Vyvažování hnací hřídele: Komplexní průvodce
Zařízení pro dynamické vyvažování hnací hřídele a měřicí systém pro vyvažovací stroje Balanset-4 – 6 803 €
Představte si, že řídíte nákladní auto a při akceleraci nebo řazení najednou ucítíte silné vibrace nebo slyšíte hlasité klepání. To je víc než jen nepříjemnost – může to být známka nevyváženého hnací hřídele. Pro inženýry a techniky takové vibrace a zvuky naznačují ztrátu účinnosti, zrychlené opotřebení součástí a potenciálně nákladné prostoje, pokud se jim nevěnuje pozornost.
V této komplexní příručce nabízíme praktická řešení problémů s vyvážením hnací hřídele. Dozvíte se, co je hnací hřídel a proč je potřeba jej vyvažovat, rozpoznáte běžné poruchy, které způsobují vibrace nebo hluk, a budete se řídit jasným a podrobným postupem dynamického vyvažování hnací hřídele. Uplatňováním těchto osvědčených postupů můžete ušetřit peníze za opravy, zkrátit dobu řešení problémů a zajistit, aby váš stroj nebo vozidlo fungovalo spolehlivě s minimálními vibracemi.
Obsah
- 1. Typy hnacích hřídelí
- 2. Poruchy univerzálního kloubu
- 3. Vyvažování hnacího hřídele
- 4. Moderní vyvažovací stroje pro hnací hřídele
- 5. Příprava na vyvažování hnacího hřídele
- 6. Postup vyvažování hnacího hřídele
- 7. Doporučené třídy přesnosti vyvažování pro tuhé rotory







1. Typy hnacích hřídelí
Pohon univerzálního kloubu (hnací hřídel) je mechanismus, který přenáší točivý moment mezi hřídelemi, které se protínají ve středu univerzálního kloubu a mohou se vůči sobě pohybovat pod úhlem. Ve vozidle přenáší hnací hřídel točivý moment z převodovky (nebo převodové skříně) na hnané nápravy v případě klasické konfigurace nebo konfigurace s pohonem všech kol. U vozidel s pohonem všech kol univerzální kloub obvykle spojuje hnací hřídel převodovky s hnacím hřídelem převodové skříně a hnací hřídele převodové skříně s hnacími hřídeli hlavních pohonů poháněných náprav.
Jednotky namontované na rámu (například převodovka a rozdělovací převodovka) se mohou vůči sobě navzájem pohybovat v důsledku deformace svých podpěr a samotného rámu. Hnací nápravy jsou k rámu připevněny prostřednictvím zavěšení a mohou se pohybovat vzhledem k rámu a jednotkám na něm namontovaným v důsledku deformace pružných prvků zavěšení. Tento pohyb může měnit nejen úhly hnacích hřídelí spojujících jednotky, ale také vzdálenost mezi jednotkami.
Kloubový pohon má jednu podstatnou nevýhodu: nerovnoměrné natočení hřídelů. Pokud se jeden hřídel otáčí rovnoměrně, druhý se neotáčí a tato nerovnoměrnost se zvětšuje s úhlem mezi hřídeli. Toto omezení brání použití kloubového pohonu v mnoha aplikacích, například v převodovkách vozidel s pohonem předních kol, kde je hlavním problémem přenos točivého momentu na otáčející se kola. Tuto nevýhodu lze částečně kompenzovat použitím dvojitých univerzálních kloubů na jednom hřídeli, které jsou vůči sobě natočeny o čtvrtinu otáčky. V aplikacích vyžadujících rovnoměrné otáčení se však místo nich obvykle používají klouby s konstantní rychlostí (homokinetické klouby). Homokinetické klouby jsou pokročilejší, ale také složitější konstrukcí sloužící stejnému účelu.
Univerzální kloubové pohony se mohou skládat z jednoho nebo více univerzálních kloubů spojených hnacími hřídeli a mezikusy.
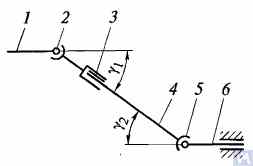
Obrázek 1. Schéma pohonu univerzálního kloubu: 1, 4, 6 - hnací hřídele; 2, 5 - univerzální klouby; 3 - kompenzační spojení; u1, u2 - úhly mezi hřídeli.
Pohon univerzálním kloubem se obecně skládá z univerzálních kloubů 2 a 5, hnacích hřídelí 1, 4 a 6 a kompenzačního spojení 3. Někdy je hnací hřídel instalován na mezilehlé podpěře připevněné k příčníku rámu vozidla. Univerzální klouby zajišťují přenos točivého momentu mezi hřídeli, jejichž osy se protínají pod úhlem. Univerzální klouby se dělí na klouby s nerovnoměrnou a konstantní rychlostí. Klouby s nerovnoměrnou rychlostí se dále dělí na elastické a tuhé. Klouby s konstantní rychlostí mohou být kulové s dělicími drážkami, kulové s dělicí pákou a vačkové. Obvykle se instalují v pohonu předních řízených kol, kde úhel mezi hřídeli může dosáhnout 45° a střed univerzálního kloubu se musí shodovat s průsečíkem os otáčení kola a jeho osy otáčení.
Elastické univerzální klouby přenášejí krouticí moment mezi hřídeli s protínajícími se osami pod úhlem 2...3° v důsledku pružné deformace spojovacích prvků. Tuhý kloub s nerovnoměrnou rychlostí přenáší krouticí moment z jednoho hřídele na druhý prostřednictvím pohyblivého spojení tuhých částí. Skládá se ze dvou třmenů – 3 a 5, do jejichž válcových otvorů jsou na ložiskách uloženy konce A, B, V a G spojovacího prvku – kříže 4. Třmeny jsou pevně spojeny s hřídeli 1 a 2. Třmen 5 se může otáčet kolem osy BG kříže a zároveň se spolu s křížem otáčet kolem osy AV, čímž umožňuje přenos otáčení z jednoho hřídele na druhý s proměnlivým úhlem mezi nimi.
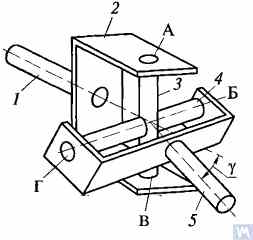
Obrázek 2. Schéma tuhého univerzálního kloubu s nerovnoměrnou rychlostí
Pokud se hřídel 7 otočí kolem své osy o úhel α, pak se hřídel 2 za stejnou dobu otočí o úhel β. Vztah mezi úhly natočení hřídelí 7 a 2 je určen výrazem tanα = tanβ * cosγ, kde γ je úhel, pod kterým jsou umístěny osy hřídelí. Tento výraz naznačuje, že úhel β je někdy menší, roven nebo větší než úhel α. Shoda těchto úhlů nastává každých 90° otáčení hřídele 7. Proto při rovnoměrném otáčení hřídele 1 je úhlová rychlost hřídele 2 nerovnoměrná a mění se podle sinusového zákona. Nerovnoměrnost otáčení hřídele 2 se stává významnější s rostoucím úhlem γ mezi osami hřídele.
Pokud se nerovnoměrné otáčení hřídele 2 přenáší na hřídele jednotek, dochází v převodu k dodatečnému pulzujícímu zatížení, které se zvětšuje s úhlem γ. Aby se zabránilo přenosu nerovnoměrného otáčení hřídele 2 na hřídele jednotek, jsou v pohonu s univerzálním kloubem použity dva univerzální klouby. Instalují se tak, aby úhly γ1 a γ2 byly stejné; vidlice univerzálních kloubů, upevněné na nestejnoměrně se otáčejícím hřídeli 4, by měly být umístěny ve stejné rovině.
Konstrukce hlavních částí pohonů univerzálních kloubů je znázorněna na obrázku 3. Univerzální kloub s nerovnoměrnou rychlostí se skládá ze dvou třmenů (1) spojených křížem (3). Jeden z třmenů má někdy přírubu, zatímco druhý je přivařen k trubce hnací hřídele nebo má drážkovaný konec (6) (nebo pouzdro) pro spojení s hnací hřídelí. Čepy kříže jsou instalovány v okech obou třmenů na jehlových ložiscích (7). Každé ložisko je uloženo v pouzdře (2) a drženo v oku třmenu pomocí víčka, které je k třmenu připevněno dvěma šrouby zajištěnými jazýčky na podložce. V některých případech jsou ložiska v třmech zajištěna pojistnými kroužky. Pro udržení maziva v ložisku a jeho ochranu před vodou a nečistotami je zde pryžové samoutahovací těsnění. Vnitřní dutina kříže je naplněna mazivem přes maznici, která dosahuje k ložiskům. Kříž má obvykle pojistný ventil, který chrání těsnění před poškozením v důsledku tlaku maziva čerpaného do kříže. Drážkovaný spoj (6) se maže mazací hlavicí (5).
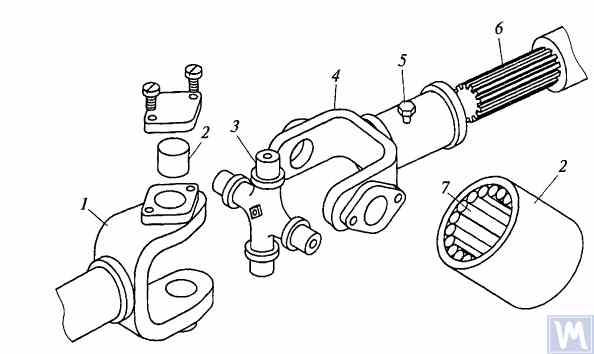
Obrázek 3. Detaily tuhého univerzálního kloubu s nerovnoměrnou rychlostí
Maximální úhel mezi osami hřídelí spojených tuhými univerzálními klouby s nerovnoměrnou rychlostí obvykle nepřesahuje 20°, protože účinnost při větších úhlech výrazně klesá. Pokud se úhel mezi osami hřídelí mění v rozmezí 0...2%, čepy kříže se deformují jehlovými ložisky, což způsobuje rychlé selhání univerzálního kloubu.
V převodovkách vysokorychlostních pásových vozidel se často používají univerzální klouby s ozubenými spojkami, které umožňují přenos točivého momentu mezi hřídeli s osami protínajícími se v úhlech až 1,5...2°.
Hnací hřídele se obvykle vyrábějí z trubek ze speciálních ocelových bezešvých nebo svařovaných trubek. K trubkám jsou přivařeny třmeny univerzálních kloubů, drážkovaná pouzdra nebo hroty. Pro snížení příčných zatížení působících na hnací hřídel se provádí dynamické vyvažování se smontovanými univerzálními klouby. Nevyváženost se koriguje přivařením vyvažovacích desek k hnacímu hřídeli nebo někdy instalací vyvažovacích desek pod ložiskové čepičky univerzálních kloubů. Vzájemná poloha dílů drážkového spojení po montáži a vyvážení pohonu univerzálního kloubu ve výrobním závodě je obvykle označena speciálními štítky.
Kompenzační spojení pohonu univerzálního kloubu je obvykle provedeno ve formě drážkového spojení, které umožňuje axiální pohyb částí pohonu univerzálního kloubu. Skládá se z drážkovaného hrotu, který zapadá do drážkovaného pouzdra pohonu univerzálního kloubu. Mazivo se do drážkového spoje zavádí přes mazací šroubení nebo se aplikuje při montáži a po delším používání vozidla se vymění. Obvykle se instaluje těsnění a kryt, aby se zabránilo úniku maziva a jeho znečištění.
U dlouhých hnacích hřídelí se u kloubových pohonů obvykle používají mezikusy. Mezipodpěra se obvykle skládá z držáku přišroubovaného k příčníku rámu vozidla, v němž je v pryžovém pružném kroužku uloženo kuličkové ložisko. Ložisko je na obou stranách utěsněno krytkami a má mazací zařízení. Pružný pryžový kroužek pomáhá vyrovnávat nepřesnosti montáže a nesouosost ložisek, k nimž může dojít v důsledku deformací rámu.
Univerzální kloub s jehlovými ložisky (obrázek 4a) se skládá z třmenů, kříže, jehlových ložisek a těsnění. Na čepy kříže se nasadí misky s jehlovými ložisky a utěsní se těsněním. Kelímky jsou v třmenech zajištěny pojistnými kroužky nebo krytkami upevněnými šrouby. Univerzální klouby jsou mazány přes mazací šroubení prostřednictvím vnitřních vrtů v kříži. K eliminaci nadměrného tlaku oleje v kloubu se používá pojistný ventil. Při rovnoměrném otáčení hnacího třmenu se hnaný třmen otáčí nerovnoměrně: dvakrát za otáčku postupuje a dvakrát zaostává za hnacím třmenem. K odstranění nerovnoměrného otáčení a snížení setrvačných zatížení se používají dva univerzální klouby.
V pohonu předních hnacích kol jsou instalovány klouby s konstantní rychlostí. Pohon kloubů s konstantní rychlostí u vozidel GAZ-66 a ZIL-131 se skládá z třmenů 2, 5 (obrázek 4b), čtyř koulí 7 a centrální koule 8. Hnací třmen 2 je integrálně spojen s vnitřním hřídelem nápravy, zatímco hnací třmen je kován společně s vnějším hřídelem nápravy, na jehož konci je upevněn náboj kola. Hnací moment se z třmenu 2 na třmen 5 přenáší prostřednictvím kuliček 7, které se pohybují po kruhových drážkách v třmenech. Středová kulička 8 slouží k vystředění třmenů a je držena na místě čepy 3, 4. Frekvence otáčení třmenů 2, 5 je díky symetrii mechanismu vůči třmenům stejná. Změna délky hřídele je zajištěna volnými drážkovými spoji třmenů s hřídelí.
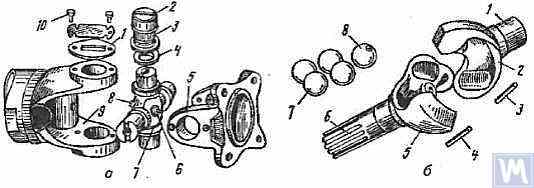
Obrázek 4. Univerzální klouby: a - univerzální kloub: 1 - víčko; 2 - kalíšek; 3 - jehlové ložisko; 4 - těsnění; 5, 9 - třmeny; 6 - pojistný ventil; 7 - kříž; 8 - maznice; 10 - šroub; b - univerzální kloub s konstantní rychlostí: 1 - vnitřní hřídel nápravy; 2 - hnací třmen; 3, 4 - čepy; 5 - hnací třmen; 6 - vnější hřídel nápravy; 7 - kuličky; 8 - centrální kulička.
2. Poruchy univerzálního kloubu
Poruchy univerzálních kloubů se obvykle projevují jako prudké rázy v univerzálních kloubech, které se objevují za jízdy, zejména při řazení mezi rychlostními stupni a při náhlém zvýšení otáček klikového hřídele motoru (například při přechodu z brzdění motorem na zrychlování). Příznakem poruchy univerzálního kloubu může být jeho zahřátí na vysokou teplotu (nad 100 °C). K tomu dochází v důsledku značného opotřebení pouzder a čepů univerzálního kloubu, jehlových ložisek, křížů a drážkových spojů, což má za následek nesouosost univerzálního kloubu a značné rázové axiální zatížení jehlových ložisek. Poškození korkových těsnění kříže univerzálního kloubu vede k rychlému opotřebení čepu a jeho ložiska.
Při údržbě se pohon kloubu kontroluje prudkým ručním otáčením hnacího hřídele v obou směrech. Stupeň volného otáčení hřídele určuje opotřebení univerzálních kloubů a drážkových spojů. Každých 8-10 tisíc kilometrů se kontroluje stav šroubových spojů přírub hnacího hřídele převodovky a hnacího hřídele hlavního převodového ústrojí s přírubami koncových kloubů a upevnění mezikusu hnacího hřídele. Kontroluje se také stav pryžových botek na drážkových spojích a korkových těsnění křížového kloubu. Všechny upevňovací šrouby musí být plně dotaženy (utahovací moment 8-10 kgf-m).
Jehlová ložiska univerzálních kloubů se mažou tekutým olejem používaným pro převodovky; drážkové spoje ve většině vozidel se mažou plastickými mazivy (US-1, US-2, 1-13 atd.); použití plastického maziva k mazání jehlových ložisek je přísně zakázáno. V některých vozidlech jsou drážkové spoje mazány převodovým olejem. Mezilehlé opěrné ložisko, uložené v pryžovém pouzdře, prakticky nevyžaduje mazání, protože je mazáno při montáži ve výrobě. U vozidla ZIL-130 se nosné ložisko maže tukem přes tlakovou armaturu při pravidelné údržbě (každých 1100-1700 km).
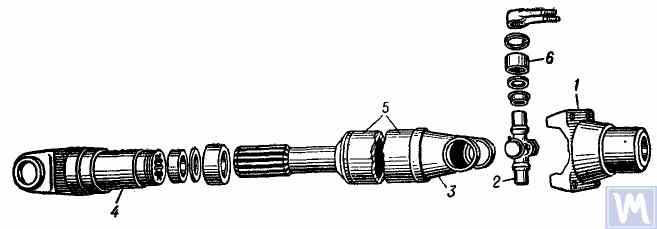
Obrázek 5. Pohon univerzálního kloubu: 1 - příruba pro upevnění hnacího hřídele; 2 - kříž univerzálního kloubu; 3 - třmen univerzálního kloubu; 4 - posuvný třmen; 5 - trubka hnacího hřídele; 6 - jehlové ložisko s uzavřeným koncem.
Kloubový pohon se skládá ze dvou kloubů s jehlovými ložisky, spojených dutým hřídelem, a posuvného třmenu s evolventním drážkováním. Aby byla zajištěna spolehlivá ochrana před znečištěním a dobré mazání drážkového spoje, je kluzný třmen (6), připojený k sekundárnímu hřídeli (2) převodovky, umístěn v nástavci (1) připevněném ke skříni převodovky. Toto umístění drážkového spoje (mimo zónu mezi klouby) navíc výrazně zvyšuje tuhost pohonu univerzálního kloubu a snižuje pravděpodobnost vibrací hřídele při opotřebení kluzného drážkového spoje.
Hnací hřídel je vyrobena z tenkostěnné elektricky svařované trubky (8), do které jsou na obou koncích nalisovány dva identické třmeny (9) a následně svařeny obloukovým svařováním. Pouzdra jehlových ložisek (18) kříže (25) jsou nalisována do ok třmenů (9) a jsou zajištěna pružnými pojistnými kroužky (20). Každé ložisko univerzálního kloubu obsahuje 22 jehel (21). Na vyčnívající čepy křížů jsou nalisovány lisované krytky (24), do kterých jsou instalovány korkové kroužky (23). Ložiska se mažou pomocí úhlové maznice (17) zašroubované do závitového otvoru ve středu kříže, který je připojen k průchozím kanálům v čepech kříže. Na opačné straně kříže univerzálního kloubu je v jeho středu umístěn pojistný ventil (16), který je určen k uvolnění přebytečného maziva při plnění kříže a ložisek a k zabránění hromadění tlaku uvnitř kříže během provozu (ventil se aktivuje při tlaku asi 3,5 kg/cm²). Nutnost použití pojistného ventilu je dána skutečností, že nadměrný nárůst tlaku uvnitř kříže může vést k poškození (vytlačení) korkových těsnění.
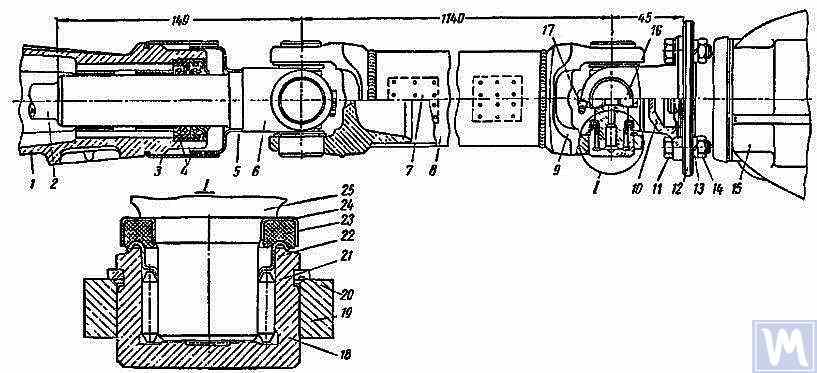
Obrázek 6. Montáž hnacího hřídele: 1 - nástavec převodovky; 2 - sekundární hřídel převodovky; 3 a 5 - deflektory nečistot; 4 - pryžová těsnění; 6 - posuvný třmen; 7 - vyvažovací deska; 8 - trubka hnacího hřídele; 9 - třmen; 10 - přírubový třmen; 11 - šroub; 12 - příruba hnacího kola zadní nápravy; 13 - pružná podložka; 14 - matice; 15 - zadní náprava; 16 - pojistný ventil; 17 - úhlové mazací šroubení; 18 - jehlové ložisko; 19 - oko třmenu; 20 - pojistný kroužek pružiny; 21 - jehla; 22 - podložka s toroidním koncem; 23 - korkový kroužek; 24 - vyražená čepička; 25 - křížový
Hnací hřídel, smontovaný s oběma univerzálními klouby, je na obou koncích pečlivě dynamicky vyvážen přivařením vyvažovacích desek (7) k trubce. Proto je nutné při demontáži hřídele všechny její části pečlivě označit, aby je bylo možné znovu smontovat do původní polohy. Nedodržení tohoto pokynu naruší vyvážení hřídele a způsobí vibrace, které mohou poškodit převodovku a karoserii vozidla. Pokud se jednotlivé části opotřebují, zejména pokud se trubka ohne v důsledku nárazu a po montáži není možné hřídel dynamicky vyvážit, je nutné vyměnit celou hřídel.
Možné poruchy hnacího hřídele, jejich příčiny a řešení
| Příčina poruchy | Řešení |
|---|---|
| Vibrace hnacího hřídele | |
| 1. Ohyb hřídele v důsledku překážky | 1. Vyrovnejte a dynamicky vyvážit sestavený hřídel nebo vyměňte sestavený hřídel. |
| 2. Opotřebení ložisek a křížů | 2. Vyměňte ložiska a kříže a dynamicky vyvažte smontovanou hřídel. |
| 3. Opotřebení výsuvných pouzder a kluzného třmenu | 3. Vyměňte nástavec a posuvný třmen a dynamicky vyvažte smontovanou hřídel. |
| Klepání při rozjezdu a jízdě na volnoběh | |
| 1. Opotřebení drážek kluzného třmenu nebo hřídele sekundární převodovky | 1. Vyměňte opotřebované díly. Při výměně posuvného třmenu dynamicky vyvážit smontovaný hřídel. |
| 2. Uvolněné šrouby upevňující přírubový třmen k přírubě hnacího ústrojí zadní nápravy. | 2. Utáhněte šrouby |
| Vyhazování oleje z těsnění univerzálního kloubu | |
| Opotřebení korkových kroužků v těsnění univerzálního kloubu | Vyměňte korkové kroužky a při zpětné montáži zachovejte vzájemnou polohu všech částí hnacího hřídele. Pokud dojde k opotřebení křížů a ložisek, vyměňte ložiska a kříže a sestavený hřídel dynamicky vyvážit. |
3. Vyvažování hnacího hřídele
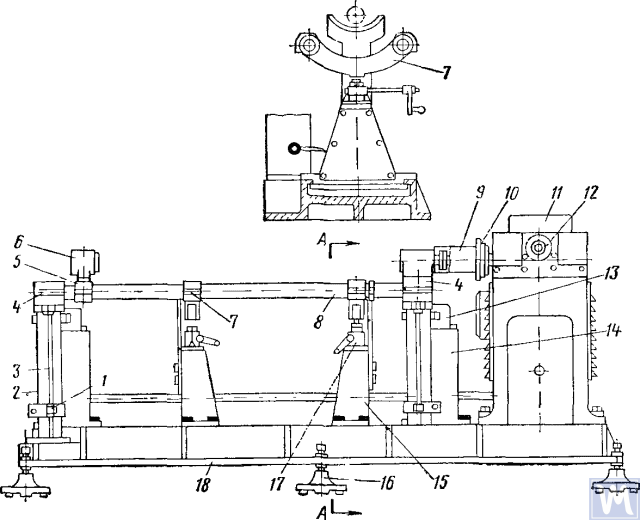
Po opravě a montáži hnacího hřídele se hřídel dynamicky vyváží na stroji. Jedna konstrukce vyvažovacího stroje je znázorněna na obrázku 7. Stroj se skládá z desky (18), kyvadlového rámu (8) upevněného na čtyřech svislých pružných tyčích (3), které zajišťují jeho kmitání ve vodorovné rovině. Na podélných trubkách kyvadlového rámu (8) je namontována konzola a přední hlavice (9), upevněná na konzole (4). Zadní vřeteník (6) je na pohyblivé traverze (5), která umožňuje dynamické vyvažování hnacích hřídelí různých délek. Vřetena vřeteníku jsou uložena na přesných kuličkových ložiskách. Vřeteno předního vřeteníku (9) je poháněno elektromotorem instalovaným v základně stroje prostřednictvím pohonu klínovým řemenem a mezilehlého hřídele, na němž je namontován končetina (10) (odstupňovaný disk). Kromě toho jsou na desce stroje (18) instalovány dva stojany (15) s výsuvnými zajišťovacími čepy (17), které zajišťují fixaci předního a zadního konce rámu kyvadla v závislosti na vyvážení předního nebo zadního konce hnacího hřídele.
Obrázek 7. Dynamické vyvažování hnacích hřídelí
1-svorka; 2-tlumiče; 3-pružná tyč; 4-konzola; 5-pohyblivá traverza; 6-zadní vřeteník; 7-příčník; 8-rám kyvadla; 9-přední hnací vřeteník; 10-rameno-disk; 11-miliampérmetr; 12-rameno komutátorové hřídele-pravítka; 13-magnetoelektrický snímač; 14-fixační stojan; 15-fixační stojan; 16-držák; 17-fixátor; 18-držák.
V zadní části desky stroje jsou namontovány pevné stojany (14) a na nich jsou instalovány magnetoelektrické snímače (13) s táhly připojenými ke koncům rámu kyvadla. Aby se zabránilo rezonančním vibracím rámu, jsou pod držáky (4) instalovány tlumiče (2) naplněné olejem.
Během dynamického vyvažování se sestava hnací hřídele s posuvným jhem instaluje a upevní na stroji. Jeden konec hnací hřídele je připojen přírubou-jhem k přírubě předního hnacího vřeteníku a druhý konec nosným krkem posuvného jha k drážkované objímce zadního vřeteníku. Poté se zkontroluje snadnost otáčení hnací hřídele a jeden konec kyvadlového rámu stroje se zafixuje pomocí fixátoru. Po spuštění stroje se rameno usměrňovače otočí proti směru hodinových ručiček, čímž se ručička milivoltmetru dostane na maximální hodnotu. Hodnota milivoltmetru odpovídá velikosti nevyváženosti. Stupnice milivoltmetru je odstupňována v gram-centimetrech nebo gramech protizávaží. Pokračováním v otáčení ramene usměrňovače proti směru hodinových ručiček se hodnota milivoltmetru vynuluje a stroj se zastaví. Na základě hodnoty ramene usměrňovače se určí úhlové posunutí (úhel posunutí nevyváženosti) a ručním otáčením hnací hřídele se tato hodnota nastaví na mezilehlé rameno hřídele. Místo svaření vyvažovací desky bude na horní straně hnací hřídele a zatížená část dole v korekční rovině. Poté se vyvažovací deska připevní a sváže tenkým drátem ve vzdálenosti 10 mm od svaru, stroj se spustí a zkontroluje se vyvážení konce hnací hřídele s deskou. Nevyváženost by neměla být větší než 70 g cm. Poté se po uvolnění jednoho konce a zajištění druhého konce kyvadlového rámu pomocí fixačního stojanu provede dynamické vyvážení druhého konce hnací hřídele podle výše popsaného technologického postupu.
Hnací hřídele mají některé vyvažovací funkce. U většiny dílů jsou základem pro dynamické vyvažování nosná hrdla (např. rotory elektromotorů, turbíny, vřetena, klikové hřídele atd.), ale u hnacích hřídelí jsou to příruby. Při montáži vznikají v různých spojích nevyhnutelné mezery, které vedou k nevyváženosti. Pokud při vyvažování nelze dosáhnout minimální nevyváženosti, hřídel se vyřadí. Přesnost vyvažování je ovlivněna následujícími faktory:
- Mezera ve spojení mezi dosedacím pásem příruby hnacího hřídele a vnitřním otvorem upínací příruby levého a pravého podpěrného čela;
- Radiální a čelní házení základních ploch příruby;
- Mezery v kloubovém a drážkovaném spojení. Přítomnost maziva v dutině drážkovaného spojení může vést k „plovoucí“ nevyváženosti. Pokud brání dosažení požadované přesnosti vyvážení, hnací hřídel se vyvažuje bez maziva.
Některé nerovnováhy mohou být zcela neopravitelné. Pokud je v univerzálních kloubech hnacího hřídele pozorováno zvýšené tření, zvyšuje se vzájemný vliv korekčních rovin. To vede ke snížení výkonu a přesnosti vyvažování.
Podle OST 37.001.053-74 jsou stanoveny následující normy nevyváženosti: hnací hřídele se dvěma klouby (dvouopěrné) se vyvažují dynamicky a se třemi (tříopěrné) se montují s mezilehlou oporou; příruby (třmeny) hnací hřídele a spojky o hmotnosti nad 5 kg se před montáží hřídele nebo spojky staticky vyvažují; normy zbytkové nevyváženosti hnací hřídele na každém konci nebo na mezilehlé oporě tříkloubových hnací hřídelí se hodnotí specifickou nevyvážeností;
Maximální přípustná specifická norma zbytkové nevyváženosti na každém konci hřídele nebo na mezilehlé podpěře, jakož i u tříkloubových hnací hřídele v jakékoli poloze na vyvažovacím stolici, by neměla překročit: u převodovek osobních automobilů a malých nákladních vozidel (do 1 t) a velmi malých autobusů – 6 g-cm/kg, u ostatních – 10 g-cm/kg. Maximální přípustná norma zbytkové nevyváženosti hnací hřídele nebo tříkloubového hnací hřídele by měla být na vyvažovacím stolici zajištěna při frekvenci otáčení odpovídající jejich frekvencím v převodovce při maximální rychlosti vozidla.
U kloubových hřídelí a tříkloubových kloubových hřídelí nákladních vozidel s nosností 4 t a více, malých i velkých autobusů je povoleno snížení frekvence otáčení na vyvažovacím stole na 70% frekvence otáčení převodových hřídelí při maximální rychlosti vozidla. Podle OST 37.001.053-74 by vyvažovací frekvence otáčení kloubových hřídelí měla být rovna:
nb = (0,7 ... 1,0) nr,
kde nb – vyvažovací frekvence otáčení (měla by odpovídat hlavním technickým údajům stolice, n=3000 min-1-1; nr – maximální pracovní frekvence otáčení, min-1.
V praxi nelze hnací hřídel kvůli mezeře v kloubech a drážkovaným spojům vyvážit při doporučené frekvenci otáčení. V takovém případě se zvolí jiná frekvence otáčení, při které se vyvažuje.
4. Moderní vyvažovací stroje pro hnací hřídele

Obrázek 8. Vyvažovací stroj pro hnací hřídele o délce až 2 metry a hmotnosti až 500 kg
Model má 2 stojany a umožňuje vyvažování ve 2 korekčních rovinách.
Vyvažovací stroj pro hnací hřídele o délce až 4200 mm a hmotnosti až 400 kg

Obrázek 9. Vyvažovací stroj pro hnací hřídele o délce až 4200 mm a hmotnosti až 400 kg
Model má 4 stojany a umožňuje vyvažování ve 4 korekčních rovinách současně.
Obrázek 10. Horizontální vyvažovací stroj s tvrdými ložisky pro dynamické vyvažování hnacích hřídelí
1 - vyvažovací prvek (hnací hřídel); 2 - základna stroje; 3 - podpěry stroje; 4 - pohon stroje; Konstrukční prvky podpěr stroje jsou znázorněny na obrázku 9.
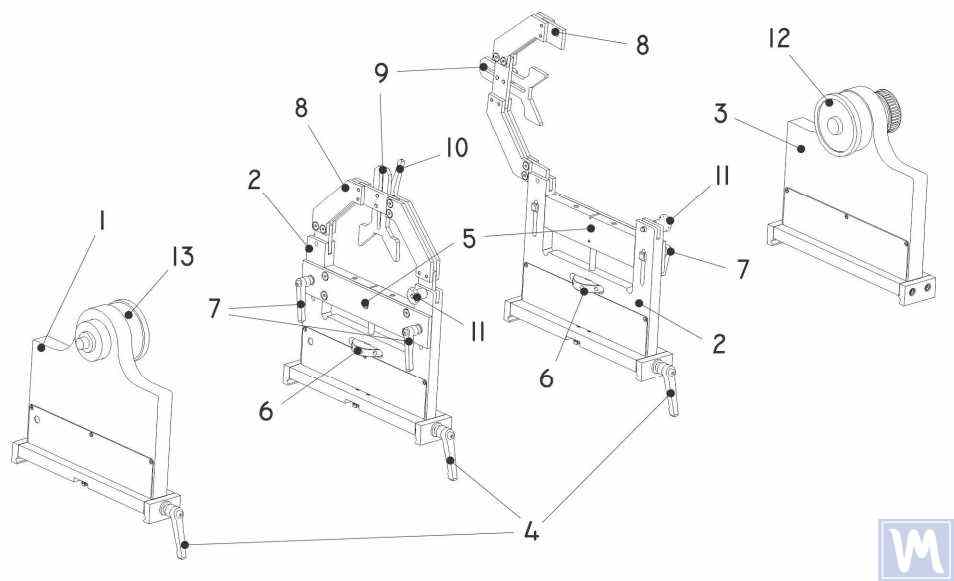
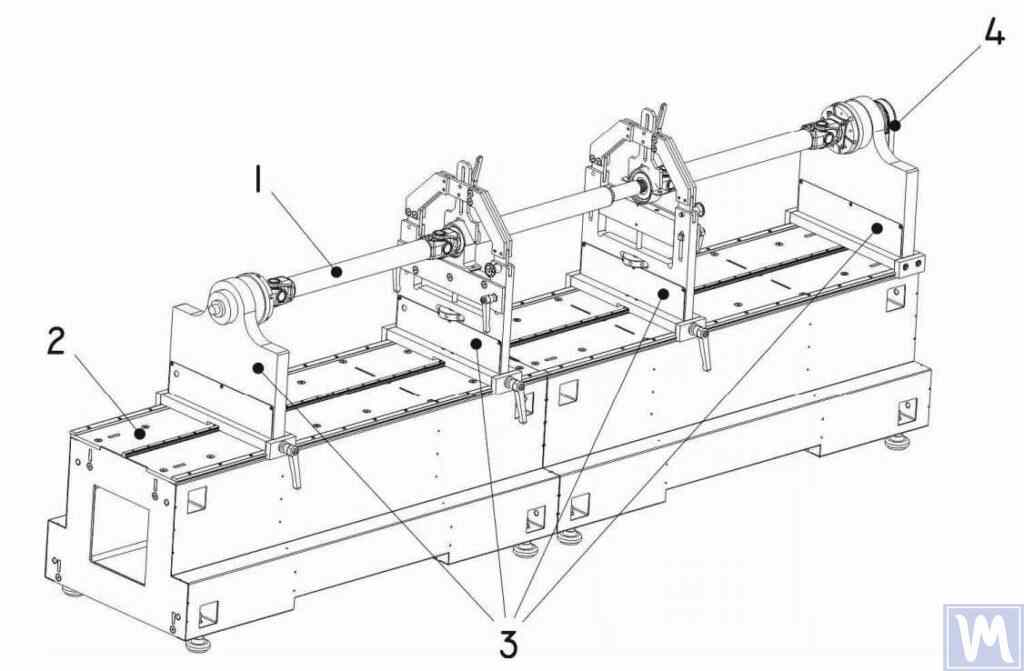
Obrázek 11. Podpěrné prvky stroje pro dynamické vyvažování hnacích hřídelí
1 - Levá nenastavitelná podpěra; 2 - Mezipolohová nastavitelná podpěra (2 ks); 3 - Pravá nenastavitelná pevná podpěra; 4 - Rukojeť zámku rámu podpěry; 5 - Pohyblivá podpěrná plošina; 6 - Matice vertikálního nastavení podpěry; 7 - Rukojeti zámku vertikální polohy; 8 - Upínací konzola podpěry; 9 - Pohyblivá upínací konzola mezipolohy; 10 - Rukojeť zámku upínací konzoly; 11 - Zámek upínací konzoly; 12 - Hnací (vodicí) vřeteno pro instalaci položky; 13 - Hnací vřeteno.
5. Příprava na vyvažování hnacího hřídele
Níže se budeme zabývat nastavením podpěr stroje a instalací vyvažovacího prvku (čtyřpodpěrný hnací hřídel) na podpěry stroje.
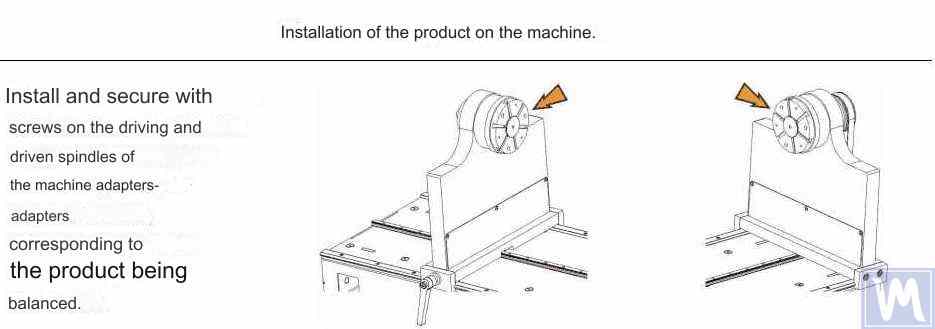
Obrázek 12. Instalace přechodových přírub na vřetena vyvažovacího stroje
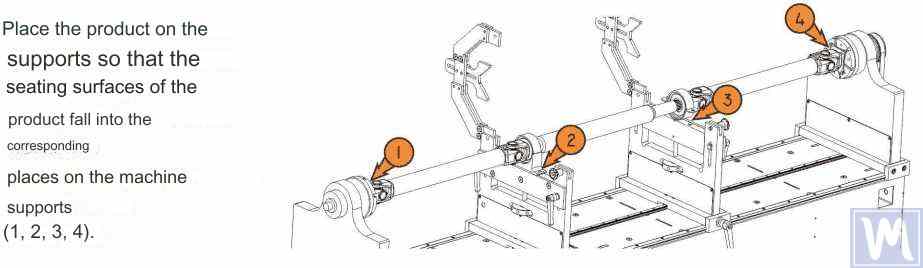
Obrázek 13. Instalace hnacího hřídele na podpěry vyvažovacího stroje
Obrázek 14. Vodorovné vyrovnání hnacího hřídele na podpěrách vyvažovacího stroje pomocí bublinkové vodováhy
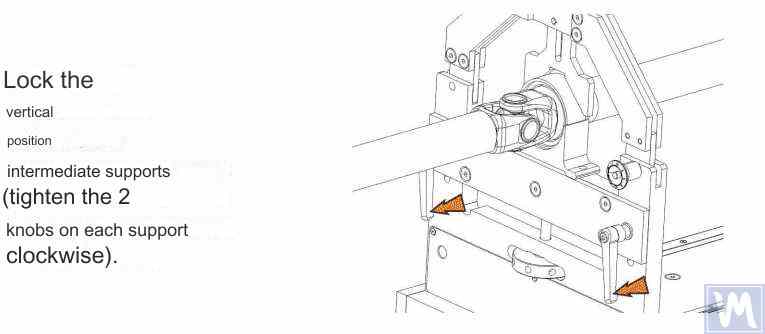
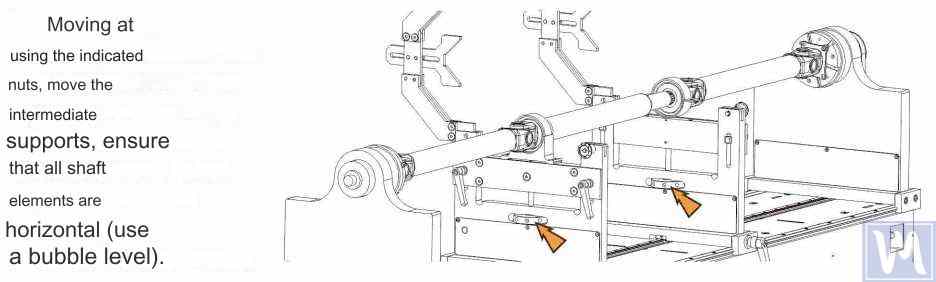
Obrázek 15. Upevnění mezilehlých podpěr vyvažovacího stroje, aby se zabránilo svislému posunu hnacího hřídele
Otáčejte položkou ručně o celou otáčku. Ujistěte se, že se otáčí volně a nezasekává se o podpěry. Poté je mechanická část stroje nastavena a instalace položky je dokončena.
6. Postup vyvažování hnacího hřídele
Proces vyvažování hnacího hřídele na vyvažovacím stroji bude posouzen na příkladu měřicího systému Balanset-4. Balanset-4 je přenosná vyvažovací souprava určená k vyvažování v jedné, dvou, třech a čtyřech korekčních rovinách rotorů, které se otáčejí ve vlastních ložiskách nebo jsou namontovány na vyvažovacím stroji. Zařízení obsahuje až čtyři snímače vibrací, snímač fázového úhlu, čtyřkanálovou měřicí jednotku a přenosný počítač.
Celý proces vyvažování, včetně měření, zpracování a zobrazení informací o velikosti a umístění korekčních závaží, probíhá automaticky a nevyžaduje od uživatele další dovednosti a znalosti nad rámec poskytnutých pokynů. Výsledky všech vyvažovacích operací se ukládají do archivu vyvažování a v případě potřeby je lze vytisknout jako sestavy. Kromě vyvažování lze Balanset-4 používat také jako běžný vibrotachometr, který umožňuje měřit na čtyřech kanálech střední kvadratickou hodnotu celkových vibrací, střední kvadratickou hodnotu rotační složky vibrací a kontrolovat frekvenci otáčení rotoru.
Zařízení dále umožňuje zobrazovat grafy časové funkce a spektra vibrací podle rychlosti vibrací, což může být užitečné při posuzování technického stavu vyváženého stroje.

Obrázek 16. Vnější pohled na zařízení Balanset-4 pro použití jako měřicí a výpočetní systém vyvažovacího stroje hnacího hřídele

Obrázek 17. Příklad použití zařízení Balanset-4 jako měřicího a výpočetního systému vyvažovacího stroje hnacího hřídele
Obrázek 18. Uživatelské rozhraní zařízení Balanset-4
Zařízení Balanset-4 může být vybaveno dvěma typy senzorů – vibračními akcelerometry pro měření vibrací (vibračního zrychlení) a senzory síly. Vibrační senzory se používají pro provoz na vyvažovacích strojích post-rezonančního typu, zatímco senzory síly se používají pro stroje pre-rezonančního typu.
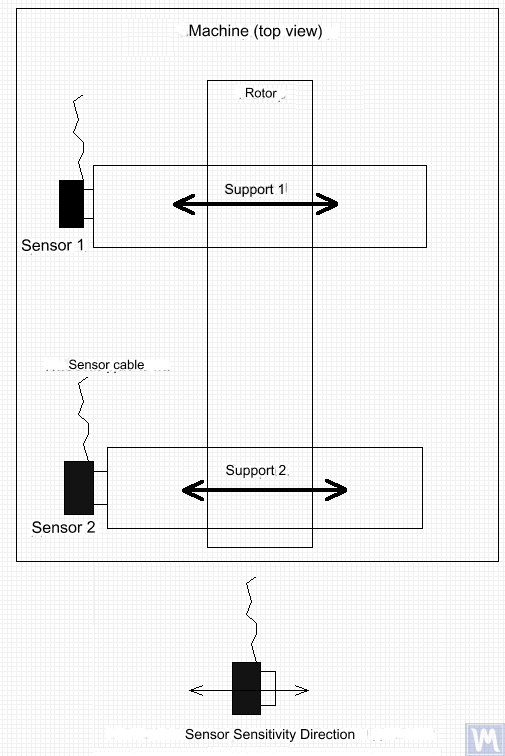
Obrázek 19. Instalace snímačů vibrací Balanset-4 na podpěrách vyvažovacího stroje
Směr osy citlivosti senzorů by měl odpovídat směru vibračního posunutí podpěry, v tomto případě horizontálnímu. Další informace o instalaci senzorů naleznete v části VYVAŽOVÁNÍ ROTORŮ V PROVOZNÍCH PODMÍNKÁCH. Instalace senzorů síly závisí na konstrukčních vlastnostech stroje.
- Na podpěry vyvažovacího stroje nainstalujte snímače vibrací 1, 2, 3, 4.
- Připojte snímače vibrací ke konektorům X1, X2, X3, X4.
- Snímač fázového úhlu (laserový otáčkoměr) 5 nainstalujte tak, aby jmenovitá mezera mezi radiálním (nebo koncovým) povrchem vyváženého rotoru a krytem snímače byla v rozmezí 10 až 300 mm.
- Na povrch rotoru připevněte reflexní pásku o šířce nejméně 10-15 mm.
- Připojte snímač fázového úhlu ke konektoru X5.
- Připojte měřicí jednotku k portu USB počítače.
- Při použití síťového napájení připojte počítač k napájecí jednotce.
- Napájecí jednotku připojte k síti 220 V, 50 Hz.
- Zapněte počítač a vyberte program "BalCom-4".
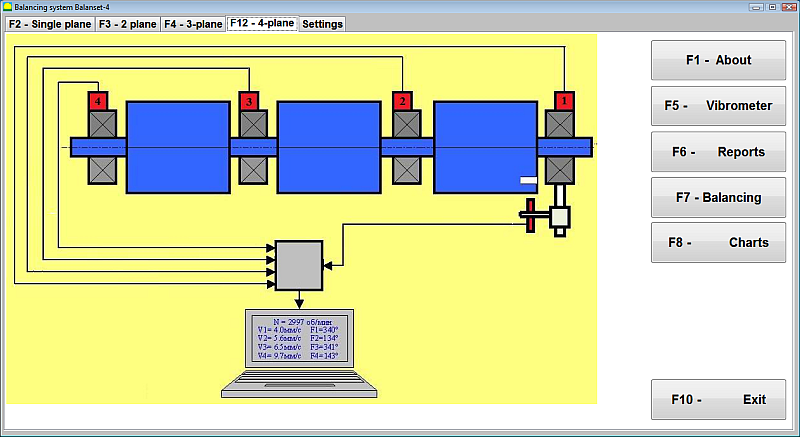
- Stisknutím tlačítka "F12-four-plane" (nebo funkční klávesy F12 na klávesnici počítače) zvolte režim pro měření vibrací současně ve čtyřech rovinách pomocí snímačů vibrací 1, 2, 3 a 4, připojených ke vstupům X1, X2, X3 a X4 měřicí jednotky.
- Na displeji počítače se zobrazí mnemotechnické schéma znázorňující proces měření vibrací současně ve čtyřech měřicích kanálech (nebo proces vyvažování ve čtyřech rovinách), jak je znázorněno na obrázku 16.
Před vyvážením se doporučuje provést měření v režimu vibrometru (tlačítko F5).
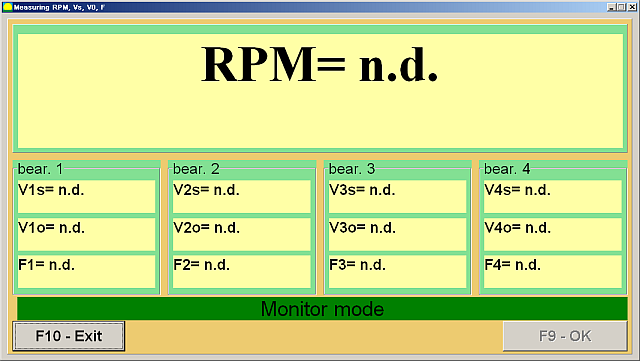
Obrázek 20. Měření v režimu vibrometru
Pokud celková velikost vibrací V1s (V2s) přibližně odpovídá velikosti rotační složky V1o (V2o), lze předpokládat, že hlavní příspěvek k vibracím mechanismu je způsoben nevyvážeností rotoru. Pokud celková velikost vibrací V1s (V2s) výrazně převyšuje rotační složku V1o (V2o), doporučuje se provést kontrolu mechanismu – zkontrolovat stav ložisek, zajistit bezpečné upevnění na základu, ověřit, zda se rotor během otáčení nedotýká pevných částí, a zvážit vliv vibrací z jiných mechanismů atd.
Studium grafů časových funkcí a vibračních spekter získaných v režimu „Grafy – Spektrální analýza“ může být zde užitečné.
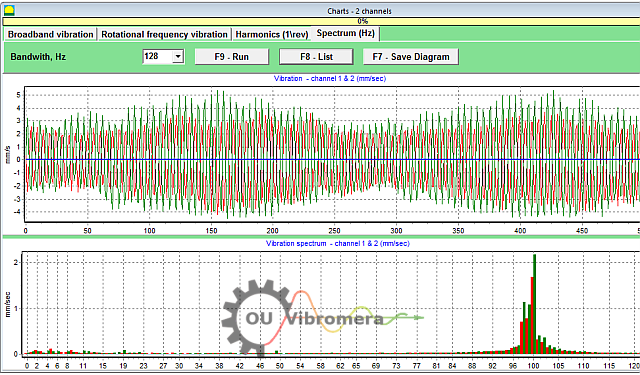
Obrázek 21. Grafy časové funkce a spektra vibrací
Graf ukazuje, na kterých frekvencích jsou úrovně vibrací nejvyšší. Pokud se tyto frekvence liší od rotační frekvence rotoru vyváženého mechanismu, je nutné před vyvážením identifikovat zdroje těchto vibračních složek a přijmout opatření k jejich odstranění.
Důležité je také věnovat pozornost stabilitě údajů v režimu vibrometru - amplituda a fáze vibrací by se během měření neměla změnit o více než 10-15%. V opačném případě by mechanismus mohl pracovat v blízkosti rezonanční oblasti. V takovém případě je třeba upravit otáčky rotoru.
Při provádění čtyřrovinného vyvažování v režimu „Primární“ je zapotřebí pět kalibračních jízd a alespoň jedna ověřovací jízda vyváženého stroje. Měření vibrací během první jízdy stroje bez zkušebního závaží se provádí v pracovním prostoru „Čtyřrovinné vyvažování“. Následné jízdy se provádějí se zkušebním závažím, které je postupně instalováno na hnací hřídel v každé korekční rovině (v oblasti každé podpěry vyvažovacího stroje).
Před každým dalším spuštěním je třeba provést následující kroky:
- Zastavte otáčení rotoru vyváženého stroje.
- Odstraňte dříve nainstalované zkušební závaží.
- Zkušební závaží nainstalujte do další roviny.
Obrázek 23. Pracovní prostor pro vyvažování čtyř rovin
Po dokončení každého měření se výsledky frekvence otáčení rotoru (Nob), stejně jako efektivní hodnoty (Vo1, Vo2, Vo3, Vo4) a fáze (F1, F2, F3, F4) vibrací při rotační frekvenci vyváženého rotoru se ukládají do odpovídajících polí v okně programu. Po pátém spuštění (Závaží v rovině 4) se zobrazí pracovní plocha „Vyvažovací závaží“ (viz obrázek 24) zobrazující vypočítané hodnoty hmotností (M1, M2, M3, M4) a montážní úhly (f1, f2, f3, f4) korekčních závaží, která je třeba instalovat na rotor ve čtyřech rovinách, aby se vyrovnala jeho nevyváženost.
Obrázek 24. Pracovní plocha s vypočtenými parametry korekčních vah ve čtyřech rovinách
Pozor! Po dokončení procesu měření během pátého běhu vyváženého stroje je nutné zastavit otáčení rotoru a odstranit dříve nainstalované zkušební závaží. Teprve poté můžete pokračovat s instalací (nebo demontáží) korekčních závaží na rotor.
Úhlová poloha pro přidání (nebo odebrání) korekčního závaží na rotoru v polárním souřadnicovém systému se měří od místa instalace zkušebního závaží. Směr měření úhlu se shoduje se směrem otáčení rotoru. V případě vyvažování lopatkami se lopatka vyváženého rotoru, podmíněně považovaná za 1. lopatku, shoduje s místem instalace zkušebního závaží. Směr číslování lopatek zobrazený na displeji počítače sleduje směr otáčení rotoru.
V této verzi programu se standardně předpokládá, že korekční závaží bude přidáno k rotoru. Toto je indikováno značkou nastavenou v poli „Přidat“. Pokud je nutná korekce nevyváženosti odstraněním závaží (např. vrtáním), nastavte značku v poli „Odebrat“ pomocí myši, načež se úhlová poloha korekčního závaží automaticky změní o 180 stupňů.
Po instalaci korekčních závaží na vyvážený rotor se stisknutím tlačítka „Konec – F10“ (nebo funkční klávesy F10 na klávesnici počítače) vraťte do předchozího pracovního prostoru „Vyvažování ve čtyřech rovinách“ a zkontrolujte účinnost vyvažování. Po dokončení ověřovacího běhu se zobrazí výsledky frekvence otáčení rotoru (Nob) a efektivní hodnoty (Vo1, Vo2, Vo3, Vo4) a fáze (F1, F2, F3, F4) vibrací při rotační frekvenci vyváženého rotoru se ukládají. Současně se nad pracovním prostorem „Vyvažování ve čtyřech rovinách“ zobrazí pracovní prostor „Vyvažovací závaží“ (viz obrázek 21), který zobrazuje vypočítané parametry dalších korekčních závaží, která je třeba na rotor nainstalovat (nebo odstranit) pro kompenzaci jeho zbytkové nevyváženosti. Tento pracovní prostor navíc zobrazuje hodnoty zbytkové nevyváženosti dosažené po vyvážení. Pokud hodnoty zbytkových vibrací a/nebo zbytkové nevyváženosti vyváženého rotoru splňují požadavky na toleranci uvedené v technické dokumentaci, lze proces vyvažování dokončit. V opačném případě lze v procesu vyvažování pokračovat. Tato metoda umožňuje korekci možných chyb postupnými aproximacemi, které mohou nastat při instalaci (demontáži) korekčního závaží na vyváženém rotoru.
Pokud proces vyvažování pokračuje, je nutné na vyvážený rotor nainstalovat (nebo odstranit) další korekční závaží podle parametrů uvedených v pracovním prostoru „Vyvažovací závaží“.
Tlačítko „Koeficienty – F8“ (nebo funkční klávesa F8 na klávesnici počítače) slouží k zobrazení a uložení koeficientů vyvážení rotoru (koeficientů dynamického vlivu) vypočítaných z výsledků pěti kalibračních běhů do paměti počítače.
7. Doporučené třídy přesnosti vyvažování pro tuhé rotory
Tabulka 2. Doporučené třídy přesnosti vyvažování pro tuhé rotory.

Doporučené třídy přesnosti vyvažování pro tuhé rotory
| Typy strojů (rotory) | Třída přesnosti vyvažování | Hodnota eper Ω mm/s |
|---|---|---|
| Hnací klikové hřídele (konstrukčně nevyvážené) pro velké nízkootáčkové lodní vznětové motory (rychlost pístu menší než 9 m/s) | G 4000 | 4000 |
| Hnací klikové hřídele (konstrukčně vyvážené) pro velké nízkootáčkové lodní vznětové motory (rychlost pístu menší než 9 m/s) | G 1600 | 1600 |
| Hnací klikové hřídele (konstrukčně nevyvážené) na izolátorech vibrací | G 630 | 630 |
| Hnací klikové hřídele (konstrukčně nevyvážené) na tuhých podpěrách | G 250 | 250 |
| Pístové motory montované do osobních a nákladních automobilů a lokomotiv | G 100 | 100 |
| Automobilové díly: kola, disky kol, dvojkolí, převodovky | ||
| Hnací klikové hřídele (konstrukčně vyvážené) na izolátorech vibrací | G 40 | 40 |
| Zemědělské stroje | G 16 | 16 |
| Hnací klikové hřídele (vyvážené) na pevných podpěrách | ||
| Drtiče | ||
| Hnací hřídele (hnací hřídele, šroubové hřídele) | ||
| Plynové turbíny pro letadla | G 6.3 | 6.3 |
| Odstředivky (separátory, usazovače) | ||
| Elektromotory a generátory (s výškou hřídele nejméně 80 mm) s maximální jmenovitou rychlostí otáčení až 950 min.-1 | ||
| Elektromotory s výškou hřídele menší než 80 mm | ||
| Fanoušci | ||
| Převodové pohony | ||
| Stroje pro všeobecné použití | ||
| Stroje na řezání kovů | ||
| Stroje na výrobu papíru | ||
| Čerpadla | ||
| Turbodmychadla | ||
| Vodní turbíny | ||
| Kompresory | ||
| Počítačem řízené pohony | G 2.5 | 2.5 |
| Elektromotory a generátory (s výškou hřídele nejméně 80 mm) s maximálními jmenovitými otáčkami nad 950 min.-1 | ||
| Plynové a parní turbíny | ||
| Pohony řezacích strojů na kovy | ||
| Textilní stroje | ||
| Pohony audio a video zařízení | G 1 | 1 |
| Pohony brusek | ||
| Vřetena a pohony vysoce přesných zařízení | G 0.4 | 0.4 |
Často kladené otázky o vyvažování hnací hřídele
Co je vyvážení hnací hřídele?
Vyvažování hnací hřídele je proces korekce jakékoli hmotnostní nerovnováhy v hnací hřídeli tak, aby se plynule otáčel bez vibrací. To zahrnuje měření, kde je hřídel na jedné straně těžší, a následné přidání nebo odebrání malého množství závaží (například přivařením vyvažovacích závaží), aby se tato nerovnováha vyrovnala. Vyvážená hnací hřídel má rovnoměrný chod, což zabraňuje nadměrným vibracím a opotřebení součástí vozidla.
Proč je důležité vyvažování hnací hřídele?
Nevyvážený hnací hřídel může vést k silným vibracím, zejména při určitých rychlostech, a může způsobovat klepavé zvuky při akceleraci nebo řazení. Postupem času mohou tyto vibrace poškodit ložiska, univerzální klouby a další součásti hnacího ústrojí. Vyvážení hnací hřídele tyto vibrace eliminuje, zajišťuje plynulejší jízdu, snižuje namáhání součástí a zabraňuje nákladným poškozením nebo prostojům.
Jaké jsou běžné příznaky nevyvážené hnací hřídele?
Mezi typické příznaky nevyváženého nebo vadného hnací hřídele patří znatelné vibrace nebo chvění v podlaze vozidla nebo na sedadle, zejména s rostoucí rychlostí. Při řazení nebo během zrychlování a zpomalování můžete také slyšet klepání nebo drnčení. V některých případech se může univerzální kloub přehřát v důsledku nevyváženosti. Pokud si těchto příznaků všimnete, je pravděpodobné, že hnací hřídel potřebuje vyvážení nebo opravu.
Jak se vyvažuje hnací hřídel?
Vyvažování hnací hřídele se obvykle provádí pomocí specializovaného vyvažovacího stroje. Hnací hřídel se namontuje a otáčí vysokou rychlostí, zatímco senzory detekují jakoukoli nevyváženost. Technik poté na základě údajů stroje připevní na hnací hřídel malá závaží (nebo odebere materiál) v určitých pozicích. Tento proces se opakuje, dokud se hnací hřídel nezačne otáčet bez výrazných vibrací. Moderní systémy, jako je Balanset-4, mohou tento proces vést a přesně vypočítat, kam a kolik závaží je třeba přidat pro přesné vyvážení.
Závěr
Závěrem lze říci, že správné vyvážení hnací hřídele je nezbytné pro bezpečnost, výkon a úsporu nákladů. Detekcí a opravou nevyváženosti předcházíte zbytečnému opotřebení součástí, vyhýbáte se škodlivým poruchám a udržujete optimální výkon stroje. Moderní vyvažovací systémy, jako jsou naše zařízení Balanset-1 a Balanset-4, zefektivňují proces a pomáhají i malým dílnám dosáhnout profesionálních výsledků.
Pokud se potýkáte s přetrvávajícími vibracemi hnací hřídele nebo potřebujete spolehlivé řešení pro vyvážení, neváhejte jednat. Použijte kroky uvedené v této příručce nebo se poraďte s našimi odborníky. Se správným přístupem a vybavením si můžete zajistit, že vaše hnací hřídel bude fungovat hladce a spolehlivě po mnoho let. Kontaktujte nás dozvědět se více nebo prozkoumat nejlepší zařízení pro vyvažování hnací hřídele pro vaše potřeby.

0 komentářů