Auswuchten der Antriebswelle: Umfassender Leitfaden
Geräte zum dynamischen Auswuchten von Antriebswellen und Messsystem für Auswuchtmaschinen Balanset-4 – 6.803 €
Stellen Sie sich vor, Sie fahren einen Lkw und spüren plötzlich eine starke Vibration oder hören beim Beschleunigen oder Gangwechsel ein lautes Klackern. Das ist mehr als nur ein Ärgernis – es könnte ein Zeichen für eine unausgeglichene Antriebswelle sein. Für Ingenieure und Techniker sind solche Vibrationen und Geräusche ein Zeichen für Leistungsverlust, beschleunigten Verschleiß der Komponenten und potenziell kostspielige Ausfallzeiten, wenn nichts dagegen unternommen wird.
In diesem umfassenden Leitfaden bieten wir praktische Lösungen für Probleme mit dem Auswuchten von Antriebswellen. Sie erfahren, was eine Antriebswelle ist und warum sie ausgewuchtet werden muss, erkennen die häufigsten Störungen, die Vibrationen oder Geräusche verursachen, und folgen einer klaren Schritt-für-Schritt-Anleitung zum dynamischen Auswuchten von Antriebswellen. Mit diesen bewährten Verfahren sparen Sie Reparaturkosten, verkürzen die Fehlersuche und stellen sicher, dass Ihre Maschinen oder Fahrzeuge zuverlässig und vibrationsarm laufen.
Inhaltsübersicht
- 1. Arten von Antriebswellen
- 2. Fehlfunktionen des Kardanantriebs
- 3. Auswuchten der Antriebswelle
- 4. Moderne Auswuchtmaschinen für Antriebswellen
- 5. Vorbereitung zum Auswuchten von Antriebswellen
- 6. Auswuchten von Antriebswellen
- 7. Empfohlene Auswucht-Genauigkeitsklassen für starre Rotoren







1. Arten von Antriebswellen
Ein Kardanantrieb (Antriebswelle) ist ein Mechanismus, der ein Drehmoment zwischen Wellen überträgt, die sich in der Mitte des Kardans kreuzen und sich in einem Winkel zueinander bewegen können. In einem Fahrzeug überträgt die Kardanwelle das Drehmoment vom Getriebe (oder Verteilergetriebe) auf die angetriebenen Achsen im Falle eines klassischen oder Allradantriebs. Bei Fahrzeugen mit Allradantrieb verbindet das Kardangelenk in der Regel die Antriebswelle des Getriebes mit der Antriebswelle des Verteilergetriebes und die Antriebswellen des Verteilergetriebes mit den Antriebswellen der Hauptantriebe der angetriebenen Achsen.
Am Rahmen montierte Einheiten (wie Getriebe und Verteilergetriebe) können sich aufgrund der Verformung ihrer Halterungen und des Rahmens selbst relativ zueinander bewegen. Die Antriebsachsen sind über die Aufhängung mit dem Rahmen verbunden und können sich aufgrund der Verformung der elastischen Elemente der Aufhängung relativ zum Rahmen und den daran montierten Einheiten bewegen. Diese Bewegung kann nicht nur die Winkel der Antriebswellen, die die Einheiten verbinden, sondern auch den Abstand zwischen den Einheiten verändern.
Der Kardanantrieb hat einen entscheidenden Nachteil: die ungleichmäßige Drehung der Wellen. Wenn sich eine Welle gleichmäßig dreht, dreht sich die andere nicht, und diese Ungleichmäßigkeit nimmt mit dem Winkel zwischen den Wellen zu. Diese Einschränkung verhindert den Einsatz eines Kardanantriebs in vielen Anwendungen, z. B. im Getriebe von Fahrzeugen mit Frontantrieb, bei denen es in erster Linie um die Übertragung des Drehmoments auf die drehenden Räder geht. Dieser Nachteil kann teilweise durch die Verwendung von Doppelkreuzgelenken auf einer Welle ausgeglichen werden, die um eine Vierteldrehung zueinander gedreht werden. Bei Anwendungen, die eine gleichmäßige Drehung erfordern, werden jedoch in der Regel Gleichlaufgelenke (CV-Gelenke) verwendet. Gleichlaufgelenke sind eine fortschrittlichere, aber auch komplexere Konstruktion, die denselben Zweck erfüllt.
Kardanantriebe können aus einem oder mehreren Kardangelenken bestehen, die durch Antriebswellen und Zwischenlager verbunden sind.
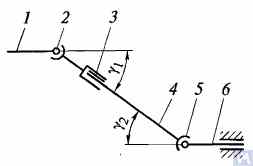
Abbildung 1. Schema eines Kardanantriebs: 1, 4, 6 - Antriebswellen; 2, 5 - Kreuzgelenke; 3 - Ausgleichsverbindung; u1, u2 - Winkel zwischen den Wellen
Im Allgemeinen besteht ein Gelenkwellenantrieb aus den Kreuzgelenken 2 und 5, den Antriebswellen 1, 4 und 6 und einer Ausgleichsverbindung 3. Manchmal ist die Antriebswelle auf einem Zwischenlager montiert, das am Querträger des Fahrzeugrahmens befestigt ist. Kreuzgelenke gewährleisten die Drehmomentübertragung zwischen Wellen, deren Achsen sich in einem Winkel schneiden. Kreuzgelenke werden in Ungleichlauf- und Gleichlaufgelenke unterteilt. Ungleichlaufgelenke werden weiter in elastische und starre Typen unterteilt. Gleichlaufgelenke können Kugelgelenke mit Teilungsnuten, Kugelgelenke mit Teilungshebel und Nockengelenke sein. Sie werden typischerweise im Antrieb der gelenkten Antriebsräder eingebaut, wo der Winkel zwischen den Wellen 45° erreichen kann und der Mittelpunkt des Kreuzgelenks mit dem Schnittpunkt der Drehachse des Rads und seiner Lenkachse übereinstimmen muss.
Elastische Kreuzgelenke übertragen aufgrund der elastischen Verformung der Verbindungselemente ein Drehmoment zwischen Wellen, deren Achsen sich in einem Winkel von 2 bis 3° schneiden. Ein starres Ungleichlaufgelenk überträgt das Drehmoment durch die bewegliche Verbindung starrer Teile von einer Welle auf eine andere. Es besteht aus zwei Gabeln – 3 und 5, in deren zylindrischen Löchern die Enden A, B, V und G des Verbindungselements – des Kreuzes 4 – gelagert sind. Die Gabeln sind starr mit den Wellen 1 und 2 verbunden. Gabel 5 kann sich um die Achse BG des Kreuzes drehen und gleichzeitig zusammen mit dem Kreuz um die Achse AV, wodurch die Drehung von einer Welle auf eine andere mit einem veränderlichen Winkel zwischen ihnen übertragen werden kann.
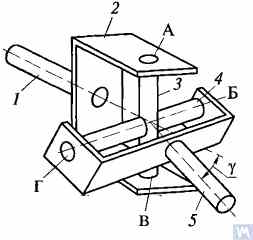
Abbildung 2. Schema eines starren Kreuzgelenks mit ungleichmäßiger Geschwindigkeit
Wenn sich die Welle 7 um einen Winkel α um ihre Achse dreht, dann dreht sich die Welle 2 im gleichen Zeitraum um einen Winkel β. Die Beziehung zwischen den Drehwinkeln der Wellen 7 und 2 wird durch den folgenden Ausdruck bestimmt tanα = tanβ * cosγ, wobei γ der Winkel ist, in dem die Wellenachsen zueinander stehen. Dieser Ausdruck zeigt, dass der Winkel β manchmal kleiner, gleich oder größer als der Winkel α ist. Die Gleichheit dieser Winkel tritt alle 90° der Drehung der Welle 7 auf. Daher ist bei gleichmäßiger Drehung der Welle 1 die Winkelgeschwindigkeit der Welle 2 ungleichmäßig und variiert gemäß einem sinusförmigen Gesetz. Die Ungleichmäßigkeit der Drehung der Welle 2 wird umso deutlicher, je größer der Winkel γ zwischen den Wellenachsen ist.
Wird die ungleichmäßige Drehung der Welle 2 auf die Wellen der Aggregate übertragen, treten bei der Übertragung zusätzliche pulsierende Belastungen auf, die mit dem Winkel γ zunehmen. Um zu verhindern, dass die ungleichmäßige Drehung der Welle 2 auf die Wellen der Aggregate übertragen wird, werden im Kardanantrieb zwei Kreuzgelenke eingesetzt. Sie werden so eingebaut, dass die Winkel γ1 und γ2 gleich groß sind; die Gabeln der Kreuzgelenke, die auf der ungleichmäßig drehenden Welle 4 befestigt sind, sollten in der gleichen Ebene liegen.
Der Aufbau der Hauptteile von Kreuzgelenkantrieben ist in Abbildung 3 dargestellt. Ein Ungleichlaufkreuzgelenk besteht aus zwei Gabeln (1), die durch ein Kreuzstück (3) verbunden sind. Eine der Gabeln hat manchmal einen Flansch, während die andere an das Antriebswellenrohr geschweißt ist oder ein verzahntes Ende (6) (oder eine Hülse) zur Verbindung mit der Antriebswelle hat. Die Zapfen des Kreuzstücks sind in den Ösen beider Gabeln auf Nadellagern (7) montiert. Jedes Lager ist in einem Gehäuse (2) untergebracht und wird im Ösen der Gabel mit einer Kappe gehalten, die wiederum mit zwei Schrauben an der Gabel befestigt ist, die durch Laschen an der Unterlegscheibe gesichert werden. In einigen Fällen werden die Lager mit Sprengringen in den Gabeln gesichert. Um die Schmierung im Lager zu erhalten und es vor Wasser und Schmutz zu schützen, ist eine selbstspannende Gummidichtung vorhanden. Der innere Hohlraum des Kreuzstücks wird über einen Schmiernippel mit Fett gefüllt, das die Lager erreicht. Das Kreuzstück verfügt üblicherweise über ein Sicherheitsventil, um die Dichtung vor Beschädigungen durch den Druck des in das Kreuzstück gepumpten Fetts zu schützen. Die Keilwellenverbindung (6) wird über den Schmiernippel (5) geschmiert.
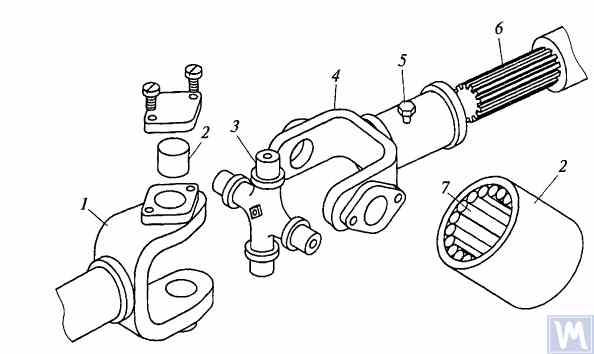
Abbildung 3. Einzelheiten eines starren Kreuzgelenks mit ungleichmäßiger Geschwindigkeit
Der maximale Winkel zwischen den Achsen von Wellen, die durch starre Ungleichlaufgelenke verbunden sind, überschreitet normalerweise nicht 20°, da die Effizienz bei größeren Winkeln deutlich abnimmt. Wenn der Winkel zwischen den Wellenachsen innerhalb von 0...2% schwankt, werden die Zapfen des Kreuzes durch die Nadellager verformt, was zu einem schnellen Ausfall des Kreuzgelenks führt.
In den Getrieben von Hochgeschwindigkeitskettenfahrzeugen werden häufig Kreuzgelenke mit Zahnkupplungstyp verwendet, die die Drehmomentübertragung zwischen Wellen mit Achsenkreuzungen in Winkeln von bis zu 1,5...2° ermöglichen.
Antriebswellen werden in der Regel aus nahtlosen oder geschweißten Spezialstahlrohren hergestellt. Die Gabeln der Kardangelenke, Keilwellenmuffen oder Spitzen sind mit den Rohren verschweißt. Um die auf die Antriebswelle wirkenden Querkräfte zu verringern, werden die Kardangelenke dynamisch ausgewuchtet. Die Unwucht wird durch das Anschweißen von Wuchtblechen an die Antriebswelle oder manchmal auch durch das Anbringen von Wuchtblechen unter den Lagerdeckeln der Kreuzgelenke korrigiert. Die relative Lage der verzahnten Verbindungsteile nach der Montage und dem Auswuchten des Kardanantriebs im Werk wird in der Regel mit speziellen Etiketten gekennzeichnet.
Die Ausgleichsverbindung des Kardanantriebs wird in der Regel in Form einer Keilverbindung ausgeführt, die eine axiale Bewegung der Kardanantriebsteile ermöglicht. Sie besteht aus einer verzahnten Spitze, die in die verzahnte Hülse des Kardanantriebs passt. Die Schmierung wird über einen Schmiernippel in die Keilverbindung eingeführt oder bei der Montage aufgetragen und nach längerem Gebrauch des Fahrzeugs ausgetauscht. In der Regel werden eine Dichtung und ein Deckel eingebaut, um Fettaustritt und Verschmutzung zu verhindern.
Bei langen Antriebswellen werden in der Regel Zwischenlager im Kardanantrieb eingesetzt. Ein Zwischenlager besteht in der Regel aus einem mit dem Fahrzeugrahmenquerträger verschraubten Winkel, in dem ein Kugellager in einem gummielastischen Ring gelagert ist. Das Lager ist beidseitig mit Kappen abgedichtet und verfügt über eine Schmiervorrichtung. Der elastische Gummiring hilft, Montageungenauigkeiten und Lagerfehlstellungen auszugleichen, die aufgrund von Rahmenverformungen auftreten können.
Ein Kreuzgelenk mit Nadellagern (Abbildung 4a) besteht aus Gabeln, einem Kreuz, Nadellagern und Dichtungen. Die Lagerschalen mit Nadellagern werden auf die Zapfen des Kreuzes aufgesetzt und mit Dichtungen abgedichtet. Die Lagerschalen werden mit Sprengringen oder Kappen, die mit Schrauben befestigt werden, in den Jochs befestigt. Die Schmierung der Kardangelenke erfolgt über einen Schmiernippel durch Innenbohrungen im Kreuz. Ein Sicherheitsventil sorgt dafür, dass kein übermäßiger Öldruck im Gelenk entsteht. Bei gleichmäßiger Drehung des treibenden Jochs dreht sich das angetriebene Joch ungleichmäßig: Es läuft dem treibenden Joch zweimal pro Umdrehung voraus und nach. Um die ungleichmäßige Drehung zu beseitigen und die Trägheitslasten zu verringern, werden zwei Kreuzgelenke verwendet.
Im Antrieb zu den vorderen Antriebsrädern sind Gleichlaufgelenke eingebaut. Der Gleichlaufgelenkantrieb der Fahrzeuge GAZ-66 und ZIL-131 besteht aus den Gabeln 2, 5 (Abbildung 4b), vier Kugeln 7 und einer zentralen Kugel 8. Die treibende Gabel 2 ist fest mit der inneren Achswelle verbunden, während die getriebene Gabel mit der äußeren Achswelle zusammengeschmiedet ist, an deren Ende die Radnabe befestigt ist. Das Antriebsmoment von der Antriebsgabel 2 auf die Antriebsgabel 5 wird durch Kugeln 7 übertragen, die sich entlang kreisförmiger Nuten in den Gabeln bewegen. Die zentrale Kugel 8 dient zur Zentrierung der Joche und wird durch Bolzen 3, 4 gehalten. Die Drehfrequenz der Joche 2, 5 ist aufgrund der Symmetrie des Mechanismus in Bezug auf die Joche gleich. Die Änderung der Wellenlänge wird durch die freie Keilverbindung der Joche mit der Welle gewährleistet.
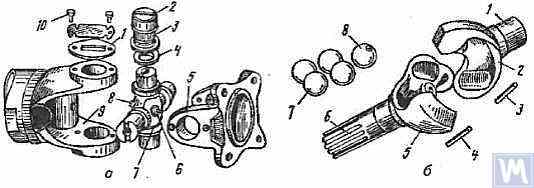
Abbildung 4. Kreuzgelenke: a - Kreuzgelenk: 1 - Kappe; 2 - Hülse; 3 - Nadellager; 4 - Dichtung; 5, 9 - Gabeln; 6 - Sicherheitsventil; 7 - Kreuz; 8 - Schmiernippel; 10 - Schraube; b - Gleichlaufgelenk: 1 - innere Achswelle; 2 - treibende Gabel; 3, 4 - Bolzen; 5 - angetriebene Gabel; 6 - äußere Achswelle; 7 - Kugeln; 8 - Zentralkugel
2. Fehlfunktionen des Kardanantriebs
Fehlfunktionen des Kardanantriebs äußern sich in der Regel durch heftige Schläge in den Kardangelenken, die während der Fahrt auftreten, insbesondere beim Schalten zwischen den Gängen und bei plötzlichen Erhöhungen der Motorkurbelwellendrehzahl (z. B. beim Übergang von der Motorbremse zur Beschleunigung). Ein Anzeichen für eine Fehlfunktion des Kardangelenks kann seine Erhitzung auf eine hohe Temperatur (über 100 °C) sein. Dies geschieht aufgrund eines starken Verschleißes der Buchsen und Zapfen des Kreuzgelenks, der Nadellager, der Kreuze und der Keilverbindungen, was zu einer Fehlausrichtung des Kreuzgelenks und zu erheblichen axialen Stoßbelastungen der Nadellager führt. Eine Beschädigung der Korkdichtungen des Kardankreuzes führt zu einem schnellen Verschleiß des Zapfens und seines Lagers.
Bei der Wartung wird der Kardanantrieb durch scharfes Drehen der Antriebswelle von Hand in beide Richtungen geprüft. Der Grad der freien Drehbarkeit der Welle bestimmt den Verschleiß der Kreuzgelenke und Keilwellenverbindungen. Alle 8-10 Tausend Kilometer wird der Zustand der Schraubverbindungen der Flansche der angetriebenen Welle des Getriebes und der Antriebswelle des Hauptgetriebes mit den Flanschen der Endkreuzgelenke sowie die Befestigung der Zwischenstütze der Antriebswelle überprüft. Der Zustand der Gummimanschetten an den Keilwellenverbindungen und der Korkdichtungen des Kreuzgelenkes wird ebenfalls überprüft. Alle Befestigungsschrauben müssen fest angezogen sein (Anzugsmoment 8-10 kgf-m).
Die Nadellager der Kreuzgelenke werden mit Flüssigöl geschmiert, das für das Getriebe verwendet wird; die Keilwellenverbindungen werden in den meisten Fahrzeugen mit Fetten (US-1, US-2, 1-13 usw.) geschmiert; die Verwendung von Fett für die Schmierung der Nadellager ist streng verboten. In einigen Fahrzeugen werden die Keilwellenverbindungen mit Getriebeöl geschmiert. Das in einer Gummimanschette gelagerte Zwischenlager muss praktisch nicht geschmiert werden, da es bei der Montage im Werk geschmiert wird. Das Stützlager des Fahrzeugs ZIL-130 wird bei der regelmäßigen Wartung (alle 1100-1700 km) über einen Druckanschluss mit Fett geschmiert.
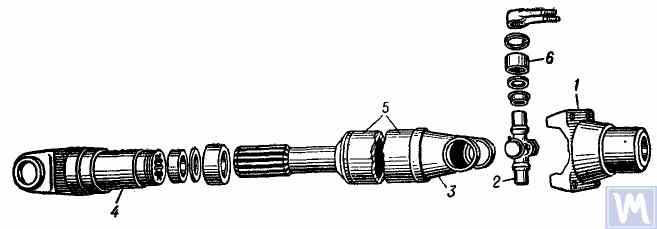
Abbildung 5. Kardanantrieb: 1 - Flansch zur Befestigung der Antriebswelle; 2 - Kardankreuz; 3 - Kardangelenkgabel; 4 - Gleitgabel; 5 - Antriebswellenrohr; 6 - Nadellager mit geschlossenem Ende
Der Kardanantrieb besteht aus zwei nadelgelagerten Kreuzgelenken, die durch eine Hohlwelle verbunden sind, und einer Gleitgabel mit Evolventenverzahnung. Um einen zuverlässigen Schutz vor Verschmutzung und eine gute Schmierung der Keilwellenverbindung zu gewährleisten, ist die Gleitgabel (6), die mit der Sekundärwelle (2) des Getriebes verbunden ist, in einer am Getriebegehäuse angebrachten Verlängerung (1) untergebracht. Darüber hinaus erhöht diese Anordnung der Keilverbindung (außerhalb des Bereichs zwischen den Gelenken) die Steifigkeit des Kardanantriebs erheblich und verringert die Wahrscheinlichkeit von Wellenschwingungen, wenn die Gleitkeilverbindung verschleißt.
Die Antriebswelle besteht aus einem dünnwandigen, elektrisch geschweißten Rohr (8), in das an beiden Enden zwei identische Gabeln (9) eingepresst und anschließend durch Lichtbogenschweißen verschweißt werden. Nadellagergehäuse (18) des Kreuzes (25) sind in die Ösen der Gabeln (9) eingepresst und mit Federsicherungsringen (20) gesichert. Jedes Kreuzgelenklager enthält 22 Nadeln (21). Auf die hervorstehenden Zapfen der Kreuze sind gestanzte Kappen (24) aufgepresst, in die Korkringe (23) eingesetzt sind. Die Lagerschmierung erfolgt über einen Winkelschmiernippel (17), der in eine Gewindebohrung in der Mitte des Kreuzes eingeschraubt und mit Durchgangskanälen in den Zapfen des Kreuzes verbunden ist. Auf der gegenüberliegenden Seite des Kreuzgelenks befindet sich in der Mitte ein Sicherheitsventil (16), das beim Befüllen des Kreuzes und der Lager überschüssiges Fett ablässt und einen Druckaufbau im Kreuz während des Betriebs verhindert (das Ventil wird bei einem Druck von ca. 3,5 kg/cm² aktiviert). Die Notwendigkeit eines Sicherheitsventils ergibt sich aus der Tatsache, dass ein übermäßiger Druckanstieg im Kreuz zur Beschädigung (Extrusion) der Korkdichtungen führen kann.
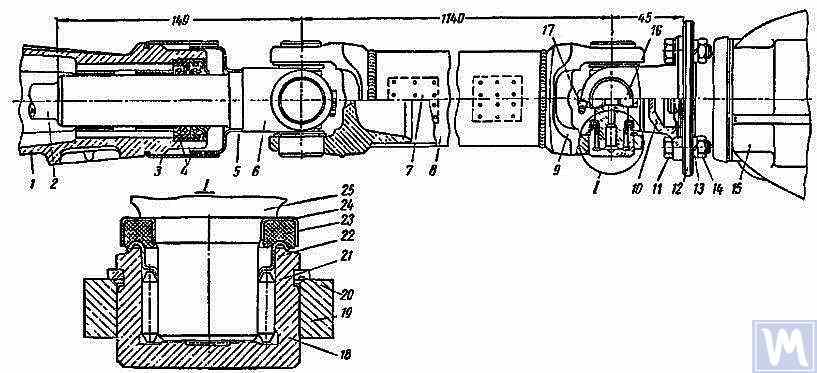
Abbildung 6. Montage der Antriebswelle: 1 - Getriebeverlängerung; 2 - Sekundärwelle des Getriebes; 3 und 5 - Schmutzabweiser; 4 - Gummidichtungen; 6 - Schiebejoch; 7 - Ausgleichsplatte; 8 - Antriebswellenrohr; 9 - Joch; 10 - Flanschjoch; 11 - Schraube; 12 - Flansch des Hinterachsgetriebes; 13 - Federscheibe; 14 - Mutter; 15 - Hinterachse; 16 - Sicherheitsventil; 17 - Winkelschmiernippel; 18 - Nadellager; 19 - Jochauge; 20 - Federhaltering; 21 - Nadel; 22 - Scheibe mit toroidalem Ende; 23 - Korkring; 24 - gestanzte Kappe; 25 - Kreuz
Die mit den beiden Kreuzgelenken montierte Antriebswelle wird an beiden Enden durch Anschweißen von Ausgleichsplatten (7) an das Rohr sorgfältig dynamisch ausgewuchtet. Daher müssen beim Zerlegen der Welle alle Teile sorgfältig markiert werden, damit sie in ihrer ursprünglichen Position wieder montiert werden können. Die Nichtbeachtung dieser Anweisung führt zu einer Unwucht der Welle und verursacht Vibrationen, die Getriebe und Karosserie beschädigen können. Wenn einzelne Teile verschleißen, insbesondere wenn sich das Rohr durch Stöße verbiegt und ein dynamisches Auswuchten der Welle nach der Montage nicht mehr möglich ist, muss die gesamte Welle ausgetauscht werden.
Mögliche Fehlfunktionen der Antriebswelle, ihre Ursachen und Lösungen
| Ursache der Störung | Lösung |
|---|---|
| Vibrationen der Antriebswelle | |
| 1. Durchbiegung der Welle durch ein Hindernis | 1. Die montierte Welle ausrichten und dynamisch auswuchten oder die montierte Welle ersetzen |
| 2. Lager- und Kreuzverschleiß | 2. Lager und Kreuze austauschen und die montierte Welle dynamisch auswuchten |
| 3. Abnutzung der Verlängerungsbuchsen und des Schiebejochs | 3. Setzen Sie die Verlängerung und den Gleitbügel wieder ein und wuchten Sie die montierte Welle dynamisch aus |
| Klopfen beim Anfahren und Ausrollen | |
| 1. Verschleiß der Schiebejochverzahnung oder der sekundären Getriebewelle | 1. Verschlissene Teile austauschen. Beim Auswechseln des Gleitbügels die montierte Welle dynamisch auswuchten |
| 2. Lose Schrauben zur Befestigung des Flanschjochs am Flansch des Hinterachsgetriebes | 2. Bolzen anziehen |
| Ölwurf aus Kardandichtungen | |
| Abnutzung von Korkringen in Kardangelenkdichtungen | Ersetzen Sie die Korkringe und achten Sie beim Wiederzusammenbau auf die relative Position aller Teile der Antriebswelle. Bei Verschleiß der Kreuze und Lager die Lager und Kreuze austauschen und die montierte Welle dynamisch auswuchten |
3. Auswuchten der Antriebswelle
Nach der Reparatur und dem Zusammenbau der Antriebswelle wird diese auf einer Maschine dynamisch ausgewuchtet. Abbildung 7 zeigt den Aufbau einer Auswuchtmaschine. Die Maschine besteht aus einer Platte (18) und einem Pendelrahmen (8), der auf vier vertikalen elastischen Stangen (3) montiert ist, die seine Schwingung in der horizontalen Ebene gewährleisten. An den Längsrohren des Pendelrahmens (8) sind eine Konsole und ein vorderer Spindelstock (9) angebracht, die an einer Konsole (4) befestigt sind. Der hintere Spindelstock (6) befindet sich auf einer beweglichen Traverse (5), die ein dynamisches Auswuchten von Antriebswellen unterschiedlicher Länge ermöglicht. Die Spindeln des Spindelstocks sind in Präzisionskugellagern gelagert. Die Spindel des vorderen Spindelstocks (9) wird von einem im Maschinengestell installierten Elektromotor über einen Keilriemenantrieb und eine Zwischenwelle angetrieben, auf der ein Schenkel (10) (Teilscheibe) montiert ist. Außerdem sind auf der Maschinenplatte (18) zwei Ständer (15) mit versenkbaren Sperrstiften (17) angebracht, die die Befestigung des vorderen und hinteren Endes des Pendelrahmens je nach Auswuchten des vorderen oder hinteren Endes der Antriebswelle gewährleisten.
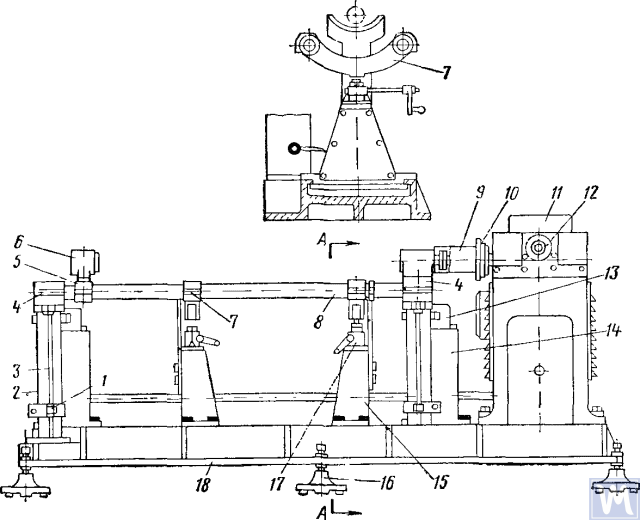
Abbildung 7. Dynamische Auswuchtmaschine für Antriebswellen
1-Klemme; 2-Dämpfer; 3-elastischer Stab; 4-Halterung; 5-bewegliche Traverse; 6-hinterer Spindelstock; 7-Querstange; 8-Pendelrahmen; 9-vorderer Antriebsspindelstock; 10-Schenkel-Scheibe; 11-Millivoltmeter; 12-Schenkel der Kommutator-Gleichrichter-Welle; 13-magnetoelektrischer Sensor; 14-fester Ständer; 15-Fixatorständer; 16-Träger; 17-Fixator; 18-Trägerplatte
Die festen Ständer (14) sind an der Rückseite der Maschinenplatte angebracht, und an ihnen sind magnetoelektrische Sensoren (13) installiert, deren Stangen mit den Enden des Pendelrahmens verbunden sind. Um Resonanzschwingungen des Rahmens zu vermeiden, sind unter den Halterungen (4) mit Öl gefüllte Dämpfer (2) angebracht.
Beim dynamischen Auswuchten wird die Antriebswellenbaugruppe mit der Schiebegabel an der Maschine montiert und befestigt. Ein Ende der Antriebswelle wird über eine Flanschgabel mit dem Flansch des vorderen Antriebsspindelstocks und das andere Ende über den Stützhals der Schiebegabel mit der Keilwellenhülse des hinteren Spindelstocks verbunden. Anschließend wird die Leichtgängigkeit der Antriebswelle geprüft und ein Ende des Pendelrahmens der Maschine mit dem Fixator fixiert. Nach dem Starten der Maschine wird die Skala des Gleichrichters gegen den Uhrzeigersinn gedreht, wodurch der Millivoltmeterzeiger auf seinen Maximalwert gebracht wird. Der Millivoltmeterwert entspricht der Größe der Unwucht. Die Millivoltmeterskala ist in Gramm-Zentimetern oder Gramm Gegengewicht graduiert. Durch weiteres Drehen der Gleichrichterskala gegen den Uhrzeigersinn wird der Millivoltmeterwert auf Null gebracht und die Maschine gestoppt. Anhand des Werts der Gleichrichterskala wird die Winkelverschiebung (der Winkel der Unwuchtverschiebung) bestimmt und durch manuelles Drehen der Antriebswelle dieser Wert an der Skala der Zwischenwelle eingestellt. Die Schweißstelle der Ausgleichsplatte befindet sich oben auf der Antriebswelle, der schwere Teil unten in der Korrekturebene. Anschließend wird die Ausgleichsplatte angebracht und mit dünnem Draht im Abstand von 10 mm von der Schweißnaht befestigt, die Maschine gestartet und die Wuchtung des Antriebswellenendes mit der Platte geprüft. Die Unwucht sollte nicht mehr als 70 g·cm betragen. Anschließend wird ein Ende gelöst und das andere Ende des Pendelrahmens mit dem Fixierständer befestigt; danach wird das andere Ende der Antriebswelle gemäß der oben beschriebenen technologischen Abfolge dynamisch ausgewuchtet.
Antriebswellen weisen einige Auswuchtmerkmale auf. Bei den meisten Teilen ist die Basis für das dynamische Auswuchten der Lagerzapfen (z. B. Rotoren von Elektromotoren, Turbinen, Spindeln, Kurbelwellen usw.), bei Antriebswellen sind es die Flansche. Bei der Montage kommt es unvermeidlich zu Lücken in den verschiedenen Verbindungen, die zu Unwucht führen. Wenn die minimale Unwucht beim Auswuchten nicht erreicht werden kann, wird die Welle zurückgewiesen. Die Genauigkeit des Auswuchtens wird durch die folgenden Faktoren beeinflusst:
- Anlagefläche in der Verbindung zwischen der Anlagefläche des Antriebswellenflansches und der Innenbohrung des Klemmflansches des linken und rechten Stützbocks;
- Radial- und Endschlag der Grundflächen des Flansches;
- Lücken in den Gelenk- und Keilverbindungen. Das Vorhandensein von Fett im Hohlraum der Keilverbindung kann zu einer „schwebenden“ Unwucht führen. Wenn dies die erforderliche Auswuchtgenauigkeit verhindert, wird die Antriebswelle ohne Fett ausgewuchtet.
Einige Unwuchten können völlig unkorrigierbar sein. Wird eine erhöhte Reibung in den Kreuzgelenken der Antriebswelle festgestellt, erhöht sich die gegenseitige Beeinflussung der Ausgleichsebenen. Dies führt zu einer Abnahme der Leistung und Genauigkeit des Auswuchtens.
Gemäß OST 37.001.053-74 werden folgende Unwuchtnormen festgelegt: Antriebswellen mit zwei Gelenken (zwei Lager) werden dynamisch ausgewuchtet, und mit drei Gelenken (drei Lager) – zusammengebaut mit der Zwischenlagerung; die Flansche (Gabeln) von Antriebswellen und Kupplungen mit einem Gewicht von mehr als 5 kg werden vor der Montage der Welle oder Kupplung statisch ausgewuchtet; die Restunwuchtnormen für Antriebswellen an jedem Ende oder an der Zwischenlagerung von Antriebswellen mit drei Gelenken werden nach der spezifischen Unwucht bewertet;
Die maximal zulässige spezifische Restunwucht an jedem Wellenende oder an der Zwischenstütze sowie bei Dreigelenkwellen darf in jeder Position auf dem Auswuchtstand folgende Werte nicht überschreiten: für Getriebe von Personenkraftwagen und Kleinlastwagen (bis 1 t) und Kleinstbussen – 6 g-cm/kg, für die übrigen – 10 g-cm/kg. Die maximal zulässige Restunwucht der Antriebswelle oder Dreigelenkwelle muss auf dem Auswuchtstand bei einer Rotationsfrequenz sichergestellt werden, die ihren Frequenzen im Getriebe bei maximaler Fahrzeuggeschwindigkeit entspricht.
Für Antriebswellen und Dreigelenkwellen von Lastkraftwagen mit einer Tragfähigkeit von 4 t und mehr sowie von Klein- und Großbussen ist eine Reduzierung der Drehfrequenz auf dem Auswuchtstand auf 70% der Drehfrequenz der Getriebewellen bei maximaler Fahrzeuggeschwindigkeit zulässig. Gemäß OST 37.001.053-74 sollte die Auswuchtdrehfrequenz der Antriebswellen folgende Werte aufweisen:
nb = (0,7 ... 1,0) nr,
wobei nb – Auswuchtdrehzahl (sollte den wichtigsten technischen Daten des Ständers entsprechen, n=3000 min-1; nr – maximale Arbeitsrotationsfrequenz, min-1.
In der Praxis kann die Antriebswelle aufgrund des Spalts in den Gelenken und den Keilwellenverbindungen nicht bei der empfohlenen Drehfrequenz ausgewuchtet werden. In diesem Fall wird eine andere Drehfrequenz gewählt, bei der sie ausgewuchtet wird.
4. Moderne Auswuchtmaschinen für Antriebswellen

Abbildung 8. Auswuchtmaschine für Antriebswellen mit einer Länge von bis zu 2 Metern und einem Gewicht von bis zu 500 kg
Das Modell hat 2 Ständer und ermöglicht das Auswuchten in 2 Korrekturebenen.
Auswuchtmaschine für Antriebswellen bis zu 4200 mm Länge und 400 kg Gewicht

Abbildung 9. Auswuchtmaschine für Antriebswellen mit einer Länge von bis zu 4200 mm und einem Gewicht von bis zu 400 kg
Das Modell hat 4 Ständer und ermöglicht das Auswuchten in 4 Korrekturebenen gleichzeitig.
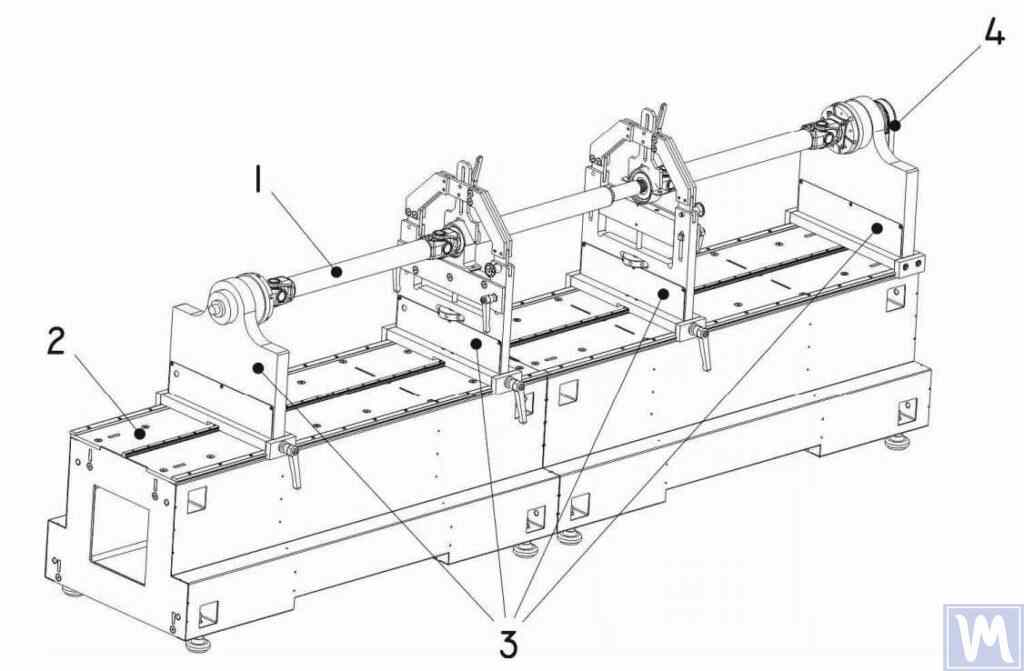
Abbildung 10. Horizontale Hartlager-Auswuchtmaschine zum dynamischen Auswuchten von Antriebswellen
1 - Auswuchtelement (Antriebswelle); 2 - Maschinensockel; 3 - Maschinenträger; 4 - Maschinenantrieb; Die Strukturelemente der Maschinenträger sind in Abbildung 9 dargestellt.
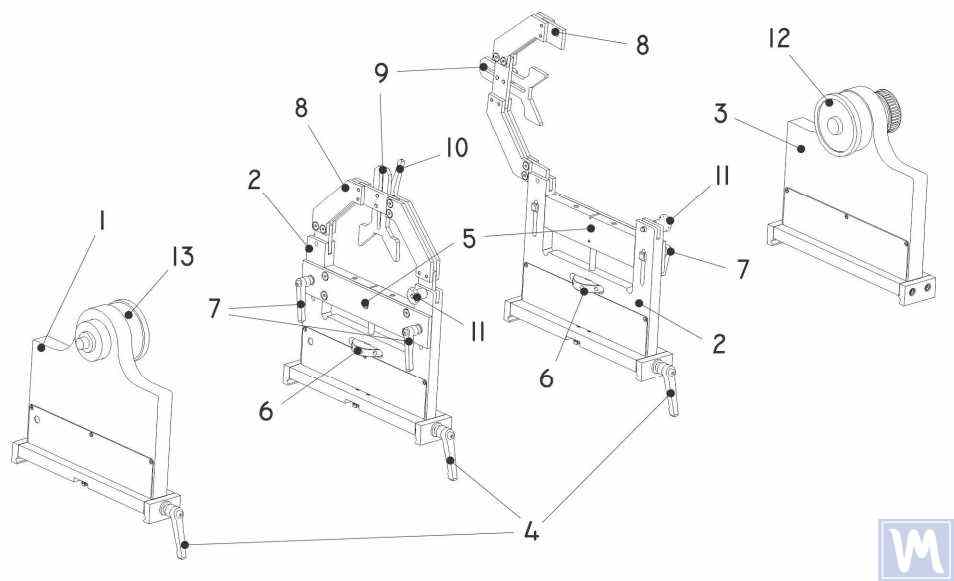
Abbildung 11. Maschinenstützelemente für das dynamische Auswuchten von Antriebswellen
1 - Linke, nicht verstellbare Stütze; 2 - Verstellbare Zwischenstütze (2 Stück); 3 - Rechte, nicht verstellbare, feste Stütze; 4 - Verriegelungsgriff des Stützenrahmens; 5 - Bewegliche Stützenplattform; 6 - Vertikale Verstellmutter der Stütze; 7 - Verriegelungsgriffe für die vertikale Position; 8 - Klemmbügel der Stütze; 9 - Bewegliche Klemme des Zwischenlagers; 10 - Verriegelungsgriff der Klemme; 11 - Verriegelung des Klemmbügels; 12 - Antriebsspindel (Leitspindel) für den Einbau der Gegenstände; 13 - Antriebsspindel
5. Vorbereitung zum Auswuchten von Antriebswellen
Nachfolgend werden die Aufstellung der Maschinenstützen und die Montage des Ausgleichselements (Vierstützen-Antriebswelle) auf den Maschinenstützen betrachtet.
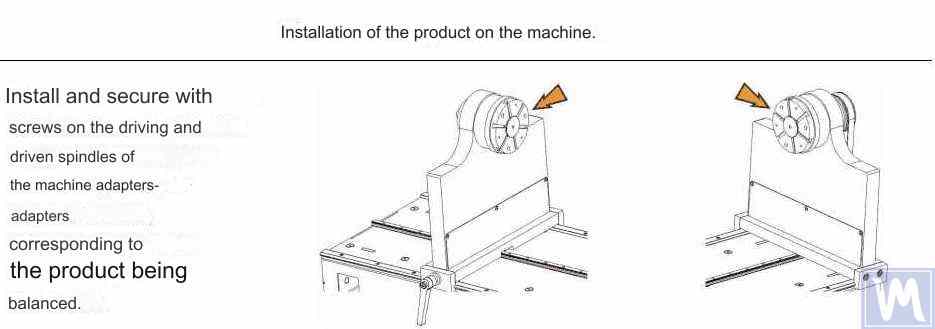
Abbildung 12. Montage von Übergangsflanschen an den Spindeln der Auswuchtmaschine
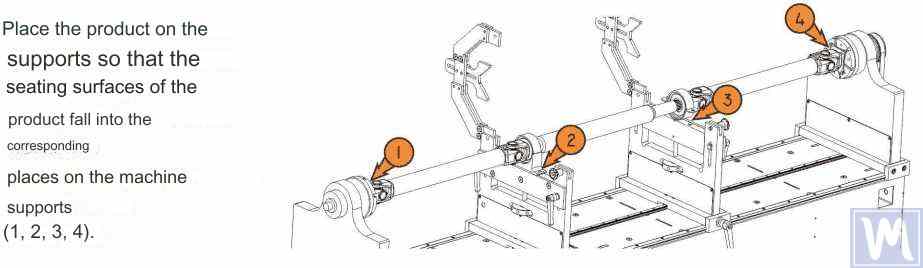
Abbildung 13. Montage der Antriebswelle auf den Trägern der Auswuchtmaschine
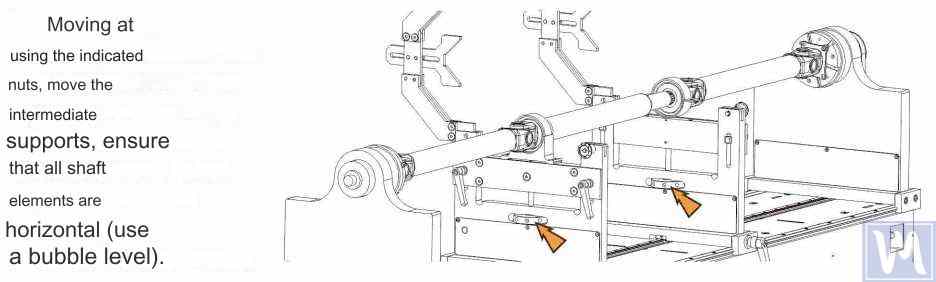
Abbildung 14. Horizontales Ausrichten der Antriebswelle auf den Stützen der Auswuchtmaschine mit einer Wasserwaage
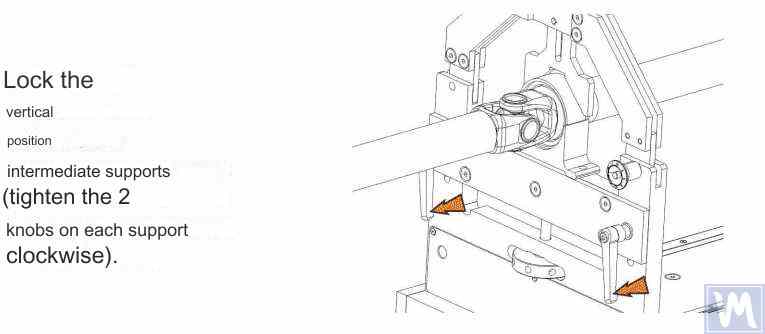
Abbildung 15. Befestigung der Zwischenstützen der Auswuchtmaschine, um eine vertikale Verschiebung der Antriebswelle zu verhindern
Drehen Sie den Gegenstand von Hand um eine volle Umdrehung. Vergewissern Sie sich, dass es sich frei und ohne Verklemmung auf den Stützen dreht. Danach ist der mechanische Teil der Maschine eingerichtet und die Installation des Artikels ist abgeschlossen.
6. Auswuchten von Antriebswellen
Der Prozess des Auswuchtens von Antriebswellen auf der Auswuchtmaschine wird am Beispiel des Messsystems Balanset-4 betrachtet. Das Balanset-4 ist ein tragbares Auswuchtgerät, das für das Auswuchten von Rotoren in einer, zwei, drei und vier Korrekturebenen konzipiert ist, die entweder in ihren eigenen Lagern rotieren oder auf einer Auswuchtmaschine montiert sind. Das Gerät umfasst bis zu vier Schwingungssensoren, einen Phasenwinkelsensor, eine Vierkanal-Messeinheit und einen tragbaren Computer.
Der gesamte Auswuchtprozess, einschließlich der Messung, Verarbeitung und Anzeige von Informationen über die Größe und Position von Korrekturgewichten, wird automatisch durchgeführt und erfordert vom Benutzer keine zusätzlichen Fähigkeiten und Kenntnisse, die über die bereitgestellten Anweisungen hinausgehen. Die Ergebnisse aller Auswuchtvorgänge werden im Auswuchtarchiv gespeichert und können bei Bedarf als Bericht ausgedruckt werden. Neben dem Auswuchten kann das Balanset-4 auch als reguläres Vibro-Tachometer verwendet werden, das auf vier Kanälen den Effektivwert der Gesamtschwingung, den Effektivwert der Rotationskomponente der Schwingung und die Kontrolle der Rotationsfrequenz des Rotors messen kann.
Darüber hinaus ermöglicht das Gerät die Anzeige von Diagrammen der Zeitfunktion und des Schwingungsspektrums nach Schwinggeschwindigkeit, was bei der Beurteilung des technischen Zustands der ausgewuchteten Maschine nützlich sein kann.

Abbildung 16. Außenansicht des Balanset-4-Geräts für den Einsatz als Mess- und Rechensystem der Antriebswellen-Auswuchtmaschine

Abbildung 17. Beispiel für den Einsatz des Balanset-4-Gerätes als Mess- und Rechensystem der Antriebswellen-Auswuchtmaschine
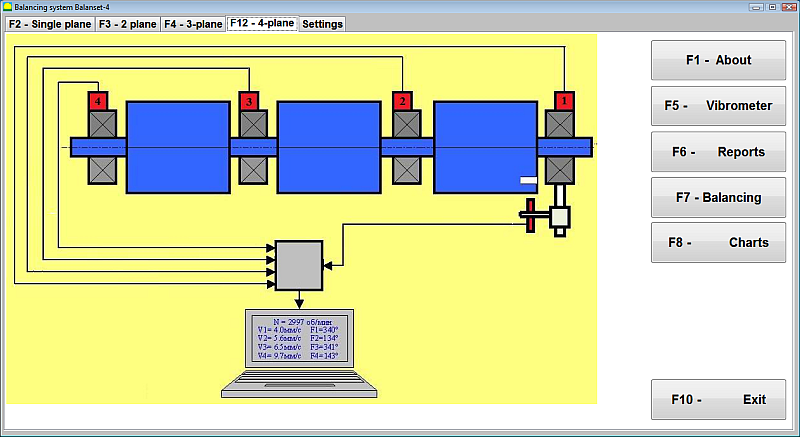
Abbildung 18. Benutzeroberfläche des Balanset-4-Geräts
Das Balanset-4-Gerät kann mit zwei Arten von Sensoren ausgestattet werden: Schwingungsbeschleunigungsaufnehmern zur Messung der Schwingung (Schwingbeschleunigung) und Kraftsensoren. Schwingungssensoren werden für den Betrieb an Auswuchtmaschinen vom überkritischen (nachresonanten) Typ verwendet, während Kraftsensoren für Maschinen vom unterkritischen (vorresonanten) Typ verwendet werden.
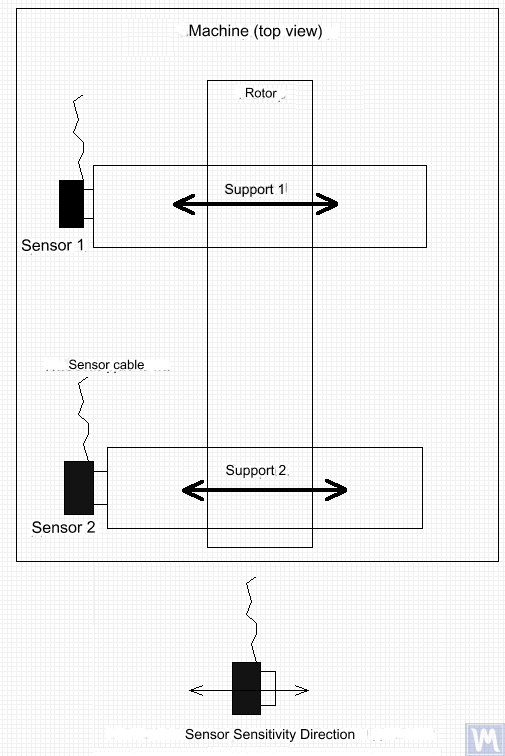
Abbildung 19. Installation der Balanset-4-Schwingungssensoren an den Stützen der Auswuchtmaschine
Die Richtung der Empfindlichkeitsachse der Sensoren sollte mit der Richtung der Schwingungsbewegung des Lagers übereinstimmen, in diesem Fall horizontal. Weitere Informationen zur Sensorinstallation finden Sie unter „Auswuchten von Rotoren unter Betriebsbedingungen“. Die Installation der Kraftsensoren hängt von den konstruktiven Merkmalen der Maschine ab.
- Bringen Sie die Schwingungssensoren 1, 2, 3, 4 an den Stützen der Auswuchtmaschine an.
- Schließen Sie die Schwingungssensoren an die Anschlüsse X1, X2, X3, X4 an.
- Installieren Sie den Phasenwinkelsensor (Lasertachometer) 5 so, dass der Nennabstand zwischen der radialen (oder stirnseitigen) Oberfläche des ausgewuchteten Rotors und dem Sensorgehäuse zwischen 10 und 300 mm liegt.
- Bringen Sie eine mindestens 10-15 mm breite Reflexionsmarkierung auf der Rotoroberfläche an.
- Schließen Sie den Phasenwinkelsensor an den Anschluss X5 an.
- Schließen Sie das Messgerät an den USB-Anschluss des Computers an.
- Wenn Sie den Computer mit Netzstrom betreiben, schließen Sie ihn an das Netzgerät an.
- Schließen Sie das Netzgerät an ein 220 V, 50 Hz Netz an.
- Schalten Sie den Computer ein und wählen Sie das Programm "BalCom-4".
- Drücken Sie die Taste "F12-vier-Ebenen" (oder die Funktionstaste F12 auf der Computertastatur), um den Modus für die gleichzeitige Messung von Schwingungen in vier Ebenen mit den Schwingungssensoren 1, 2, 3, 4 auszuwählen, die jeweils an die Eingänge X1, X2, X3 und X4 der Messeinheit angeschlossen sind.
- Auf dem Computerbildschirm erscheint ein mnemonisches Diagramm, das den Vorgang der gleichzeitigen Schwingungsmessung auf vier Messkanälen (oder den Vorgang des Auswuchtens in vier Ebenen) veranschaulicht (siehe Abbildung 16).
Vor dem Auswuchten empfiehlt es sich, Messungen im Vibrometermodus (Taste F5) durchzuführen.
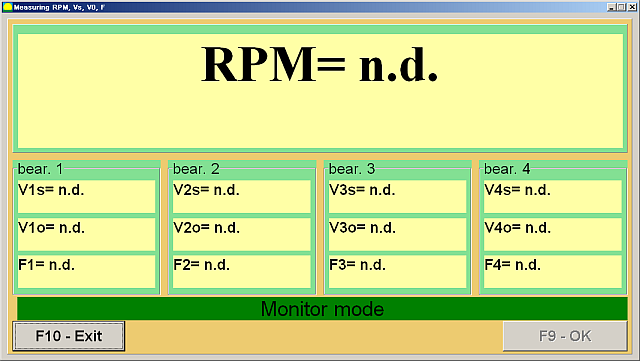
Abbildung 20. Messungen im Vibrometermodus
Wenn die Gesamtschwingungsstärke V1s (V2s) ungefähr der Rotationskomponente V1o (V2o) entspricht, kann davon ausgegangen werden, dass die Hauptursache für die Schwingung des Mechanismus die Rotorunwucht ist. Wenn die Gesamtschwingungsstärke V1s (V2s) die Rotationskomponente V1o (V2o) deutlich übersteigt, empfiehlt es sich, den Mechanismus zu überprüfen – den Zustand der Lager zu prüfen, eine sichere Montage auf dem Fundament sicherzustellen, sicherzustellen, dass der Rotor während der Rotation keine stationären Teile berührt, und den Einfluss von Schwingungen anderer Mechanismen zu berücksichtigen usw.
Hier kann das Studium der im Modus „Graphen-Spektralanalyse“ erhaltenen Zeitfunktionsgraphen und Schwingungsspektren hilfreich sein.
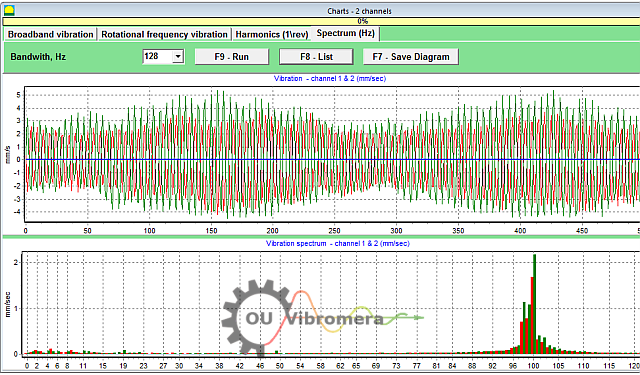
Abbildung 21. Schwingungszeitfunktion und Spektraldiagramme
Die Grafik zeigt, bei welchen Frequenzen die Schwingungspegel am höchsten sind. Weichen diese Frequenzen von der Drehfrequenz des Rotors des auszuwuchtenden Mechanismus ab, ist es notwendig, die Quellen dieser Schwingungskomponenten zu identifizieren und vor dem Auswuchten Maßnahmen zu deren Beseitigung zu ergreifen.
Es ist auch wichtig, auf die Stabilität der Messwerte im Vibrometermodus zu achten - Amplitude und Phase der Schwingung sollten sich während der Messung nicht um mehr als 10-15% ändern. Andernfalls könnte der Mechanismus in der Nähe eines Resonanzbereichs arbeiten. In diesem Fall sollte die Rotordrehzahl angepasst werden.
Beim Vier-Ebenen-Auswuchten im Modus „Primär“ sind fünf Kalibrierläufe und mindestens ein Verifizierungslauf der ausgewuchteten Maschine erforderlich. Die Schwingungsmessung während des ersten Maschinenlaufs ohne Probegewicht erfolgt im Arbeitsbereich „Vier-Ebenen-Auswuchten“. Nachfolgende Läufe werden mit einem Probegewicht durchgeführt, das nacheinander in jeder Korrekturebene (im Bereich jeder Lagerstütze der Auswuchtmaschine) auf der Antriebswelle installiert wird.
Vor jedem weiteren Lauf sollten die folgenden Schritte durchgeführt werden:
- Stoppen Sie die Rotation des Rotors der ausgewuchteten Maschine.
- Entfernen Sie das zuvor installierte Prüfgewicht.
- Installieren Sie das Prüfgewicht in der nächsten Ebene.
Abbildung 23. Vier-Ebenen-Ausgleichsarbeitsbereich
Nach Abschluss jeder Messung werden die Ergebnisse der Rotor-Drehfrequenz (Nob), sowie die RMS-Werte (Vo1, Vo2, Vo3, Vo4) und die Phasen (F1, F2, F3, F4) der Schwingung bei der Drehfrequenz des ausgewuchteten Rotors werden in den entsprechenden Feldern im Programmfenster gespeichert. Nach dem fünften Lauf (Gewicht in Ebene 4) erscheint der Arbeitsbereich „Auswuchtgewichte“ (siehe Abbildung 24) mit den berechneten Werten der Massen (M1, M2, M3, M4) und die Aufstellwinkel (f1, f2, f3, f4) der Ausgleichsgewichte, die auf dem Rotor in vier Ebenen angebracht werden müssen, um seine Unwucht auszugleichen.
Abbildung 24. Arbeitsbereich mit berechneten Parametern der Korrekturgewichte in vier Ebenen
Achtung! Nach Abschluss des Messvorgangs beim fünften Lauf der Auswuchtmaschine ist es notwendig, die Rotation des Rotors zu stoppen und das zuvor installierte Testgewicht zu entfernen. Erst danach können Sie mit der Installation (oder Entfernung) der Korrekturgewichte am Rotor fortfahren.
Die Winkelposition zum Hinzufügen (oder Entfernen) des Korrekturgewichts am Rotor im Polarkoordinatensystem wird vom Montageort des Prüfgewichts aus gemessen. Die Winkelmessrichtung entspricht der Rotordrehrichtung. Beim Auswuchten nach Blättern entspricht das Blatt des ausgewuchteten Rotors, das bedingt als 1. Blatt gilt, der Montageort des Prüfgewichts. Die auf dem Computerbildschirm angezeigte Nummerierungsrichtung der Blätter folgt der Rotordrehrichtung.
In dieser Programmversion wird standardmäßig davon ausgegangen, dass das Ausgleichsgewicht dem Rotor hinzugefügt wird. Dies wird durch die Markierung im Feld „Hinzufügen“ angezeigt. Ist eine Korrektur der Unwucht durch Entfernen des Gewichts (z. B. durch Bohren) erforderlich, setzen Sie mit der Maus die Markierung im Feld „Entfernen“, woraufhin sich die Winkelposition des Ausgleichsgewichts automatisch um 180 Grad ändert.
Nach dem Anbringen der Ausgleichsgewichte am ausgewuchteten Rotor drücken Sie die Taste „Beenden – F10“ (oder die Funktionstaste F10 auf der Computertastatur), um zum vorherigen Arbeitsbereich „Vier-Ebenen-Auswuchten“ zurückzukehren und die Wirksamkeit des Auswuchtvorgangs zu überprüfen. Nach Abschluss des Überprüfungslaufs werden die Ergebnisse der Rotordrehzahl (Nob) und die RMS-Werte (Vo1, Vo2, Vo3, Vo4) und Phasen (F1, F2, F3, F4) der Vibration bei der Rotationsfrequenz des ausgewuchteten Rotors werden gespeichert. Gleichzeitig erscheint der Arbeitsbereich „Auswuchtgewichte“ (siehe Abbildung 21) über dem Arbeitsbereich „Vier-Ebenen-Auswuchten“ und zeigt die berechneten Parameter zusätzlicher Korrekturgewichte an, die auf dem Rotor installiert (oder entfernt) werden müssen, um seine Restunwucht auszugleichen. Zusätzlich zeigt dieser Arbeitsbereich die Werte der Restunwucht an, die nach dem Auswuchten erreicht wurden. Wenn die Werte der Restvibration und/oder Restunwucht des ausgewuchteten Rotors die in der technischen Dokumentation angegebenen Toleranzanforderungen erfüllen, kann der Auswuchtvorgang abgeschlossen werden. Andernfalls kann der Auswuchtvorgang fortgesetzt werden. Diese Methode ermöglicht die Korrektur möglicher Fehler durch sukzessive Annäherungen, die beim Installieren (Entfernen) der Korrekturgewichte auf dem ausgewuchteten Rotor auftreten können.
Wird der Auswuchtvorgang fortgesetzt, müssen am ausgewuchteten Rotor zusätzliche Ausgleichsgewichte entsprechend den im Arbeitsbereich „Auswuchtgewichte“ angegebenen Parametern angebracht (oder entfernt) werden.
Mit der Schaltfläche „Koeffizienten – F8“ (oder der Funktionstaste F8 auf der Computertastatur) können die aus den Ergebnissen der fünf Kalibrierungsläufe berechneten Rotorauswuchtkoeffizienten (dynamische Einflusskoeffizienten) angezeigt und im Computerspeicher gespeichert werden.
7. Empfohlene Auswucht-Genauigkeitsklassen für starre Rotoren
Tabelle 2. Empfohlene Auswucht-Genauigkeitsklassen für starre Rotoren.

Empfohlene Auswucht-Genauigkeitsklassen für starre Rotoren
| Arten von Maschinen (Rotoren) | Auswuchtgenauigkeitsklasse | Wert eper Ω mm/s |
|---|---|---|
| Antriebskurbelwellen (strukturell ungewuchtet) für langsam laufende Schiffsdieselmotoren (Kolbengeschwindigkeit unter 9 m/s) | G 4000 | 4000 |
| Antriebskurbelwellen (strukturell ausgewuchtet) für langsam laufende Schiffsdieselmotoren (Kolbengeschwindigkeit unter 9 m/s) | G 1600 | 1600 |
| Antriebskurbelwellen (strukturell ungewuchtet) auf Schwingungsisolatoren | G 630 | 630 |
| Antriebskurbelwellen (strukturell ungewuchtet) auf starren Trägern | G 250 | 250 |
| Hubkolbenmotoren für Personenkraftwagen, Lastkraftwagen und Lokomotiven | G 100 | 100 |
| Kraftfahrzeugteile: Räder, Felgen, Radsätze, Getriebe | ||
| Antriebskurbelwellen (strukturgewuchtet) auf Schwingungsisolatoren | G 40 | 40 |
| Landwirtschaftliche Maschinen | G 16 | 16 |
| Antriebskurbelwellen (ausgewuchtet) auf starren Trägern | ||
| Brecher | ||
| Antriebswellen (Kardanwellen, Schraubenwellen) | ||
| Gasturbinen für Flugzeuge | G 6.3 | 6.3 |
| Zentrifugen (Abscheider, Absetzer) | ||
| Elektromotoren und Generatoren (mit einer Wellenhöhe von mindestens 80 mm) mit einer maximalen Nenndrehzahl von bis zu 950 min⁻¹-1 | ||
| Elektromotoren mit einer Wellenhöhe von weniger als 80 mm | ||
| Fans | ||
| Zahnradantriebe | ||
| Maschinen für allgemeine Zwecke | ||
| Zerspanungsmaschinen | ||
| Maschinen für die Papierherstellung | ||
| Pumpen | ||
| Turbolader | ||
| Wasserturbinen | ||
| Kompressoren | ||
| Computergesteuerte Antriebe | G 2,5 | 2.5 |
| Elektromotoren und Generatoren (mit einer Wellenhöhe von mindestens 80 mm) mit einer maximalen Nenndrehzahl von über 950 min⁻¹-1 | ||
| Gas- und Dampfturbinen | ||
| Antriebe für Zerspanungsmaschinen | ||
| Textilmaschinen | ||
| Laufwerke für Audio- und Videogeräte | G 1 | 1 |
| Antriebe von Schleifmaschinen | ||
| Spindeln und Antriebe von Hochpräzisionsgeräten | G 0,4 | 0.4 |
Häufig gestellte Fragen zum Auswuchten von Antriebswellen
Was ist Antriebswellenauswuchten?
Beim Auswuchten einer Antriebswelle wird eine eventuelle Massenunwucht so korrigiert, dass sie sich gleichmäßig und vibrationsfrei dreht. Dabei wird gemessen, wo die Welle auf einer Seite schwerer ist. Anschließend werden kleine Gewichte hinzugefügt oder entfernt (z. B. durch Anschweißen von Ausgleichsgewichten), um die Unwucht auszugleichen. Eine ausgewuchtete Antriebswelle läuft gleichmäßig, was übermäßige Vibrationen und Verschleiß an Fahrzeugkomponenten verhindert.
Warum ist das Auswuchten der Antriebswelle wichtig?
Eine unwuchtige Antriebswelle kann insbesondere bei bestimmten Geschwindigkeiten zu starken Vibrationen und klappernden Geräuschen beim Beschleunigen oder Schalten führen. Mit der Zeit können diese Vibrationen Lager, Kreuzgelenke und andere Antriebskomponenten beschädigen. Das Auswuchten der Antriebswelle eliminiert diese Vibrationen, sorgt für eine ruhigere Fahrt, reduziert die Belastung der Teile und verhindert kostspielige Schäden oder Ausfallzeiten.
Was sind häufige Symptome einer unausgeglichenen Antriebswelle?
Typische Symptome einer unwuchtigen oder defekten Antriebswelle sind spürbare Vibrationen oder ein Rütteln im Fahrzeugboden oder im Sitz, insbesondere bei zunehmender Geschwindigkeit. Beim Schalten oder Beschleunigen und Abbremsen können außerdem Klopf- oder Klappergeräusche auftreten. In manchen Fällen kann das Kreuzgelenk aufgrund einer Unwucht überhitzen. Wenn Sie diese Anzeichen bemerken, muss die Antriebswelle wahrscheinlich ausgewuchtet oder repariert werden.
Wie wuchtet man eine Antriebswelle aus?
Das Auswuchten von Antriebswellen erfolgt üblicherweise mit einer speziellen Auswuchtmaschine. Die Antriebswelle wird montiert und mit hoher Geschwindigkeit gedreht, während Sensoren Unwuchten erkennen. Ein Techniker befestigt dann anhand der Messwerte der Maschine kleine Gewichte an der Antriebswelle (oder entfernt Material) an bestimmten Stellen. Dieser Vorgang wird wiederholt, bis sich die Antriebswelle ohne nennenswerte Vibrationen dreht. Moderne Systeme wie das Balanset-4 können diesen Prozess steuern und genau berechnen, wo und wie viel Gewicht für ein präzises Auswuchten hinzugefügt werden muss.
Schlussfolgerung
Zusammenfassend lässt sich sagen, dass das richtige Auswuchten der Antriebswelle für Sicherheit, Leistung und Kosteneinsparungen von entscheidender Bedeutung ist. Durch das Erkennen und Korrigieren von Unwuchten verhindern Sie unnötigen Verschleiß, vermeiden Ausfälle und erhalten die optimale Maschinenleistung. Moderne Auswuchtsysteme wie unsere Geräte Balanset-1 und Balanset-4 machen den Prozess effizient und helfen auch kleinen Werkstätten, professionelle Ergebnisse zu erzielen.
Wenn Ihre Antriebswelle ständig vibriert oder Sie eine zuverlässige Auswuchtlösung benötigen, zögern Sie nicht zu handeln. Befolgen Sie die Schritte in diesem Leitfaden oder wenden Sie sich an unsere Experten. Mit der richtigen Vorgehensweise und Ausrüstung sorgen Sie dafür, dass Ihre Antriebswelle jahrelang reibungslos und zuverlässig läuft. Kontakt um mehr zu erfahren oder die beste Antriebswellen-Auswuchtausrüstung für Ihre Anforderungen zu entdecken.
0 Kommentare