Balansering av knuser: Den profesjonelle guiden til dynamisk vibrasjonskontroll
Presisjonsdynamisk balansering er den mest effektive måten å forhindre katastrofale lagerfeil og redusere industrielle vedlikeholdskostnader. Ved å eliminere parasittiske sentrifugalkrefter, balansering av knuser forlenger utstyrets levetid med 3–5 ganger og reduserer reparasjonskostnadene med opptil 80%. Denne veiledningen beskriver de tekniske prinsippene og feltprosedyrene for balansering av knusere, møller og roterende maskiner med høy belastning ved hjelp av Balanset-1A vibrasjonsanalysator.







Teknisk oversikt og viktige punkter
På et blikk
- Omfang: Industriell balansering av knuser (kjeve, kjegle, slag, hammer), møllebalansering (kule, rulle, sliping), shreddere og høyhastighetsblandere.
- Kjerneproblem: Statiske "knivkant"-kontroller mangler parubalanse. Spinnende rotorer genererer periodiske krefter med 1× rotasjonsfrekvens som fremskynder utmattelse og løsner strukturelle festemidler.
- Teknisk løsning: To-plan dynamisk balansering på stedet (balansering i originale lagre) ved hjelp av beregning av påvirkningskoeffisient.
- Prestasjonsmål: Oppnå balansekvalitetsgrad ISO 1940 G6.3 og redusere vibrasjonene under 4,5 mm/s (ISO 10816).

Balansering av knuser: Tekniske konsekvenser for pålitelighet og kostnader
Viktig fakta
En ubalanse på bare 100 g på en knuserrotor som roterer med 1500 o/min, skaper en sentrifugalkraft som tilsvarer omtrent 50 hammerslag per sekund på lagrene. Denne konstante slagkraften forringer raskt lagerets integritet og kan føre til katastrofale feil.
Viktigheten av riktig balansering
Selv en liten ubalanse kan ha dramatiske effekter på tungt maskineri. For eksempel kan bare 100 gram ubalanse på en knuserrotor generere en slagkraft som tilsvarer 50 hammerslag per sekund på lagrene. Disse konstante slagkreftene fører til overdreven slitasje. Faktisk betyr forsømmelse av balansen at lagrene kanskje bare varer i 5–10 tusen timer, og vedlikeholdskostnadene kan skyte i været (f.eks. $50–100k per år i reparasjoner). Derimot kan en godt balansert maskin få lagrene til å vare i 30–50 000 timer og redusere reparasjonskostnadene med så mye som 50–80%. Reduserte vibrasjoner forbedrer også energieffektiviteten (5–15% mindre strømforbruk) og minimerer uplanlagt driftsstans. Enkelt sagt forlenger balansering av rotorer utstyrets levetid, sparer penger og bidrar til å forhindre ulykker.
Balansering av knusere og møller er obligatoriske vedlikeholdsprosedyrer for tungt roterende utstyr. Den dynamiske belastningen fra ubalansen avhenger ikke av rotorens totale masse, men av ubalanse (tilsvarende ubalanse masse og radius). Et nyttig estimat er F ≈ mu · r · ω², hvor ω = 2πn/60. Ved 1000 o/min (ω ≈ 105 rad/s) gir en ubalans på 1 kg ved en radius på 1 m en kraft på ca. 11 kN (~1,1 tonn). “Flere tonn” periodisk kraft vil kreve flere kg·m ubalansering (f.eks. 10 kg ved 0,3 m ≈ 3 kg·m gir ~33 kN ≈ 3,3 tonn kraft). Belastningen er periodisk ved rotasjonsfrekvensen (1000 o/min ≈ 16,7 Hz), så konsekvensene kan eskalere gradvis:
- Innledende fase: Økte støy- og vibrasjonsnivåer
- Mellomtrinn: Lagerets levetid reduseres fra 30 000–50 000 timer til 5000–10 000 timer.
- Avansert stadium: Løse festemidler, utmattingssprekker i sveiser, strukturelle skader
- Siste fase: Katastrofal feil med sikkerhetsrisiko og langvarig driftsstans
Økonomiske tap fra drift av ubalansert utstyr beløper seg til 50 000–100 000 euro årlig bare i reparasjoner og reservedeler, pluss 10–15 dager med uplanlagt driftsstans og 5–15% overskuddsforbruk av energi.
Statisk vs dynamisk balansering: Viktige forskjeller
Det er viktig å forstå forskjellen mellom statisk og dynamisk balansering for å kunne velge riktig metode.
Statisk balansering
Statisk balansering korrigerer forskyvningen av tyngdepunktet fra rotasjonsaksen. Dette er tilstrekkelig for skiveformede rotorer hvor diameteren overstiger bredden med 7–10 ganger (L/D < 0,25) og hastigheter under 800 o/min. Statisk ubalans kan oppdages uten rotasjon – den tunge siden legger seg nedover på knivkantstøtter.
Dynamisk balansering
Dynamisk balansering korrigerer både statisk ubalanse og momentubalanse. Det er obligatorisk for alle langstrakte rotorer hvor bredden overstiger 30% av diameteren. Det kritiske punktet: en statisk balansert rotor kan ha betydelig dynamisk ubalanse. To ubalanserte hamre på motsatte ender av rotoren, 180° fra hverandre, skaper et bøymoment under rotasjon til tross for at den statiske balansen er oppfylt.
Hvorfor statisk balansering “på kniver” ikke er tilstrekkelig
En tradisjonell måte å sjekke balansen på er den statiske “knivkantmetoden” – å plassere en rotor på knivkantskinner eller prismestativer med lav friksjon for å se om et tungt punkt får den til å rulle. Statisk balansering kan korrigere et enkelt tungt punkt (statisk ubalanse) ved å legge til eller fjerne vekt, slik at rotorens tyngdepunkt blir på linje med aksen. Denne metoden kan imidlertid ikke oppdage eller fikse en “moment” (dynamisk) ubalanse.
I et øyeblikk (eller et par) med ubalanse er det like tunge punkter på motsatte ender av rotoren, 180° fra hverandre. I hvile balanserer disse to motsatte vektene hverandre, slik at rotoren ikke ruller på en knivkantstøtte. Den virker balansert i statiske forhold. Men når rotoren snurrer, skaper disse to massene krefter (sentrifugalkrefter) i motsatte retninger på hver ende, og danner et vridningsmoment som får rotoren til å vingle voldsomt.

Det er som å ha en balansert vippe som plutselig begynner å vri seg når den er i bevegelse. Ingen justeringer på et statisk stativ vil løse dette, fordi ubalansen bare viser seg ved kjørehastighet.
Enkelt sagt løser balansering “på kniver” bare tunge punkter i ett plan og overser skjulte ubalanser i to plan. Det er derfor en rotor kan være “statisk balansert”, men likevel vibrere under drift. For å løse en dynamisk ubalanse må du balansere i minst to plan (f.eks. ved å legge til to korreksjonsvekter på forskjellige posisjoner langs rotoren) for å motvirke vridningskreftene.
Dette krever dynamiske balanseringsmetoder mens rotoren snurrer (eller data fra snurringen), noe statiske stativer ikke kan tilby.
Dynamiske balanseringsløsninger
Dynamisk balansering innebærer å måle rotorens vibrasjon under rotasjon og legge til vekter for å motvirke både statiske og momentubalanse. Tradisjonelt kunne dette gjøres ved å fjerne rotoren og plassere den på en spesialisert balanseringsmaskin. I en balanseringsmaskin spinnes rotoren, og instrumentering bestemmer hvor vektene skal plasseres. Dette gir en presis balanse, men har ulemper: demontering av maskinen, transport av rotoren til et verksted og flere dager med driftsstans.
I motsetning til dette bruker moderne feltbalansering bærbart utstyr for å balansere rotoren i sine egne lagre (in situ). En tekniker fester vibrasjonssensorer til maskinens hus og en turteller for å måle rotasjonshastighet og fase. Maskinen kjøres med normal hastighet, og utstyret (som Balanset-1A) måler hvor mye og i hvilken retning rotoren vibrerer. Ved å utføre en test med en prøvevekt kan programvaren beregne den nøyaktige motvekten som trengs og vinkelen der den skal plasseres. Denne påvirkningskoeffisientmetoden (ofte en prosess med tre gjennomkjøringer med prøvevekter) beregner automatisk løsningen for å oppnå balanse.
Til slutt legges det til vekter (eller fjernes materiale) på rotoren for å utligne ubalanserte krefter.
Den dynamiske tilnærmingen tar for seg både statisk og dynamisk (par)ubalanse, fordi den tar hensyn til vibrasjonsfasen på forskjellige punkter. I motsetning til den statiske “knivkantmetoden” kan dynamisk balansering i to plan korrigere en vingling som bare oppstår når det roterer.
Dynamisk balansering på stedet er spesielt nyttig for stort utstyr (f.eks. store knuserrotorer, vifter eller mølletromler) som det er upraktisk å flytte til et verksted. Det minimerer driftsstans, siden du ikke trenger å demontere maskinen helt – ofte kan du balansere på stedet i løpet av noen timer i stedet for å ha flere dager med driftsstans.
Utstyrstyper: Oversikt
Balansering av knusere, balansering av møller og relaterte prosedyrer gjelder for et bredt spekter av industrielt utstyr. Hver kategori har spesifikke krav:
Vanlige maskiner som krever balansering
Mange typer industrielt utstyr trenger regelmessig balansering. Noen bemerkelsesverdige eksempler er:
Knusere: Maskiner som kjeveknuserbalansering, kjegleknuserbalansering, slagknuserbalansering og hammerknuserbalansering er avgjørende fordi deres tunge rotorer eller bevegelige deler kan skape store vibrasjoner hvis de er litt ute av balanse. For eksempel krever slagknusere ofte regelmessig rebalansering på grunn av slitasje på slagstenger og slagplater.
Hammerknusere og andre steinknusere kan trenge balansering når hammerne eller kjeveplatene skiftes ut, for å sikre at de nye delene ikke forårsaker vibrasjoner. Selv de store svinghjulene på kjeveknusere må holdes balansert for å unngå resonansskjelvinger.
Kvern og kverner: Balansering av hammermøller, kulemøller, valsemøller og slipemøller er avgjørende for mølleutstyr. Høyhastighetsrotorer i hammermøller og de massive roterende trommene i kulemøller må balanseres slik at slipingen blir jevn og lagrene ikke overbelastes.
En kulemølles store roterende masse krever for eksempel nøye balanse for å forhindre unødig belastning på støttene.
Valsemøller og andre kvernmøller trenger også balanse for å unngå ujevn slitasje og vibrasjon.
Størrelsesreduksjonsmaskiner: Utstyr som pulverisatorer, makuleringsmaskiner, flishuggere, granulatorer og pelletiseringsmaskiner har alle roterende kniver, blader eller valser. Riktig balansering av pulverisatorer, makuleringsmaskiner, flishuggere, granulatorer og pelletiseringsmaskiner sikrer at disse skjærene fungerer uten overdreven risting. Dette er spesielt viktig fordi materialbiter eller kniver kan gå i stykker eller slites under drift, noe som plutselig kan føre til at rotoren kommer ut av balanse.
Regelmessig balansering sørger for at disse maskinene fungerer sikkert selv under tøffe forhold.
Blandere og omrørere: Selv blandingsutstyr har nytte av balansering. Balansering av blandere, omrørere og røreverk gjelder roterende impellere eller padler i industrielle blandere. Hvis blanderskaftet eller impelleren er litt ubalansert (for eksempel på grunn av fastsittende ingredienser eller slitasje), kan det føre til at hele blanderen begynner å vingle. Balansering av disse roterende delene forhindrer vibrasjoner som kan påvirke produktkvaliteten og maskinens integritet.
I alle disse tilfellene er målet det samme: en balansert rotor som roterer jevnt uten å påføre skadelige krefter på lagrene eller strukturen. Balansering av knusere og møller er spesielt viktig i tungindustrien, men prinsippet gjelder for alt roterende utstyr – fra store industrielle knusere til små laboratorieblandere.
| Utstyrstype | Typisk hastighet (RPM) | Balansegrad (ISO 1940) | Primær utfordring |
|---|---|---|---|
| Kjeveknusere | 250–350 | G6.3 | Eksentrisk aksel, svinghjulbalansering |
| Kegleknusere | 300–500 | G6.3 | Eksentrisk montering, slitasje på foring |
| Slagknusere | 700–1500 | G6.3 | Slitasje på blåseblad, materialoppbygging |
| Hammermøller | 600–3600 | G2.5–G6.3 | Fritt svingende hamre |
| Kulemøller | 15–25 | G6.3 | Variabel ladningsfordeling |
| Pulverisatorer | 500–750 | G2.5 | Klassifiseringsrotor, vertikal spindel |
Ordliste
- Statisk ubalanse: tyngdepunktet er forskjøvet fra rotasjonsaksen (ett-plan-problem).
- Ubalansert par (øyeblikk): Like tunge punkter på motsatte ender av rotoren skaper et vippemoment; krever ofte balanse i to plan.
- 1× vibrasjon: vibrasjonskomponent ved rotasjonshastigheten (RPM/60), som vanligvis er dominerende for ubalans.
- Innflytelseskoeffisienter: systemresponsparametere som brukes til å beregne korreksjonsvekter fra prøvekjøringer.
- Balansering på stedet: balansere en rotor i sine egne lagre på den installerte maskinen.
Tekniske toleranser og ytelsesspesifikasjoner
For å oppnå optimal balanse må man overholde strenge toleranser som er spesifikke for hver type utstyr. Disse spesifikasjonene er avgjørende for vedlikeholdsplanlegging og kvalitetskontroll.
Virkningen av materialoppbygging: dokumentert tilfelle
Eksempel fra virkeligheten
Slagknuser som behandler våt leire: 15 kg fastsittende materiale økte vibrasjonen fra 4,0 mm/s til 12,0 mm/s – en 3 ganger forsterkning. Rengjøring av rotoren gjenopprettet vibrasjonen til 4,2 mm/s før balanseringskorreksjonen. Dette viser hvor viktig det er med grundig rengjøring før enhver balanseringsprosedyre.
Kritiske hastighetshensyn for blandingsutstyr
Driftshastigheten i forhold til kritisk hastighet avgjør balanseringskrav og sikre driftsområder:
- Kraftige miksere: Operer ved 65% kritisk hastighet
- Standard industrielle blandere: Operer ved 70% kritisk hastighet
- Padle-/turbinrørere: 50–65% kritisk hastighet
- Høyhastighets (propell, skive) omrørere: Over kritisk hastighet
- Forbudt sone: 70–130% kritisk hastighet uten dynamisk balansering
Balanset-1A "RunDown"-funksjonen identifiserer resonansfrekvenser under utkjøring, slik at operatører kan verifisere sikre driftsområder og unngå katastrofal resonans.

Balanset-1A utvidede spesifikasjoner
| Parameter | Spesifikasjon |
|---|---|
| Vibrasjonsmåleområde | 0,05–100 mm/s RMS |
| Frekvensområde | 5–550 Hz (opptil 1000 Hz) |
| Hastighetsområde | 150–90 000 o/min |
| Fasemålingsnøyaktighet | ±1° |
| Nøyaktighet ved amplitudemåling | ±5% |
| Akselerometerets følsomhet | 100 mV/g |
| Laser-takometerets arbeidsavstand | 50–500 mm |
| Magnetisk monteringskraft | 60 kgf |
| Vekt av komplett sett | 4 kg i beskyttelsesetui |
ISO-vibrasjonssoner (ISO 10816-3)
| Sone | Vibrasjonsnivå (mm/s RMS) | Vurdering |
|---|---|---|
| Sone A | <1.8 | Utmerket — nyinnkjøpt utstyr |
| Sone B | 1,8–4,5 | Akseptabelt for kontinuerlig drift |
| Sone C | 4,5–11,2 | Marginal akseptabelt — korrigering av tidsplan |
| Sone D | >11,2 | Uakseptabelt — umiddelbar handling kreves |
Mål etter balansering: Sone A eller B. De fleste knusere bør oppnå <4,5 mm/s med riktig to-plan dynamisk balansering ved bruk av Balanset-1A.
Balansering av knuser: Detaljerte prosedyrer
Balansering av kjeveknuser
Balansering av kjeveknuser omhandler eksentrisk aksel og svinghjul. Disse maskinene fungerer som en ensylindret stempelmotor, og genererer normale vibrasjoner ved rotasjonsfrekvensen og dens andre harmoniske. Slitasje på svinghjulet, løsnet motvektfeste og skader på eksentrisk aksel fører imidlertid til patologisk ubalanse.
Karakteristisk symptom: langsgående vibrasjon overstiger vertikal vibrasjon betydelig. Mål: redusere vibrasjon fra 50 mm/s til under 7,6 mm/s etter korrekt balansering. Toleranse for horisontal vibrasjon: ±2 mm; vertikal: ±1 mm.
Balansering av kjegleknuser
Balansering av kjegleknuser fokuserer på eksentrisk montering og knusekegle. Primære problemer inkluderer ujevn slitasje på foringen, feiljustering av keglen (toleranse ≤0,1 mm) og slitasje på eksentrisk bøssing. Vibrasjonsovervåking viser akseptabel ytelse når horisontal forskyvning ≤2 mm og vertikal ≤1 mm. Kroppsamplitude som overstiger 0,5 mm indikerer alvorlig funksjonsfeil som krever øyeblikkelig oppmerksomhet.
Balansering av slagknuser
Balansering av slagknuser er den mest utførte prosedyren i steinbrudd. Både horisontale slagverk (HSI) og vertikale slagverk (VSI) er avhengige av kinetisk slagenergi fra slagstenger som treffer materialet med høy hastighet.
Problemer med ujevn slitasje
Slagstenger slites intensivt og ujevnt. Å bytte ut en enkelt slagstang uten vektjustering forstyrrer balansen katastrofalt. To-plans balansering er avgjørende for HSI-rotorer på grunn av deres lengde; statisk balansering i ett plan etterlater en gjenværende ubalanse som forårsaker skjev belastning på lagrene.
Sikkerhetshensyn
Rotorer har enorm treghet; start-stopp-sykluser for prøvevektsinstallasjon tar mye tid. Balanset-1A har mulighet til å lagre påvirkningskoeffisienter, noe som betyr at etterfølgende balansering (etter utskifting av slagstang) kun krever én måling uten prøvevekter.
VSI-spesifikasjoner
Sentrifugale slagknusere krever enda høyere presisjon på grunn av rotasjonshastigheter på 1500–2000 o/min. Ubalansering skyldes ofte materialoppbygging inne i rotorkamrene. VSI-balansering krever ofte sveising av vekter på øvre og nedre rotordeksler. Balanset-1A beregner effektivt vektinstallasjonsvinkler i polære koordinater.
Hammerknuserbalansering
Balansering av hammerknuser kompliseres av fritt hengende hamre. Hvis en hammer setter seg fast på pinnen på grunn av korrosjon eller støv, kan den ikke strekke seg helt ut under sentrifugalkraften, noe som forskyver rotorens tyngdepunkt og skaper en enorm, variabel ubalanse.
Metodikk
Før Balanset-1A tas i bruk, må operatørene kontrollere at alle hammerne beveger seg fritt og at vekten deres stemmer overens. Balanseringen utføres på rotorskivene, ikke på hammerne selv. Funksjonen "Split Weight" gjør det mulig å fordele den beregnede massen mellom to tilgjengelige punkter (f.eks. mellom hammerpinnehullene) når det ikke er mulig å montere i nøyaktig vinkel, samtidig som korreksjonsvektoren bevares.
Balansering av møller: Presisjonskrav
Møller krever høyeste balansepresisjon på grunn av kontinuerlige driftscykluser; enhver vibrasjon fører til utmattingsbrudd på dyre drivverk og foringer.
Hammermøllebalansering
I motsetning til knusere, hammermøllebalansering omhandler høyhastighetsenheter (opptil 3600 o/min) som brukes til finsliping av korn, biomasse eller kjemikalier. Ved slike hastigheter er tillatt restubalanse ekstremt liten (ISO 1940 G2.5 eller G6.3). Hammermøllerotorer fungerer ofte som vifter; å åpne huset for å installere vekter kan endre aerodynamisk motstand. Balansering med Balanset-1A må utføres med huset fullstendig montert, ved hjelp av tilgangsportene, eller ved å ta hensyn til endrede forhold.
Balansering av kulemølle
Balansering av kulemølle byr på unike utfordringer. Trommelen i seg selv, med sin kaotiske bevegelse av slipemidlene, kan vanligvis ikke balanseres i konvensjonell forstand. Fokuset ligger på høyhastighetsdrivverket.
Balansering av tannhjulaksel
Drivakselen med lager og kobling er det kritiske elementet. Vibrasjoner på tannhjulakselen skyldes ofte ikke ubalanse, men tannslitasje eller feiljustering. Balanset-1A's spektralanalyse identifiserer tannhjulets inngrepsfrekvens (GMF). Hvis 1×RPM dominerer, utføres dynamisk balansering av koblingen eller flensmonterte vekter.
Kompleksiteten ved måling
Kulepåvirkninger inne i trommelen skaper tilfeldig lavfrekvent støy. Balanset-1A-innstillingene må øke signalets gjennomsnittstid (f.eks. 10–20 sekunder) for å oppnå stabile amplitude- og fasemålinger.
Balansering av valsemølle
Balansering av valsemølle gjelder for melmøller, polymer- og stålindustrien. Valser er lange, tunge sylindere som er utsatt for bøying (pisking). To-plans balansering i endene er obligatorisk. Balanset-1A måler faseforskjellen mellom venstre og høyre støtte; en faseforskjell på 180° indikerer sterk ubalanse i dreiemomentet. In-situ valsebalansering tar hensyn til drivremskiver og tannhjul montert på valseaksler, som bidrar med sin egen ubalanse.
Balansering av kvern
Balansering av kvern omfatter et bredt spekter: attritorer, perlemøller og presisjonsslipemaskiner. For finslipespindler støtter enheten tre-bevegelige motvekter, noe som gir ideell glatthet uten sveising eller kitt.
Pulveriseringsbalansering
Balansering av pulverisator, spesielt for kullmøller i kraftverk, er avgjørende for driften. Mange pulverisatorer har vertikale konfigurasjoner; vibrasjonssensorer (X- og Y-akser) er montert på den øvre lagerkonstruksjonen til motoren eller girkassen. Den øvre delen huser en roterende separator (dynamisk klassifiseringsenhet); ubalansen i denne forårsaker kraftige vibrasjoner i den øvre strukturen. Balanset-1A balanserer denne konstruksjonen gjennom serviceporter, forhindrer ødeleggelse av drivverket og forbedrer malingsfinheten.
Utstyr for størrelsesreduksjon Balansering
Balansering av makuleringsmaskin
Balansering av makuleringsmaskin er beregnet på store lavhastighetsrotorer (300–500 o/min) som behandler metallskrap eller dekk. Balanset-1A-akselerometrene har utmerket lavfrekvensfølsomhet (fra 5 Hz) og håndterer slike maskiner på en sikker måte. På grunn av ekstreme støtbelastninger må prøve- og korreksjonsvekter sveises fast; magneter eller klebebånd er uakseptabelt, selv for testing.
Chipper-balansering
Balansering av flishugger I skogbruket skilles det mellom to maskintyper. Skiveflishuggere byr på utfordringer fordi skiven fungerer som et gyroskop, med aksial vibrasjon ("figur-8"-vingling) som det største problemet. Sensorer monteres radialt og aksialt (langs akselaksen) for å overvåke skivens slingring. Vekter monteres på skivens bakside eller i spesielle balanseringslommer.
Trommelhakker krever klassisk to-plans balansering på grunn av rotorlengden. Alle kniver må vedlikeholdes som et sett – sliping eller utskifting av én kniv forstyrrer balansen. Toleranse for knivtykkelse: 0,13–0,25 mm. Sløve kniver hakker i stedet for å skjære, noe som fører til overdreven vibrasjon og utmattingssprekk i sveiser. Anbefalt slipingsintervall: hver 6.–8. driftstime.
Balansering av granulator
Balansering av granulator for plastgjenvinning innebærer rotormonterte kniver (1–3 mm avstand til stasjonære kniver). Ved vibrasjon må du først kontrollere knivens tilstand og montering. Hvis vibrasjonen vedvarer, er det nødvendig med profesjonell rotorbalansering. Montering av maskinen på vibrasjonsdempende underlag reduserer overføring til fundamentet.
Balansering av pelletiseringsanlegg
Balansering av pelletiseringsmaskin dekker ringmatrisen og pressevalsene. Matrisens avvik må ikke overstige 0,3 mm (kontrollert med måleur). Avstand mellom valse og matrise: minimum 0,2–0,3 mm. Skadede klemringer er den viktigste årsaken til matrisebrudd og kraftige vibrasjoner.
Balanse av blandings- og omrøringsutstyr
Balanse av mikser
Balanse av mikser for pumper i industriell klasse følger API 610-standarden, som krever G2.5-nøyaktighet i henhold til ISO 1940. Optimalt forhold mellom impeller og tankdiameter (D/T): 1/3. Kraftige blandere opererer ved 65% kritisk hastighet; standard industrielle blandere ved 70%. Drift i det kritiske hastighetsområdet 70–130% uten dynamisk balansering er forbudt.
Agitatorbalansering
Balansering av omrører i kjemisk prosessering er årsaken til lange aksler i dype beholdere. Padle- og turbinomrørere opererer ved 50–65% kritisk hastighet; høyhastighetstyper (propell, skive) opererer over kritisk hastighet. Dynamisk balansering tillater sikker drift ved 70% kritisk hastighet. Lange aksler bruker mellomstøtter (stabiliserende lagre).
Rørebalansering
Balansering av omrører berører høyhastighetsdispergeringsapparater (oppløsningsapparater). Ubalansering fører til kontakt mellom blad og beholdervegg. Nøyaktig balansering av aksel og blad med Balanset-1A forlenger mekanisk tetnings levetid og forhindrer produktlekkasje.
Feltbalansering med Balanset-1A
Den Balanset-1A Det bærbare balanseringssystemet gjør det mulig å utføre korrigeringer på stedet uten å demontere maskinen, noe som eliminerer transporttid, reduserer nedetid og gjør det mulig å verifisere resultatet under faktiske driftsforhold.

Hvordan Balanset-1A balanserer knusere og mer
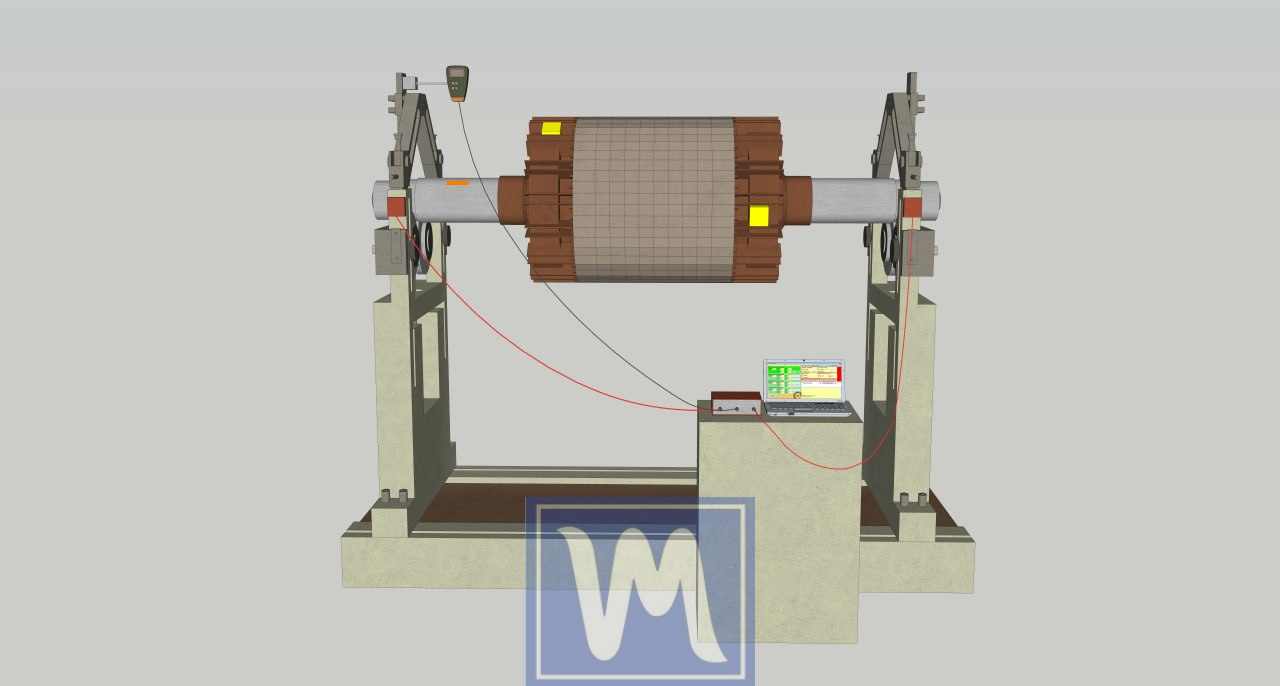
Balanset-1A er en bærbar, dynamisk balanse- og vibrasjonsanalysator med to kanaler, som er utviklet nettopp for dette formålet. Den gjør det mulig for ingeniører og vedlikeholdspersonell å utføre presisjonsbalansering på stedet for en lang rekke utstyr. Balanset-1A leveres med to akselerometer-vibrasjonssensorer og en lasertachometer, samt programvare som kjører på en PC. Slik fungerer den, og hvorfor den er effektiv:
In-situ to-plan balansering
Balanset-1A kan utføre balanse i ett eller to plan på selve maskinen, i dens normale lagre. Dette betyr at du kan balansere rotoren til en knuser uten å fjerne den, noe som sparer enormt mye tid. Ved å bruke to plan korrigerer den både statisk og dynamisk ubalanse i rotoren. Hvis for eksempel en eksentrisk vekt i en kjegleknuser forårsaker vibrasjoner, vil Balanset-1As to-plan-funksjon identifisere hvordan den kan motveies i de riktige posisjonene – noe som en-plan-metoder ikke kan gjøre.
Bredt utvalg av utstyr
Denne enheten er allsidig – den er designet for feltbalansering av roterende utstyr, inkludert knusere, vifter, mulchere, skruer, aksler, sentrifuger, turbiner og mer. I praksis kan én Balanset-1A betjene en bred utstyrspark (knusere, kverner, shreddere, blandere osv.), noe som reduserer nedetid og avhengighet av eksterne balanseringstjenester.
Brukervennlig programvare
Du trenger ikke å være vibrasjonsekspert for å bruke Balanset-1A. Programvaren veileder brukeren gjennom en trinnvis prosedyre og beregner automatisk nødvendige korreksjonsvekter og vinkler. Etter at en prøvevekt er testet, gir den en klar balanseringsløsning, slik at teknikere kan bli dyktige med minimal opplæring.
Pålitelige resultater
Til tross for sin bærbarhet leverer Balanset-1A profesjonell balanseringskvalitet. Den måler vibrasjon og fase nøyaktig og beregner korreksjoner for å oppfylle standard balanseringskvalitetsgrader (ISO 1940). I praksis kan den gi resultater som kan sammenlignes med langt dyrere analysatorer når måleforholdene er stabile og prosedyren følges korrekt.
Funksjoner for vibrasjonsanalyse
I tillegg til balansering fungerer Balanset-1A også som vibrasjonsanalysator og kan vise bølgeformer og FFT-spektra. Dette hjelper med å diagnostisere om vibrasjonen skyldes ubalanse eller andre problemer (feiljustering, løshet, resonans), og støtter mer nøyaktige vedlikeholdsbeslutninger. I balanseringsmodus er fokuset på 1× rotasjonskomponenten for å isolere ubalanse.
Fordeler med Balanset-1A sammenlignet med tradisjonelle metoder
Bruk av Balanset-1A til dynamisk balansering gir flere viktige fordeler sammenlignet med eldre metoder eller å benytte eksterne tjenester:
Ingen demontering og minimal nedetid: Tradisjonell balansering innebar ofte at rotoren måtte demonteres og sendes til et verksted, noe som tok flere dager. Med Balanset-1A utføres balanseringen på stedet i løpet av få timer.
Det er ikke nødvendig å fjerne knuserens rotor eller mølleaksel; du monterer bare sensorene og gjennomfører balanseringsprosedyren på stedet. Denne tilnærmingen på stedet kan redusere en jobb som tar 3–7 dager til 2–4 timer, noe som betyr at produksjonen kan gjenopptas samme dag.
Kostnadsbesparelser: Ved å utføre arbeidet internt unngår bedriftene de høye kostnadene ved å bruke spesialiserte leverandører og tapene som følge av langvarig driftsstans. Balanset-1A-enheten er relativt rimelig – den koster omtrent noen få tusen euro – men gir likevel “80% av funksjonene til dyre analysatorer for bare ~20% av prisen”.”
Brukere kan balansere selv uten hjelp fra eksterne spesialister, og enheten kan betale seg selv etter noen få balanseringsjobber. Dessuten kan det å forhindre en enkelt større feil rettferdiggjøre investeringen.
Behandler alle typer ubalanse: I motsetning til statisk balansering på knivkanter, løser Balanset-1A med sin to-plans dynamiske funksjon både statiske tunge punkter og dynamisk ubalansert dreiemoment i én og samme prosess.
Dette betyr at selv om en rotor har den vanskelige vinglingen (momentubalanse), kan Balanset-1A oppdage den og veilede plasseringen av to korreksjonsvekter for å oppheve momentet. Det er en omfattende løsning for vanlige ubalanse-scenarier.
Allsidighet for mange maskiner: En Balanset-1A-enhet kan brukes på praktisk talt alle roterende deler i alle bransjer. Den er virkelig universell – det samme settet kan balansere en vifte i dag, en steinknuser i morgen og en pulveriserer dagen etter.
I vår sammenheng er dette ideelt for operasjoner som har flere typer utstyr (knusing, maling, blanding osv.), da du ikke trenger separate balanseringsverktøy for hver enkelt type. Fra knusere og malere til mulchere, blandere, aksler og turbiner – enheten tilpasser seg et bredt spekter av rotorer.
Brukervennlighet og sikkerhet: Balanset-1As veiledende programvare og enkle maskinvareoppsett gjør at du ikke trenger en doktorgrad i vibrasjoner for å utføre en balansering. Prosessen er sikker og repeterbar – du reduserer vibrasjonen gradvis med beregnede vektjusteringer, i stedet for å prøve og feile. Dette reduserer sjansen for menneskelige feil. Og ved å eliminere overdreven vibrasjon forbedrer du også sikkerheten i anlegget (færre tilfeller av maskiner som rister seg i stykker eller skaper flygende rusk).
Ved å eliminere overdreven vibrasjon forbedrer du også sikkerheten i anlegget (færre tilfeller av maskiner som rister seg i stykker eller skaper flyvende rusk).
Rask diagnostikk: Med sin vibrasjonsanalysator-modus kan Balanset-1A også brukes til å raskt diagnostisere om ubalans er hovedproblemet eller om andre faktorer (som en bøyd aksel eller resonans) bidrar til problemet. Denne alt-i-ett-diagnostikk- og korreksjonsfunksjonen betyr at problemer identifiseres og løses raskere enn å vente på et eksternt team. En diagnose og korreksjonssyklus på stedet kan i mange tilfeller fullføres på under 1 time.
I mange tilfeller kan diagnosen + korreksjonssyklusen fullføres innenfor samme vedlikeholdsvindu.
Tekniske spesifikasjoner
| Parameter | Verdi |
|---|---|
| Vibrasjonsmåleområde | 0,05–100 mm/s RMS |
| Frekvensområde | 5–550 Hz (opptil 1000 Hz) |
| Hastighetsområde | 150–90 000 o/min |
| Fase nøyaktighet | ±1° |
| Amplitude-nøyaktighet | ±5% |
| Kanaler | 2 (samtidig måling) |
| Vekt | 4 kg (komplett sett i koffert) |
Fordeler sammenlignet med tradisjonelle metoder
| Parameter | Tradisjonell (butikk) metode | Feltbalansering (Balanset-1A) |
|---|---|---|
| Total tid | 3–7 dager | 2–4 timer |
| Demontering kreves | Ja | Nei |
| Typisk kostnad per jobb | 5 000–15 000 euro | 500–1 500 euro |
| Kontoer for faktisk montering | Nei | Ja |
| Oppnåelig nøyaktighet | G2.5–G6.3 | G2.5–G6.3 |
Steg-for-steg balanseringsprosedyre
Suksess i balansering er 80%-forberedelse. Følg denne velprøvde algoritmen:
Preparat
- Rengjør rotoren for smuss, rust og fastsittende materiale — forurensning forvrenger resultatene
- Kontroller lagrene (slark, støy, varme) — balansering kan ikke korrigere lagringsfeil.
- Kontroller at fundamentet er montert på en sikker måte og sjekk beskyttelsesgitteret.
- For hammerknusere: Kontroller at hammeren beveger seg fritt og at vekten er riktig tilpasset.
Sensorinstallasjon
- Monter vibrasjonssensorer på lagerhusene vinkelrett på rotasjonsaksen (innenfor 25 cm fra lageret).
- Koble til X1- og X2-inngangene
- Monter lasertakometer slik at strålen treffer refleksbåndet på rotoren.
- Koble til X3-inngangen og kontroller at turtallet er stabilt.

Innledende måling
- Start programvare: F7 — Balansering → F3 — Balansering i to plan
- Angi rotorparametere
- Trykk F9 for å måle innledende vibrasjon
- Registrer amplitude og fase ved begge målepunktene
Prøvekjøringer
- Stopp maskinen og installer prøvevekten i plan 1 (massen skal endre amplitude eller fase med 20–30%)
- Kjør og måle
- Flytt vekten til plan 2 og gjenta målingen.
- Programvare beregner innflytelseskoeffisienter


Installasjon av korreksjonsvekt
- Programvaren viser korreksjonsmasse og vinkel for begge planene på polardiagrammet.
- Installer permanente vekter (sveising, bolting, klemming)
- Bruk funksjonen "Split Weight" hvis det ikke er mulig å montere med nøyaktig vinkel.

Bekreftelse
- Mål restvibrasjon
- Mål: Sone A eller B i henhold til ISO 10816 (<2,8 mm/s for de fleste knusere)
- Lagre påvirkningskoeffisienter (F8) for fremtidig balansering uten prøvekjøringer
- Generer rapport (F9)
Økonomisk begrunnelse og avkastning på investeringen
Investeringen i bærbart balanseringsutstyr betaler seg selv tilbake innen 3–4 måneder ved intensiv bruk.
| Vare | Verdi |
|---|---|
| Balanset-1A utstyrskostnad | 1 751–1 975 euro |
| Balanseringstjeneste for enkeltentreprenører | €1,500 |
| Typisk årlig balanseringsfrekvens | 4 ganger/år |
| Årlige besparelser på servicekontrakt | €6,000 |
| Besparelser ved forlenget levetid for lagre | 10 000–30 000 euro/år |
| Besparelser ved redusert nedetid | 50 000–150 000 euro/år |
| Totale årlige besparelser | 66 000–186 000 euro |
| Tilbakebetalingsperiode | 3–4 måneder |
Fysikk om levetid for lagre
L₁₀-levetiden er omvendt proporsjonal med kubikken av belastningen (P): L₁₀ = (C/P)³. Ved å redusere vibrasjonsbelastningen med 50% økes den beregnede levetiden til lagrene med 8 ganger. For tungt belastede enheter som hammerknuseraxler eller valsemøllejournaler betyr dette år i stedet for måneder.
Feilsøking av vanlige problemer
Problem: Ustabile eller "flytende" målinger
Mulige årsaker: mekanisk slark, slitte lagre, drift nær resonans, ustabil hastighet, materialoppbygging.
Løsning: Stram fundamentboltene, kontroller om lagrene har slark, kontroller at monteringen er stiv, sørg for konstant turtall under målingen, rengjør rotoren grundig.
Problem: Kan ikke oppnå nødvendig toleranse
Mulige årsaker: andre feil (feiljustering, bøyd aksel, skade på lager), ikke-lineær systemoppførsel, resonans.
Løsning: Utfør coast-down-test for å identifisere resonanser, gjennomfør omfattende diagnostikk, korriger relaterte feil før du prøver å balansere på nytt.
Problem: Hammerknuser – hammerne setter seg fast på pinnene
Forårsake: korrosjon eller støv som hindrer fri hammersving.
Løsning: Rengjør og smør alle hammerpinner før balansering. Kontroller at hver hammer beveger seg fritt. Bytt ut fastsittende pinner.
Problem: Slagknuser – materialoppbygging
Forårsake: vått eller klebrig materiale som fester seg inne i rotorkamrene (dokumentert tilfelle: 15 kg leire økte vibrasjonen fra 4 til 12 mm/s).
Løsning: Rengjør rotorens innside grundig før balansering. Vurder å bruke antiklebe-belegg på rotorkamrene.
Ofte stilte spørsmål
Hvor ofte bør balansering av knuser utføres?
For slag- og hammerknusere: hver 500–1000 driftstimer eller etter utskifting av slitedeler. For kjeve- og konknusere: hver 3–6 måneder eller når vibrasjonen øker. Kontinuerlig vibrasjonsovervåking muliggjør tilstandsbasert planlegging.
Kan internt personell utføre balansering?
Ja. Med Balanset-1A og kort opplæring (vanligvis én dag) oppnår vedlikeholdsteknikere uten tidligere erfaring med balansering profesjonelle resultater. Programvaren veileder brukerne trinn for trinn gjennom prosedyren.
Hvilken balansekvalitetsgrad er nødvendig?
De fleste knusere og kverner: G6,3 i henhold til ISO 1940-1. Høyhastighetsutstyr (hammerkverner over 1500 o/min, pulverisatorer): G2,5. Presisjonsslipespindler: G1,0 eller bedre.
Eliminerer balansering all vibrasjon?
Nei. Balansering fjerner kun vibrasjoner fra masseasymmetri. Vibrasjoner fra feiljustering, lagerfeil, løshet, resonans, problemer med tannhjulskontakt eller aerodynamiske krefter krever separate korrigerende tiltak. En omfattende vibrasjonsanalyse identifiserer de grunnleggende årsakene.
Hvorfor er to-plansbalansering nødvendig?
Lange rotorer (L/D > 0,25) utvikler både statisk og momentubalanse. Enkeltplanbalansering kan ikke korrigere momentubalanse, noe som skaper en gyngende bevegelse som skader lagrene. To-plan dynamisk balansering er den eneste komplette løsningen.
Kan lagrede innflytelseskoeffisienter gjenbrukes?
Ja, for identiske rotorkonfigurasjoner. Etter innledende karakterisering krever etterfølgende balansering (f.eks. etter utskifting av slagstang eller hammer) bare én målekjøring. Denne funksjonen reduserer balanseringstiden for rutinemessig vedlikehold betydelig.
Hva er målet for vibrasjonsnivået etter balansering?
ISO 10816-3 definerer soner: Sone A (utmerket) 11,2 mm/s. Mål: Sone A eller B for kontinuerlig drift.
Begynn å spare på reparasjoner i dag
Kjøp Balanset-1A, tren teamet ditt og implementer tilstandsbasert vedlikehold. Profesjonell teknisk support tilgjengelig via WhatsApp.
Praktiske resultater: Dokumenterte casestudier
- Sukkerrørsfiberiseringsmaskin (24 tonn, 747 o/min): Vibrasjonen redusert fra 3,2 til 0,47 mm/s — 6,8 ganger bedre
- Knuser i Spania: Innledende vibrasjon >100 mm/s (nødnivå), etter balansering 16–18 mm/s — maskinen fungerer "som ny"
- Industriell knuser: Vibrasjon fra 21,5 til 1,51 mm/s — 14 ganger bedre
- Takmontert vifte (-6 °C omgivelsestemperatur): Fra 6,8 til <1,8 mm/s
- Ventilasjon i kjøpesentre: Støyreduksjon 5–7 dB, energibesparelser, lengre levetid
Konklusjon
Oppsummert er det viktig å holde utstyret i balanse, enten det dreier seg om kjeveknusere, konknusere, slagknusere, hammerknusere eller annet roterende maskineri som kvern, shreddere, blandere og slipemaskiner. Det fører til jevnere drift, komponenter som holder lenger, energibesparelser og tryggere arbeidsforhold. Tradisjonelle statiske metoder som balansering “på kniver” har begrensninger – de kan ikke håndtere visse typer ubalanse som bare kommer til syne når maskinen er i drift. Heldigvis tilbyr moderne dynamiske balanseringsverktøy en løsning.
Den bærbare balanseringsenheten Balanset-1A er et eksempel på fremskrittet innen dette feltet. Den bringer profesjonell to-plans balansering direkte til arbeidsstedet, slik at vedlikeholdspersonell raskt kan korrigere ubalanser i knuserrotorer og mange andre applikasjoner. Ved hjelp av intelligent programvare og sensorer elimineres gjetninger fra balanseringen og sikrer at selv komplekse ubalanser blir løst. Resultatet er maskiner som kjører så jevnt som tiltenkt, uten de ødeleggende kreftene som vibrasjoner forårsaker.
For en lang rekke bransjer – fra gruvedrift og steinbrudd (knusere og kverner) til produksjon og landbruk (vifter, flishuggere, blandere) – kan investering i riktig balanseringsutstyr som Balanset-1A være avgjørende. Det beskytter maskineriet “fra innsiden” og forhindrer skader før de oppstår. I praksis betyr det færre havarier, lavere vedlikeholdskostnader og mer pålitelig produksjon.
Fra et praktisk vedlikeholdsperspektiv fyller Balanset-1A en nyttig nisje mellom dyrt laboratorieutstyr og tredjepartsentreprenørtjenester: den muliggjør balansering på stedet i maskinens egne lagre, ved reell driftshastighet og belastning. Dette er viktig fordi laboratoriebalansering på ideelle støtter ikke fullt ut kan gjenspeile stedsspesifikke installasjonsforhold. I tillegg muliggjør lagrede påvirkningskoeffisienter gjentatt balansering etter utskifting av slagstang eller hammer i ett enkelt løp – uten prøvevekter.
For de fleste knusere og møller er et typisk mål balansekvalitetsklasse G6.3 i henhold til ISO 1940, tilsvarende vibrasjon under 4,5 mm/s i henhold til ISO 10816. Å oppnå dette nivået med Balanset‑1A er en realistisk og reproduserbar oppgave for kvalifisert personell etter minimal opplæring, forutsatt at maskinen er mekanisk i orden og målingene er stabile.

0 kommentarer