
Viftebalansering
(Informasjon brukt fra GOST 31350-2007 “VIBRATION. INDUSTRIAL FANS. REQUIREMENTS FOR PRODUCED VIBRATION AND BALANCING QUALITY” — en mellomstatlig standard utviklet fra ISO 14694:2003 “Industrial fans — Specifications for balance quality and vibration levels”)
Kildenote: denne siden er basert på kravene til viftevibrasjon og balansekvalitet som tilsvarer ISO 14694:2003 og relaterte mellomstatlige (GOST) adopsjoner av ISO-standarder, der betegnelsene avviker fra de opprinnelige ISO-publikasjonsnumrene. Der eldre terminologi fra ISO 1940-1 forekommer, er den gjeldende standarden for balansekvalitet ISO 21940-11 (tidligere ISO 1940-1).
Vibrasjoner Vibrasjon produsert av viften er en av dens viktigste tekniske egenskaper. Det indikerer kvaliteten på design og produksjon av produktet. Økte vibrasjoner kan indikere feil installasjon av viften, forringelse av dens tekniske tilstand osv. Derfor måles viftens vibrasjoner vanligvis under godkjenningstester, under installasjonen før idriftsettelse og i forbindelse med et program for overvåking av maskinens tilstand. Vibrasjonsdata fra viften brukes også i utformingen av viftens støtte- og tilkoblingssystemer (kanaler). Vibrasjonsmålinger utføres vanligvis med åpne suge- og utløpsporter, men det bør bemerkes at viftens vibrasjoner kan variere betydelig med endringer i luftstrømmens aerodynamikk, rotasjonshastighet og andre egenskaper.
GOST ISO 10816-1-97 (ISO 10816-1:1995), GOST ISO 10816-3-2002 (ISO 10816-3:1998) og GOST 31351-2007 (ISO 14695:2003) fastsetter målemetoder og definerer plassering av vibrasjonssensorer. Hvis vibrasjonsmålinger utføres for å vurdere påvirkningen på kanalen eller viftefundamentet, velges målepunktene tilsvarende.
Vibrasjonsmålinger av vifter kan være kostbare, og noen ganger overstiger kostnadene kostnadene ved å produsere selve produktet betydelig. Derfor bør eventuelle begrensninger på verdiene for individuelle vibrasjonskomponenter eller vibrasjonsparametere i frekvensbånd bare innføres når overskridelse av disse verdiene indikerer en funksjonsfeil på viften. Antallet vibrasjonsmålepunkter bør også begrenses ut fra hva måleresultatene skal brukes til. Vanligvis er det tilstrekkelig å måle vibrasjoner ved viftestøttene for å vurdere viftens vibrasjonstilstand.
Basen er det viften er montert på, og det som gir viften den nødvendige støtten. Basens masse og stivhet er valgt for å forhindre forsterkning av vibrasjonene som overføres gjennom den.
Støttene er av to typer:
- ettergivende støtte: Et viftestøttesystem som er utformet slik at støttens første egenfrekvens er betydelig lavere enn viftens rotasjonsfrekvens. Når man skal bestemme hvor ettergivende støtten skal være, må man ta hensyn til elastiske innsatser mellom viften og støttestrukturen. Støttens ettergivelighet sikres ved å henge viften på fjærer eller plassere støtten på elastiske elementer (fjærer, gummiisolatorer osv.). Den naturlige frekvensen til opphengssystemet - viften er vanligvis mindre enn 25% av frekvensen som tilsvarer den minste rotasjonshastigheten til den testede viften.
- stiv støtte: Et viftestøttesystem som er utformet slik at den første egenfrekvensen til støtten er betydelig høyere enn driftsrotasjonsfrekvensen. Stivheten til viftebasen er relativ. Den bør vurderes i forhold til stivheten til maskinlagrene. Forholdet mellom lagerhusets vibrasjon og understellets vibrasjon karakteriserer påvirkningen av understellets ettergivelighet. Understellet kan anses som stivt og tilstrekkelig massivt hvis amplituden til understellsvibrasjonen (i alle retninger) i nærheten av maskinens føtter eller støtteramme er mindre enn 25% av det maksimale vibrasjonsmålingsresultatet som er oppnådd ved nærmeste lagerstøtte (i alle retninger).
Siden massen og stivheten til det midlertidige underlaget som viften er installert på under fabrikktesting, kan avvike betydelig fra installasjonsforholdene på driftsstedet, gjelder fabrikkbetingelsenes grenseverdier for smalbåndsvibrasjon i rotasjonsfrekvensområdet, og for viftetesting på stedet - for bredbåndsvibrasjon, som bestemmer maskinens totale vibrasjonstilstand. Driftsstedet er det endelige installasjonsstedet for viften, som driftsbetingelsene er definert for.
Viftekategorier (BV-kategorier)
Viftene er klassifisert ut fra egenskapene til deres tiltenkte bruksområde, nøyaktighetsklasser for avveining, samt anbefalte grenseverdier for vibrasjonsparametere. Viftens konstruksjon og formål er kriterier som gjør det mulig å klassifisere mange typer vifter i henhold til akseptable ubalanse verdier og vibrasjonsnivåer (BV-kategorier).
Tabell 1 viser kategoriene som viftene kan tilordnes basert på bruksforholdene, med tanke på tillatte ubalanseverdier og vibrasjonsnivåer. Viftekategorien bestemmes av produsenten.
Tabell 1 - Viftekategorier
| Søknadsbetingelser | Eksempler | Strømforbruk, kW | BV-kategori |
| Bolig- og kontorlokaler | Tak- og loftsvifter, vindusklimaanlegg | ≤ 0,15 | BV-1 |
| > 0,15 | BV-2 | ||
| Bygninger og landbrukslokaler | Vifter for ventilasjons- og klimaanlegg; Vifter i serieutstyr | ≤ 3,7 | BV-2 |
| > 3,7 | BV-3 | ||
| Industrielle prosesser og kraftproduksjon | Vifter i lukkede rom, gruver, transportbånd, kjeler, vindtunneler, gassrensesystemer | ≤ 300 | BV-3 |
| > 300 | se ISO 10816-3 | ||
| Transport, inkludert marine fartøyer | Vifter på lokomotiver, lastebiler og biler | ≤ 15 | BV-3 |
| > 15 | BV-4 | ||
| Tunneler | Vifter for ventilasjon av undergrunnsbaner, tunneler og garasjer | ≤ 75 | BV-3 |
| > 75 | BV-4 | ||
| Alle | BV-4 | ||
| Petrokjemisk produksjon | Vifter for fjerning av farlige gasser, og brukt i andre teknologiske prosesser | ≤ 37 | BV-3 |
| > 37 | BV-4 | ||
| Produksjon av databrikker | Vifter for å skape rene rom | Alle | BV-5 |
| Merknader
1 Denne standarden tar kun hensyn til vifter med effekt under 300 kW. Vibrasjonsvurderingen av vifter med større effekt er i henhold til ISO 10816-3. Elektriske motorer i standardserier kan imidlertid ha en nominell effekt på opptil 355 kW. Vifter med slike elektriske motorer bør aksepteres i henhold til denne standarden.
2 Tabell 1 gjelder ikke for lette aksialvifter med stor diameter (vanligvis fra 2800 til 12500 mm) og lav hastighet som brukes i varmevekslere, kjøletårn osv. Nøyaktighetsklassen for balansering for slike vifter bør være G16, og viftekategorien - BV-3
|
|||
Ved kjøp av individuelle rotorelementer (hjul eller løpehjul) for senere montering på viften, bør nøyaktighetsklassen for avbalansering av disse elementene (se tabell 2) følges, og ved kjøp av viften som helhet bør resultatene av vibrasjonstester på fabrikk (tabell 4) og vibrasjoner på stedet (tabell 5) også tas i betraktning. Vanligvis er det enighet om disse egenskapene, slik at valget av vifte kan gjøres basert på BV-kategorien.
Kategorien i tabell 1 er typisk for normal bruk av vifter, men i berettigede tilfeller kan kunden be om en vifte i en annen BV-kategori. Det anbefales å spesifisere viftens BV-kategori, avbalanseringsnøyaktighetsklasse og akseptable vibrasjonsnivåer i kontrakten om levering av utstyret.
Det kan inngås en separat avtale mellom kunden og produsenten om installasjonsforholdene for viften, slik at fabrikktestingen av den monterte viften tar hensyn til de planlagte installasjonsforholdene på driftsstedet. Hvis det ikke foreligger en slik avtale, er det ingen begrensninger på type underlag (stivt eller ettergivende) for fabrikktester.
Viftebalansering
Generelle bestemmelser
Vifteprodusenten er ansvarlig for balansering viftene i henhold til gjeldende forskrift. Denne standarden er basert på kravene i ISO 1940-1. Balanseringen utføres vanligvis på svært følsomme, spesialdesignede balanseringsmaskiner, noe som gjør det mulig å foreta en nøyaktig vurdering av gjenværende ubalanse.
Nøyaktighetsklasser for viftebalansering
Nøyaktighetsklassene for avbalansering av viftehjul brukes i henhold til tabell 2. Vifteprodusenten kan utføre balansering for flere elementer i sammenstillingen, som i tillegg til hjulet kan omfatte aksel, kobling, remskive osv. I tillegg kan det være behov for balansering av enkelte elementer i monteringen.
Tabell 2 - Nøyaktighetsklasser for balansering
|
Viftekategori
|
Nøyaktighetsklasse for avbalansering av rotor (hjul)
|
|
BV-1
|
G16
|
|
BV-2
|
G16
|
|
BV-3
|
G6.3
|
|
BV-4
|
G2.5
|
|
BV-5
|
G1.0
|
|
Merk: Vifter i kategori BV-1 kan omfatte små vifter som veier mindre enn 224 g, og som det er vanskelig å opprettholde den spesifiserte balanseringsnøyaktigheten for. I dette tilfellet bør ensartet massefordeling i forhold til viftens rotasjonsakse sikres ved hjelp av produksjonsteknologien.
|
|
Vibrasjonsmåling av vifter
Krav til måling
Generelle bestemmelser
Figur 1 – 4 viser noen mulige målepunkter og retninger på hvert viftelager. Verdiene gitt i tabell 4 gjelder målinger i retningen vinkelrett på rotasjonsaksen. Antall og plassering av målepunkter både for fabrikkprøver og målinger på stedet bestemmes etter produsentens skjønn eller ved avtale med kunden. Det anbefales å måle på lagrene til viftehjulsakselen (impelleren). Hvis dette ikke er mulig, bør sensoren installeres på et sted der den korteste mekaniske forbindelsen mellom den og lageret er sikret. Sensoren bør ikke monteres på uavstivede paneler, viftehuset, kapslingselementer eller andre steder som ikke er direkte knyttet til lageret (slike måleresultater kan brukes, men ikke for å vurdere viftens vibrasjonstilstand; de kan brukes for å få informasjon om vibrasjonen som overføres til kanalen eller fundamentet – se ISO 14695 (GOST 31351) og ISO 5348).
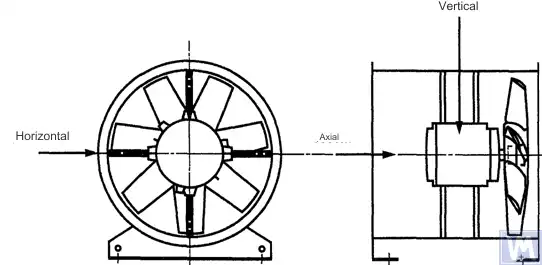
Figur 1. Plassering av en tre-koordinatsensor for en horisontalt montert aksialvifte
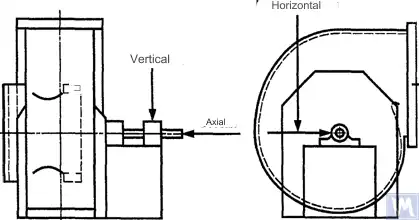
Figur 2. Plassering av en tre-koordinatsensor for en enkeltsugende radialvifte
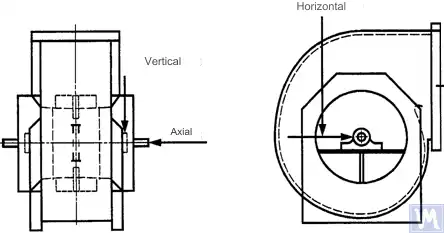
Figur 3. Plassering av en tre-koordinatsensor for en radialvifte med dobbelt sug
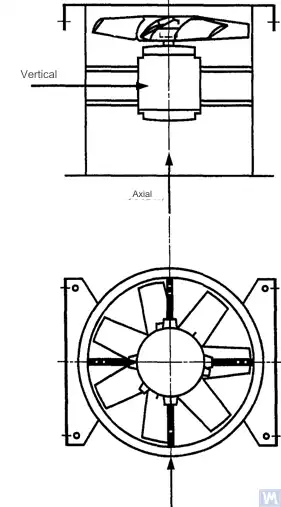
Figur 4. Plassering av en tre-koordinatsensor for en vertikalt montert aksialvifte
Målinger i horisontal retning skal utføres i rett vinkel i forhold til akselaksen. Målinger i vertikal retning skal utføres vinkelrett på den horisontale måleretningen og vinkelrett på vifteakselen. Målinger i lengderetningen skal utføres parallelt med akselaksen.
Målinger ved hjelp av treghetssensorer
Alle vibrasjonsverdier som er spesifisert i denne standarden, refererer til målinger utført ved hjelp av treghetssensorer, hvis signal gjengir lagerhusets bevegelse.
Sensorene som brukes kan enten være akselerometre eller hastighetssensorer. Det må legges særlig vekt på at sensorene festes på riktig måte: uten hull i underlaget, uten svingninger og resonanser. Størrelsen og massen på sensorene og festesystemet bør ikke være for stor for å unngå betydelige endringer i de målte vibrasjonene. Den totale feilen forårsaket av metoden for sensorinnfesting og kalibrering av målesystemet bør ikke overstige +/- 10% av den målte verdien.
Målinger ved hjelp av berøringsfrie sensorer
Etter avtale mellom brukeren og produsenten kan det fastsettes krav til maksimalt tillatt akselforskyvning (se ISO 7919-1) i glidelagre. De tilsvarende målingene kan utføres ved hjelp av berøringsfrie sensorer.
I dette tilfellet bestemmer målesystemet forskyvningen av akseloverflaten i forhold til lagerhuset. Det er åpenbart at den tillatte amplituden for forskyvninger ikke bør overstige verdien av lagerklaringen. Lagerspillets verdi avhenger av lagerets størrelse og type, belastningen (radial eller aksial) og måleretningen (noen lagerkonstruksjoner har et elliptisk hull, som gjør at spillet i horisontal retning er større enn i vertikal retning). De mange ulike faktorene som må tas i betraktning, gjør det ikke mulig å fastsette enhetlige grenser for akselforskyvning, men noen anbefalinger er presentert i tabell 3. Verdiene i tabellen representerer en prosentandel av den totale radiale klaringsverdien i lageret i hver retning.
Tabell 3 - Maksimal relativ forskyvning av akselen innenfor lageret
| Viftevibrasjonstilstand | Maksimal anbefalt forskyvning, prosent av klaringsverdien (langs en hvilken som helst akse) |
| Idriftsettelse/tilfredsstillende tilstand | Mindre enn 25% |
| Advarsel | +50% |
| Nedstengning | +70% |
| 1) Verdier for radiell og aksial klaring for et spesifikt lager bør innhentes fra leverandøren. | |
De oppgitte verdiene tar hensyn til “falske” forskyvninger av akseloverflaten. Disse “falske” forskyvningene vises i måleresultatene fordi, i tillegg til akselvibrasjonene, påvirker også mekanisk kast disse resultatene hvis akselen er bøyd eller ikke er helt rund. Ved bruk av en berøringsfri sensor vil måleresultatene også inkludere elektrisk kast, bestemt av de magnetiske og elektriske egenskapene til akselmaterialet ved målepunktet. Det antas at under igangkjøring og påfølgende normal drift av viften bør summen av mekanisk og elektrisk kast ved målepunktet ikke overstige den største av to verdier: 0,0125 mm eller 25 % av den målte forskyvningsverdien. Kast bestemmes ved å rotere akselen sakte (med en hastighet på 25 til 400 o/min), når effekten av krefter forårsaket av ubalanse på rotoren er ubetydelig. For å oppfylle den fastsatte toleransen for kast kan det være nødvendig med ekstra maskinering av akselen. Berøringsfrie sensorer bør om mulig monteres direkte på lagerhuset.
De angitte grenseverdiene gjelder kun for en vifte som er i drift i nominell modus. Hvis viften er konstruert slik at den kan kjøres med variabel rotasjonshastighet, er det mulig med høyere vibrasjonsnivåer ved andre hastigheter på grunn av den uunngåelige påvirkningen fra resonanser.
Hvis viften er konstruert slik at det er mulig å endre vingeposisjonene i forhold til luftstrømmen ved inntaksporten, bør de angitte verdiene brukes for forhold med helt åpne vinger. Det bør bemerkes at luftstrømsstall, spesielt merkbart ved store bladvinkler i forhold til inntaksluftstrømmen, kan føre til økte vibrasjonsnivåer.
Viftestøttesystem
Vibrasjonstilstanden til viftene etter installasjon bestemmes ved å ta hensyn til støttens stivhet. En støtte anses som stiv hvis den første naturlige frekvensen til "vifte - støtte" -systemet overstiger rotasjonshastigheten. Vanligvis kan støtten betraktes som stiv når den er montert på store betongfundamenter, og når den er montert på vibrasjonsisolatorer - kompatibel. En stålramme, som ofte brukes til montering av vifter, kan tilhøre en av de to støttetypene. Hvis man er i tvil om hvilken type viftestøtte som skal brukes, kan man utføre beregninger eller tester for å bestemme systemets første egenfrekvens. I noen tilfeller bør viftestøtten betraktes som stiv i én retning og ettergivende i en annen.
Grenser for tillatte vibrasjoner i viftene under fabrikktester
Grensevibrasjonsnivåene i tabell 4 gjelder for monterte vifter. De er relatert til smalbåndsvibrasjonshastighetsmålinger ved lagerstøtter for den rotasjonsfrekvensen som brukes under fabrikktester.
Tabell 4 - Grenseverdier for vibrasjoner under fabrikktester
| Viftekategori | Grenseverdi RMS Vibrasjonshastighet, mm/s | |
| Stiv støtte | Kompatibel støtte | |
| BV-1 | 9.0 | 11.2 |
| BV-2 | 3.5 | 5.6 |
| BV-3 | 2.8 | 3.5 |
| BV-4 | 1.8 | 2.8 |
| BV-5 | 1.4 | 1.8 |
| Merknader
1 Reglene for omregning av vibrasjonshastighetsenheter til forskyvnings- eller akselerasjonsenheter for smalbåndsvibrasjoner er spesifisert i Vedlegg A.
2 Verdiene i denne tabellen gjelder for nominell belastning og nominell rotasjonsfrekvens for viften i driftsmodus med åpne innløpslameller. Grenseverdiene for andre belastningsforhold bør avtales mellom produsenten og kunden, men det anbefales at de ikke overskrider tabellverdiene med mer enn 1,6 ganger.
|
||
Grenser for tillatte vibrasjoner i vifter under testing på stedet
Vibrasjonen i en vifte på driftsstedet avhenger ikke bare av balanseringskvaliteten. Faktorer knyttet til installasjonen, som støttesystemets masse og stivhet, vil også ha innvirkning. Vifteprodusenten er derfor ikke ansvarlig for viftens vibrasjonsnivå på driftsstedet, med mindre dette er spesifisert i kontrakten.
Tabell 5 viser anbefalte grenseverdier (i vibrasjonshastighetsenheter for bredbåndsvibrasjoner på lagerhus) for normal drift av vifter i ulike kategorier.
Tabell 5 - Grenseverdier for vibrasjoner på driftsstedet
| Viftevibrasjonstilstand | Viftekategori | Grenseverdi RMS Vibrasjonshastighet, mm/s | |
| Stiv støtte | Kompatibel støtte | ||
| Idriftsettelse | BV-1 | 10 | 11.2 |
| BV-2 | 5.6 | 9.0 | |
| BV-3 | 4.5 | 6.3 | |
| BV-4 | 2.8 | 4.5 | |
| BV-5 | 1.8 | 2.8 | |
| Advarsel | BV-1 | 10.6 | 14.0 |
| BV-2 | 9.0 | 14.0 | |
| BV-3 | 7.1 | 11.8 | |
| BV-4 | 4.5 | 7.1 | |
| BV-5 | 4.0 | 5.6 | |
| Nedstengning | BV-1 | __1) | __1) |
| BV-2 | __1) | __1) | |
| BV-3 | 9.0 | 12.5 | |
| BV-4 | 7.1 | 11.2 | |
| BV-5 | 5.6 | 7.1 | |
| 1) Avstengningsnivået for vifter i kategoriene BV-1 og BV-2 fastsettes på grunnlag av langtidsanalyser av vibrasjonsmålinger. | |||
Vibrasjonsnivået på nye vifter som tas i bruk, bør ikke overstige "idriftsettingsnivået". Etter hvert som viften er i drift, forventes vibrasjonsnivået å øke på grunn av slitasjeprosesser og den kumulative effekten av påvirkningsfaktorer. En slik økning i vibrasjon er vanligvis naturlig og bør ikke gi grunn til bekymring før den når "advarselsnivået".
Når vibrasjonsnivået "advarsel" er nådd, er det nødvendig å undersøke årsakene til de økte vibrasjonene og finne tiltak for å redusere dem. Viftedrift i denne tilstanden bør overvåkes kontinuerlig og begrenses til den tiden det tar å identifisere tiltak for å eliminere årsakene til de økte vibrasjonene.
Hvis vibrasjonsnivået når "shutdown"-nivået, må det umiddelbart iverksettes tiltak for å eliminere årsakene til de økte vibrasjonene, ellers bør viften stoppes. Hvis man venter med å bringe vibrasjonsnivået ned til et akseptabelt nivå, kan det føre til lagerskader, sprekker i rotoren og i sveisepunktene på viftehuset, noe som i siste instans kan føre til at viften ødelegges.
Når viftens vibrasjonstilstand skal vurderes, er det viktig å overvåke endringer i vibrasjonsnivået over tid. En plutselig endring i vibrasjonsnivået indikerer at det er behov for umiddelbar inspeksjon og vedlikehold av viften. Ved overvåking av vibrasjonsendringer bør man ikke ta hensyn til overgangsprosesser som for eksempel skyldes utskifting av smøremidler eller vedlikeholdsprosedyrer.
Påvirkning av monteringsprosedyren
I tillegg til hjulene inneholder viftene andre roterende elementer som kan påvirke viftens vibrasjonsnivå: drivremskiver, reimer, koblinger, motorrotorer eller andre drivanordninger. Hvis bestillingsbetingelsene krever levering av viften uten drivanordning, kan det være upraktisk for produsenten å utføre monteringstester for å bestemme vibrasjonsnivået. Selv om produsenten har balansert viftehjulet, er det i slike tilfeller ikke sikkert at viften vil gå jevnt før vifteakselen er koblet til drivverket og hele maskinen er testet for vibrasjoner under idriftsettelsen.
Etter montering er det vanligvis nødvendig med ytterligere balansering for å redusere vibrasjonsnivået til et akseptabelt nivå. For alle nye vifter i kategoriene BV-3, BV-4 og BV-5 anbefales det å måle vibrasjonene for den monterte maskinen før idriftsettelse. Dette vil etablere et referansegrunnlag og skissere videre vedlikeholdstiltak.
Vifteprodusentene er ikke ansvarlige for vibrasjonspåvirkningen fra drivdeler som er installert etter fabrikktesting.
Verktøy for vibrasjonsmåling og kalibrering
Verktøy for måling
Måleverktøyene og avbalanseringsmaskinene som brukes, må være verifisert og oppfylle kravene til oppgaven. Intervallet mellom verifiseringene bestemmes av produsentens anbefalinger for måleverktøyene (testverktøyene). Måleverktøyenes tilstand må sikre at de fungerer normalt i hele testperioden.
Personell som arbeider med måleverktøy, må ha tilstrekkelig kompetanse og erfaring til å oppdage eventuelle feil og kvalitetsforringelser på måleverktøyene.
Kalibrering
Alle måleverktøy må kalibreres i henhold til standarder. Kompleksiteten i kalibreringsprosedyren kan variere fra en enkel fysisk inspeksjon til kalibrering av hele systemet. Korrigerende masser som brukes til å bestemme restubalansen i henhold til ISO 1940-1, kan også brukes til kalibrering av måleverktøy.
Dokumentasjon
Balansering
På forespørsel, og hvis det er fastsatt i kontraktsvilkårene, kan kunden få utlevert en rapport om viftereguleringstesten, som anbefales å inneholde følgende informasjon:
- Navn på produsenten av balanseringsmaskinen, modellnummer;
- Type rotorinstallasjon: mellom støtter eller utkraget;
- Balanseringsmetode: statisk eller dynamisk;
- Massen til de roterende delene av rotorenheten;
– Gjenværende ubalanse i hver korreksjonsplan (bruk vår restubalansekalkulator (ISO 21940-11) for å fastsette tillatte verdier);
- Tillatt restubalanse i hvert korreksjonsplan;
- Balanserende nøyaktighetsklasse;
- Akseptkriterier: akseptert/avvist;
- Balanseringssertifikat (om nødvendig).
- Navn på produsenten av balanseringsmaskinen, modellnummer;
- Type rotorinstallasjon: mellom støtter eller utkraget;
- Balanseringsmetode: statisk eller dynamisk;
- Massen til de roterende delene av rotorenheten;
– Gjenværende ubalanse i hver korreksjonsplan (bruk vår restubalansekalkulator (ISO 21940-11) for å fastsette tillatte verdier);
- Tillatt restubalanse i hvert korreksjonsplan;
- Balanserende nøyaktighetsklasse;
- Akseptkriterier: akseptert/avvist;
- Balanseringssertifikat (om nødvendig).
Vibrasjoner
På forespørsel, og hvis det er fastsatt i kontraktsvilkårene, kan kunden få utlevert en rapport om viftens vibrasjonstest, og det anbefales at denne inneholder følgende informasjon:
- Måleverktøy som brukes;
- Metode for feste av vibrasjonssensor;
- Viftens driftsparametere (luftstrøm, trykk, effekt);
- Viftens rotasjonsfrekvens;
- Støttetype: stiv eller ettergivende;
- Målt vibrasjon:
1) Vibrasjonssensorens posisjoner og måleakser,
2) Måleenheter og referansenivåer for vibrasjoner,
3) Målefrekvensområde (smalt eller bredt frekvensbånd);
- Tillatte vibrasjonsnivå(er);
- Målt vibrasjonsnivå(er);
- Akseptkriterier: akseptert/avvist;
- Sertifikat for vibrasjonsnivå (om nødvendig).
- Måleverktøy som brukes;
- Metode for feste av vibrasjonssensor;
- Viftens driftsparametere (luftstrøm, trykk, effekt);
- Viftens rotasjonsfrekvens;
- Støttetype: stiv eller ettergivende;
- Målt vibrasjon:
1) Vibrasjonssensorens posisjoner og måleakser,
2) Måleenheter og referansenivåer for vibrasjoner,
3) Målefrekvensområde (smalt eller bredt frekvensbånd);
- Tillatte vibrasjonsnivå(er);
- Målt vibrasjonsnivå(er);
- Akseptkriterier: akseptert/avvist;
- Sertifikat for vibrasjonsnivå (om nødvendig).
METODER FOR BALANSERING AV VIFTER PÅ EN BALANSERINGSMASKIN
B.1. Vifte med direkte drivverk
B.1.1. Generelle bestemmelser
Viftehjulet, som monteres direkte på motorakselen under monteringen, skal balanseres etter samme regel for å ta hensyn til kilesporseffekten som for motorakselen.
Motorer fra tidligere produksjonsår kunne være balansert med full not. I dag balanseres motoraksler med halv not, slik ISO 8821 foreskriver (adoptert som GOST 31322), og merkes med bokstaven H (se ISO 8821).
B.1.2. Motorer balansert med fullt kilespor
Viftehjulet, som er montert på motorakselen balansert med fullt kilespor, skal balanseres uten kile på en konisk dorn.
B.1.3. Motorer balansert med halvt kilespor
For viftehjulet som er montert på motorakselen balansert med halvt kilespor, er følgende alternativer mulige:
a) Hvis hjulet har et stålnav, skjærer du et kilespor i det etter balansering;
b) balanser på en konisk dorn med en halvkile satt inn i kilesporet;
c) balanser på en dorn med ett eller flere kilespor (se B.3), ved bruk av hele kiler.
a) Hvis hjulet har et stålnav, skjærer du et kilespor i det etter balansering;
b) balanser på en konisk dorn med en halvkile satt inn i kilesporet;
c) balanser på en dorn med ett eller flere kilespor (se B.3), ved bruk av hele kiler.
B.2. Vifter drevet av en annen aksel
Der det er mulig, bør alle roterende elementer, inkludert vifteakselen og remskiven, balanseres som en enkelt enhet. Hvis dette ikke er praktisk mulig, bør balanseringen utføres på en dorn (se B.3) ved å bruke samme regel for kilespor som for akselen.
B.3. Dorn
Dornen som viftehjulet er montert på under balansering, må oppfylle følgende krav:
a) være så lett som mulig;
b) være i en balansert tilstand, noe som sikres gjennom passende vedlikehold og regelmessige inspeksjoner;
c) fortrinnsvis være konisk for å redusere feil forbundet med eksentrisitet, som følge av toleransene i navhullet og dornens dimensjoner. Hvis dornen er konisk, bør korreksjonsplanenes faktiske posisjon i forhold til lagrene tas med i ubalanseberegningene.
a) være så lett som mulig;
b) være i en balansert tilstand, noe som sikres gjennom passende vedlikehold og regelmessige inspeksjoner;
c) fortrinnsvis være konisk for å redusere feil forbundet med eksentrisitet, som følge av toleransene i navhullet og dornens dimensjoner. Hvis dornen er konisk, bør korreksjonsplanenes faktiske posisjon i forhold til lagrene tas med i ubalanseberegningene.
Hvis det er nødvendig å bruke en sylindrisk dorn, bør den ha et kilespor som det settes inn en hel kil i for å overføre dreiemomentet fra doren til viftehjulet.
Et annet alternativ er å skjære to kilespor i hver sin ende av akseldiameteren, slik at man kan bruke den omvendte balanseringsmetoden. Denne metoden innebærer følgende trinn. Først måles hjulets ubalanse ved å sette inn en hel kile i det ene kilesporet og en halvkile i det andre. Deretter roteres hjulet 180° i forhold til dornen, og ubalansen måles på nytt. Forskjellen mellom de to ubalanseverdiene skyldes restubalansen i dornen og universalleddet. For å finne rotorens sanne ubalanseverdi tar du halvparten av differansen mellom disse to målingene.
KILDER TIL VIBRASJONER I VIFTEN
Det finnes mange kilder til vibrasjoner i viften, og vibrasjoner ved visse frekvenser kan være direkte knyttet til spesifikke konstruksjonsdetaljer ved maskinen. I dette vedlegget omtales kun de vanligste vibrasjonskildene som observeres i de fleste typer vifter. Den generelle regelen er at enhver løshet i støttesystemet fører til en forverring av viftens vibrasjonstilstand.
Ubalanse i viften
Dette er den viktigste årsaken til vibrasjoner i viften; det kjennetegnes ved at det forekommer en vibrasjonskomponent ved rotasjonsfrekvensen (første harmonisk). Årsaken til ubalansen er at den roterende massens akse er eksentrisk eller vinklet i forhold til rotasjonsaksen. Dette kan skyldes ujevn massefordeling, summen av toleranser på dimensjonene til navhullet og akselen, bøyning av akselen eller en kombinasjon av disse faktorene. Vibrasjoner forårsaket av ubalansen virker hovedsakelig i radial retning.
Midlertidig bøying av akselen kan skyldes ujevn mekanisk oppvarming - på grunn av friksjon mellom roterende og stasjonære elementer - eller av elektrisk natur. Permanent bøying kan skyldes endringer i materialegenskaper eller feil innretting av akselen og viftehjulet når viften og motoren er montert hver for seg.
Under drift kan ubalansen i viftehjulet øke på grunn av partikkelavsetning fra luften. Ved drift i et aggressivt miljø kan ubalansen skyldes ujevn erosjon eller korrosjon av hjulet.
Ubalanse kan korrigeres ved ytterligere balansering i de aktuelle planene, men før balanseringsprosedyren utføres, bør kildene til ubalanse identifiseres og elimineres, og maskinens vibrasjonsstabilitet kontrolleres.
Feiljustering av vifte og motor
Denne feilen kan oppstå når motor- og vifteakselen er koblet sammen via et remdrev eller en fleksibel kobling. Feilinnretting kan noen ganger identifiseres ved hjelp av karakteristiske vibrasjonsfrekvenskomponenter, vanligvis den første og andre harmoniske av rotasjonsfrekvensen. Ved parallellforskyvning av akslene oppstår det primært vibrasjoner i radial retning, mens langsgående vibrasjoner kan bli dominerende hvis akslene krysser hverandre i en vinkel.
Hvis akslene er koblet i vinkel og det brukes stive koblinger, begynner vekselkreftene å virke i maskinen, noe som fører til økt slitasje på aksler og koblinger. Denne effekten kan reduseres betydelig ved å bruke fleksible koblinger.
Viftevibrasjoner på grunn av aerodynamisk eksitasjon
Vibrasjonspåvirkning kan skyldes samspillet mellom viftehjulet og faste deler av konstruksjonen, som for eksempel ledeskovler, motor eller lagerstøtter, feil innstillede avstandsverdier eller feil utformede inn- og utløpsstrukturer. Et karakteristisk trekk ved disse kildene er forekomsten av periodiske vibrasjoner som følger hjulets rotasjonsfrekvens, på bakgrunn av tilfeldige svingninger i samspillet mellom viftebladene og luften. Vibrasjoner kan observeres ved harmoniske svingninger i bladfrekvensen, som er produktet av hjulets rotasjonsfrekvens og antall hjulblader.
Aerodynamisk ustabilitet i luftstrømmen, forårsaket av at luftstrømmen løsner fra bladoverflaten og påfølgende virveldannelse, forårsaker bredbåndsvibrasjoner, der spekterformen endres avhengig av viftens belastning.
Aerodynamisk støy kjennetegnes ved at den ikke er relatert til hjulets rotasjonsfrekvens og kan oppstå ved subharmoniske frekvenser av rotasjonsfrekvensen (dvs. ved frekvenser under rotasjonsfrekvensen). I dette tilfellet kan man observere betydelige vibrasjoner i viftehuset og kanalene.
Hvis viftens aerodynamiske system er dårlig tilpasset egenskapene, kan det oppstå skarpe støt i det. Disse støtene er lette å høre og overføres som impulser til viftens støttesystem.
Hvis de ovennevnte årsakene fører til vibrasjoner i vingene, kan vibrasjonens natur undersøkes ved å installere sensorer i ulike deler av konstruksjonen.
Vibrasjoner i viftene på grunn av virvler i oljesjiktet
Virvler som kan oppstå i smøresjiktet i glidelagre, observeres ved en karakteristisk frekvens som ligger litt under rotorens rotasjonsfrekvens, med mindre viften opererer med en hastighet som overstiger den første kritiske. I sistnevnte tilfelle vil oljekileinstabilitet observeres ved den første kritiske hastigheten, og noen ganger kalles denne effekten for resonansvirvel.
Kilder til viftevibrasjoner av elektrisk opprinnelse
Ujevn oppvarming av motorrotoren kan føre til at den bøyes, noe som fører til ubalanse (som viser seg ved den første harmoniske).
Når det gjelder en asynkronmotor, indikerer tilstedeværelsen av en komponent med en frekvens lik rotasjonsfrekvensen multiplisert med antall rotorplater defekter relatert til statorplatene, og omvendt indikerer komponenter med en frekvens lik rotasjonsfrekvensen multiplisert med antall rotorplater defekter relatert til rotorplatene.
Mange vibrasjonskomponenter av elektrisk art kjennetegnes ved at de forsvinner umiddelbart når strømforsyningen slås av.
Viftevibrasjoner på grunn av eksitasjon fra remdrift
Det finnes generelt to typer problemer knyttet til remdrift: når driften påvirkes av eksterne feil, og når feilen ligger i selve remmen.
I det første tilfellet vibrerer remmen, men dette skyldes krefter fra andre kilder, slik at utskifting av remmen ikke vil gi de ønskede resultatene. Vanlige kilder til slike krefter er ubalanse i drivsystemet, eksentrisitet i remskiven, feiljustering og løse mekaniske forbindelser. Før remmene skiftes ut, bør det derfor utføres en vibrasjonsanalyse for å identifisere eksitasjonskilden.
Hvis reimene reagerer på ytre tvangskrefter, vil vibrasjonsfrekvensen sannsynligvis være den samme som eksitasjonsfrekvensen. I dette tilfellet kan eksitasjonsfrekvensen bestemmes ved hjelp av en stroboskopisk lampe, som justeres slik at remmen ser stasjonær ut i lampens lys.
Ved flerreimsdrift kan ulik remspenning føre til en betydelig økning i vibrasjonene som overføres.
I tilfeller der vibrasjonskilden er selve remmen, er det snakk om fysiske defekter: sprekker, harde og myke flekker, smuss på removerflaten, manglende materiale på overflaten osv. For kilereimer vil endringer i bredden føre til at remmen beveger seg opp og ned på remskivebanen, noe som skaper vibrasjoner på grunn av endret remspenning.
Hvis vibrasjonskilden er selve remmen, er vibrasjonsfrekvensene vanligvis harmoniske av remmens rotasjonsfrekvens. I et spesifikt tilfelle vil eksitasjonsfrekvensen avhenge av defektens art og antall remskiver, inkludert strammere.
I noen tilfeller kan vibrasjonsamplituden være ustabil. Dette gjelder spesielt for flerreimsmotorer.
Mekaniske og elektriske defekter er kilder til vibrasjoner, som deretter omdannes til luftbåren støy. Mekanisk støy kan være forbundet med ubalanse i vifter eller motorer, lagerstøy, aksejustering, vibrasjoner i kanalvegger og huspaneler, vibrasjoner i spjeldblad, vibrasjoner i spjeldblad, spjeld, rør og støtter, samt overføring av mekaniske vibrasjoner gjennom konstruksjonen. Elektrisk støy er relatert til ulike former for elektrisk energiomforming: 1) Magnetiske krefter bestemmes av den magnetiske flukstettheten, antall og form på polene og luftgapets geometri. 2) Tilfeldig elektrisk støy bestemmes av børster, lysbuer, elektriske gnister osv.
Aerodynamisk støy kan være forbundet med virveldannelse, trykkpulsasjoner, luftmotstand osv., og kan være både bred- og smalbåndet. Bredbåndsstøy kan forårsakes av: a) skovler, spjeld og andre hindringer i luftstrømmen; b) vifterotasjon som helhet, remmer, spalter osv.; c) plutselige endringer i luftstrømmens retning eller kanaltverrsnitt, forskjeller i strømningshastigheter, strømningsseparasjon på grunn av grenseeffekter, strømningskompresjonseffekter, osv. Smalbåndsstøy kan forårsakes av: a) resonanser (orgelpipeeffekt, strengevibrasjoner, panel- og strukturelementvibrasjoner osv.); b) virveldannelse på skarpe kanter (luftsøyleeksitasjon); c) rotasjoner (sireneeffekt, slisser, hull, spalter på roterende deler).
Støt som oppstår ved kontakt mellom ulike mekaniske elementer i konstruksjonen, produserer støy som ligner på lyden fra et hammerslag, tordenskrall, resonans fra en tom kasse osv. Slaglyder kan høres fra tannhjulsslag og slag fra defekte reimer. Slagimpulser kan være så flyktige at det er nødvendig med spesielt høyhastighetsopptaksutstyr for å skille periodiske slagimpulser fra forbigående prosesser. I området der mange slagimpulser oppstår, skaper overlagringen av toppene en konstant brummeffekt.
Vibrasjonens avhengighet av type viftestøtte
Riktig valg av viftestøtte eller fundamentdesign er nødvendig for at viften skal fungere jevnt og problemfritt. For å sikre at de roterende komponentene står på linje når viften, motoren og andre drivenheter installeres, brukes en stålramme eller et fundament av armert betong. Noen ganger fører et forsøk på å spare på støttekonstruksjonen til at det ikke er mulig å opprettholde den nødvendige justeringen av maskinkomponentene. Dette er spesielt uakseptabelt når vibrasjoner er følsomme for endringer i innrettingen, særlig for maskiner som består av separate deler som er forbundet med metallfester.
Fundamentet som understellet er lagt på, kan også påvirke viftens og motorens vibrasjoner. Hvis fundamentets egenfrekvens ligger nær viftens eller motorens rotasjonsfrekvens, vil fundamentet gi resonans under viftedrift. Dette kan påvises ved å måle vibrasjoner på flere punkter i fundamentet, gulvet rundt og viftestøttene. Under resonansforhold er ofte den vertikale vibrasjonskomponenten betydelig større enn den horisontale. Vibrasjonene kan dempes ved å gjøre fundamentet stivere eller øke massen. Selv om ubalanse og forskyvning elimineres, slik at man kan redusere pådrivskreftene, kan det fortsatt være betydelige vibrasjonsforhold. Dette betyr at hvis viften, sammen med underlaget, er nær resonans, vil det å oppnå akseptable vibrasjonsverdier kreve mer presis balansering og mer nøyaktig akseloppretting enn det som vanligvis kreves for slike maskiner. En slik situasjon er uønsket og bør unngås ved å øke massen og/eller stivheten til støtten eller betongblokken.
Veiledning for tilstandsovervåking og diagnostikk av vibrasjoner
Hovedprinsippet for tilstandsovervåking av maskinvibrasjoner (heretter kalt tilstand) er å observere resultatene av riktig planlagte målinger for å identifisere en trend med økende vibrasjonsnivåer og vurdere den med tanke på potensielle problemer. Overvåking er aktuelt i situasjoner der skader utvikler seg langsomt, og mekanismens tilstandsforverring manifesterer seg gjennom målbare fysiske tegn.
Vibrasjoner i viftene som følge av fysiske defekter kan overvåkes med bestemte intervaller, og når en økning i vibrasjonsnivået oppdages, kan observasjonsfrekvensen økes, og en detaljert tilstandsanalyse kan gjennomføres. I dette tilfellet kan årsakene til vibrasjonsendringer identifiseres basert på vibrasjonsfrekvensanalyse, noe som gjør det mulig å bestemme nødvendige tiltak og planlegge gjennomføringen av dem lenge før skaden blir alvorlig. Vanligvis anses tiltak som nødvendige når vibrasjonsnivået øker med 1,6 ganger eller med 4 dB sammenlignet med basislinjenivået.
Tilstandsovervåkingsprogrammet består av flere trinn, som kort kan formuleres som følger:
- a) Identifiser viftens tilstand og fastsett vibrasjonsnivået (det kan avvike fra det nivået som ble oppnådd under fabrikktestene på grunn av ulike installasjonsmetoder osv;)
- b) velg målepunkter for vibrasjoner;
- c) bestemme observasjons- (måle-) frekvensen;
- d) etablere prosedyren for registrering av informasjon;
- e) fastsette kriterier for vurdering av viftens vibrasjonstilstand, grenseverdier for absolutte vibrasjoner og vibrasjonsendringer, oppsummere erfaringene med drift av lignende maskiner.
Siden viftene vanligvis fungerer uten problemer ved hastigheter som ikke nærmer seg de kritiske, bør ikke vibrasjonsnivået endre seg vesentlig ved små hastighets- eller belastningsendringer, men det er viktig å merke seg at når viften opererer med variabel rotasjonshastighet, gjelder de fastsatte vibrasjonsgrenseverdiene for den maksimale driftshastigheten. Hvis den maksimale rotasjonshastigheten ikke kan nås innenfor den fastsatte vibrasjonsgrensen, kan dette tyde på at det foreligger et alvorlig problem som krever en spesiell undersøkelse.
Noen av de diagnostiske anbefalingene i Vedlegg C er basert på erfaring med viftedrift og er ment for sekvensiell anvendelse ved analyse av årsakene til økt vibrasjon.
For å vurdere vibrasjonene i en spesifikk vifte kvalitativt og fastsette retningslinjer for videre tiltak, kan man bruke vibrasjonssoneavgrensningene som er fastsatt i ISO 10816-1.
Det forventes at vibrasjonsnivåene for nye vifter vil ligge under grenseverdiene som er angitt i tabell 3. Disse verdiene tilsvarer grensen til sone A for vibrasjonstilstanden i henhold til ISO 10816-1. Anbefalte verdier for advarsels- og avstengningsnivåer er etablert basert på analyse av informasjon som er samlet inn om spesifikke viftetyper.
INFORMASJON OM SAMSVAR
INTERNASJONALE STANDARDER SOM BRUKES SOM NORMATIVE REFERANSER I DENNE STANDARDEN
Tabell H.1
|
Utpeking av den mellomstatlige referansestandarden
|
Betegnelse og tittel på den internasjonale referansestandarden og den betingede betegnelsen på dens grad av samsvar med den mellomstatlige referansestandarden
|
|
GOST ISO 1940-1-2007
|
ISO 1940-1:1986. Vibrasjoner. Krav til avbalanseringskvalitet for stive rotorer. Del 1. Bestemmelse av tillatt ubalanse (IDT)
|
|
GOST ISO 5348-2002
|
ISO 5348:1999. Vibrasjon og støt. Mekanisk montering av akselerometre (IDT)
|
|
GOST ISO 7919-1-2002
|
ISO 7919-1:1996. Vibrasjoner i ikke-roterende maskiner. Målinger på roterende aksler og kriterier for evaluering. Del 1. Generelle retningslinjer (IDT)
|
|
GOST ISO 10816-1-97
|
ISO 10816-1:1995. Vibrasjoner. Evaluering av maskinens tilstand ved vibrasjonsmålinger på ikke-roterende deler. Del 1. Generelle retningslinjer (IDT)
|
|
GOST ISO 10816-3-2002
|
ISO 10816-3:1998. Vibrasjoner. Evaluering av maskinens tilstand ved vibrasjonsmålinger på ikke-roterende deler. Del 3. Industrimaskiner med en nominell effekt på mer enn 15 kW og nominelle hastigheter på 120 til 15000 o/min, in-situ-målinger (IDT)
|
|
GOST 10921-90
|
ISO 5801:1997. Industrielle vifter. Ytelsestesting ved bruk av standardiserte kanaler (NEQ)
|
|
GOST 19534-74
|
ISO 1925:2001. Vibrasjoner. Balansering. Vokabular (NEQ)
|
|
GOST 24346-80
|
ISO 2041:1990. Vibrasjoner og støt. Vokabular (NEQ)
|
|
GOST 31322-2006 (ISO 8821:1989)
|
ISO 8821:1989. Vibrasjoner. Balansering. Retningslinjer for å ta hensyn til kilesporseffekten ved balansering av aksler og påmonterte deler (MOD)
|
|
GOST 31351-2007 (ISO 14695:2003)
|
ISO 14695:2003. Industrielle vifter. Metoder for vibrasjonsmåling (MOD)
|
|
Merk: Følgende betingede betegnelser for standardens samsvarsgrad er brukt i denne tabellen: IDT - identiske standarder;
|
|
0 Comments