kg tanah liat meningkatkan getaran daripada 4 kepada 12 mm/s).
Penyelesaian: Bersihkan bahagian dalam rotor sepenuhnya sebelum menyeimbangkan. Pertimbangkan salutan anti-lekat untuk ruang rotor.
Soalan Lazim
Seberapa kerap penyeimbangan crusher perlu dilakukan?
Untuk pemecah impak dan pemecah tukul: setiap 500–1000 jam operasi atau selepas menggantikan bahagian haus. Untuk pemecah rahang dan pemecah kon: setiap 3–6 bulan atau apabila getaran meningkat. Pemantauan getaran berterusan membolehkan penjadualan berdasarkan keadaan.
Bolehkah kakitangan dalaman melakukan penyeimbangan?
Ya. Dengan Balanset-1A dan latihan ringkas (biasanya satu hari), juruteknik penyelenggaraan tanpa pengalaman pengimbangan sebelum ini dapat mencapai keputusan profesional. Perisian ini membimbing pengguna langkah demi langkah melalui prosedur.
Apakah gred kualiti imbangan yang diperlukan?
Kebanyakan pengisar dan penggiling: G6.3 mengikut ISO 1940-1. Peralatan berkelajuan tinggi (penggiling tukul melebihi 1500 rpm, penghalus serbuk): G2.5. Spindel pengisaran tepat: G1.0 atau lebih baik.
Adakah penyeimbangan menghapuskan semua getaran?
Tidak. Penyeimbangan hanya menghilangkan getaran akibat ketidakseimbangan jisim. Getaran yang disebabkan oleh penjajaran yang tidak betul, kecacatan galas, kelonggaran, resonans, masalah mesh gear, atau daya aerodinamik memerlukan tindakan pembetulan berasingan. Analisis getaran menyeluruh mengenal pasti punca utama.
Mengapa penyeimbangan dua satah diperlukan?
Rotor panjang (L/D > 0.25) menghasilkan ketidakseimbangan statik dan tork (momen). Penyeimbangan satu satah tidak dapat membetulkan ketidakseimbangan tork, yang menyebabkan gerakan goyang yang merosakkan galas. Penyeimbangan dinamik dua satah adalah satu-satunya penyelesaian lengkap.
Bolehkah koefisien pengaruh yang disimpan digunakan semula?
Ya, untuk konfigurasi rotor yang sama. Selepas pencirian awal, penyeimbangan seterusnya (contohnya selepas penggantian blow bar atau tukul) hanya memerlukan satu siri pengukuran. Ciri ini secara dramatik mengurangkan masa penyeimbangan untuk penyelenggaraan rutin.
Apakah tahap getaran sasaran selepas imbangan?
ISO 10816-3 mentakrifkan zon: Zon A (cemerlang) 11.2 mm/s. Sasaran: Zon A atau B untuk operasi berterusan.
Mulakan penjimatan untuk pembaikan hari ini
Beli Balanset-1A, latih pasukan anda, dan laksanakan penyelenggaraan berasaskan keadaan. Sokongan teknikal profesional tersedia melalui WhatsApp.
Keputusan Praktikal: Kajian Kes yang Didokumentasikan
- Pembajak serat tebu (24 tan, 747 rpm): Getaran dikurangkan daripada 3.2 kepada 0.47 mm/s — peningkatan 6.8×
- Pengisar di Sepanyol: Getaran awal >100 mm/s (paras kecemasan), selepas imbangan 16–18 mm/s — mesin berfungsi "seperti baru"
- Pengisar industri: Getaran daripada 21.5 hingga 1.51 mm/s — peningkatan 14×
- Kipas yang dipasang di atas bumbung (-6°C persekitaran): Daripada 6.8 kepada <1.8 mm/s
- Pengudaraan pusat membeli-belah: Pengurangan bunyi 5–7 dB, penjimatan tenaga, hayat perkhidmatan yang dilanjutkan
Conclusion
Secara ringkas, sama ada ia pemecah rahang, pemecah kon, pemecah impak, pemecah tukul, atau mesin berputar lain seperti kilang, mesin pengisar, pengadun, dan penggiling, mengekalkan keseimbangan peralatan adalah penting. Ia membawa kepada operasi yang lebih lancar, komponen yang lebih tahan lama, penjimatan tenaga, dan keadaan kerja yang lebih selamat. Kaedah statik tradisional seperti penyeimbangan “pada pisau” mempunyai keterbatasan – ia tidak dapat menangani jenis ketidakseimbangan tertentu yang hanya terserlah apabila mesin sedang beroperasi. Nasib baik, alat imbangan dinamik moden menawarkan penyelesaian.
Pengimbang mudah alih Balanset-1A menonjolkan kemajuan dalam bidang ini. Ia membawa penyeimbangan dua satah gred profesional terus ke tapak kerja, membolehkan kru penyelenggaraan membetulkan ketidakseimbangan pada rotor pemusnah dan banyak aplikasi lain dengan cepat. Dengan menggunakan perisian pintar dan sensor, ia menghapuskan tekaan dalam penyeimbangan dan memastikan ketidakseimbangan yang kompleks pun dapat diselesaikan. Hasilnya ialah mesin yang beroperasi dengan lancar seperti yang dimaksudkan, bebas daripada kuasa merosakkan yang disebabkan oleh getaran.
Untuk pelbagai jenis industri – daripada perlombongan dan kuari (pengisar dan kilang giling) hingga pembuatan dan pertanian (kipas, mesin pengisih kayu, pengadun) – melabur dalam peralatan penyeimbangan yang betul seperti Balanset-1A boleh menjadi titik perubahan. Ia melindungi mesin anda “dari dalam,” mencegah kerosakan sebelum ia berlaku. Secara praktikalnya, ini bermakna kerosakan yang lebih sedikit, kos penyelenggaraan yang lebih rendah, dan pengeluaran yang lebih boleh dipercayai.
Dari sudut penyelenggaraan praktikal, Balanset-1A mengisi ceruk berguna antara peralatan makmal yang mahal dan perkhidmatan kontraktor pihak ketiga: ia membolehkan penyeimbangan in-situ pada galas mesin itu sendiri, pada kelajuan operasi sebenar dan beban sebenar. Ini penting kerana penyeimbangan makmal pada penyokong ideal tidak dapat mencerminkan sepenuhnya keadaan pemasangan khusus di tapak. Selain itu, koefisien pengaruh yang disimpan membolehkan penyeimbangan semula selepas penggantian blow bar atau tukul dalam satu sesi — tanpa berat uji.
Untuk kebanyakan peralatan pemusnah dan penggiling, sasaran tipikal ialah gred kualiti keseimbangan G6.3 mengikut ISO 1940, yang sepadan dengan getaran di bawah 4.5 mm/s mengikut ISO 10816. Mencapai tahap ini dengan Balanset-1A adalah tugas yang realistik dan boleh diulang oleh kakitangan bertauliah selepas latihan minimum, dengan syarat mesin itu sihat secara mekanikal dan pengukuran stabil.

0 Komen