Hajtótengely kiegyensúlyozása: Átfogó útmutató
Devices for Dynamic Balancing of Driveshafts and Measurement System for Balancing Machines Balanset-4A – €6,803
Képzelje el, hogy egy teherautót vezet, és hirtelen erős rezgést érez, vagy hangos kattanást hall gyorsítás vagy sebességváltás közben. Ez több mint egy kellemetlenség – kiegyensúlyozatlan kardántengely jele is lehet. A mérnökök és technikusok számára az ilyen rezgések és zajok a hatékonyság csökkenését, az alkatrészek gyorsuló kopását és potenciálisan költséges állásidőt jeleznek, ha nem kezelik őket.
Ebben az átfogó útmutatóban gyakorlati megoldásokat kínálunk a kardántengely kiegyensúlyozásával kapcsolatos problémákra. Megtudhatja, mi a kardántengely, és miért van szükség kiegyensúlyozásra, felismeri a rezgést vagy zajt okozó gyakori hibákat, és lépésről lépésre bemutatjuk a dinamikus kardántengely-kiegyensúlyozás folyamatát. Ezen bevált gyakorlatok alkalmazásával pénzt takaríthat meg a javításokon, csökkentheti a hibaelhárítási időt, és biztosíthatja, hogy gépe vagy járműve megbízhatóan működjön minimális rezgéssel.
Tartalomjegyzék
- 1. A hajtóműtengelyek típusai
- 2. Kardáncsukló-meghajtás meghibásodása
- 3. Hajtótengely kiegyensúlyozása
- 4. Korszerű kiegyensúlyozó gépek a hajtóműtengelyekhez
- 5. Előkészítés a hajtótengely kiegyensúlyozásához
- 6. Hajtótengely kiegyensúlyozási eljárás
- 7. Ajánlott kiegyensúlyozási pontossági osztályok merev rotorokhoz
1. A hajtóműtengelyek típusai
A kardáncsuklós hajtómű (hajtótengely) olyan mechanizmus, amely nyomatékot továbbít a kardáncsukló középpontjában metsző, egymáshoz képest szögben mozgatható tengelyek között. Egy járműben a hajtótengely a klasszikus vagy összkerékhajtású konfiguráció esetén a nyomatékot a sebességváltóból (vagy az osztóműből) a meghajtott tengelyekre továbbítja. Összkerékhajtású járműveknél a kardáncsukló általában a sebességváltó hajtott tengelyét köti össze az osztómű hajtótengelyével, az osztómű hajtott tengelyeit pedig a meghajtott tengelyek főhajtásainak hajtótengelyeivel.
A vázra szerelt egységek (például a sebességváltó és az osztómű) egymáshoz képest elmozdulhatnak a tartószerkezetük és maga a váz deformációja miatt. Eközben a hajtótengelyek a felfüggesztésen keresztül vannak rögzítve a vázhoz, és a felfüggesztés rugalmas elemeinek deformációja miatt elmozdulhatnak a vázhoz és a rá szerelt egységekhez képest. Ez a mozgás nemcsak az egységeket összekötő kardántengelyek szögét változtathatja meg, hanem az egységek közötti távolságot is.
The universal joint drive has a significant disadvantage: the non-uniform rotation of the shafts. If one shaft rotates uniformly, the other does not, and this non-uniformity increases with the angle between the shafts. This limitation prevents the use of a universal joint drive in many applications, such as in the transmission of front-wheel-drive vehicles, where the main issue is transmitting torque to the turning wheels. This disadvantage can be partially compensated by using two universal joints on one shaft, set to equal joint angles (γ1 = γ2) with the yokes at both ends of the intermediate shaft in the same plane (in phase). Yokes phased 90° apart do not cancel the fluctuation — they add to it. However, in applications requiring uniform rotation, constant velocity joints (CV joints) are typically used instead. CV joints are a more advanced but also more complex design serving the same purpose.
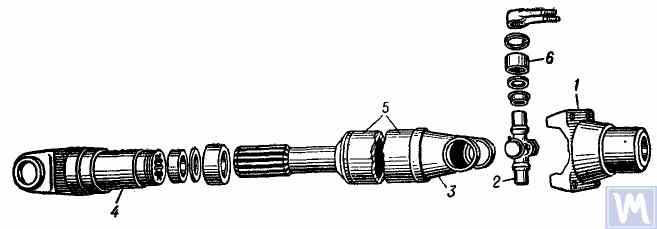
A kardáncsuklós hajtások egy vagy több kardáncsuklóból állhatnak, amelyeket hajtótengelyek és köztes támaszok kötnek össze.
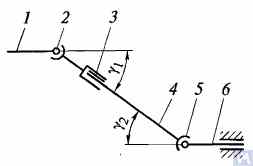
1. ábra. A kardáncsuklós hajtás ábrája: 1, 4, 6 - hajtótengelyek; 2, 5 - kardáncsuklók; 3 - kiegyenlítő csatlakozás; u1, u2 - tengelyek közötti szögek.
Általánosságban elmondható, hogy egy kardáncsuklós hajtás a 2. és 5. kardáncsuklókból, az 1., 4. és 6. kardántengelyekből, valamint egy 3. kiegyenlítő csatlakozásból áll. A kardántengelyt néha egy közbenső tartóra szerelik, amely a jármű alvázkeretének kereszttartójához van rögzítve. A kardáncsuklók biztosítják a nyomaték átvitelét olyan tengelyek között, amelyek tengelyei szögben metszik egymást. A kardáncsuklókat nem egyenletes és állandó sebességű típusokra osztják. A nem egyenletes sebességű csuklókat tovább osztályozzák rugalmas és merev típusokra. Az állandó sebességű csuklók lehetnek gömbcsuklók osztóhornyokkal, gömbcsuklók osztókarral és bütyökcsuklók. Általában a vezető vezérelt kerekek hajtásába szerelik be őket, ahol a tengelyek közötti szög elérheti a 45°-ot, és a kardáncsukló középpontjának egybe kell esnie a kerék forgástengelyének és a forgástengelyének metszéspontjával.
Elastic universal joints transmit torque between shafts with intersecting axes at an angle of 2...3° due to the elastic deformation of the connecting elements. A rigid non-uniform velocity joint transmits torque from one shaft to another through the movable connection of rigid parts. It consists of two yokes – 3 and 5, into the cylindrical holes of which the ends A, B, C, and D of the connecting element – the cross 4, are installed on bearings. The yokes are rigidly connected to shafts 1 and 2. Yoke 5 can rotate around axis B–D of the cross and at the same time, along with the cross, rotate around axis A–C, thereby enabling the transmission of rotation from one shaft to another with a changing angle between them.
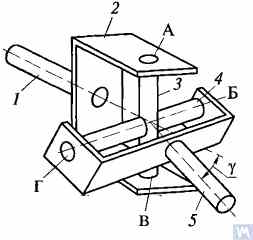
2. ábra. Egy merev, nem egyenletes sebességű kardáncsukló ábrája
If shaft 1 rotates around its axis by an angle α, then shaft 2 will rotate by an angle β over the same period. The relationship between the rotation angles of shafts 1 and 2 is determined by the expression tanα = tanβ * cosγ, where γ is the angle at which the axes of the shafts are positioned. This expression indicates that the angle β is sometimes less than, equal to, or greater than angle α. Equality of these angles occurs every 90° of rotation of shaft 1. Therefore, with uniform rotation of shaft 1, the angular velocity of shaft 2 is non-uniform and varies according to a sinusoidal law. The non-uniformity of shaft 2's rotation becomes more significant as the angle γ between the shaft axes increases.
Ha a 2. tengely nem egyenletes forgása átkerül az egységek tengelyeire, akkor a hajtásban további pulzáló terhelések lépnek fel, amelyek a γ szöggel növekednek. Annak megakadályozására, hogy a 2. tengely nem egyenletes forgása átkerüljön az egységek tengelyeire, két kardáncsuklót használnak a kardáncsuklós hajtásban. Ezeket úgy szerelik be, hogy a γ1 és γ2 szögek egyenlőek legyenek; a nem egyenletesen forgó 4. tengelyre rögzített kardáncsuklók villáit ugyanabban a síkban kell elhelyezni.
A kardáncsuklós hajtások fő részeinek kialakítását a 3. ábra mutatja. Az egyenetlen sebességű kardáncsukló két bilincsből (1) áll, amelyeket egy kereszt (3) köt össze. Az egyik bilincs néha peremes, míg a másik a kardántengely csövéhez van hegesztve, vagy bordás véggel (6) (vagy hüvellyel) rendelkezik a kardántengelyhez való csatlakozáshoz. A kereszt forgócsapjai mindkét bilincs szemében tűcsapágyakon (7) vannak elhelyezve. Mindegyik csapágy egy házban (2) található, és a bilincs szemében egy sapka tartja, amely két csavarral van rögzítve a bilincshez, amelyeket az alátét fülei rögzítenek. Bizonyos esetekben a csapágyakat rögzítőgyűrűk rögzítik a bilincsekhez. A csapágyban a kenés megtartása és a víztől és szennyeződéstől való védelem érdekében egy önzáró gumitömítés található. A kereszt belső üregét egy zsírzógombon keresztül zsír tölti fel, amely eléri a csapágyakat. A kereszt jellemzően egy biztonsági szeleppel rendelkezik, amely megvédi a tömítést a keresztbe pumpált zsír nyomása okozta sérülésektől. A bordás csatlakozást (6) a zsírzógomb (5) segítségével kenik.
3. ábra. Egy merev, nem egyenletes sebességű kardáncsukló részletei
The maximum angle between the axes of shafts connected by rigid non-uniform velocity universal joints usually does not exceed 20°, as efficiency significantly decreases at larger angles. If the angle between the shaft axes varies within 0...2°, the trunnions of the cross are deformed by the needle bearings, causing the universal joint to fail quickly.
A nagysebességű lánctalpas járművek sebességváltóiban gyakran használnak fogaskerék-kapcsolású kardáncsuklókat, amelyek lehetővé teszik a nyomaték átvitelét olyan tengelyek között, amelyek tengelyei egymást akár 1,5...2°-os szögben metszik.
A hajtótengelyek jellemzően csőszerűen készülnek, speciális acél varrat nélküli vagy hegesztett csövek felhasználásával. A kardáncsuklók villáit, a fogazott hüvelyeket vagy a végeket a csövekhez hegesztik. A hajtótengelyre ható keresztirányú terhelések csökkentése érdekében a dinamikus kiegyensúlyozást összeszerelt kardáncsuklókkal végzik. A kiegyensúlyozatlanságot a hajtótengelyhez hegesztett kiegyensúlyozó lemezekkel, vagy néha a kardáncsuklók csapágyfedelei alá szerelt kiegyensúlyozó lemezekkel korrigálják. A kardáncsuklós hajtás gyári összeszerelése és kiegyensúlyozása után a fogazott csatlakozás alkatrészeinek egymáshoz viszonyított helyzetét általában speciális jelölésekkel jelölik meg.
A kardáncsuklóhajtás kiegyenlítő csatlakozása általában fogazott csatlakozás formájában történik, amely lehetővé teszi a kardáncsuklóhajtás alkatrészeinek axiális mozgását. Ez egy fogazott csúcsból áll, amely illeszkedik a kardáncsuklóhajtás fogazott hüvelyébe. A kenőanyagot egy zsírzószerelvényen keresztül vezetik be a fogazott csatlakozásba, vagy az összeszerelés során alkalmazzák, és a jármű hosszabb használata után cserélik. A zsír szivárgásának és szennyeződésének megakadályozására általában tömítést és fedelet szerelnek fel.
Hosszú hajtótengelyeknél a kardáncsuklós hajtásokban általában köztes tartókat használnak. A köztes tartó általában egy, a járműkeret kereszttartójához csavarozott konzolból áll, amelyben egy golyóscsapágy van rögzítve egy rugalmas gumigyűrűben. A csapágy mindkét oldalon kupakkal van lezárva, és kenőberendezéssel van ellátva. A rugalmas gumigyűrű segít kiegyenlíteni a szerelési pontatlanságokat és a csapágynak a váz deformációi miatt fellépő helytelen beállítását.
A tűcsapágyazott kardáncsukló (4a. ábra) villákból, keresztből, tűcsapágyakból és tömítésekből áll. A tűcsapágyas csészéket a kereszt csapjaira illesztik és tömítésekkel zárják le. A csészéket csavarokkal rögzített rugós gyűrűkkel vagy kupakokkal rögzítik a villákban. A kardáncsuklók kenése a keresztben lévő belső furatokon keresztül, zsírzószerelvényen keresztül történik. A csuklóban lévő túlzott olajnyomás kiküszöbölésére biztonsági szelepet használnak. A hajtó villa egyenletes forgása közben a hajtott villa nem egyenletesen forog: fordulatonként kétszer előrehalad és kétszer lemarad a hajtó villa mögött. A nem egyenletes forgás kiküszöbölésére és a tehetetlenségi terhelések csökkentésére két kardáncsuklót használnak.
Az első hajtókerekek meghajtásában állandó sebességű kardáncsuklók vannak beépítve. A GAZ-66 és ZIL-131 járművek állandó sebességű kardáncsuklós hajtása a 2. és 5. villából (4b. ábra), négy golyóból (7) és egy központi golyóból (8) áll. A hajtó villa (2) a belső féltengellyel egybeépített, míg a hajtott villa a külső féltengellyel van összekovácsolva, amelynek végén a kerékagy rögzítve van. A hajtónyomatékot a 2. villától az 5. villához a 7. golyók közvetítik, amelyek a villákban lévő kör alakú hornyok mentén mozognak. A középső golyó (8) a villák központosítására szolgál, és a 3., 4. csapok tartják a helyén. A 2. és az 5. villa forgási frekvenciája a mechanizmusnak a villákhoz viszonyított szimmetriája miatt azonos. A tengely hosszának változását a villák és a tengely közötti szabad fogazású kapcsolatok biztosítják.
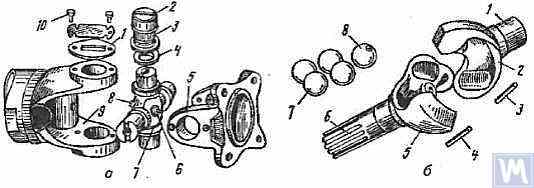
4. ábra. Kardáncsuklók: a - kardáncsukló: 1 - kupak; 2 - csésze; 3 - tűcsapágy; 4 - tömítés; 5, 9 - villák; 6 - biztonsági szelep; 7 - kereszt; 8 - zsírzószerelvény; 10 - csavar; b - állandó sebességű kardáncsukló: 1 - belső féltengely; 2 - hajtó villa; 3, 4 - csapok; 5 - hajtott villa; 6 - külső féltengely; 7 - golyók; 8 - központi golyó.
2. Kardáncsukló-meghajtás meghibásodása
A kardántengely-meghibásodások jellemzően a kardántengelyek éles kopogásaiban jelentkeznek, amelyek a jármű mozgása közben jelentkeznek, különösen a sebességfokozatok közötti váltások és a motor forgattyústengelyének hirtelen megnövekedett fordulatszáma során (például a motorfékezésről a gyorsításra való áttéréskor). A kardáncsukló meghibásodásának jele lehet annak magas hőmérsékletre (100 °C fölé) történő felmelegedése. Ez a kardáncsukló perselyeinek és csapjainak, a tűcsapágyaknak, a kereszteknek és a fogazott csatlakozásoknak a jelentős kopása miatt következik be, ami a kardáncsukló helytelen beállítását és a tűcsapágyakra ható jelentős ütköző axiális terhelést eredményez. A kardáncsukló kereszt parafa tömítéseinek sérülése a csap és csapágyának gyors kopásához vezet.
A karbantartás során a kardántengely meghajtását a hajtótengely mindkét irányba történő éles kézi forgatásával kell ellenőrizni. A tengely szabad forgásának mértéke határozza meg a kardáncsuklók és a fogazott kapcsolatok kopását. 8-10 ezer kilométerenként ellenőrizni kell a sebességváltó hajtott tengelyének karimái és a főhajtómű hajtótengelye karimái, valamint a vég kardáncsuklók karimáinak csavaros kapcsolatainak állapotát, valamint a hajtótengely köztes tartójának rögzítését. Ellenőrizzük továbbá a fogazott csatlakozások gumiharangjainak és a kardáncsuklókereszt parafa tömítéseinek állapotát. Minden rögzítőcsavart teljesen meg kell húzni (meghúzási nyomaték 8-10 kgf-m).
A kardáncsuklók tűcsapágyait az erőátviteli egységeknél használt folyékony olajjal kenik; a legtöbb járműben a fogazott csatlakozások kenése zsírokkal történik (US-1, US-2, 1-13 stb.); a tűcsapágyak kenéséhez szigorúan tilos zsírt használni. Egyes járművekben a fogazott csatlakozások kenése sebességváltó olajjal történik. A gumiköpenybe szerelt köztes tartócsapágy gyakorlatilag nem igényel kenést, mivel a gyárban az összeszerelés során kenik. A ZIL-130 járműben a támasztócsapágyat a rendszeres karbantartás során (1100-1700 km-enként) egy nyomócsavaron keresztül zsírral kenik.
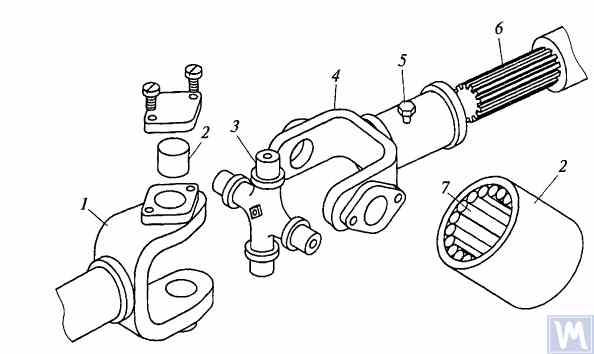
5. ábra. Kardáncsuklós meghajtás: 1 - karima a hajtótengely rögzítéséhez; 2 - kardáncsukló kereszt; 3 - kardáncsukló villa; 4 - csúszó villa; 5 - hajtótengelycső; 6 - tűgörgős csapágy zárt véggel.
A kardánhajtás két, tűcsapágyazott, üreges tengellyel összekötött kardáncsuklóból és egy evolvens fogazású csúszó villából áll. A szennyeződések elleni megbízható védelem és a fogazott kapcsolat jó kenése érdekében a váltó másodlagos tengelyéhez (2) csatlakozó csúszó villa (6) a váltóházhoz rögzített hosszabbítóban (1) van elhelyezve. Ezenkívül a fogazott csatlakozásnak ez az elhelyezése (a csuklók közötti zónán kívül) jelentősen növeli a kardánhajtás merevségét, és csökkenti a tengelyrezgések valószínűségét, amikor a csúszó fogazott csatlakozás elhasználódik.
A kardántengely vékony falú, elektromos hegesztéssel készült csőből (8) készül, amelybe mindkét végén két azonos villa (9) van bepréselve, majd ívhegesztéssel összehegesztve. A kereszt (25) tűcsapágyházai (18) a villa (9) szemébe vannak bepréselve, és rugós rögzítőgyűrűkkel (20) vannak rögzítve. Minden univerzális csatlakozócsapágy 22 tűt (21) tartalmaz. A keresztek kiálló forgócsapjaira sajtolt sapkák (24) vannak bepréselve, amelyekbe parafagyűrűk (23) vannak beépítve. A csapágyak kenése egy szögletes zsírzófejjel (17) történik, amely a kereszt közepén lévő menetes furatba van csavarozva, és a kereszt forgócsapjaiban lévő átmenő csatornákhoz van csatlakoztatva. Az univerzális csatlakozókereszt másik oldalán egy biztonsági szelep (16) található, amelynek célja a felesleges zsír kiengedése a kereszt és a csapágyak feltöltésekor, valamint a kereszt belsejében történő nyomásnövekedés megakadályozása működés közben (a szelep körülbelül 3,5 kg/cm² nyomáson aktiválódik). A biztonsági szelep beépítésének szükségessége annak a ténynek köszönhető, hogy a keresztben lévő túlzott nyomásnövekedés a parafa tömítések károsodásához (kinyomódásához) vezethet.
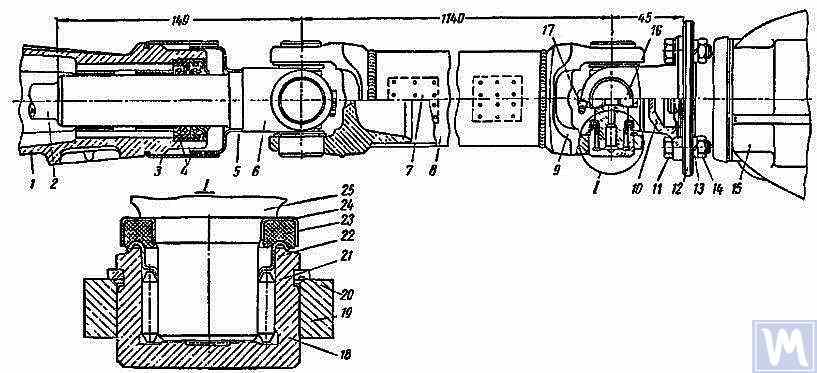
6. ábra. Hajtótengely összeszerelése: 1 - a sebességváltó meghosszabbítása; 2 - a sebességváltó másodlagos tengelye; 3 és 5 - szennyeződéselterelők; 4 - gumitömítések; 6 - csúszó villa; 7 - kiegyenlítő lemez; 8 - hajtótengelycső; 9 - villa; 10 - karimás villa; 11 - csavar; 12 - a hátsó tengely hajtóművének karimája; 13 - rugós alátét; 14 - anya; 15 - hátsó tengely; 16 - biztonsági szelep; 17 - szögletes zsírzószerelvény; 18 - tűcsapágy; 19 - villaszem; 20 - rugós rögzítőgyűrű; 21 - tű; 22 - tórusz végű alátét; 23 - parafa gyűrű; 24 - sajtolt sapka; 25 - kereszt.
A mindkét kardáncsuklóval összeszerelt kardántengely mindkét végén gondosan dinamikusan kiegyensúlyozott, a csőhöz hegesztett kiegyensúlyozó lemezekkel (7). Ezért a tengely szétszerelésekor minden alkatrészét gondosan meg kell jelölni, hogy eredeti helyzetükbe vissza lehessen szerelni őket. Ennek az utasításnak a be nem tartása a tengely egyensúlyának felborulását okozza, ami rezgéseket okozhat, amelyek károsíthatják a sebességváltót és a jármű karosszériáját. Ha az egyes alkatrészek elkopnak, különösen, ha a cső az ütés miatt meghajlik, és az összeszerelés után lehetetlenné válik a tengely dinamikus kiegyensúlyozása, a teljes tengelyt ki kell cserélni.
Lehetséges hajtótengely meghibásodások, azok okai és megoldások
| A meghibásodás oka | Megoldás |
|---|---|
| Hajtótengely rezgés | |
| 1. Akadály miatti tengelyhajlítás | 1. Egyenesítse ki és dinamikusan egyensúlyozza ki az összeszerelt tengelyt, vagy cserélje ki az összeszerelt tengelyt. |
| 2. Csapágy és kereszt kopás | 2. Cserélje ki a csapágyakat és a kereszteket, és dinamikusan egyensúlyozza ki az összeszerelt tengelyt. |
| 3. A hosszabbító perselyek és a csúszó villa kopása | 3. Cserélje ki a hosszabbítót és a csúszó villát, és dinamikusan egyensúlyozza ki az összeszerelt tengelyt. |
| Kopogás indításkor és kifutáskor | |
| 1. A csúszó villás csukló bordázatának vagy a másodlagos sebességváltó tengelyének kopása | 1. Cserélje ki az elhasználódott alkatrészeket. A csúszó villa cseréjekor dinamikusan egyensúlyozza ki az összeszerelt tengelyt. |
| 2. Laza csavarok, amelyek a karimás villát a hátsó tengely hajtóművének karimájához rögzítik. | 2. Húzza meg a csavarokat |
| Olaj kidobása az univerzális csuklótömítésekből | |
| A parafagyűrűk kopása kardáncsukló tömítésekben | Cserélje ki a parafagyűrűket, az összeszerelés során tartsa meg a hajtótengely minden alkatrészének egymáshoz viszonyított helyzetét. Ha a keresztek és a csapágyak kopnak, cserélje ki a csapágyakat és a kereszteket, és dinamikusan egyensúlyozza ki az összeszerelt tengelyt. |
3. Hajtótengely kiegyensúlyozása
A hajtótengely javítását és összeszerelését követően dinamikusan kiegyensúlyozzák egy gépen. A kiegyensúlyozó gép egyik kialakítását a 7. ábra mutatja. A gép egy lemezből (18) és egy ingakeretből (8) áll, amely négy függőlegesen álló rugalmas rúdra (3) van szerelve, biztosítva a vízszintes síkban történő lengést. Az ingakeret (8) hosszirányú csöveire egy konzol és egy elülső orsószekrény (9) van szerelve, amelyek egy konzolon (4) vannak rögzítve. A hátsó orsószekrény (6) egy mozgatható traverzre (5) van szerelve, amely lehetővé teszi a különböző hosszúságú hajtótengelyek dinamikus kiegyensúlyozását. Az orsószekrények tengelyei precíziós golyóscsapágyakon vannak rögzítve. Az első orsószekrény (9) orsóját a gépalapba épített villanymotor hajtja meg egy ékszíjhajtáson és egy közbenső tengelyen keresztül, amelyre egy osztott tárcsa (10) (skálatárcsa) van felszerelve. Ezenkívül a géplemezre (18) két, visszahúzható reteszelőcsapokkal (17) ellátott állvány (15) van felszerelve, amelyek biztosítják az ingakeret első és hátsó végének rögzítését a hajtótengely első vagy hátsó végének kiegyensúlyozásától függően.
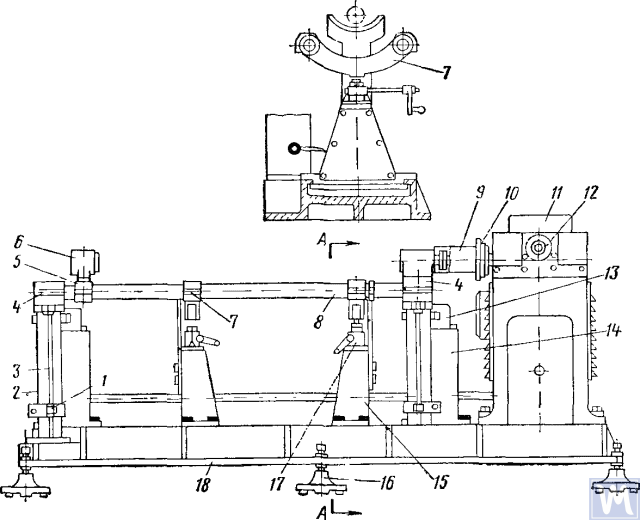
7. ábra. Dinamikus kiegyensúlyozó gép hajtótengelyekhez
1-bilincs; 2-tompítók; 3-elasztikus rúd; 4-tartó; 5-mozgatható traverz; 6-hátsó orsószekrény; 7-keresztrúd; 8-lengőkeret; 9-elülső hajtó orsószekrény; 10-osztott tárcsa; 11-millivoltmérő; 12-osztott tárcsa a kommutátor-egyenirányító tengelyén; 13-mágneses érzékelő; 14-rögzített állvány; 15-fixátor állvány; 16-tartó; 17-fixátor; 18-tartólemez
A rögzített állványok (14) a géplemez hátsó részén vannak felszerelve, és a mágneses érzékelőket (13) az ingakeret végeihez csatlakoztatott rudakkal szerelik fel rájuk. A keret rezonanciarezgéseinek megakadályozása érdekében a konzolok (4) alá olajjal töltött csillapítók (2) vannak felszerelve.
During dynamic balancing, the driveshaft assembly with the sliding yoke is installed and secured on the machine. One end of the driveshaft is connected by a flange-yoke to the flange of the front driving headstock, and the other end by the support neck of the sliding yoke to the splined sleeve of the rear headstock. Then the ease of rotation of the driveshaft is checked, and one end of the machine's pendulum frame is fixed using the fixator. After starting the machine, the limb of the rectifier is rotated counterclockwise, bringing the millivoltmeter needle to its maximum reading. The millivoltmeter reading corresponds to the magnitude of the imbalance. The millivoltmeter scale is graduated in gram-centimeters or grams of counterweight. Continuing to rotate the rectifier limb counterclockwise, the millivoltmeter reading is brought to zero, and the machine is stopped. Based on the rectifier limb reading, the angular displacement (angle of imbalance displacement) is determined, and by manually rotating the driveshaft, this value is set on the intermediate shaft limb. The welding place of the balancing plate will be on the top of the driveshaft, and the weighted part at the bottom in the correction plane. Then the balancing plate is attached and tied with thin wire at a distance of 10 mm from the weld, the machine is started, and the balance of the driveshaft end with the plate is checked. The imbalance should be no more than 70 g·cm (700 g·mm). Then, releasing one end and securing the other end of the pendulum frame with the fixator stand, dynamic balancing of the other end of the driveshaft is performed according to the technological sequence described above.
A hajtótengelyek bizonyos kiegyensúlyozási sajátosságokkal rendelkeznek. A legtöbb alkatrész esetében a dinamikus kiegyensúlyozás alapja a tartónyak (pl. villanymotorok rotorjai, turbinák, orsók, forgattyús tengelyek stb.), de a hajtótengelyek esetében a karimák. Az összeszerelés során a különböző csatlakozásokban elkerülhetetlenül hézagok keletkeznek, amelyek kiegyensúlyozatlansághoz vezetnek. Ha a kiegyensúlyozás során a minimális kiegyensúlyozatlanság nem érhető el, a tengelyt selejtesnek kell tekinteni. A kiegyensúlyozás pontosságát a következő tényezők befolyásolják:
- A hajtótengely karimájának illesztőpereme és a bal és a jobb oldali tartó orsószekrény rögzítő karimájának belső furata közötti hézag;
- A karima alapfelületeinek sugárirányú és homlokirányú ütése;
- Rések a csuklópánt és a bordás csatlakozásokban. A bordás csatlakozás üregében lévő zsír „úszó” kiegyensúlyozatlansághoz vezethet. Ha ez megakadályozza a kívánt kiegyensúlyozási pontosság elérését, a kardántengely zsír nélkül van kiegyensúlyozva.
Egyes egyensúlyhiányok teljesen korrigálhatatlanok lehetnek. Ha megnövekedett súrlódás figyelhető meg a hajtótengely kardáncsuklóiban, a korrekciós síkok kölcsönös hatása megnő. Ez a kiegyensúlyozás teljesítményének és pontosságának csökkenéséhez vezet.
Az OST 37.001.053-74 szerint a következő kiegyensúlyozatlansági szabványokat határozták meg: a kétcsuklós (kéttámaszú) kardántengelyeket dinamikusan, a háromcsuklós (háromtámaszú) kardántengelyeket pedig közbenső tartóval összeszerelve kell kiegyensúlyozni; az 5 kg-nál nehezebb kardántengelyek és tengelykapcsolók karimáit (villait) statikusan kell kiegyensúlyozni a tengely vagy a tengelykapcsoló összeszerelése előtt; a háromcsuklós kardántengelyek mindkét végén vagy közbenső tartójánál lévő kardántengelyek maradék kiegyensúlyozatlansági normáit fajlagos kiegyensúlyozatlanság alapján kell értékelni;
A tengely mindkét végén vagy a közbenső tartónál, valamint a háromcsuklós kardántengelyek esetében a kiegyensúlyozó állványon a megengedett legnagyobb fajlagos maradék kiegyensúlyozatlansági norma nem haladhatja meg: személygépkocsik és kisteherautók (legfeljebb 1 t) és nagyon kis buszok sebességváltóinál – 6 g-cm/kg, a többi esetében – 10 g-cm/kg. A kardántengely vagy a háromcsuklós kardántengely megengedett legnagyobb maradék kiegyensúlyozatlansági normáját a kiegyensúlyozó állványon a sebességváltóban a maximális járműsebességnél mért frekvenciájuknak megfelelő forgási frekvencián kell biztosítani.
Note: OST 37.001.053-74 is a Soviet automotive-industry standard from 1974 and is quoted here as a historical reference. In modern terms, 6 g·cm/kg at 3,000 rpm corresponds to about G 19 and 10 g·cm/kg to about G 31 — the OST requirement sits between G 16 and G 40, consistent with the ISO 21940-11 (formerly ISO 1940-1) grades for drive shafts. Specify new work in ISO 21940-11 grades.
4 t és nagyobb teherbírású teherautók, kis és nagy buszok kardántengelyei és háromcsuklós kardántengelyei esetében a kiegyensúlyozó állványon a sebességváltó tengelyek forgási frekvenciájának 70%-re csökkentése megengedett a maximális járműsebességnél. Az OST 37.001.053-74 szerint a kardántengelyek kiegyensúlyozó forgási frekvenciájának a következőnek kell lennie:
nb = (0,7 ... 1,0) nr,
ahol nb – kiegyenlítő forgási frekvencia (meg kell felelnie az állvány főbb műszaki adatainak, n=3000 perc)-1); nr – maximális üzemi forgási frekvencia, min-1.
A gyakorlatban a hézagok és a fogazott csatlakozások miatt a hajtótengely nem kiegyensúlyozható az ajánlott forgási frekvencián. Ebben az esetben egy másik forgási frekvenciát kell választani, amelynél kiegyensúlyozódik.
4. Korszerű kiegyensúlyozó gépek a hajtóműtengelyekhez

8. ábra. Kiegyensúlyozó gép legfeljebb 2 méter hosszú, 500 kg súlyú hajtótengelyekhez
A modell 2 állvánnyal rendelkezik, és 2 korrekciós síkban történő kiegyensúlyozást tesz lehetővé.

9. ábra. Kiegyensúlyozó gép legfeljebb 4200 mm hosszú, 400 kg tömegű hajtótengelyekhez
A modell 4 állvánnyal rendelkezik, és egyszerre 4 korrekciós síkban történő kiegyensúlyozást tesz lehetővé.
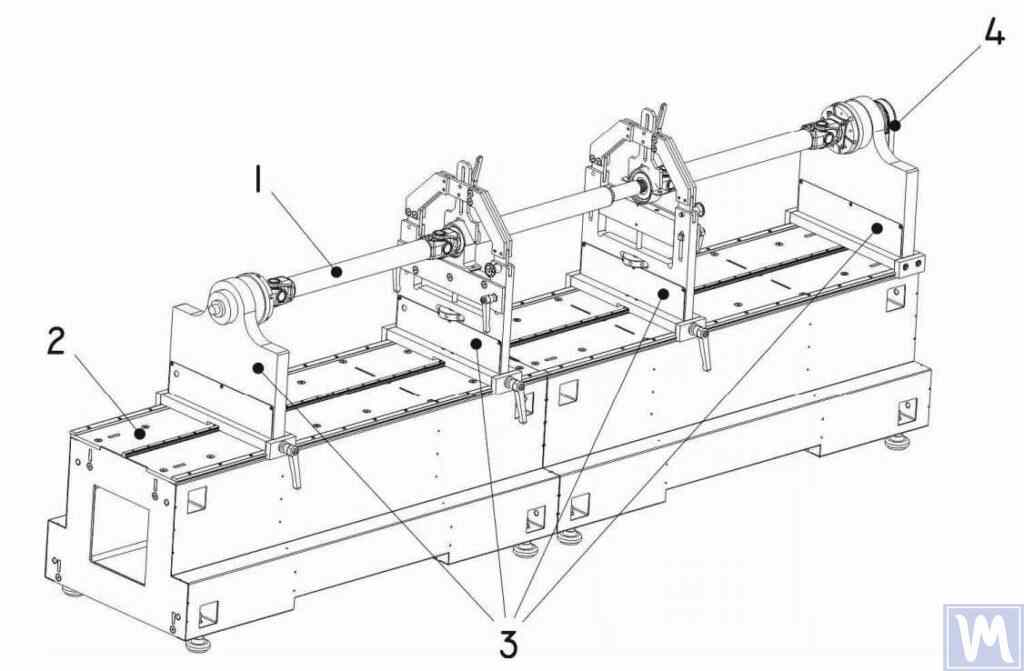
10. ábra. Vízszintes, kemény csapágyazású kiegyensúlyozó gép a hajtótengelyek dinamikus kiegyensúlyozásához
1 – Balancing item (driveshaft); 2 – Machine base; 3 – Machine supports; 4 – Machine drive; The structural elements of the machine supports are shown in Figure 11.
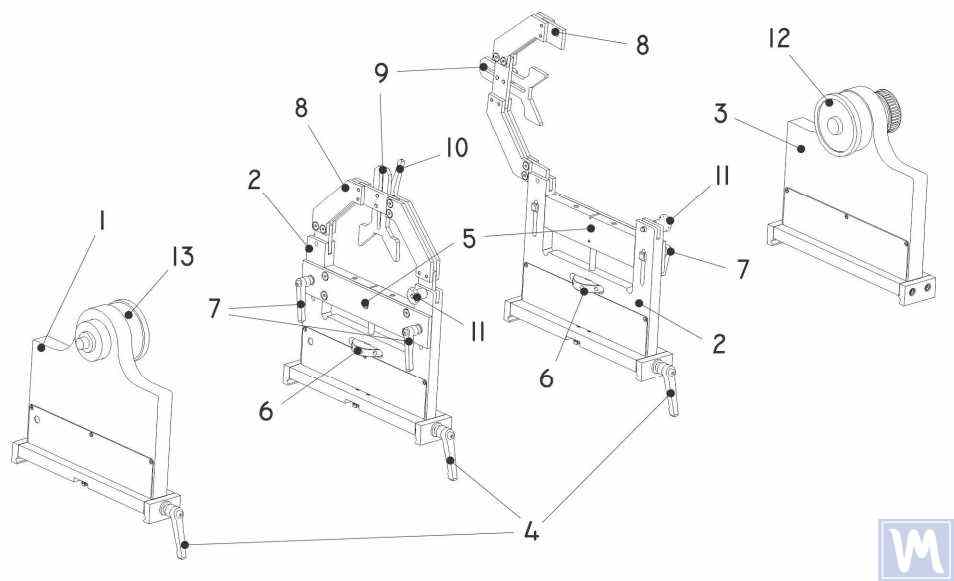
11. ábra. Gépi tartóelemek a hajtótengelyek dinamikus kiegyensúlyozásához
1 - Bal oldali nem állítható tartó; 2 - Közbenső állítható tartó (2 db); 3 - Jobb oldali nem állítható fix tartó; 4 - Tartókeret zárókar; 5 - Mozgatható tartó platform; 6 - Tartó függőleges állítóanya; 7 - Függőleges pozíciót rögzítő fogantyúk; 8 - Tartó rögzítő konzol; 9 - Közbenső csapágy mozgatható bilincse; 10 - Bilincs zárókar; 11 - Bilincszár; 12 - Hajtó (vezető) orsó a tétel beszereléséhez; 13 - Hajtott orsó
5. Előkészítés a hajtótengely kiegyensúlyozásához
Az alábbiakban a géptámaszok beállítását és a kiegyensúlyozó elem (négy támasztékos hajtótengely) géptámaszokra történő felszerelését tekintjük át.
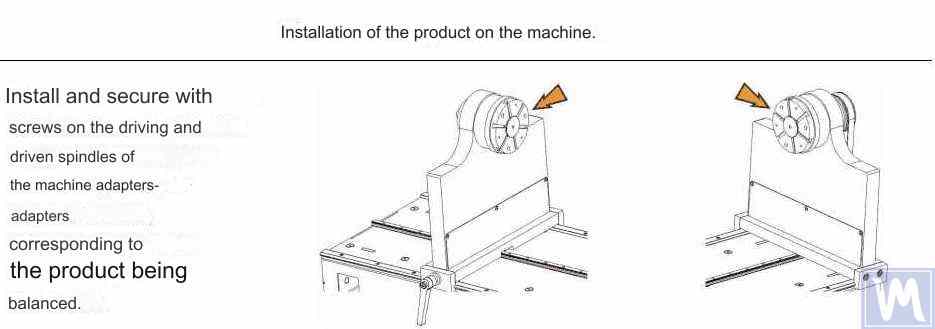
12. ábra. Az átmeneti karimák felszerelése a kiegyensúlyozó gép orsóira
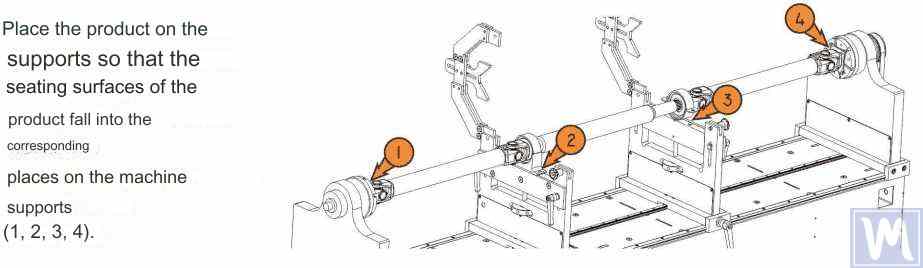
13. ábra. A hajtótengely felszerelése a kiegyensúlyozó gép tartóira
14. ábra. A hajtótengely vízszintes kiegyenlítése a kiegyensúlyozó gép támaszain egy buborékos vízmérték segítségével
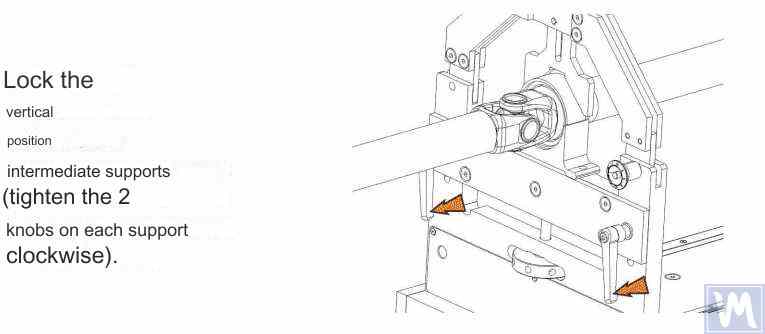
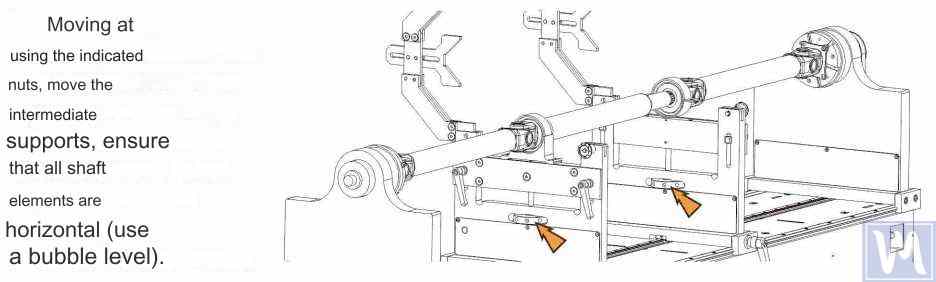
15. ábra. A kiegyensúlyozó gép közbenső támaszainak rögzítése a hajtótengely függőleges elmozdulásának megakadályozása érdekében
Forgassa az elemet kézzel egy teljes fordulatig. Győződjön meg róla, hogy szabadon és a tartókon való elakadás nélkül forog. Ezt követően a gép mechanikus része be van állítva, és az elem felszerelése befejeződött.
6. Hajtótengely kiegyensúlyozási eljárás
Which kit do I need? A two-support machine correcting in two planes (Figure 8) needs the two-channel Balanset-1A. A four-support machine correcting in four planes simultaneously (Figure 9, and the procedure below) needs the four-channel Balanset-4A. The measurement and calculation workflow is identical; only the channel count differs. The procedure below is described for a four-plane setup, while the software screenshots show the same workflow on the two-plane Balanset-1A — on the Balanset-4A the same screens simply add planes 3 and 4.
The process of driveshaft balancing on the balancing machine will be considered using the Balanset-4A measuring system as an example. The Balanset-4A is a portable balancing kit designed for balancing in one, two, three, and four correction planes of rotors, either rotating in their own bearings or mounted on a balancing machine. The device includes up to four vibration sensors, a phase angle sensor, a four-channel measuring unit, and a portable computer.
The entire balancing process, including measurement, processing, and display of information on the magnitude and location of corrective weights, is performed automatically and does not require the user to have additional skills and knowledge beyond the provided instructions. The results of all balancing operations are saved in the Balancing Archive and can be printed as reports if necessary. In addition to balancing, the Balanset-4A can also be used as a regular vibro-tachometer, allowing measurement on four channels of the root mean square (RMS) value of total vibration, RMS of the rotational component of vibration, and control of rotor rotation frequency.
A készülék lehetővé teszi továbbá az időfüggvény és a rezgési spektrum grafikonjainak megjelenítését rezgési sebesség szerint, ami hasznos lehet a kiegyensúlyozott gép műszaki állapotának értékelésében.

Figure 16. External View of the Balanset-4A Device for Use as a Measuring and Computing System of the Driveshaft Balancing Machine

Figure 17. Example of Using the Balanset-4A Device as a Measuring and Computing System of the Driveshaft Balancing Machine
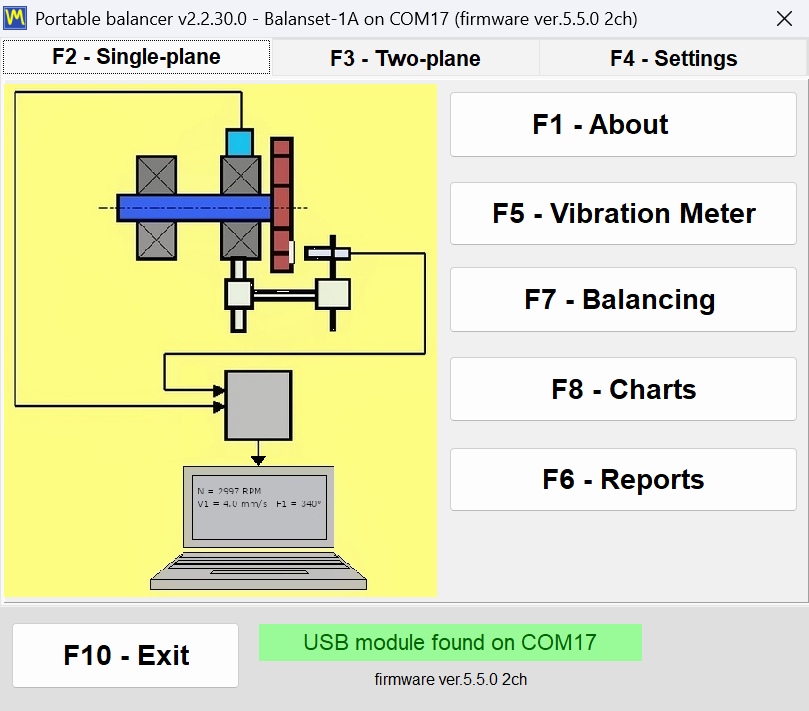
Figure 18. Main window of the Balanset software: F1 - About, F5 - Vibration Meter, F7 - Balancing, F8 - Charts, F6 - Reports
The Balanset-4A device is supplied with vibration sensors. The sensors are accelerometer-based; the software integrates their signal and displays vibration velocity in mm/s RMS.
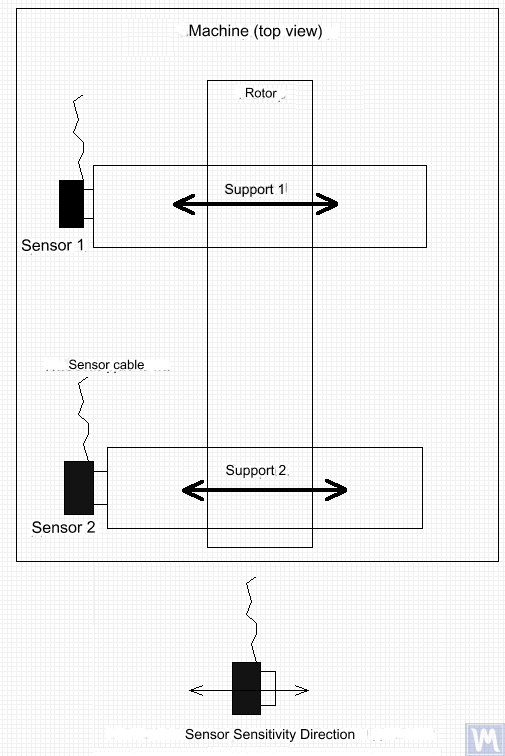
Figure 19. Installation of Balanset-4A Vibration Sensors on the Supports of the Balancing Machine
The direction of the sensors' sensitivity axis should match the direction of the support's vibration displacement, in this case – horizontal. For additional information on sensor installation, see BALANCING ROTORS IN OPERATING CONDITIONS.
- Szerelje fel az 1, 2, 3, 4 rezgésérzékelőket a kiegyensúlyozó gép tartóira.
- Csatlakoztassa a rezgésérzékelőket az X1, X2, X3, X4 csatlakozókhoz.
- A fázisszög-érzékelőt (lézeres tachométert) 5 úgy kell felszerelni, hogy a kiegyensúlyozott rotor radiális (vagy vég)felülete és az érzékelőház közötti névleges hézag 10 és 300 mm között legyen.
- Rögzítsen egy legalább 10-15 mm széles fényvisszaverő szalagjelzést a rotor felületére.
- Csatlakoztassa a fázisszög-érzékelőt az X5 csatlakozóhoz.
- Csatlakoztassa a mérőegységet a számítógép USB-portjához.
- Hálózati áram használata esetén csatlakoztassa a számítógépet a tápegységhez.
- Csatlakoztassa a tápegységet 220 V-os, 50 Hz-es hálózathoz.
- Turn on the computer and start the Balanset software.
- Open the balancing workspace with the “F7 - Balancing” button and set the required number of correction planes in the “Plane count” field, so that vibration is measured simultaneously by the vibration sensors connected to the inputs of the measuring unit.
- A mnemonic diagram illustrating the connection of the sensors and the measuring unit appears on the computer display, as shown in Figure 18.
A kiegyensúlyozás elvégzése előtt ajánlott a méréseket a rezgésmérő üzemmódban elvégezni (F5 gomb).
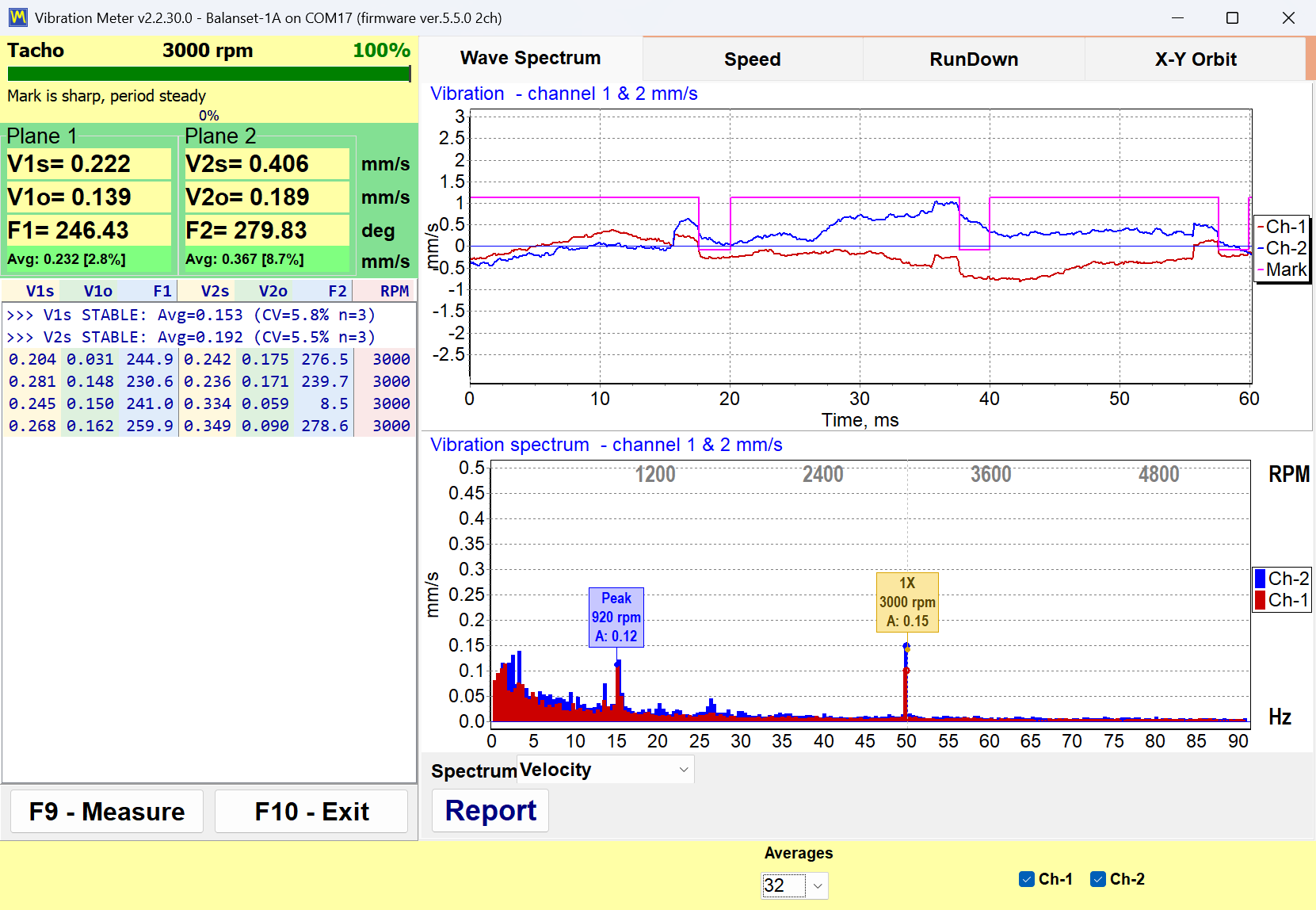
Figure 20. Vibration Meter mode (F5): total vibration V1s, V2s and rotational components V1o, V2o with phases F1, F2, displayed as vibration velocity in mm/s RMS
Ha a teljes rezgési nagyságrend (V1s (V2s)) megközelítőleg megegyezik a forgó komponens nagyságrendjével (V1o (V2o), akkor feltételezhető, hogy a mechanizmus rezgéséhez főként a rotor kiegyensúlyozatlansága járul hozzá. Ha a teljes rezgési nagyságrend (V1s (V2s)) jelentősen meghaladja a forgó komponens (V1o (V2o)) értékét, akkor ajánlott a mechanizmus ellenőrzése – a csapágyak állapotának ellenőrzése, a biztonságos rögzítés biztosítása az alapon, annak ellenőrzése, hogy a rotor forgás közben nem érintkezik-e álló alkatrészekkel, és más mechanizmusokból származó rezgések hatásának figyelembevétele stb.
Studying the time function graphs and vibration spectra in the charts mode (“F8 - Charts”, the “F5-Spectrum (Hz)” tab) can be useful here.
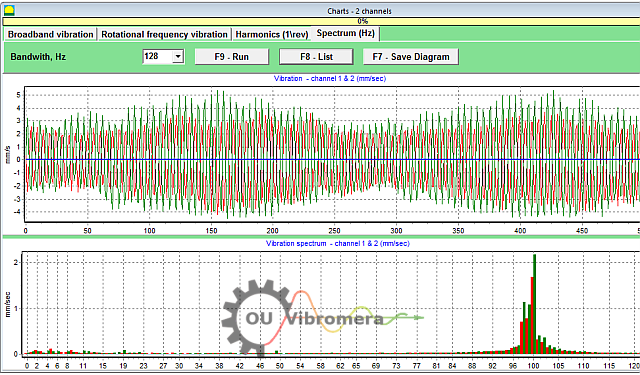
21. ábra. Rezgés időfüggvény és spektrum grafikonok
A grafikon azt mutatja, hogy mely frekvenciákon a legmagasabbak a rezgési szintek. Ha ezek a frekvenciák eltérnek a kiegyensúlyozott mechanizmus rotorjának forgási frekvenciájától, akkor a kiegyensúlyozás előtt azonosítani kell ezen rezgési komponensek forrásait, és intézkedéseket kell tenni azok kiküszöbölésére.
Reading the spectrum of a driveshaft: 1x is unbalance, 2x may be the joint itself. A dominant peak at the rotational frequency (1x) points to unbalance — this is what balancing removes. A dominant peak at twice the rotational frequency (2x), especially together with strong axial vibration, points to the joint angles, worn crosses or splines, or tengelyeltolódás: a universal (cardan) joint working at an angle γ makes the driven yoke lead and lag twice per revolution, so it produces a 2x component even when the shaft is perfectly balanced. Balancing will not remove it — equalise the joint angles (γ1 = γ2) and check the joints first. In the charts mode (“F8 - Charts”) the “F5-Spectrum (Hz)” tab shows the spectrum and the “F3-1x vibration” tab the rotational component; at 3000 min-1 1x = 50 Hz and 2x = 100 Hz.
Fontos figyelni a mérési eredmények stabilitására is a vibrométer üzemmódban - a rezgés amplitúdója és fázisa nem változhat 10-15%-nél nagyobb mértékben a mérés során. Ellenkező esetben előfordulhat, hogy a mechanizmus rezonancia tartomány közelében működik. Ebben az esetben a rotor fordulatszámát kell beállítani.
When performing four-plane balancing of a new rotor, five calibration runs and at least one trim run (Run T) of the balanced machine are required. Vibration measurement during the first machine run without a trial weight is performed as Run 0 in the balancing workspace. Subsequent runs are performed with a trial weight, sequentially installed on the driveshaft in each correction plane (in the area of each balancing machine support).
Minden további futtatás előtt a következő lépéseket kell megtenni:
- Állítsa le a kiegyensúlyozott gép rotorjának forgását.
- Távolítsa el a korábban beszerelt próbasúlyt.
- Szerelje be a próbasúlyt a következő síkba.
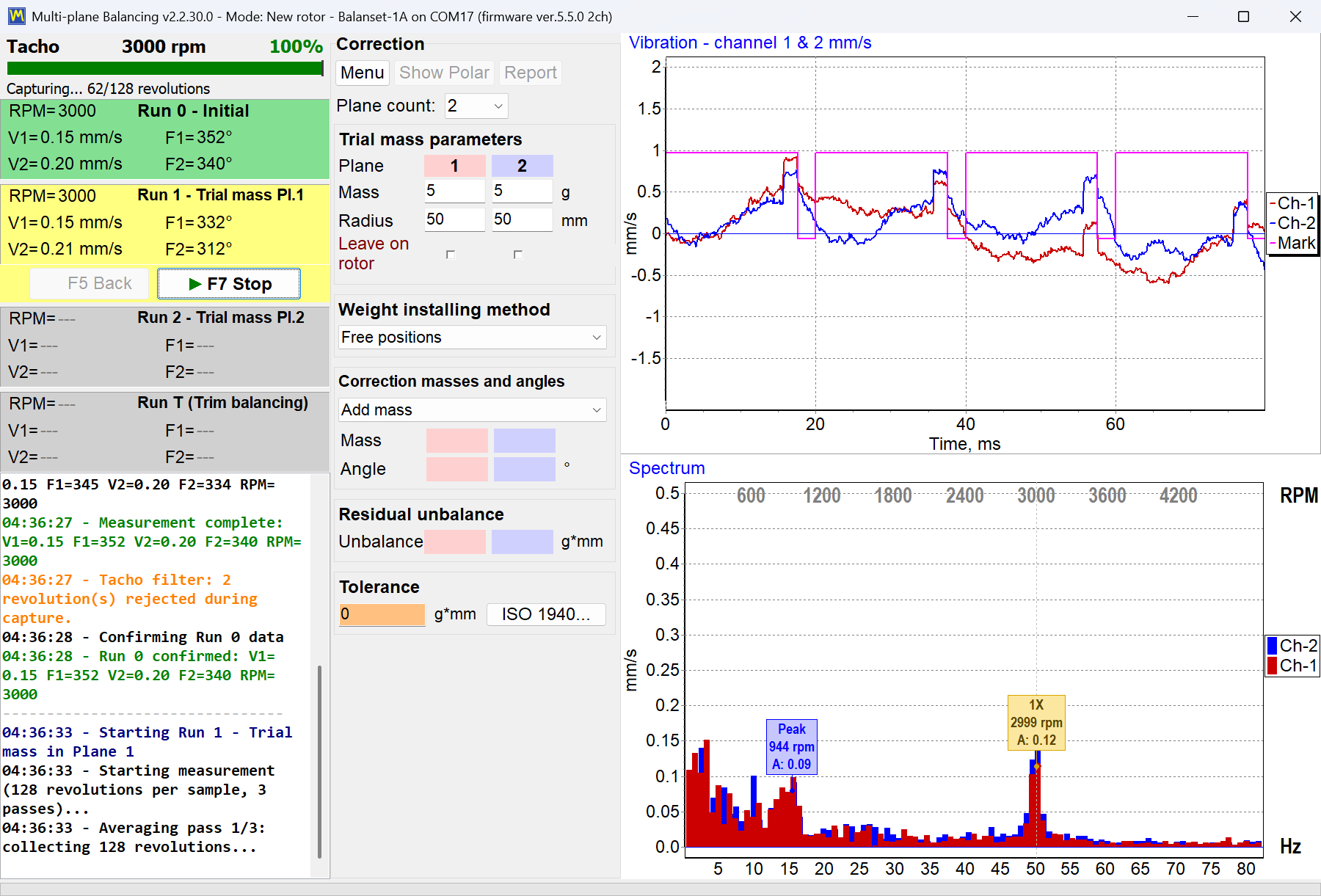
Figure 22. Balancing workspace (“F7 - Balancing”) during a measurement run: Run 0 - Initial, trial-mass runs Run 1 and Run 2, and the trim run Run T
Minden mérés elvégzése után a rotor forgási frekvenciájának (Nob), valamint az effektív értékek (Vo1, Vo2, Vo3, Vo4) és a fázisok (F1, F2, F3, F4) of the vibration at the rotational frequency of the balanced rotor are saved in the corresponding fields in the program window. After the fifth run (Weight in Plane 4), the balancing results with the polar plot (see Figure 23) appear, displaying the calculated values of the masses (M1, M2, M3, M4) és a beépítési szögek (f1, f2, f3, f4) korrekciós súlyok, amelyeket a rotorra négy síkban kell felszerelni a kiegyensúlyozatlanság kiegyenlítése érdekében.
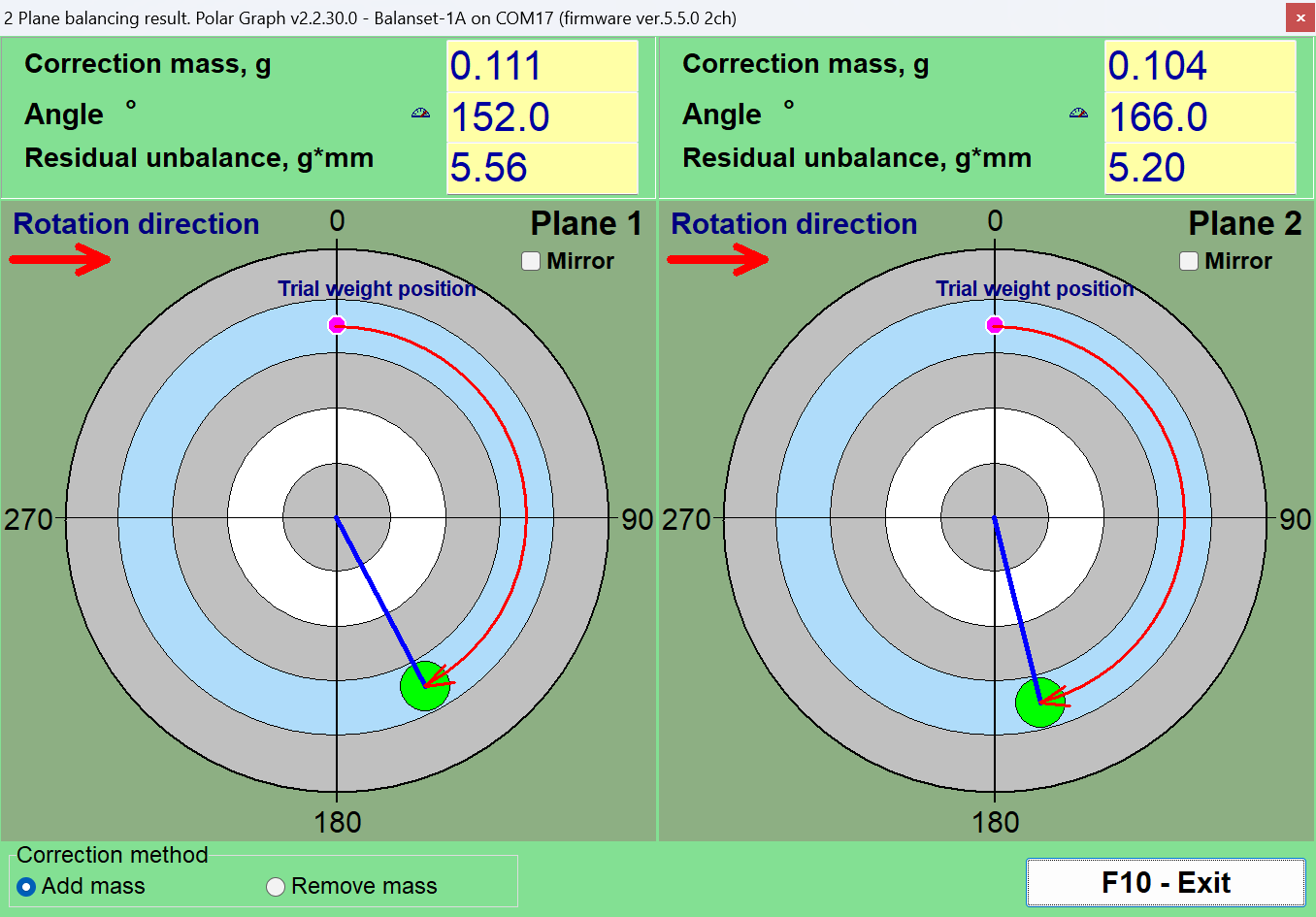
Figure 23. Polar plot of the balancing result: calculated correction masses and angles for each plane, measured from the trial weight position in the direction of rotation
Figyelem! A kiegyensúlyozott gép ötödik futtatása során a mérési folyamat befejezése után le kell állítani a rotor forgását, és el kell távolítani a korábban felszerelt próbasúlyt. Csak ezt követően lehet folytatni a korrekciós súlyok felszerelését (vagy eltávolítását) a rotorról.
A korrekciós súly rotorra helyezésének (vagy eltávolításának) szöghelyzetét a polárkoordináta-rendszerben a próbasúly felszerelési helyétől kell mérni. A szögmérési irány egybeesik a rotor forgásirányával. Lapátokkal történő kiegyensúlyozás esetén a kiegyensúlyozott rotor lapátja, amelyet feltételesen az 1. lapátnak tekintünk, egybeesik a próbasúly felszerelési helyével. A számítógép kijelzőjén jelzett lapátok számozási iránya követi a rotor forgásirányát.
In this version of the program, it is assumed by default that the corrective weight will be added to the rotor. This is indicated by the mark set in the “Add mass” field. If correcting the imbalance by removing the weight (e.g., by drilling) is necessary, set the mark in the “Remove mass” field using the mouse, after which the angular position of the corrective weight will automatically change by 180 degrees.
After installing the corrective weights on the balanced rotor, carry out the trim run (Run T) to check the effectiveness of the balancing operation. After completing the trim run, the results of the rotor's rotation frequency (Nob) és az RMS-értékek (Vo1, Vo2, Vo3, Vo4) és fázisok (F1, F2, F3, F4) of the vibration at the rotational frequency of the balanced rotor are saved. Simultaneously, the balancing results (see Figure 23) are updated, displaying the calculated parameters of additional corrective weights that need to be installed (or removed) on the rotor to compensate for its residual imbalance. Additionally, this workspace shows the values of the residual imbalance achieved after balancing. If the values of residual vibration and/or residual imbalance of the balanced rotor meet the tolerance requirements specified in the technical documentation, the balancing process can be completed. Otherwise, the balancing process can be continued. This method allows for correcting possible errors through successive approximations that may occur when installing (removing) the corrective weight on the balanced rotor.
If the balancing process continues, additional corrective weights must be installed (or removed) on the balanced rotor according to the calculated parameters shown in the balancing results.
The rotor balancing coefficients (dynamic influence coefficients) calculated from the results of the five calibration runs are saved in the computer's memory and can be reused with the “Load Coefficients” function when balancing rotors of the same type.
7. Ajánlott kiegyensúlyozási pontossági osztályok merev rotorokhoz
The grades below are the balance quality grades G of ISO 1940-1, superseded without change of values by ISO 21940-11:2016. The grade is defined as G = eper·Ω, where eper is the permissible specific residual unbalance (g·mm/kg = µm) and Ω = 2πn/60 is the service angular velocity (rad/s). The permissible residual unbalance follows as Uper = 9549·G·M/n [g·mm], split between the correction planes. See our ISO 1940-1 glossary entry.
The default grade for a road-vehicle driveshaft is G 40; G 16 applies when the drawing or the OEM specification calls for special requirements. Note that residual unbalance and vibration are separate acceptance criteria: the vibration of the assembled machine is assessed to ISO 20816 (formerly ISO 10816) — see our ISO 10816-1 glossary entry.
The G-grade table applies to rigid rotors only — rotors whose service speed stays below roughly 0.5…0.7 of the first bending critical speed. Long driveshafts (2 m and above, and any shaft with an intermediate support) can approach that limit: check the shaft's first critical speed against both the service speed and the balancing speed. If the shaft is flexible at speed, use a modal / multi-speed procedure (ISO 21940-12) — a two-plane rigid-rotor correction will not hold.
2. táblázat. Ajánlott kiegyensúlyozási pontossági osztályok merev rotorokhoz.

| Géptípusok (rotorok) | Kiegyensúlyozó pontossági osztály | Balance quality grade G = eper·Ω, mm/s |
|---|---|---|
| Forgattyústengelyek (szerkezetileg kiegyensúlyozatlanok) nagyméretű, alacsony fordulatszámú tengeri dízelmotorokhoz (dugattyúsebesség kevesebb mint 9 m/s) | G 4000 | 4000 |
| Forgattyústengelyek (szerkezetileg kiegyensúlyozottak) nagyméretű, alacsony fordulatszámú tengeri dízelmotorokhoz (dugattyúsebesség kevesebb mint 9 m/s) | G 1600 | 1600 |
| Forgattyústengelyek (szerkezetileg kiegyensúlyozatlanok) rezgéscsillapítókra szerelve | G 630 | 630 |
| Forgattyústengelyek (szerkezetileg kiegyensúlyozatlanok) merev tartókon | G 250 | 250 |
| Személygépkocsik, tehergépkocsik és mozdonyok számára összeállított dugattyús motorok | G 100 | 100 |
| Hajtott forgattyús tengelyek (szerkezetileg kiegyensúlyozott) rezgésszigetelőkön | G 40 | 40 |
| Car wheels, wheel rims, wheel sets, drive shafts (cardan shafts) | G 40 | 40 |
| Mezőgazdasági gépek | G 16 | 16 |
| Hajtott (kiegyensúlyozott) forgattyús tengelyek merev tartókon | G 16 | 16 |
| Zúzógépek | G 16 | 16 |
| Drive shafts (propeller / cardan shafts) with special requirements | G 16 | 16 |
| Repülőgépek gázturbinái | G 6,3 | 6.3 |
| Centrifugák (szeparátorok, ülepítők) | G 6,3 | 6.3 |
| Villanymotorok és generátorok (legalább 80 mm tengelymagassággal) legfeljebb 950 1/perc névleges fordulatszámmal.-1 | G 6,3 | 6.3 |
| 80 mm-nél kisebb tengelymagasságú villanymotorok | G 6,3 | 6.3 |
| Ventilátorok | G 6,3 | 6.3 |
| Fogaskerekes meghajtások | G 6,3 | 6.3 |
| Általános célú gépek | G 6,3 | 6.3 |
| Fémvágó gépek | G 6,3 | 6.3 |
| Papírgyártó gépek | G 6,3 | 6.3 |
| Szivattyúk | G 6,3 | 6.3 |
| Turbófeltöltők | G 6,3 | 6.3 |
| Vízturbinák | G 6,3 | 6.3 |
| Kompresszorok | G 6,3 | 6.3 |
| Számítógép-vezérelt meghajtók | G 2,5 | 2.5 |
| Elektromotorok és generátorok (legalább 80 mm tengelymagassággal), amelyek maximális névleges fordulatszáma meghaladja a 950 1/perc értéket.-1 | G 2,5 | 2.5 |
| Gáz- és gőzturbinák | G 2,5 | 2.5 |
| Fémvágó géphajtások | G 2,5 | 2.5 |
| Textilipari gépek | G 2,5 | 2.5 |
| Audio- és videóberendezések meghajtói | G 1 | 1 |
| Köszörűgéphajtások | G 1 | 1 |
| Nagy pontosságú berendezések orsói és hajtásai | G 0,4 | 0.4 |
Gyakran ismételt kérdések a kardántengely kiegyensúlyozásával kapcsolatban
Mi a kardántengely kiegyensúlyozása?
A kardántengely kiegyensúlyozása a kardántengely tömegkiegyensúlyozatlanságának korrigálása, hogy az simán forogjon rezgések nélkül. Ez magában foglalja annak mérését, hogy a tengely melyik oldalán nehezebb, majd kis mennyiségű súly hozzáadását vagy eltávolítását (például kiegyensúlyozó súlyok hegesztésével) az egyensúlyhiány ellensúlyozása érdekében. A kiegyensúlyozott kardántengely egyenletesen fut, ami megakadályozza a túlzott rezgést és a jármű alkatrészeinek kopását.
Miért fontos a kardántengely kiegyensúlyozása?
A kiegyensúlyozatlan kardántengely erős rezgésekhez vezethet, különösen bizonyos sebességeknél, és kattanó hangokat hallathat gyorsítás vagy fokozatváltás közben. Idővel ezek a rezgések károsíthatják a csapágyakat, a kardáncsuklókat és a hajtáslánc egyéb alkatrészeit. A kardántengely kiegyensúlyozása kiküszöböli ezeket a rezgéseket, biztosítva a simább futást, csökkentve az alkatrészek terhelését, és megelőzve a költséges károkat vagy állásidőket.
Melyek a kiegyensúlyozatlan kardántengely gyakori tünetei?
A kiegyensúlyozatlan vagy hibás kardántengely tipikus tünetei közé tartozik az észrevehető rezgés vagy remegés a jármű padlóján vagy ülésén, különösen a sebesség növekedésével. Kopogó vagy zörgő hangokat is hallhat sebességváltáskor, illetve gyorsítás és lassítás közben. Bizonyos esetekben a kardáncsukló túlmelegedhet a kiegyensúlyozatlanság miatt. Ha ezeket a jeleket észleli, valószínű, hogy a kardántengelyt kiegyensúlyozni vagy javítani kell.
Hogyan kell kiegyensúlyozni egy kardántengelyt?
Drive shaft balancing is usually done using a specialized balancing machine. The drive shaft is mounted and spun at high speed while sensors detect any imbalance. A technician then attaches small weights to the drive shaft (or removes material) at specific positions based on the machine's readings. This process is repeated until the drive shaft rotates without significant vibration. Modern systems like the Balanset-4A can guide this process and calculate exactly where and how much weight to add for precise balancing.
Következtetés
Összefoglalva, a kardántengely megfelelő kiegyensúlyozása elengedhetetlen a biztonság, a teljesítmény és a költségmegtakarítás szempontjából. By detecting and correcting imbalance, you prevent unnecessary wear on parts, avoid damaging breakdowns, and maintain optimal machine performance. Modern balancing systems like our Balanset-1A and Balanset-4A devices make the process efficient, helping even small workshops achieve professional results.
Ha tartós kardántengely-rezgésekkel szembesül, vagy megbízható kiegyensúlyozási megoldásra van szüksége, ne habozzon cselekedni. Alkalmazza az ebben az útmutatóban ismertetett lépéseket, vagy forduljon szakértőinkhez segítségért. A megfelelő megközelítéssel és felszereléssel biztosíthatja, hogy kardántengelye évekig simán és megbízhatóan működjön. Kapcsolat ha többet szeretne megtudni, vagy felfedezni az Ön igényeinek leginkább megfelelő kardántengely-kiegyensúlyozó berendezéseket.







0 Comments