Uravnoteženje drobilnika: strokovni vodnik za dinamični nadzor vibracij
Natančno dinamično uravnoteženje je najučinkovitejši način za preprečevanje katastrofalnih okvar ležajev in zmanjšanje stroškov industrijskega vzdrževanja. Z odpravo parazitskih centrifugalnih sil, uravnoteženje drobilnika podaljša življenjsko dobo opreme za 3–5-krat in zmanjša stroške popravil za do 80%. Ta priročnik podrobno opisuje inženirska načela in postopke na terenu za uravnoteženje drobilnikov, mlinov in visoko obremenjenih rotacijskih strojev z uporabo analizatorja vibracij Balanset-1A.







Tehnični povzetek in ključne ugotovitve
Na kratko
- Obseg: Industrijsko uravnoteženje drobilnika (čeljustni, stožčasti, udarni, kladivni), balansiranje mlinov (kroglasti, valjčni, mlinski), drobilniki in visokohitrostni mešalniki.
- Osnovni problem: Statične preverjanja "nožnega roba" niso uspešna neravnovesje v paru. Vrtljivi rotorji ustvarjajo periodične sile s frekvenco 1×, ki pospešujejo utrujenost in ohlapijo strukturne pritrdilne elemente.
- Tehnična rešitev: Dvoploščno dinamično uravnoteženje na mestu (uravnoteženje v originalnih ležajih) z uporabo izračuna koeficienta vpliva.
- Cilji uspešnosti: Doseganje ravnovesja kakovosti ISO 1940 G6.3 in zmanjšanje vibracij pod 4,5 mm/s (ISO 10816).

Uravnoteženje drobilnika: vpliv inženiringa na zanesljivost in stroške
Ključni podatek
Že 100 g neravnovesja na rotorju drobilnika, ki se vrti s hitrostjo 1500 vrtljajev na minuto, ustvari centrifugalno silo, ki je enakovredna približno 50 udarcem kladiva na sekundo na ležaje. Ta konstantna udarna sila hitro poslabša celovitost ležajev in lahko vodi do katastrofalne okvare.
Pomembnost ustreznega uravnoteženja
Celo majhno neravnovesje lahko ima dramatične posledice na težko mehanizacijo. Na primer, že 100 gramov neravnovesja na rotorju drobilnika lahko povzroči udarno silo, ki je enakovredna 50 udarcem kladiva na sekundo na ležaje. Te nenehne udarne sile vodijo do prekomerne obrabe. Dejansko lahko zanemarjanje ravnovesja pomeni, da ležaji zdržijo le 5–10 tisoč ur, stroški vzdrževanja pa lahko močno narastejo (npr. $50–100k na leto za popravila). Nasprotno pa lahko dobro uravnotežen stroj podaljša življenjsko dobo ležajev na 30–50 tisoč ur in zmanjša stroške popravil za kar 50–80%. Zmanjšane vibracije izboljšajo tudi energetsko učinkovitost (5–15% manj izgubljene energije) in zmanjšajo neplanirane izpade. Preprosto povedano, uravnoteženje rotorjev podaljšuje življenjsko dobo opreme, prihrani denar in pomaga preprečiti nesreče.
Uravnoteženje drobilnika in mlinčka sta obvezna vzdrževalna postopka za težko rotirajočo opremo. Dinamična obremenitev zaradi neuravnoteženosti ni odvisna od skupne mase rotorja, ampak od neravnovesje (enakovredna neuravnotežena masa in polmer). Koristna ocena je F ≈ mu · r · ω², kjer ω = 2πn/60. Pri 1000 vrtljajih na minuto (ω ≈ 105 rad/s) neuravnoteženost 1 kg pri polmeru 1 m proizvede približno 11 kN (~1,1 tone sile). Za “več ton” periodične sile bi bilo potrebnih več kg·m neuravnoteženosti (npr. 10 kg pri 0,3 m ≈ 3 kg·m daje ~33 kN ≈ 3,3 tone sile). Obremenitev je periodična pri frekvenci vrtenja (1000 vrtljajev na minuto ≈ 16,7 Hz), zato se posledice lahko postopoma stopnjujejo:
- Začetna faza: Povečana raven hrupa in vibracij
- Vmesna faza: Življenjska doba ležaja se skrajša s 30.000–50.000 ur na 5.000–10.000 ur.
- Napredna stopnja: Oslabljeni pritrdilni elementi, utrujenostne razpoke v varjenih spojih, strukturne poškodbe
- Zadnja faza: Katastrofalna okvara z varnostnimi tveganji in podaljšanjem izpada
Gospodarske izgube zaradi delovanja neuravnotežene opreme znašajo letno 50.000–100.000 evrov samo za popravila in nadomestne dele, poleg tega pa še 10–15 dni neplaniranega izpada in 5–15% presežne porabe energije.
Statično in dinamično uravnoteženje: ključne razlike
Razumevanje razlike med statičnim in dinamičnim uravnoteženjem je bistveno za izbiro prave metode.
Statično uravnoteženje
Statično uravnoteženje popravlja premik težišča od osi vrtenja. To zadostuje za diskovne rotorje, pri katerih premer presega širino za 7–10-krat (L/D < 0,25) in hitrosti pod 800 vrt/min. Statično neuravnoteženost je mogoče zaznati brez vrtenja – težja stran se usede navzdol na nožne nosilce.
Dinamično uravnoteženje
Dinamično uravnoteženje popravlja tako statično neuravnoteženost kot tudi neuravnoteženost momenta. Je obvezna za vse podolgovate rotorje, katerih širina presega 30% premera. Ključna točka: statično uravnotežen rotor lahko ima znatno dinamično neuravnoteženost. Dva neuravnotežena kladiva na nasprotnih koncih rotorja, ki sta med seboj oddaljena 180°, ustvarjata upogibni moment med vrtenjem, kljub temu da je statično ravnotežje izpolnjeno.
Zakaj statično uravnoteženje “na nožih” ni zadostno
Tradicionalni način preverjanja ravnotežja je statična metoda “nožnega roba” – rotor se postavi na tirnice z nizkim trenjem ali prizmatski stoj, da se ugotovi, ali ga težka točka povzroči vrtenje. Statično uravnoteženje lahko popravi preprosto težko točko (statično neravnovesje) z dodajanjem ali odstranjevanjem teže, tako da se težišče rotorja poravna z njegovo osjo. Vendar ta metoda ne more zaznati ali popraviti “momentnega” (dinamičnega) neravnovesja.
V trenutku (ali nekaj trenutkih) neravnovesja se na nasprotnih koncih rotorja, 180° narazen, pojavijo enako težke točke. V mirovanju se ti dve nasprotni teži uravnotežita, zato se rotor morda ne bo vrtel na noževem stojalu. V statičnih pogojih se zdi uravnotežen. Toda ko se rotor vrti, ti dve masi ustvarjata sile (centrifugalne sile) v nasprotnih smereh na vsakem koncu, kar ustvarja vijačni moment, ki povzroči močno nihanje rotorja.

To je kot imeti uravnoteženo gugalnico, ki se med gibanjem nenadoma začne zvijati. Nobeno prilagajanje na statičnem stojalu tega ne bo rešilo, ker se neravnovesje pokaže šele pri hitrosti gibanja.
Preprosto povedano, uravnoteženje “na nožih” popravi le težke točke v eni ravnini in spregleda skrite neravnovesja v dveh ravninah. Zato je lahko rotor “statično uravnotežen”, vendar med delovanjem še vedno vibrira. Da bi odpravili dinamično neravnovesje, je treba uravnotežiti vsaj dve ravnini (npr. dodati dve korekcijski uteži na različnih mestih vzdolž rotorja), da se nevtralizirajo sile, ki povzročajo zvijanje.
To zahteva dinamične metode uravnoteženja med vrtenjem rotorja (ali podatke iz vrtenja), kar statični stojniki ne morejo zagotoviti.
Rešitve za dinamično uravnoteženje
Dinamično uravnoteženje vključuje merjenje vibracij rotorja med vrtenjem in dodajanje uteži za izravnavo statičnih in momentnih neuravnoteženosti. Tradicionalno se to lahko opravi z odstranitvijo rotorja in namestitvijo na specializirano uravnoteževalno napravo. V uravnoteževalni napravi se rotor zavrti in instrumenti določijo, kam je treba namestiti uteži. S tem se doseže natančno uravnoteženje, vendar ima to tudi slabosti: razstavljanje stroja, prevoz rotorja v delavnico in večdnevni izpad proizvodnje.
Nasprotno pa sodobno uravnavanje na terenu uporablja prenosno opremo za uravnavanje rotorja v lastnih ležajih (in situ). Tehnik pritrdi senzorje vibracij na ohišje stroja in tahometer za merjenje hitrosti vrtenja in faze. Stroj deluje z normalno hitrostjo, oprema (kot je Balanset-1A) pa meri, koliko in v katero smer vibrira rotor. S testom s poskusno utežjo lahko programska oprema izračuna natančno potrebno protiutež in kot, pod katerim jo je treba namestiti. Ta metoda koeficienta vpliva (pogosto 3-stopenjski proces s poskusnimi utežmi) samodejno izračuna rešitev za doseganje uravnoteženosti.
Na koncu se na rotor dodajo uteži (ali se odstrani material), da se izravnajo sile neuravnoteženosti.
Dinamični pristop obravnava tako statično kot dinamično (parno) neravnovesje, saj upošteva fazo vibracij na različnih točkah. Za razliko od statične metode “nožnega roba” lahko dinamično uravnoteženje v dveh ravninah popravi nihanje, ki se pojavi samo med vrtenjem.
Dinamično uravnoteženje na terenu je še posebej koristno za veliko opremo (npr. velike rotorje drobilnikov, ventilatorje ali bobne mlinov), ki je nepraktično premakniti v delavnico. Zmanjša čas izpada, saj ni treba popolnoma razstaviti stroja – pogosto je mogoče uravnoteženje opraviti na kraju samem v nekaj urah, namesto da bi bilo potrebno večdnevno prekinitev delovanja.
Vrste opreme: Pregled
Uravnoteženje drobilnikov, mlinov in sorodnih postopkov se uporablja za široko paleto industrijske opreme. Vsaka kategorija ima posebne zahteve:
Običajni stroji, ki zahtevajo uravnoteženje
Mnoge vrste industrijske opreme potrebujejo redno uravnoteženje. Nekateri pomembni primeri so:
Drobilniki: Stroji, kot so balansiranje čeljustnih drobilnikov, balansiranje stožčastih drobilnikov, balansiranje udarnih drobilnikov in balansiranje kladivnih drobilnikov, so ključnega pomena, saj lahko njihovi težki rotorji ali gibljivi deli povzročajo velike vibracije, če so le malo neuravnoteženi. Na primer, udarni drobilniki pogosto zahtevajo redno ponovno balansiranje zaradi obrabe udarnih palic in udarnih plošč.
Kladivne drobilnike in druge drobilnike kamnin je morda treba uravnotežiti ob vsaki zamenjavi kladiv ali čeljustnih plošč, da se zagotovi, da nove dele ne povzročajo vibracij. Tudi velika vztrajna kolesa na čeljustnih drobilnikih morajo ostati uravnotežena, da se prepreči resonančno tresenje.
Mlini in mlinčki: Uravnoteženje kladivnih mlinov, krogličnih mlinov, valjčnih mlinov in mlinov za mletje je ključnega pomena za mlevsko opremo. Visokohitrostni rotorji v kladivnih mlinih in masivni vrteči se bobni v krogličnih mlinih morajo biti uravnoteženi, da je mletje gladko in ležaji niso preobremenjeni.
Velika vrtilna masa krogličnega mlina na primer zahteva skrbno uravnoteženje, da se prepreči prekomerna obremenitev njegovih nosilcev.
Valjčni mlini in drugi mlinčki za mletje prav tako potrebujejo ravnotežje, da se izognejo neenakomerni obrabi in vibracijam.
Stroji za zmanjševanje velikosti: Oprema, kot so drobilniki, sekljalniki, drobilniki, granulatorji in peletizatorji, ima vrtljive nože, rezila ali valje. Pravilno uravnoteženje drobilnika, sekljalnika, drobilnika, granulatorja in peletizatorja zagotavlja, da ti rezalniki delujejo brez pretiranega tresenja. To je še posebej pomembno, ker se lahko med delovanjem poškodujejo ali obrabljajo kosi materiala ali noži, kar lahko nenadoma povzroči izgubo ravnotežja rotorja.
Redno uravnoteženje zagotavlja varno delovanje teh strojev tudi v težkih pogojih.
Mešalniki in mešalniki: Tudi mešalna oprema ima koristi od uravnoteženja. Uravnoteženje mešalnika, mešalnika in mešalnika se nanaša na vrtljiva krila ali lopatice v industrijskih mešalnikih. Če je gred ali krilo mešalnika le malo neuravnoteženo (na primer zaradi pritrjenih sestavin ali obrabe), lahko to povzroči, da se celoten mešalnik maje. Uravnoteženje teh vrtljivih delov preprečuje vibracije, ki bi lahko vplivale na kakovost izdelka in celovitost stroja.
V vseh teh primerih je cilj enak: uravnotežen rotor se vrti gladko, ne da bi na ležaje ali konstrukcijo deloval s škodljivimi silami. Uravnoteženje drobilnikov in mlinov je še posebej pomembno v težki industriji, vendar se načelo nanaša na vso rotacijsko opremo – od velikih industrijskih drobilnikov do majhnih laboratorijskih mešalnikov.
| Vrsta opreme | Tipična hitrost (RPM) | Ravnovesna stopnja (ISO 1940) | Primarni izziv |
|---|---|---|---|
| Čeljustni drobilniki | 250–350 | G6.3 | Ekscentrični gred, uravnoteženje letnega kolesa |
| Konični drobilniki | 300–500 | G6.3 | Ekscentrična sestava, obraba podloge |
| Udarna drobilna naprava | 700–1500 | G6.3 | Obraba udarne palice, nabiranje materiala |
| Kladivne mline | 600–3600 | G2,5–G6,3 | Prosto nihajoči kladivi |
| Kroglični mlini | 15–25 | G6.3 | Spremenljiva porazdelitev obremenitve |
| Pulverizatorji | 500–750 | G2.5 | Rotor razvrščevalnika, navpični vreten |
Glosar
- Statično neravnovesje: težišče je odmaknjeno od osi vrtenja (problem ene ravnine).
- Neravnovesje v paru (trenutek): enaki težki točki na nasprotnih koncih rotorja ustvarjajo nihajni moment; pogosto je potrebno uravnoteženje v dveh ravninah.
- 1× vibracija: vibracijski komponent pri vrtilni hitrosti (RPM/60), ki je običajno prevladujoč za neuravnoteženost.
- Koeficienti vpliva: parametri odziva sistema, ki se uporabljajo za izračun korekcijskih uteži iz poskusnih izvedb.
- Uravnoteženje na mestu: uravnoteženje rotorja v lastnih ležajih na nameščenem stroju.
Tehnične tolerance in specifikacije zmogljivosti
Za doseganje optimalnega ravnovesja je treba upoštevati stroge tolerance, ki so specifične za vsak tip opreme. Te specifikacije so ključnega pomena za načrtovanje vzdrževanja in preverjanje kakovosti.
Vpliv kopičenja materiala: dokumentiran primer
Primer iz prakse
Udarna drobilka za predelavo mokre gline: 15 kg prilepljenega materiala je povečalo vibracije s 4,0 mm/s na 12,0 mm/s – 3-kratno povečanje. Čiščenje rotorja je pred izravnavo vibracij vrnilo vibracije na 4,2 mm/s. To dokazuje, kako pomembno je temeljito čiščenje pred kakršnim koli postopkom izravnave.
Kritične hitrosti za mešalne naprave
Delovna hitrost glede na kritično hitrost določa zahteve za uravnoteženje in varne delovne cone:
- Mešalniki za težka dela: Deluje pri kritični hitrosti 65%.
- Standardni industrijski mešalniki: Deluje pri kritični hitrosti 70%.
- Mešalniki z lopaticami/turbinami: 50–65% kritična hitrost
- Visokohitrostni (propeler, disk) mešalniki: Nad kritično hitrostjo
- Prepovedano območje: 70–130% kritična hitrost brez dinamičnega uravnoteženja
Funkcija Balanset-1A "RunDown" identificira resonančne frekvence med zaviranjem, kar operaterjem omogoča preverjanje varnih območij delovanja in izogibanje katastrofalni resonanci.

Balanset-1A razširjene specifikacije
| Parameter | Specifikacija |
|---|---|
| Območje merjenja vibracij | 0,05–100 mm/s RMS |
| Frekvenčno območje | 5–550 Hz (do 1000 Hz) |
| Hitrostni razpon | 150–90.000 vrtljajev na minuto |
| Natančnost merjenja faze | ±1° |
| Natančnost merjenja amplitude | ±5% |
| Občutljivost merilnika pospeška | 100 mV/g |
| Delovni razpon laserskega tahometra | 50–500 mm |
| Magnetna pritrdilna sila | 60 kgf |
| Teža celotnega kompleta | 4 kg v zaščitnem kovčku |
ISO vibracijske cone (ISO 10816-3)
| Območje | Raven vibracij (mm/s RMS) | Ocena |
|---|---|---|
| Območje A | <1.8 | Odlično — novo naročena oprema |
| Območje B | 1,8–4,5 | Primerno za neprekinjeno delovanje |
| Območje C | 4,5–11,2 | Meja sprejemljivosti — popravek urnika |
| Območje D | >11,2 | Nesprejemljivo — potrebno je takojšnje ukrepanje |
Cilj po uravnoteženju: cona A ali B. Večina drobilnikov bi morala doseči <4,5 mm/s z ustreznim dinamičnim uravnoteženjem v dveh ravninah z uporabo Balanset-1A.
Uravnoteženje drobilnika: podrobni postopki
Uravnoteženje čeljustnega drobilnika
Uravnoteženje čeljustnega drobilnika obravnava sestav ekscentričnega greda in vztrajnika. Ti stroji delujejo kot enovaljni batni motor, ki ustvarja normalne vibracije pri frekvenci vrtenja in njeni drugi harmoniki. Vendar pa obraba vztrajnika, ohlapna pritrditev protiuteži in poškodba ekscentričnega greda vodijo do patološkega neravnovesja.
Značilen simptom: vzdolžna vibracija znatno presega navpično vibracijo. Cilj: zmanjšanje vibracij s 50 mm/s na manj kot 7,6 mm/s po pravilnem uravnoteženju. Toleranca vodoravnih vibracij: ±2 mm; navpičnih: ±1 mm.
Uravnoteženje stožčastega drobilnika
Uravnoteženje stožčastega drobilnika se osredotoča na ekscentrično sklopko in drobilni stožec. Glavni problemi so neenakomerna obraba obloge, neporavnava stožca (toleranca ≤0,1 mm) in obraba ekscentrične puše. Nadzor vibracij kaže sprejemljivo delovanje, kadar je vodoravni premik ≤2 mm in navpični ≤1 mm. Amplituda telesa, ki presega 0,5 mm, kaže na resno okvaro, ki zahteva takojšnjo pozornost.
Uravnoteženje udarnega drobilnika
Uravnoteženje udarnega drobilnika je najpogostejši postopek v kamnolomih. Tako horizontalni udarni drobilniki (HSI) kot vertikalni udarni drobilniki (VSI) delujejo na podlagi kinetične udarne energije, ki jo ustvarjajo udarne palice, ki z visoko hitrostjo udarjajo po materialu.
Problem neenakomerne obrabe
Udarna palica se intenzivno in neenakomerno obrablja. Zamenjava ene same udarne palice brez uravnoteženja teže katastrofalno moti ravnotežje. Dvoploščno uravnoteženje je bistveno za rotorje HSI zaradi njihove dolžine; enoploščno statično uravnoteženje pušča preostalo neuravnoteženost, kar povzroča poševno obremenitev ležaja.
Varnostni vidiki
Rotori imajo ogromno vztrajnost; cikli zagona in zaustavitve za namestitev poskusnih uteži zahtevajo veliko časa. Balanset-1A lahko shranjuje koeficiente vpliva, kar pomeni, da je za naknadno uravnoteženje (po zamenjavi udarne palice) potrebna le ena meritev brez poskusnih uteži.
Posebnosti VSI
Centrifugalni udarni drobilniki zahtevajo še večjo natančnost zaradi vrtilnih hitrosti, ki dosežejo 1500–2000 vrtljajev na minuto. Neuravnoteženost pogosto izhaja iz nabiranja materiala v komorah rotorja. Uravnoteženje VSI pogosto zahteva varjenje uteži na zgornji in spodnji pokrov rotorja. Balanset-1A učinkovito izračuna kote namestitve uteži v polarnih koordinatah.
Uravnoteženje kladivnega drobilnika
Izravnava kladivnega drobilnika je zapleteno zaradi prosto visečih kladiv. Če se eno kladivo zaradi korozije ali prahu zatakne na svojem sorniku, se pod centrifugalno silo ne more v celoti raztegniti, kar spremeni težišče rotorja in povzroči ogromno, spremenljivo neravnovesje.
Metodologija
Pred uporabo Balanset-1A morajo operaterji preveriti prosto gibanje vseh kladiv in njihovo ustrezno težo. Uravnoteženje se izvaja na diskih rotorja, ne na samih kladivih. Funkcija "Split Weight" omogoča porazdelitev izračunane mase med dvema razpoložljivima točkama (npr. med luknjami za kladiva), kadar ni mogoče natančno namestiti kota, pri čemer se ohrani korekcijski vektor.
Uravnoteženje mlina: Zahteve glede natančnosti
Mlini zahtevajo najvišjo natančnost uravnoteženja zaradi neprekinjenih delovnih ciklov; vsaka vibracija vodi do utrujenostne okvare dragih pogonov in oblog.
Uravnoteženje kladivne mline
Za razliko od drobilnikov, uravnoteženje kladivnega mlina je namenjen visokohitrostnim enotam (do 3600 vrtljajev na minuto), ki se uporabljajo za fino mletje zrnja, biomase ali kemikalij. Pri takšnih hitrostih je dovoljeno preostalo neuravnoteženost izredno majhno (ISO 1940 G2.5 ali G6.3). Rotorji kladivnih mlinov pogosto delujejo kot ventilatorji; odpiranje ohišja za namestitev uteži lahko spremeni aerodinamični upor. Uravnoteženje z Balanset-1A je treba izvesti z v celoti sestavljenim ohišjem, z uporabo dostopnih odprtin ali ob upoštevanju spremenjenih pogojev.
Uravnoteženje krogličnega mlina
Uravnoteženje krogličnega mlina predstavlja edinstvene izzive. Boben sam, s svojim kaotičnim gibanjem mlevnih sredstev, običajno ni mogoče uravnotežiti v običajnem smislu. Poudarek je na visokohitrostnem pogonskem sistemu.
Uravnoteženje zobniškega greda
Glavni element je pogonska gred z ležajnimi sklopi in sklopko. Vibracije na gredi zobnika pogosto ne povzroča neuravnoteženost, ampak obraba zob ali neporavnava. Spektralna analiza Balanset-1A identificira frekvenco zobniškega zazobanja (GMF). Če prevladuje 1×RPM, se izvede dinamično uravnoteženje sklopke ali uteži, nameščenih na prirobnici.
Zapletenost merjenja
Udarci krogle znotraj bobna ustvarjajo naključen nizkofrekvenčni hrup. Nastavitve Balanset-1A morajo podaljšati čas povprečenja signala (npr. 10–20 sekund), da se dosežejo stabilne vrednosti amplitude in faze.
Uravnoteženje valjčnega mlina
Uravnoteženje valjčnega mlina velja za mlevarsko, polimerno in jeklarsko industrijo. Valji so dolgi, težki cilindri, ki so nagnjeni k upogibanju (bičanju). Dvoploščno uravnoteženje na koncih je obvezno. Balanset-1A meri fazno razliko med levim in desnim nosilcem; 180° fazna razlika kaže na močno neravnovesje v paru. Uravnoteženje valjev na mestu upošteva pogonske jermenice in zobnike, nameščene na valjnih ležajih, ki prispevajo k lastnemu neravnovesju.
Uravnoteženje mlinčka
Uravnoteženje mlinov zajema široko paleto: attritorje, kroglice in precizne brusilne stroje. Za vretena za fino brušenje naprava podpira metodo treh premičnih protiuteži, s čimer doseže idealno gladkost brez varjenja ali kitanja.
Uravnoteženje drobilnika
Uravnoteženje drobilnika, zlasti za premogovne mline v elektrarnah, je ključnega pomena. Mnogi drobilniki imajo vertikalno konfiguracijo; senzorji vibracij (osi X in Y) so nameščeni na zgornjem ležajnem sklopu motorja ali menjalnika. V zgornjem delu je nameščen rotacijski ločevalnik (dinamični razvrščevalnik); njegova neuravnoteženost povzroča močne vibracije zgornje konstrukcije. Balanset-1A uravnava ta sklop prek servisnih vrat, s čimer preprečuje uničenje pogona in izboljša finost mletja.
Uravnoteženje opreme za zmanjševanje velikosti
Uravnoteženje drobilnika
Uravnoteženje drobilnika je namenjen za obdelavo kovinskih odpadkov ali pnevmatik z velikimi rotorji z nizko hitrostjo (300–500 vrt./min). Merilniki pospeška Balanset-1A imajo odlično občutljivost na nizke frekvence (od 5 Hz) in zanesljivo obdelujejo takšne stroje. Zaradi ekstremnih udarnih obremenitev je treba preskusne in korekcijske uteži varno privariti; magneti ali lepilni trak niso sprejemljivi niti za preskušanje.
Uravnoteženje sekače
Uravnoteženje sekače V gozdarstvu razlikujemo med dvema tipoma strojev. Diskovni sekači predstavljajo izziv, ker disk deluje kot žiroskop, pri čemer so glavni problemi aksialne vibracije (vibracije v obliki številke 8). Senzorji so nameščeni radialno in aksialno (vzdolž osi gredi), da nadzorujejo izcentriranje diska. Teže se namestijo na zadnjo površino diska ali v namenske žepke za uravnoteženje.
Bobnaste sekačke zaradi dolžine rotorja zahtevajo klasično dvostopenjsko uravnoteženje. Vsi noži morajo biti servisirani kot komplet – brušenje ali zamenjava enega noža moti ravnotežje. Toleranca debeline noža: 0,13–0,25 mm. Topi noži ustvarjajo bolj sekanje kot rezanje, kar povzroča prekomerne vibracije in utrujenostne razpoke v varjenih spojih. Priporočeni interval brušenja: vsake 6–8 delovnih ur.
Uravnoteženje granulatorja
Uravnoteženje granulatorja za recikliranje plastike vključuje nože, nameščene na rotorju (razmik 1–3 mm do nepremičnih nožev). Ob pojavu vibracij najprej preverite stanje nožev in njihovo namestitev. Če vibracije ne prenehajo, je potrebno strokovno uravnoteženje rotorja. Namestitev stroja na podloge za dušenje vibracij zmanjša prenos vibracij na temelje.
Uravnoteženje peletizatorja
Uravnoteženje peletizatorja pokriva obročasto matrico in stiskalne valje. Odklon matrice ne sme presegati 0,3 mm (preverjanje z merilnim urokom). Razmak med valjem in matrico: najmanj 0,2–0,3 mm. Poškodovani pritrdilni obroči so glavni vzrok za poškodbe matrice in močne vibracije.
Oprema za mešanje in mešanje Uravnoteženje
Uravnoteženje mešalnika
Uravnoteženje mešalnika za črpalke industrijske razreda sledi standardu API 610, ki zahteva natančnost G2,5 v skladu z ISO 1940. Optimalno razmerje med premerom rotorja in rezervoarja (D/T): 1/3. Mešalniki za težka bremena delujejo pri kritični hitrosti 65%; standardni industrijski mešalniki pa pri 70%. Delovanje v območju kritične hitrosti 70–130% brez dinamičnega uravnoteženja je prepovedano.
Uravnoteženje mešalnika
Uravnoteženje mešalnika v kemični predelavi so dolgi gredi v globokih posodah. Mešalniki z lopaticami in turbinskimi mešalniki delujejo pri kritični hitrosti 50–65%; visokohitrostni tipi (propeler, disk) delujejo nad kritično hitrostjo. Dinamično uravnoteženje omogoča varno delovanje pri kritični hitrosti 70%. Dolgi gredi uporabljajo vmesne podpore (stabilizirajoča ležaja).
Uravnoteženje mešalnika
Uravnoteženje mešalnika obravnava visokohitrostne dispergerje (razponače). Neuravnoteženost povzroča stik lopatice s steno posode. Natančno uravnoteženje gredi in lopatice z Balanset-1A podaljšuje življenjsko dobo mehanskega tesnila in preprečuje uhajanje proizvoda.
Uravnoteženje polja z Balanset-1A
Spletna stran Balanset-1A prenosni sistem za uravnoteženje omogoča popravke na kraju samem brez razstavljanja stroja, kar odpravlja čas prevoza, zmanjšuje čas izpada in omogoča preverjanje rezultatov v dejanskih delovnih pogojih.

Kako Balanset-1A uravnava drobilnike in še več
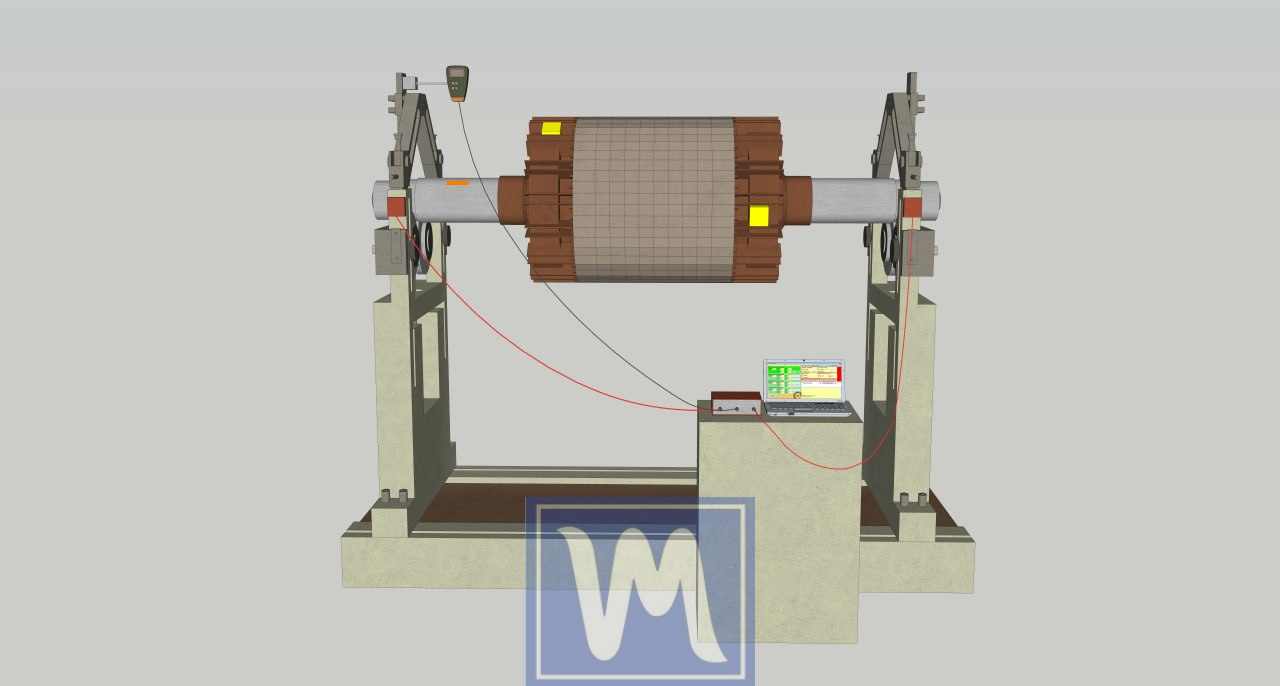
Balanset-1A je prenosni dvo-kanalni dinamični balansirnik in analizator vibracij, zasnovan prav za ta namen. Inženirjem in vzdrževalnim ekipam omogoča natančno balansiranje na kraju samem za široko paleto opreme. Balanset-1A je opremljen z dvema merilcema vibracij in laserskim tahometrom ter programsko opremo, ki deluje na osebnem računalniku. Tako deluje in zakaj je učinkovit:
Uravnoteženje dveh ravnin na mestu samem
Balanset-1A lahko izvede eno- ali dvo-ravninsko uravnoteženje na dejanskem stroju, v njegovih običajnih ležajih. To pomeni, da lahko uravnotežite rotor drobilnika, ne da bi ga odstranili, kar vam prihrani ogromno časa. Z uporabo dveh ravnin popravi tako statično kot dinamično neuravnoteženost rotorja. Če na primer ekscentrična teža stožčastega drobilnika povzroča vibracije, bo Balanset-1A z zmogljivostjo dveh ravnin ugotovil, kako jo izravnati v pravilnih položajih – kar enoravninski metodi ne moreta storiti.
Široka paleta opreme
Ta naprava je vsestranska – zasnovana je za uravnoteženje rotacijskih naprav na terenu, vključno z drobilniki, ventilatorji, mulčerji, svedri, gredmi, centrifugami, turbinami in drugimi. V praksi lahko en Balanset-1A vzdržuje široko paleto opreme (drobilnike, mline, sekljalnike, mešalce itd.), kar zmanjša izpad proizvodnje in odvisnost od zunanjih storitev uravnoteženja.
Enostavna za uporabo programska oprema
Za uporabo Balanset-1A ni potrebno biti strokovnjak za vibracije. Njegova programska oprema uporabnika vodi skozi postopek korak za korakom in samodejno izračuna potrebne korekcijske uteži in kote. Po preskusu poskusne uteži jasno prikaže rešitev za uravnoteženje, tako da se lahko tehniki z minimalnim usposabljanjem hitro naučijo uporabljati napravo.
Zanesljivi rezultati
Kljub svoji prenosljivosti Balanset-1A zagotavlja profesionalno kakovost uravnoteženja. Natančno meri vibracije in fazo ter izračuna popravke, da izpolni standardne stopnje kakovosti uravnoteženja (ISO 1940). V praksi lahko pri stabilnih merilnih pogojih in pravilnem izvajanju postopka doseže rezultate, primerljive z veliko dražjimi analizatorji.
Funkcije analize vibracij
Poleg uravnoteženja Balanset-1A deluje tudi kot analizator vibracij in lahko prikaže valovne oblike in FFT spektre. To pomaga diagnosticirati, ali so vibracije posledica neuravnoteženosti ali drugih težav (nepravilna poravnava, ohlapnost, resonanca), kar omogoča natančnejše odločitve glede vzdrževanja. V načinu uravnoteženja je poudarek na 1× rotacijski komponenti, da se izolira neuravnoteženost.
Prednosti Balanset-1A v primerjavi s tradicionalnimi metodami
Uporaba Balanset-1A za dinamično uravnoteženje ponuja več ključnih prednosti v primerjavi s starejšimi metodami ali zunanjimi storitvami:
Brez razstavljanja in minimalni izpad delovanja: Tradicionalno uravnoteženje je pogosto pomenilo razstavljanje rotorja in njegovo pošiljanje v servis, kar je trajalo več dni. Z Balanset-1A se uravnoteženje opravi na mestu v nekaj urah.
Ni treba odstraniti rotorja drobilnika ali gredi mlina; preprosto namestite senzorje in izvedite postopek uravnoteženja na kraju samem. Ta pristop na kraju samem lahko skrajša 3–7-dnevno delo na 2–4 ure, kar pomeni, da se proizvodnja lahko nadaljuje še isti dan.
Prihranki stroškov: Z izvedbo dela v lastnem podjetju se podjetja izognejo visokim stroškom specializiranih izvajalcev in izgubam zaradi podaljšanega izpada. Naprava Balanset-1A je relativno cenovno dostopna – stane približno nekaj tisoč evrov –, vendar ponuja približno “80% zmogljivosti dragih analizatorjev za samo ~20% cene”.”
Uporabniki lahko sami uravnotežijo sistem brez pomoči zunanjih strokovnjakov, naprava pa se lahko povrne že po nekaj uravnoteženjih. Poleg tega lahko že preprečitev ene same večje okvare upraviči naložbo.
Obravnava vse vrste neravnovesij: Za razliko od statičnega uravnoteženja na robovih nožev, dinamična zmogljivost Balanset-1A v dveh ravninah v enem postopku popravi tako statične težke točke kot tudi dinamično neuravnoteženost para.
To pomeni, da tudi če ima rotor težavno nihanje (neuravnoteženost momenta), Balanset-1A ga lahko zazna in usmerja namestitev dveh korekcijskih uteži, da se izniči navor. Gre za celovito rešitev za pogoste primere neuravnoteženosti.
Vsestranskost za številne stroje: En Balanset-1A lahko uporabite na praktično katerem koli vrtljivem delu v kateri koli industriji. Je resnično univerzalna – isti komplet lahko danes uravnava ventilator, jutri drobilnik kamna, pojutrišnjem pa drobilnik.
V našem kontekstu je to idealno za operacije, ki vključujejo več vrst opreme (drobljenje, mletje, mešanje itd.), saj za vsako od njih ni potrebno posebno orodje za uravnoteženje. Naprava se prilagaja široki paleti rotorjev, od drobilnikov in mlinčkov do mulčerjev, mešalnikov, gredi in turbin.
Enostavnost uporabe in varnost: Balanset-1A je opremljen z vodeno programsko opremo in preprosto strojno opremo, kar pomeni, da za izvedbo uravnoteženja ni potrebno imeti doktorata iz vibracij. Postopek je varen in ponovljiv – vibracije postopoma zmanjšujete z izračunanimi prilagoditvami teže, namesto da bi se zanašali na poskuse in napake. S tem zmanjšate možnost človeških napak. Z odpravo prekomernih vibracij pa tudi povečate varnost v objektu (manj primerov, ko se stroji razstrelijo ali ustvarjajo leteče odpadke).
Z odpravo prekomernih vibracij povečate tudi varnost v objektu (manj primerov, ko se stroji razstrelijo ali ustvarjajo leteče odpadke).
Hitra diagnostika: Z načinom analizatorja vibracij se Balanset-1A lahko uporablja tudi za hitro diagnosticiranje, ali je glavni problem neuravnoteženost ali pa prispevajo tudi drugi dejavniki (kot so upognjena gred ali resonanca). Ta vsestranska diagnostična in korekcijska zmogljivost pomeni, da se težave identificirajo in rešijo hitreje, kot če bi čakali na zunanjo ekipo. V mnogih primerih se diagnostični in korekcijski cikel na kraju samem lahko zaključi v manj kot eni uri.
V mnogih primerih je mogoče cikel diagnoze in popravka zaključiti v istem oknu za vzdrževanje.
Tehnične specifikacije
| Parameter | Vrednost |
|---|---|
| Območje merjenja vibracij | 0,05–100 mm/s RMS |
| Frekvenčno območje | 5–550 Hz (do 1000 Hz) |
| Hitrostni razpon | 150–90.000 vrtljajev na minuto |
| Natančnost faze | ±1° |
| Natančnost amplitude | ±5% |
| Kanali | 2 (sočasno merjenje) |
| Teža | 4 kg (kompletna oprema v kovčku) |
Prednosti v primerjavi s tradicionalnimi metodami
| Parameter | Tradicionalna (trgovinska) metoda | Uravnoteženje polja (Balanset-1A) |
|---|---|---|
| Skupni čas | 3–7 dni | 2–4 ure |
| Potrebna demontaža | Da | Ne |
| Tipični stroški na delovno mesto | 5.000–15.000 EUR | 500–1500 EUR |
| Računi za dejansko montažo | Ne | Da |
| Dosegljiva natančnost | G2,5–G6,3 | G2,5–G6,3 |
Postopek uravnoteženja po korakih
Uspeh pri uravnoteženju je priprava 80%. Sledite temu preizkušenemu algoritmu:
Priprava
- Očistite rotor umazanije, rje, prilepljenega materiala — onesnaženost izkrivlja rezultate.
- Preglejte ležaje (vrtljivost, hrup, toplota) — uravnoteženje ne more popraviti napak ležajev.
- Preverite varno pritrditev temelja in preglejte zaščitne ograje.
- Za kladivne drobilnike: preverite prosto gibanje kladiva in ujemanje teže.
Namestitev senzorja
- Namestite senzorje vibracij na ohišja ležajev pravokotno na os vrtenja (v razdalji 25 cm od ležaja).
- Povežite se z vhodoma X1 in X2.
- Namestite laserski tahometer tako, da žarek pada na odsevni trak na rotorju.
- Povežite se z vhodom X3 in preverite stabilno odčitavanje RPM.

Začetna meritev
- Zaženi programsko opremo: F7 — Uravnoteženje → F3 — Uravnoteženje v dveh ravninah
- Vnesite parametre rotorja
- Pritisnite F9 za merjenje začetnih vibracij.
- Zapišite amplitudo in fazo na obeh merilnih točkah.
Poskusni obrat
- Ustavite stroj in namestite preskusno utež v ravnino 1 (masa naj spremeni amplitudo ali fazo za 20–30%).
- Tecite in merite
- Premaknite utež na ravnino 2 in ponovite merjenje.
- Programska oprema izračuna koeficiente vpliva


Namestitev korekcijske uteži
- Programska oprema prikaže korekcijsko maso in kot za obe ravnini na polarni diagram.
- Namestite trajne uteži (z varjenjem, vijaki, sponkami)
- Uporabite funkcijo "Split Weight" (razdelitev teže), če ni mogoče namestiti pod natančnim kotom.

Preverjanje
- Merjenje preostalih vibracij
- Cilj: cona A ali B v skladu z ISO 10816 (<2,8 mm/s za večino drobilnikov)
- Shranite koeficiente vpliva (F8) za prihodnje uravnoteženje brez poskusnih voženj.
- Ustvari poročilo (F9)
Ekonomska utemeljitev in donosnost naložbe
Naložba v prenosno opremo za uravnoteženje se povrne v 3–4 mesecih intenzivne uporabe.
| Izdelek | Vrednost |
|---|---|
| Stroški opreme Balanset-1A | 1.751–1.975 EUR |
| Storitev uravnavanja enega izvajalca | €1,500 |
| Tipična letna frekvenca uravnoteženja | 4-krat letno |
| Letni prihranki pri servisnih pogodbah | €6,000 |
| Prihranki zaradi podaljšanja življenjske dobe ležajev | 10.000–30.000 EUR/leto |
| Prihranki zaradi zmanjšanja izpadov | 50.000–150.000 EUR/leto |
| Skupni letni prihranki | 66.000–186.000 EUR |
| Obdobje povračila | 3–4 mesece |
Fizika življenjske dobe ležajev
Življenjska doba ležaja L₁₀ je obratno sorazmerna s kubom obremenitve (P): L₁₀ = (C/P)³. Zmanjšanje vibracijskega bremena za 50% poveča izračunano življenjsko dobo ležaja za 8-krat. Pri močno obremenjenih sklopih, kot so gredi kladivnih drobilnikov ali valji valjčnih mlinov, to pomeni leta namesto mesecev.
Odpravljanje pogostih težav
Problem: Nestabilne ali "plavajoče" odčitke
Možni vzroki: mehanska ohlapnost, obrabljena ležaja, delovanje blizu resonance, nestabilna hitrost, nabiranje materiala.
Rešitev: Zategnite vijake temelja, preverite, ali ležaji nimajo igre, preverite trdnost pritrditve, zagotovite konstantno število vrtljajev med merjenjem, temeljito očistite rotor.
Problem: Ne morem doseči zahtevane tolerance.
Možni vzroki: druge prisotne napake (nepravilna poravnava, upognjena gred, poškodba ležaja), nelinearno delovanje sistema, resonanca.
Rešitev: Opravite test zmanjševanja hitrosti, da ugotovite resonance, izvedite celovito diagnostiko in odpravite povezane napake, preden ponovno poskusite uravnotežiti.
Problem: Kladivni drobilnik — kladiva se zatikajo na sornikih
Vzrok: korozija ali prah, ki preprečuje prosto gibanje kladiva.
Rešitev: Pred uravnoteženjem očistite in namazajte vse kladivne zatiče. Preverite prosto gibanje vsakega kladiva. Zamenjajte zataknjene zatiče.
Problem: Udarna drobilka — nabiranje materiala
Vzrok: mokri ali lepljivi materiali, ki se prijemajo na notranjo stran rotorskih komor (dokumentiran primer: 15 kg gline je povečalo vibracije s 4 na 12 mm/s).
Rešitev: Pred uravnoteženjem temeljito očistite notranjost rotorja. Razmislite o uporabi protiprijemnih premazov za rotorske komore.
Pogosto zastavljena vprašanja
Kako pogosto je treba izvajati uravnoteženje drobilnika?
Za udarne in kladivne drobilnike: vsake 500–1000 obratovalnih ur ali po zamenjavi izrabljenih delov. Za čeljustne in stožčaste drobilnike: vsake 3–6 mesecev ali ob povečanju vibracij. Stalno spremljanje vibracij omogoča načrtovanje vzdrževanja na podlagi stanja.
Ali lahko notranje osebje izvede uravnoteženje?
Da. Z Balanset-1A in kratkim usposabljanjem (običajno en dan) vzdrževalni tehniki brez predhodnih izkušenj z uravnavanjem dosežejo profesionalne rezultate. Programska oprema uporabnike korak za korakom vodi skozi postopek.
Kakšna stopnja kakovosti ravnovesja je potrebna?
Večina drobilnikov in mlinov: G6,3 v skladu z ISO 1940-1. Visokohitrostna oprema (kladivni mlin nad 1500 vrtljajev na minuto, drobilniki): G2,5. Precizni brusilni vreteni: G1,0 ali boljši.
Ali uravnoteženje odpravlja vse vibracije?
Ne. Uravnoteženje odstrani vibracije, ki nastanejo zaradi asimetrije mase. Vibracije, ki nastanejo zaradi neporavnave, okvar ležajev, ohlapnosti, resonance, težav z zobniki ali aerodinamičnih sil, zahtevajo ločene korekcijske ukrepe. Celovita analiza vibracij ugotovi osnovne vzroke.
Zakaj je potrebno dvoploščno uravnoteženje?
Dolgi rotorji (L/D > 0,25) povzročajo statično in momentno neuravnoteženost. Enoploščno uravnoteženje ne more popraviti momentne neuravnoteženosti, kar povzroča nihajno gibanje, ki poškoduje ležaje. Dinamično uravnoteženje v dveh ravninah je edina popolna rešitev.
Ali je mogoče shranjene koeficiente vpliva ponovno uporabiti?
Da, za identične konfiguracije rotorjev. Po začetni karakterizaciji je za naknadno uravnoteženje (npr. po zamenjavi udarne palice ali kladiva) potrebna le ena meritev. Ta funkcija bistveno skrajša čas uravnoteženja pri rednem vzdrževanju.
Kakšna je ciljna raven vibracij po uravnoteženju?
ISO 10816-3 opredeljuje cone: cona A (odlična) 11,2 mm/s. Cilj: cona A ali B za neprekinjeno delovanje.
Začnite varčevati pri popravilih še danes
Kupite Balanset-1A, usposobite svojo ekipo in uvedite vzdrževanje na podlagi stanja. Strokovna tehnična podpora je na voljo prek WhatsApp.
Praktični rezultati: dokumentirane študije primerov
- Stroj za predelavo sladkornega trsa (24 ton, 747 vrtljajev na minuto): Vibracije zmanjšane s 3,2 na 0,47 mm/s — 6,8-kratno izboljšanje
- Drobilnik v Španiji: Začetna vibracija >100 mm/s (stopnja nujnosti), po uravnoteženju 16–18 mm/s — stroj deluje "kot nov"."
- Industrijski drobilnik: Vibracije od 21,5 do 1,51 mm/s — 14-kratno izboljšanje
- Ventilator, nameščen na strehi (-6 °C okolice): Od 6,8 do <1,8 mm/s
- Prezračevanje nakupovalnega centra: Zmanjšanje hrupa za 5–7 dB, prihranek energije, podaljšana življenjska doba
Zaključek
Skratka, naj gre za čeljustne drobilnike, stožčaste drobilnike, udarne drobilnike, kladivne drobilnike ali druge rotacijske stroje, kot so mlini, drobilniki, mešalniki in mlinčki, je ohranjanje ravnovesja opreme bistvenega pomena. To vodi do bolj gladkega delovanja, daljše življenjske dobe komponent, prihranka energije in varnejših delovnih pogojev. Tradicionalne statične metode, kot je uravnoteženje “na nožih”, imajo omejitve – ne morejo odpraviti nekaterih vrst neravnovesja, ki se pokažejo šele med delovanjem stroja. Na srečo sodobna dinamična orodja za uravnoteženje ponujajo rešitev.
Prenosni balansir Balanset-1A je primer napredka na tem področju. Omogoča profesionalno dvodimenzionalno balansiranje neposredno na delovišču, kar vzdrževalnim ekipam omogoča hitro odpravljanje neuravnoteženosti v rotorjih drobilnikov in mnogih drugih aplikacijah. Z uporabo inteligentne programske opreme in senzorjev odpravlja ugibanje pri balansiranju in zagotavlja, da se odpravijo tudi zapletene neuravnoteženosti. Rezultat so stroji, ki delujejo tako gladko, kot je bilo predvideno, brez uničujočih sil, ki jih povzročajo vibracije.
Za široko paleto industrij – od rudarstva in kamnolomov (drobilniki in mlini) do proizvodnje in kmetijstva (ventilatorji, sekači, mešalniki) – lahko naložba v ustrezno opremo za uravnoteženje, kot je Balanset-1A, pomeni prelomnico. Vaše stroje ščiti “od znotraj” in preprečuje poškodbe, še preden se pojavijo. V praksi to pomeni manj okvar, nižje stroške vzdrževanja in zanesljivejšo proizvodnjo.
S praktičnega vidika vzdrževanja Balanset-1A zapolnjuje koristno nišo med dragimi laboratorijskimi napravami in storitvami zunanjih izvajalcev: omogoča uravnoteženje na mestu samem v ležajih stroja, pri dejanski delovni hitrosti in obremenitvi. To je pomembno, ker laboratorijsko uravnoteženje na idealnih nosilcih ne more v celoti odražati specifičnih pogojev namestitve na kraju samem. Poleg tega shranjeni koeficienti vpliva omogočajo ponovno uravnoteženje po zamenjavi udarne palice ali kladiva v enem samem ciklu – brez poskusnih uteži.
Za večino drobilnih in mlinarskih naprav je tipični cilj kakovostna stopnja ravnovesja G6.3 v skladu z ISO 1940, kar ustreza vibracijam pod 4,5 mm/s v skladu z ISO 10816. Doseganje te ravni z Balanset-1A je realistična, ponovljiva naloga za usposobljeno osebje po minimalnem usposabljanju, pod pogojem, da je stroj mehansko neoporečen in da so meritve stabilne.

0 komentarjev